1. Introduction
Due to its unique high elasticity and large deformation capacity, rubber materials have become irreplaceable in many fields, such as the tire industry [
1,
2,
3], sealing industry [
4], as well as the damping and shock absorption industry [
5,
6,
7]. The annual consumption of rubber worldwide exceeds 20 million tons. Thus far, the world has formed a relatively large-scale production of general synthetic rubber [
8,
9,
10] such as styrene–butadiene rubber, nitrile rubber, neoprene rubber, butadiene rubber, ethylene–propylene rubber, butyl rubber, isoprene rubber, styrene block copolymer thermoplastic elastomers, and special rubber [
11,
12] represented by polyurethane, fluorine rubber, and silicone rubber. Furthermore, the research and production application systems of all kinds of synthetic rubbers are well developed. At present, synthetic rubber still uses fossil resources such as petroleum as raw materials, which may be sufficient to meet current application needs, but it is not a long-term solution. Its huge consumption makes the environment and resources greatly threatened, especially in the automotive industry application (tires, hoses, etc.). In future development, it is urgent to develop new high-performance synthetic rubbers that use sustainable resources as raw materials [
13,
14].
Using renewable resources to prepare a new generation of bio-based elastomer materials is an innovative idea to keep sustainable development of the synthetic rubber industry. At present, two routes are mainly involved. One is to prepare isoprene [
15,
16], butadiene, and other monomers through biological fermentation processes, and then prepare bio-based isoprene rubbers and other bio-based materials. For example, the Goodyear company has successfully prepared bio-based isoprene rubber, and the LANXESS company has prepared bio-based butyl rubber and ethylene–propylene rubber. The other route is to use bio-based chemicals [
13,
17] such as propylene glycol, succinic acid, and itaconic acid. Bio-based elastomers are prepared via condensation polymerization [
18] or emulsion polymerization [
19,
20].
Pure synthetic rubber cannot meet engineering applications in terms of mechanical properties and wear resistance, so it needs to be reinforced with nano-fillers. With the development of nanotechnology, a variety of nanoparticles have been developed to be combined with rubber, which not only strengthens the basic mechanical properties of rubber, but also gives the material many functionalities. The widely used nano-fillers mainly include carbon black [
21], silica [
22], layered silicate [
23,
24], graphene [
25,
26,
27], and carbon nanotube [
28,
29]. Nano-fillers have a significant strengthening effect on rubber materials, which is mainly reflected in the improvement of modulus, tensile strength, and wear resistance. More than 92% of carbon black production in the world was used in rubber manufacturing, especially tire production, such as inner linings, sidewall carcasses, tread, air springs, belts, conveyor wheels, and some vibration isolation devices. At present, the global production of carbon black is about 8.1 million metric tons, ranking among the top 50 industrial chemical manufacturers in the world. However, CB causes pollution because of its origin from petroleum. Silica is a non-petroleum based filler with good prospects. For tires, silica can also reduce the rolling resistance of rubber without sacrificing the wet skid resistance of rubber, that is, it can improve fuel efficiency and reduce greenhouse gas emissions under the premise of ensuring the safe driving of cars. Therefore, silica has great application prospects in “green tire” manufacturing [
30]. Due to the surface characteristics of silica, it has a poor affinity with the rubber matrix and is easy to form aggregates, so the key to preparing silica composites is to solve the problem of mixing silica and rubber and dispersion in the rubber matrix. The current methods mainly include in-situ modification technology [
31,
32], rubber matrix modification [
33,
34], and wet compounding technology [
35]. The continuous development of these technologies has led to the rapid expansion of the silica-filled application. Therefore, the research on the these two types of universal nano-fillers nanocomposites of bio-based elastomers is meaningful for the development of nanofillers and bio-based elastomers.
Bio-based itaconate elastomer (PDBIB) [
14,
36] involved in this article belongs to the second route. It is a new type of bio-based synthetic rubber prepared based on bulk bio-based chemicals, itaconic acid, n-butanol, and a small amount of diene. At present, the annual output of itaconic acid in China has reached 50,000 tons, and the price is 1662 Dollars/ton. Compared with traditional petrochemical-based chemicals, the cost is no longer a disadvantage. In addition, the static and dynamic mechanical properties of bio-based itaconate elastomers can be flexibly adjusted by adjusting the side groups [
37], the copolymerization ratio [
36], and the functionalization in the chain [
23,
38,
39]. Moreover, the properties are becoming more perfect. Different from traditional petroleum-based engineering rubber, the molecular structure of bio-based elastomers designed in this paper includes weakly polar long-chain ester groups and flexible butadiene segments, which are quite different from traditional NR (natural rubber), SBR (styrene–butadiene rubber), and NBR (nitrile rubber), so the research about performance and interface interaction of silica-filled PDBIB and carbon black-filled PDBIB are meaningful. Meanwhile, a comparatively comprehensive comparison of the properties of bio-based elastomers nanocomposites and traditional bulk ESBR and SSBR nanocomposites are of great value for the true application of bio-based elastomers.
2. Experimental Section
2.1. Materials
Dibutyl itaconate (purity of 96%) was purchased from Sigma-Aldrich Company (Burlington, MA, USA). All of the other chemicals and solvents used in the polymerization, including butadiene (purity of 94%), rosin soap, phosphoric acid, potassium hydroxide, ethylene diamine tetraacetic acid (EDTA), sodium dinaphthyllmethanedisulfonate (TAMOL), ferric ethylene diamine tetraacetic acid salt (Fe-EDTA), sodium hydrosulfite (SHS), sodium hydroxymethanesulfinate (SFS), p-menthane hydroperoxide (PMH), hydroxylamine (HA), and ethanol, were kindly provided by Jilin Petroleum Company and used as received. Emlusion-polymerized styrene–butadiene rubber (ESBR 1502) was bought from Tianjin Changli Rubber Trade Co., Ltd. (Tianjin, China) and solution-polymerized styrene–butadiene rubber (SSBR2466) was provided by the TSRC Corporation. The precipitated silica (Ultrasil VN3) with a BET specific surface area of 175 m2/g was bought from Degussa Chemical. All of the rubber additives were industrial grade and commercially available. Deionized water was used for all polymerization runs.
2.2. Synthesis of Poly(dibutyl itaconate-co-butadiene) (PDBIB)
As summarized in
Table 1, all of the chemicals except SHS and PMH, were added in the sealed reaction bottle, and the mixture in the bottle was pre-emulsified at 25 °C for 4 h to form a stable and homogeneous latex. Later, the SHS solution was injected into the reaction bottle to eliminate the residual oxygen in the pre-emulsion, followed by the PMH solution. The polymerization was allowed to proceed for 8 h at 5 °C, followed by adding hydroxylamine solution to terminate the polymerization, and the PDBIB latex was obtained. The PDBIB gum was obtained by coagulating the latex with ethanol and drying the product in a vacuum oven at 40 °C until a constant weight was obtained.
2.3. Preparation of the PDBIB/Silica and ESBR/Silica Nanocomposites
The compounding formulation for PDBIB/silica is shown in
Table 2. First, silica with a coupling agent was mixed with neat PDBIB in a HAAKE Rheomix 600 OS internal mixer for 10 min at room temperature. Second, the mixture obtained was rotated in the internal mixer for 5 min at 150 °C to facilitate further reaction between PDBIB and silica, and it was then taken out and cooled down to room temperature. Third, the other additives were mixed with the PDBIB/silica. Finally, the PDBIB/silica compound was cured under 15 MPa at 150 °C for an optimum curing time as determined by a rotor-less rheometer. The ESBR/silica compound was also compounded and vulcanized in the same manner.
