Phenomenological Analysis of Thermo-Mechanical-Chemical Properties of GFRP during Curing by Means of Sensor Supported Process Simulation


Abstract
:1. Introduction
2. Materials and Methods
2.1. Objective of the Test Series
2.2. Choice of Material
2.3. Process Simulation
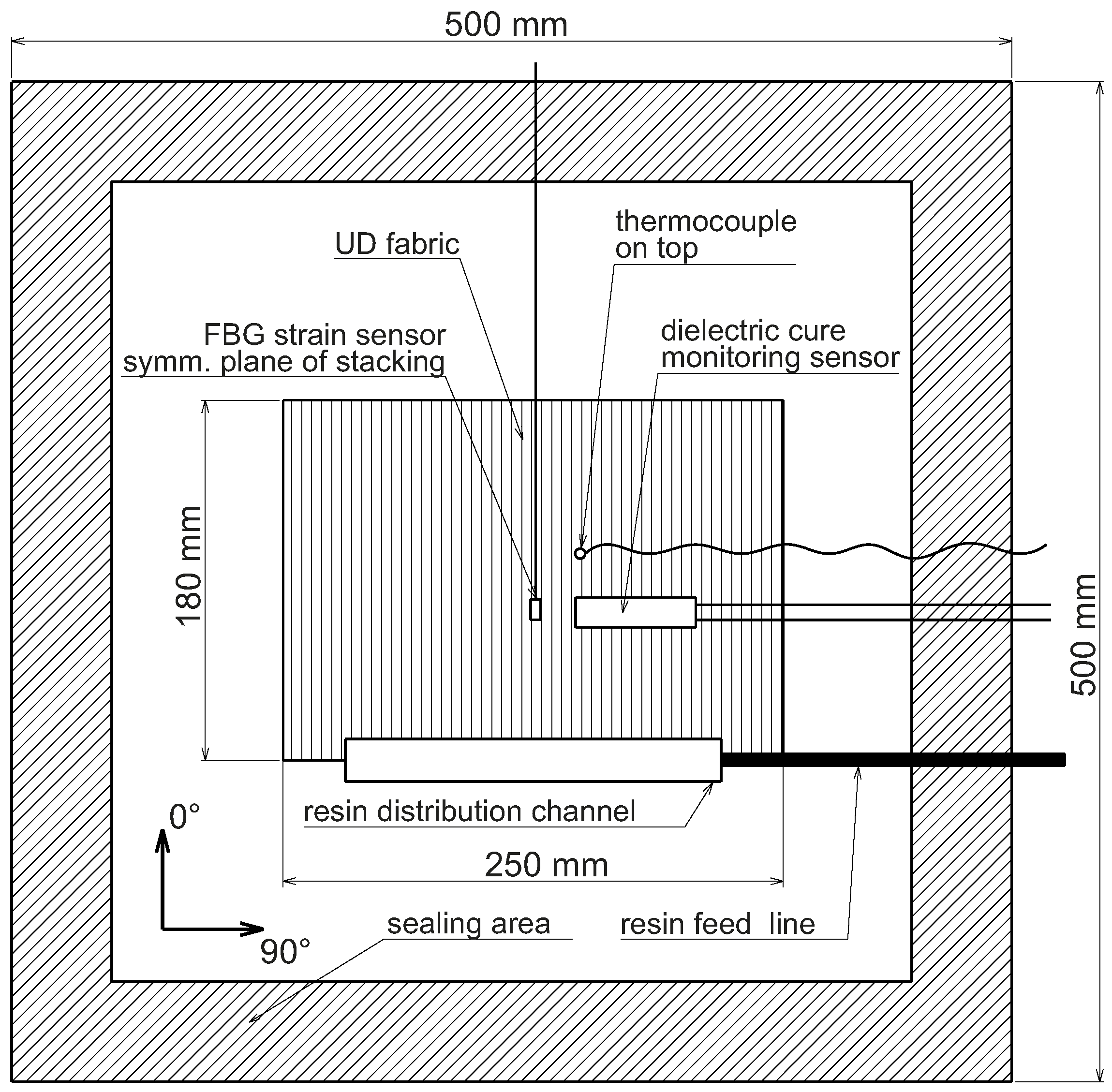