2.4. Preparation of the PDBIB/CB and ESBR/CB Nanocomposites
The PDBIB and additives were mixed by a 15.24 cm two-roll mill according to the formulation provided in
Table 3. The compound was cured in an XLB-D 350_350 hot press (Huzhou East Machinery, Huzhou, China) under a pressure of 15 MPa at 150 °C for its optimum cure time. ESBR/CB compound was also compounded and vulcanized in the same manner.
2.5. Measurements and Characterization
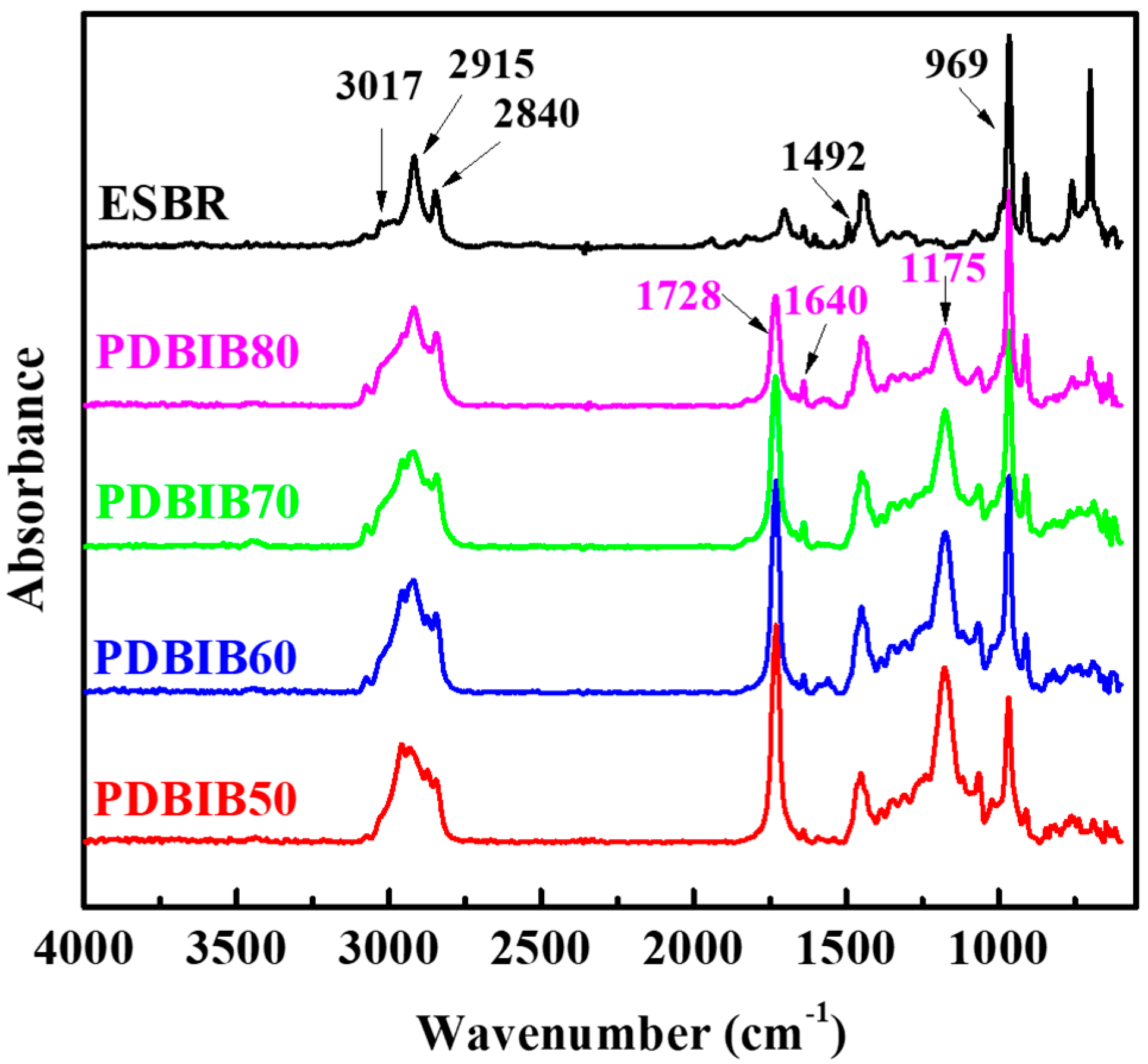
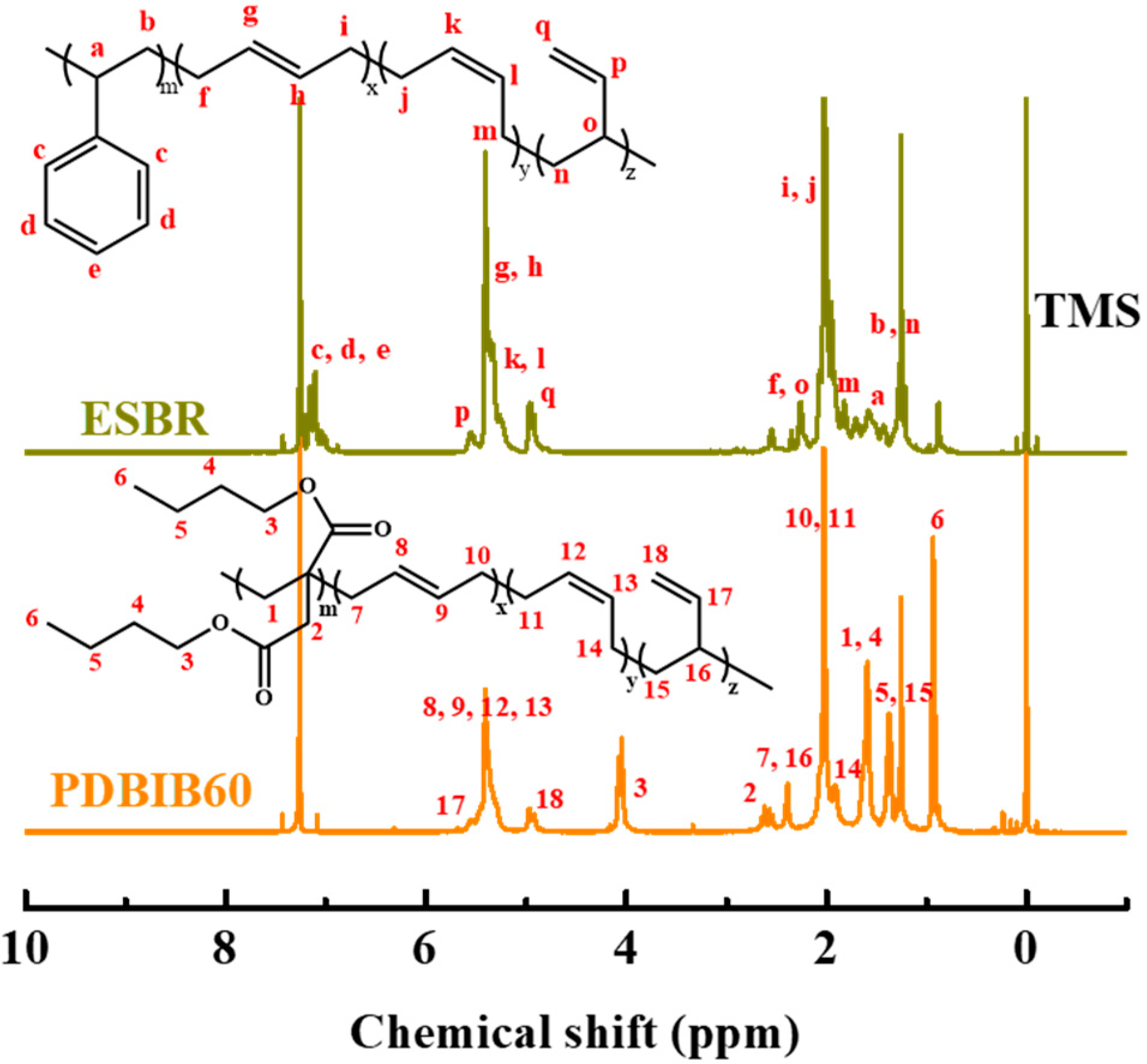
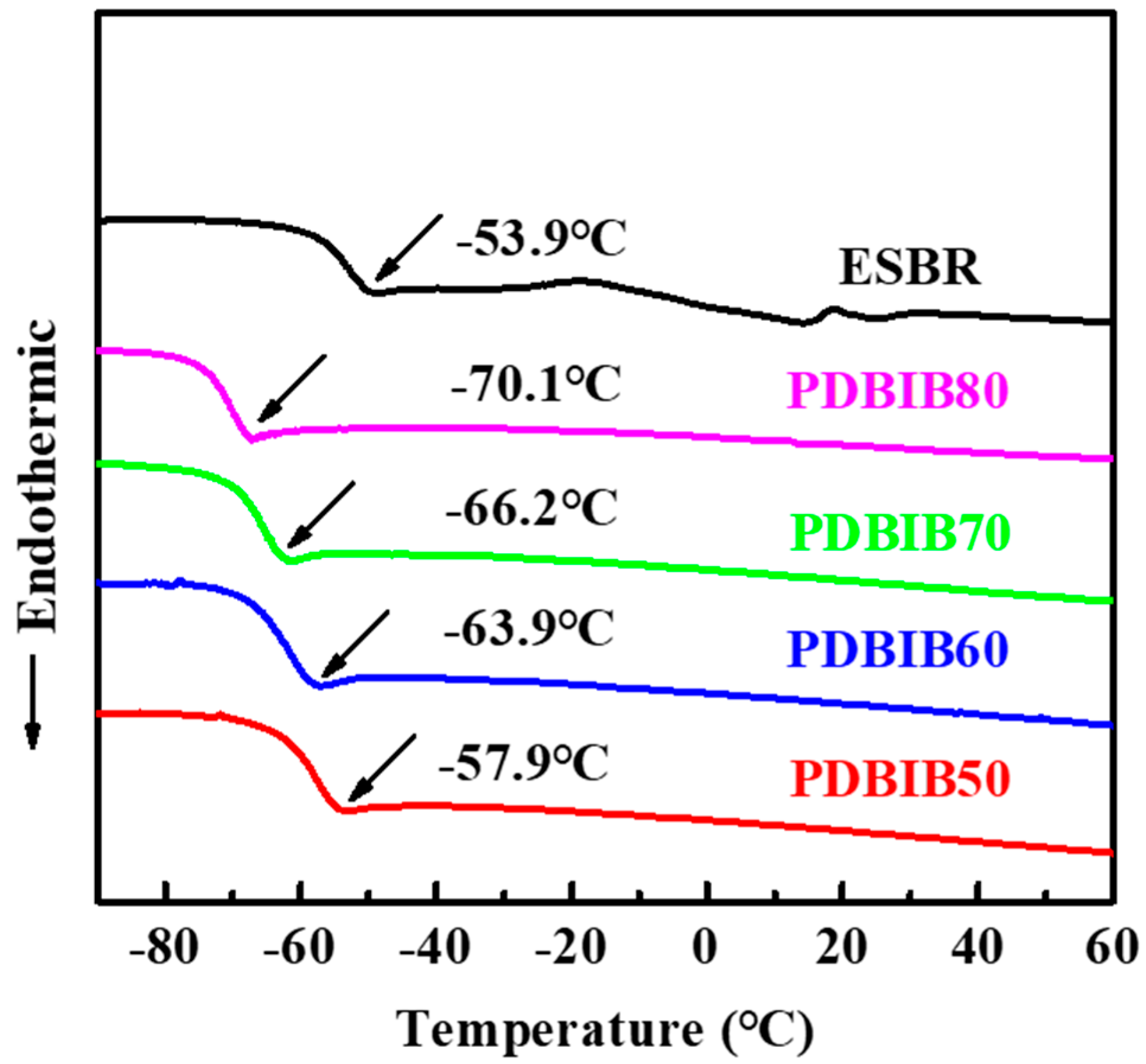
The average molecular weight of PDBIB and ESBR was measured using gel permeation chromatography (GPC) on a Waters Breeze instrument equipped with three water columns (Steerage HT3 HT5 HT6E) using tetrahydrofuran as the solvent (1.0 mL/min) and a Waters 2410 refractive index detector, and polystyrene standards were used for calibration. The FTIR spectra of PDBIB and ESBR were collected on a Tensor 27 spectrometer (Bruker Optic GmbH, Ettlingen, Germany) with the attenuated total reflection (ATR) technique at 4 cm−1 resolution with 32 scans under air atmosphere. 1H NMR measurements of PDBIB and ESBR were conducted with a Bruker AV400 spectrometer (Bruker, Bremen, Germany) with CDCl3 as the solvent. The test frequency was 400 MHz and scanned 16 times. Differential scanning calorimetry (DSC) measurements were performed on a Mettler-Toledo DSC instrument under nitrogen. A sample of 5 mg was heated to 373 K (100 °C) and kept isothermal for 5 min to remove any previous thermal history. Then it was cooled to 173 K (−100 °C) and reheated to 373 K (100 °C) at 10 K/min. The surface morphology of the PDBIB and ESBR nanocomposites were observed in Hitachi S-4800 scanning electron microscope. The samples were prepared by fracturing the composites in liquid nitrogen and were then sputter coated with gold. The dynamic rheological properties of the PDBIB, ESBR, and SSBR nanocomposites were analyzed using an RPA2000 (Alpha Technologies Co., Hudson, Ohio, USA) at 333 K (60 °C). The strain amplitude was varied from 0.1% to 100% at the test frequency of 1 Hz. The dynamic mechanical properties were determined on a VA 3000 dynamic mechanical thermal analyzer (01 dB-Metravib Co., Rhone Alpes, France) in the tension mode at a fixed frequency of 10 Hz (the most common frequency used to investigate the dynamic mechanical properties in rubber industry, especially in tire industry) and a strain amplitude of 0.3%. The scanned temperature ranged from 193K (−80 °C) to 373 K (100 °C), and the heating rate was of 3 K/min. Tensile tests of the PDBIB, ESBR, and SSBR nanocomposites were conducted according to ASTM D412 (dumbbell-shaped) on a LRX Plus tensile tester made by Lloyd Instruments, Ltd., West Sussex, UK. The interval between vulcanization and testing was 24 h. The test tensile rate was 500 mm/min. The number of samples in the same group was five.
4. Conclusions
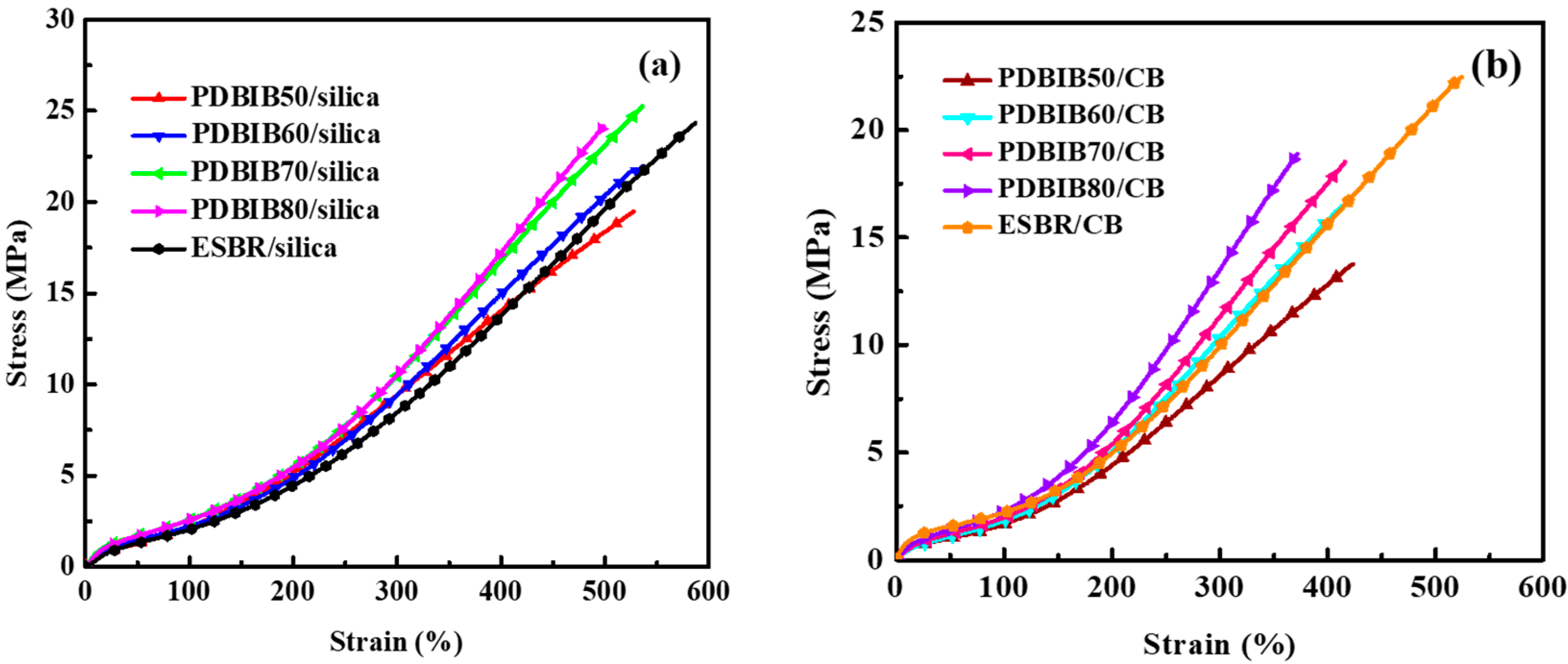
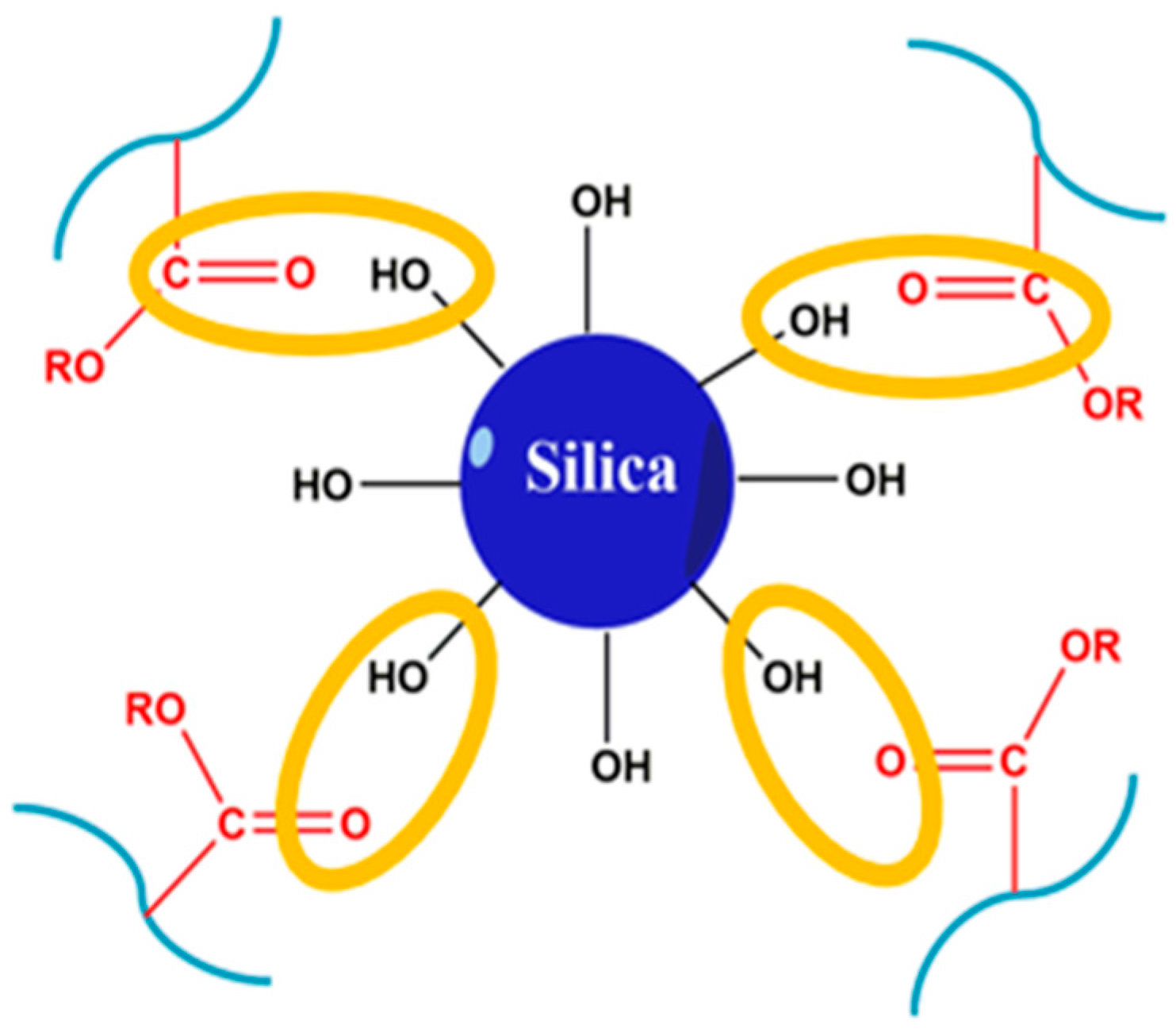
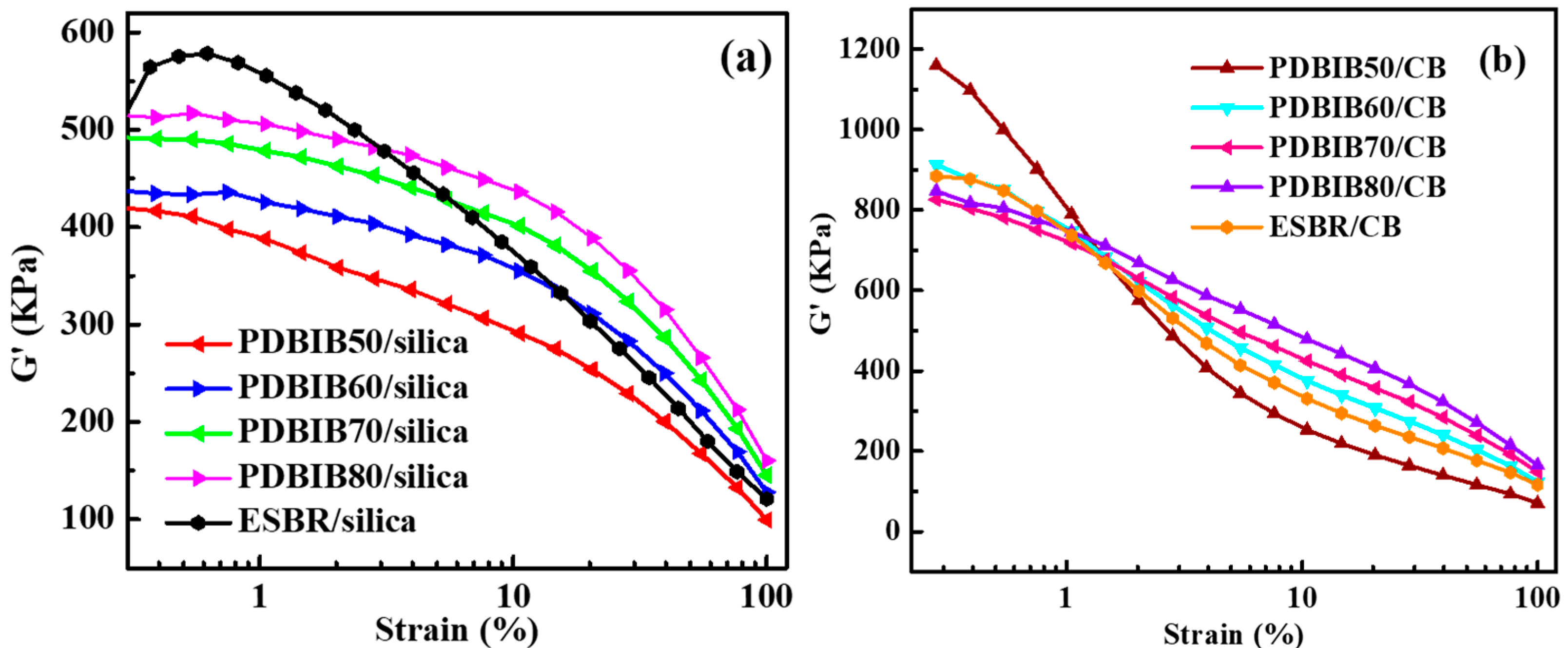
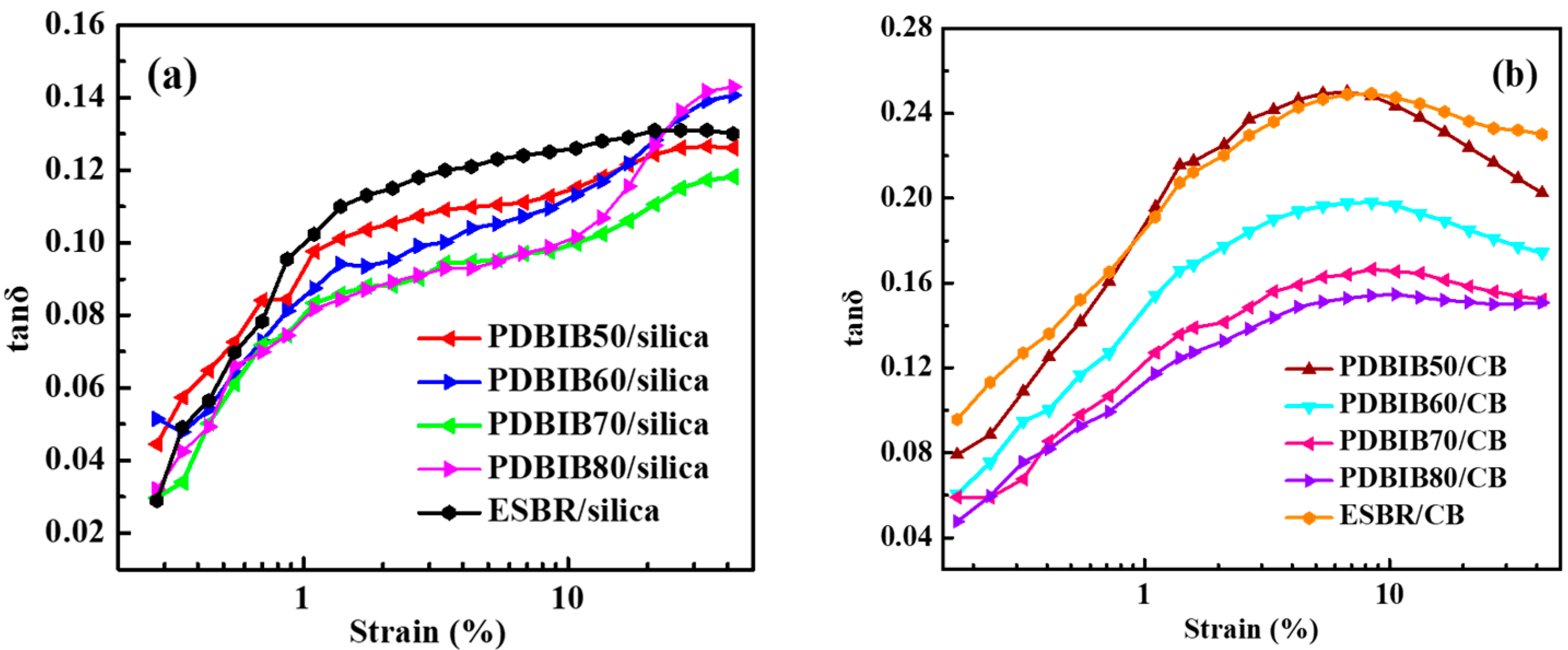
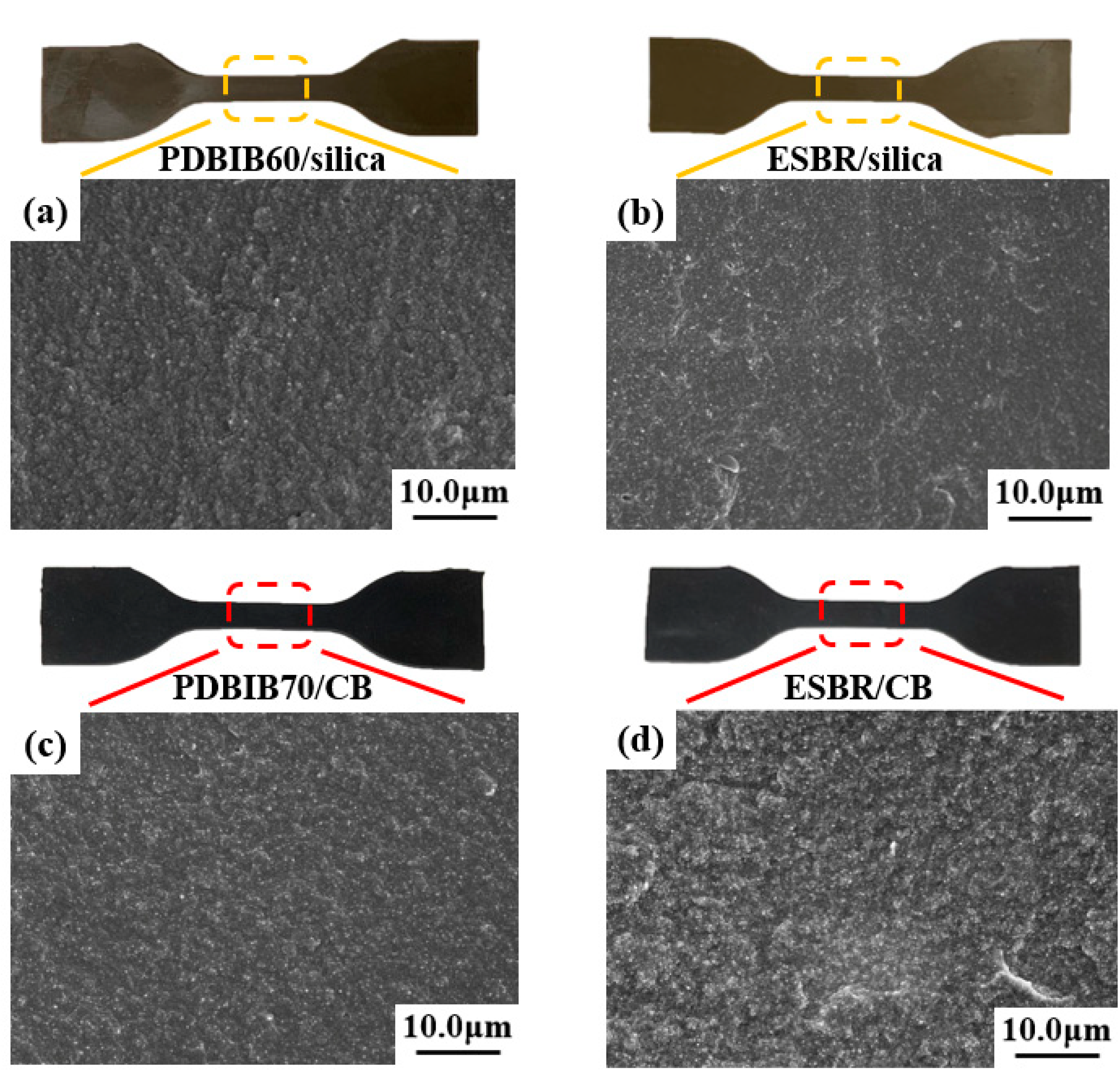
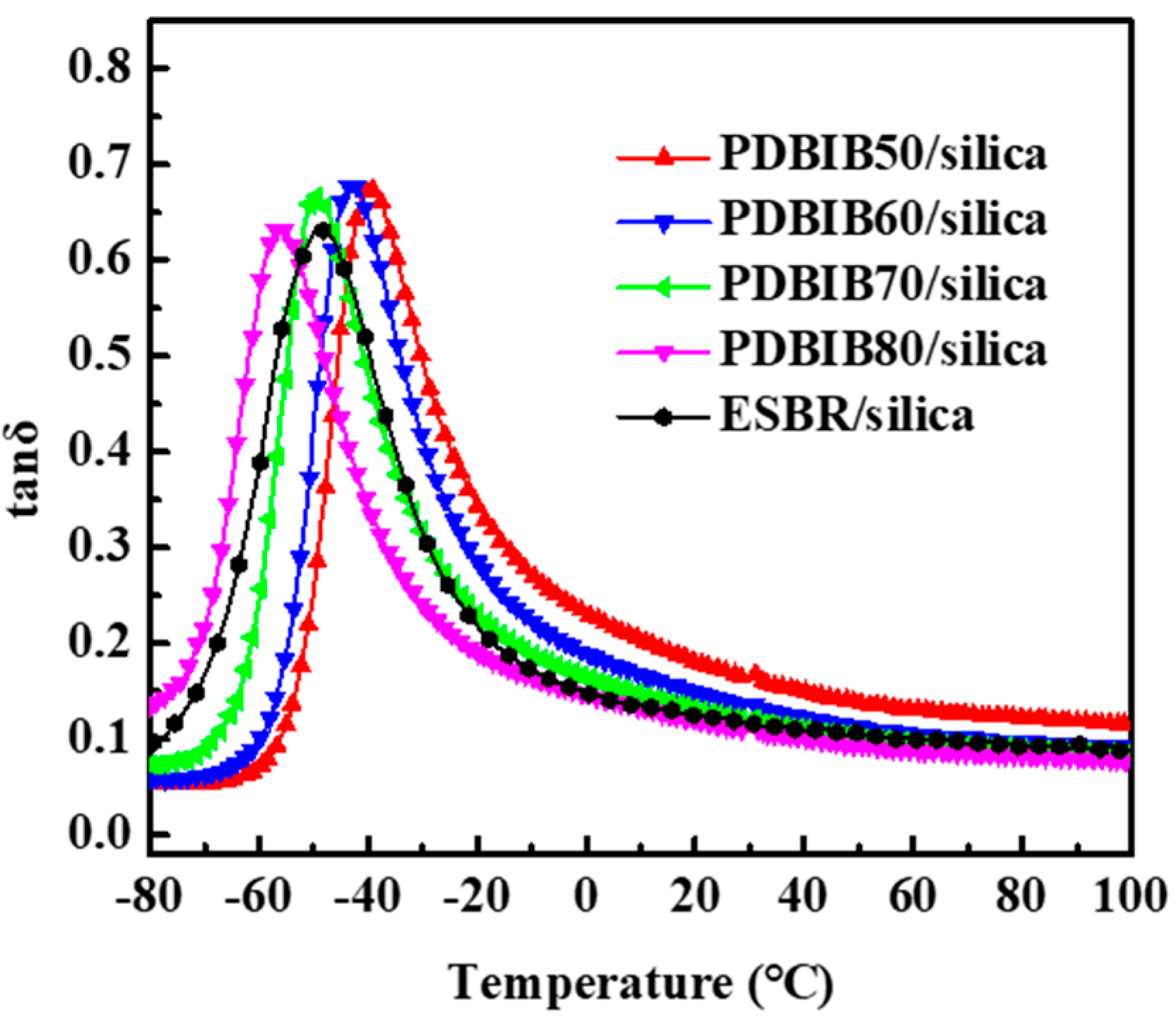
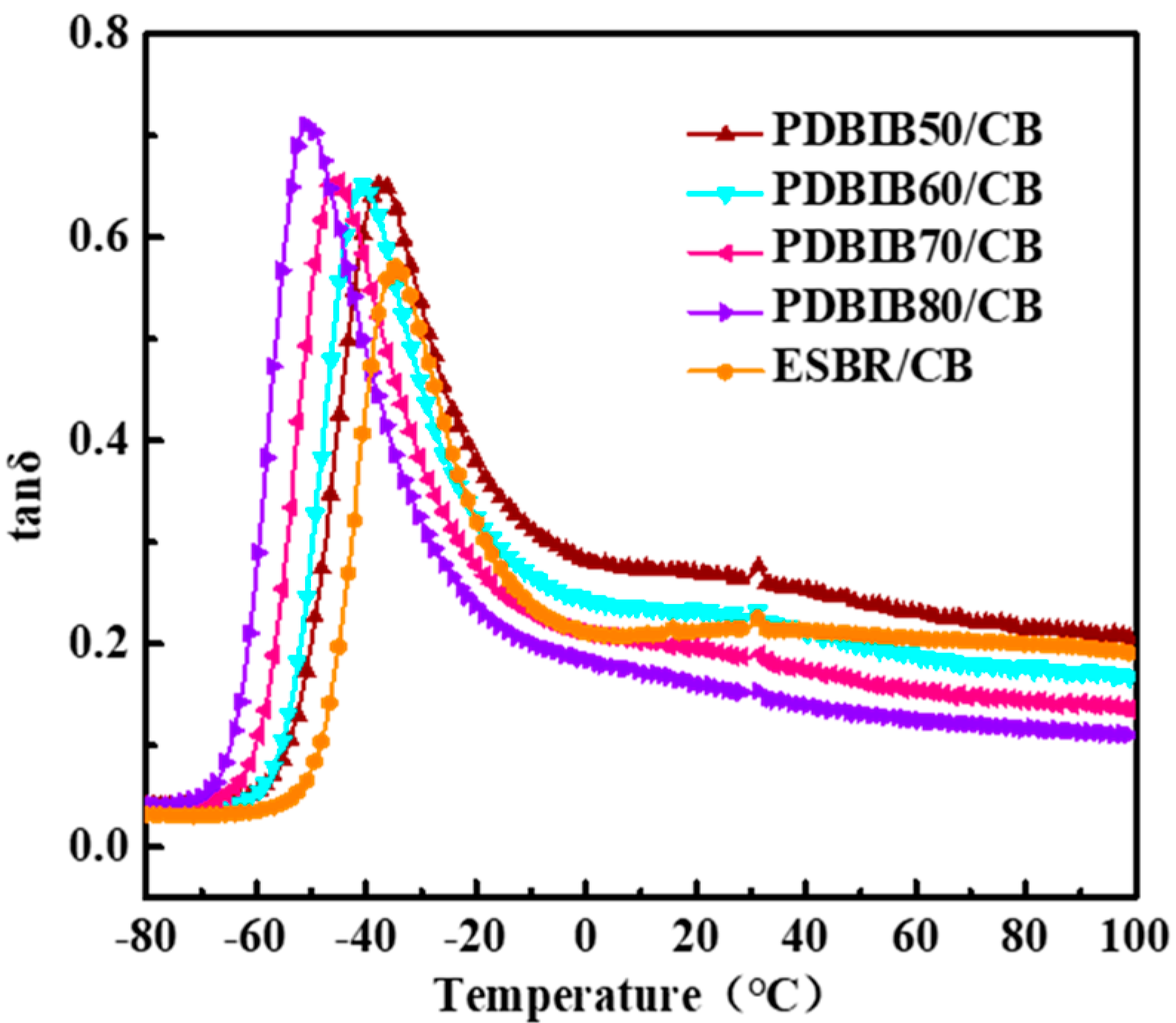
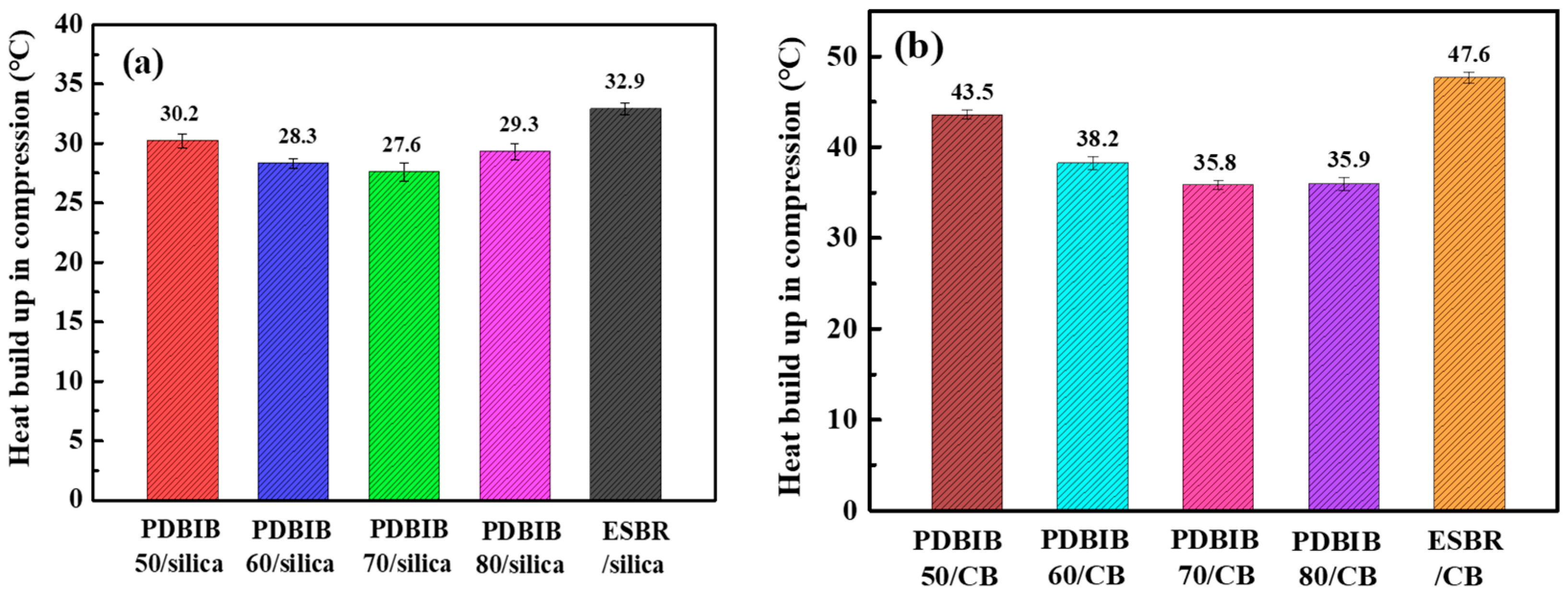
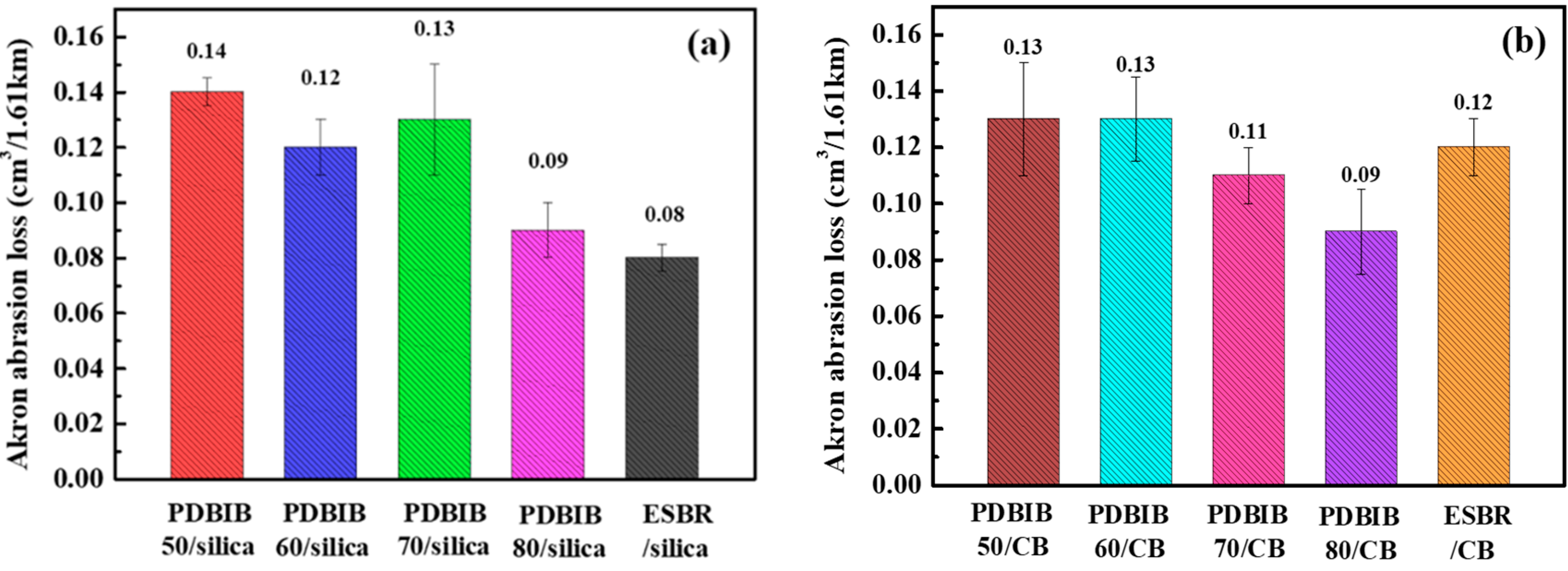
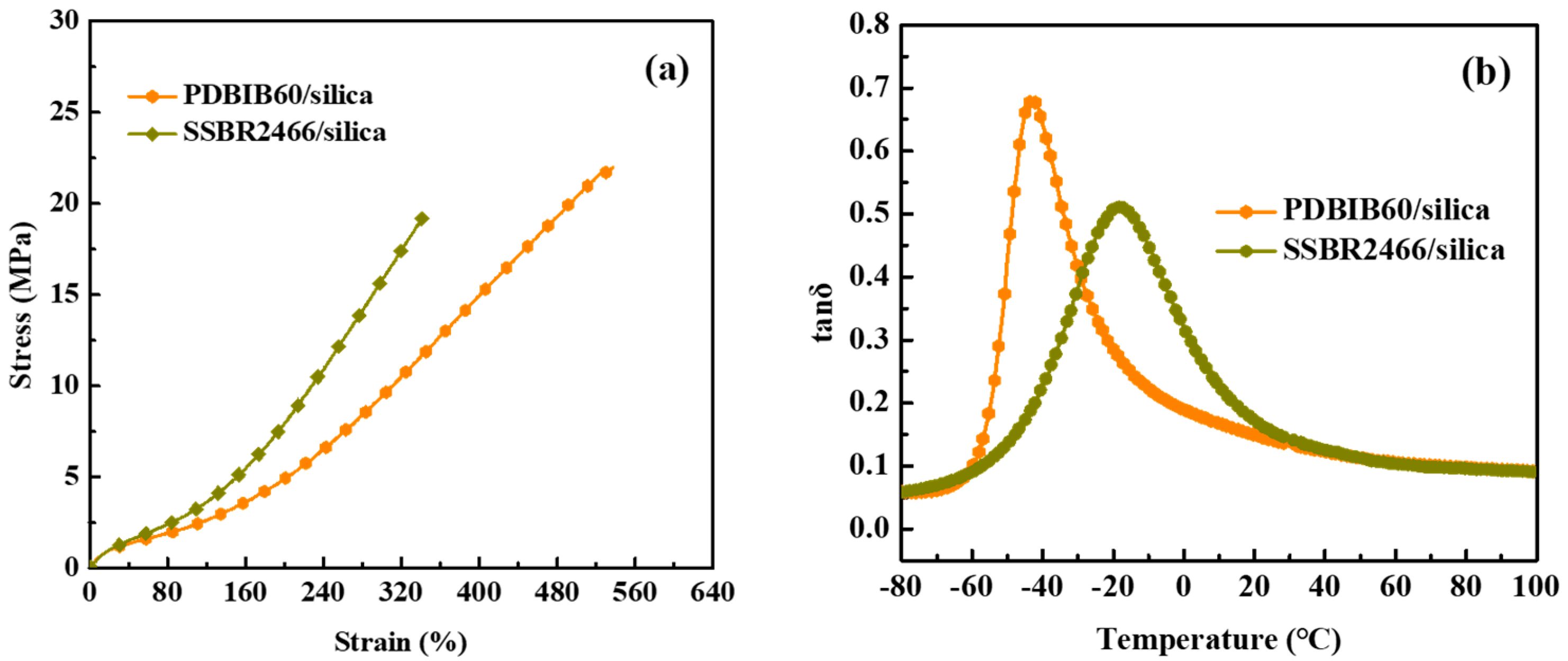
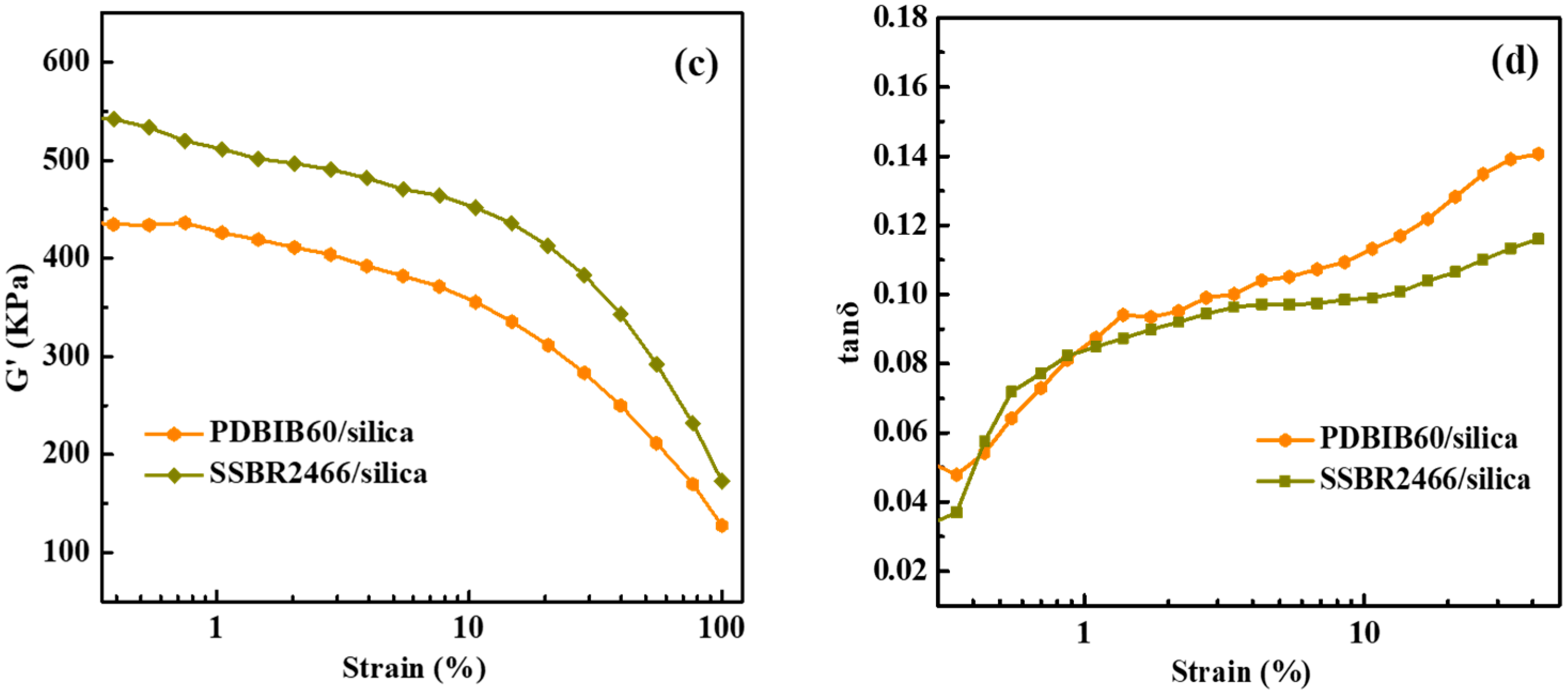
Bio-based cross-linkable poly(dibutyl itaconate-co-butadiene) (PDBIB) elastomers nanocomposites were prepared using silica (VN3) and carbon black (N330). Mechanical properties of PDBIB with different butadiene contents were excellent. The tensile strength and elongation at break of the PDBIB/silica nanocomposites exceeded 19 MPa and 450%, as did those of the PDBIB70/CB and PDBIB80/CB nanocomposites, exceeding above 18 MPa and 350%. Compared with ESBR, due to the difference of macromolecule structure, polar ester groups in PDBIB could prevent silica from aggregating to a filler network, resulting in a homogenous dispersion of silica. However, the ester group had no obvious advantage in the dispersion of carbon black, and even the high content of ester group could worsen the dispersion of carbon black. In silica-filled and carbon black-filled system, PDBIB60/silica and PDBIB70/CB had the best balanced properties. Moreover, their comprehensive performance were significantly better than the ESBR/filler nanocomposite. Compared with the SSBR, mechanical properties and filler dispersion of PDBIB are better, and dynamic mechanical properties still had space for improvement. On the basis of our results, PDBIBs showed great potential to be a strong and useful supplement for commercial elastomers in engineering applications, especially in the tire industry.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}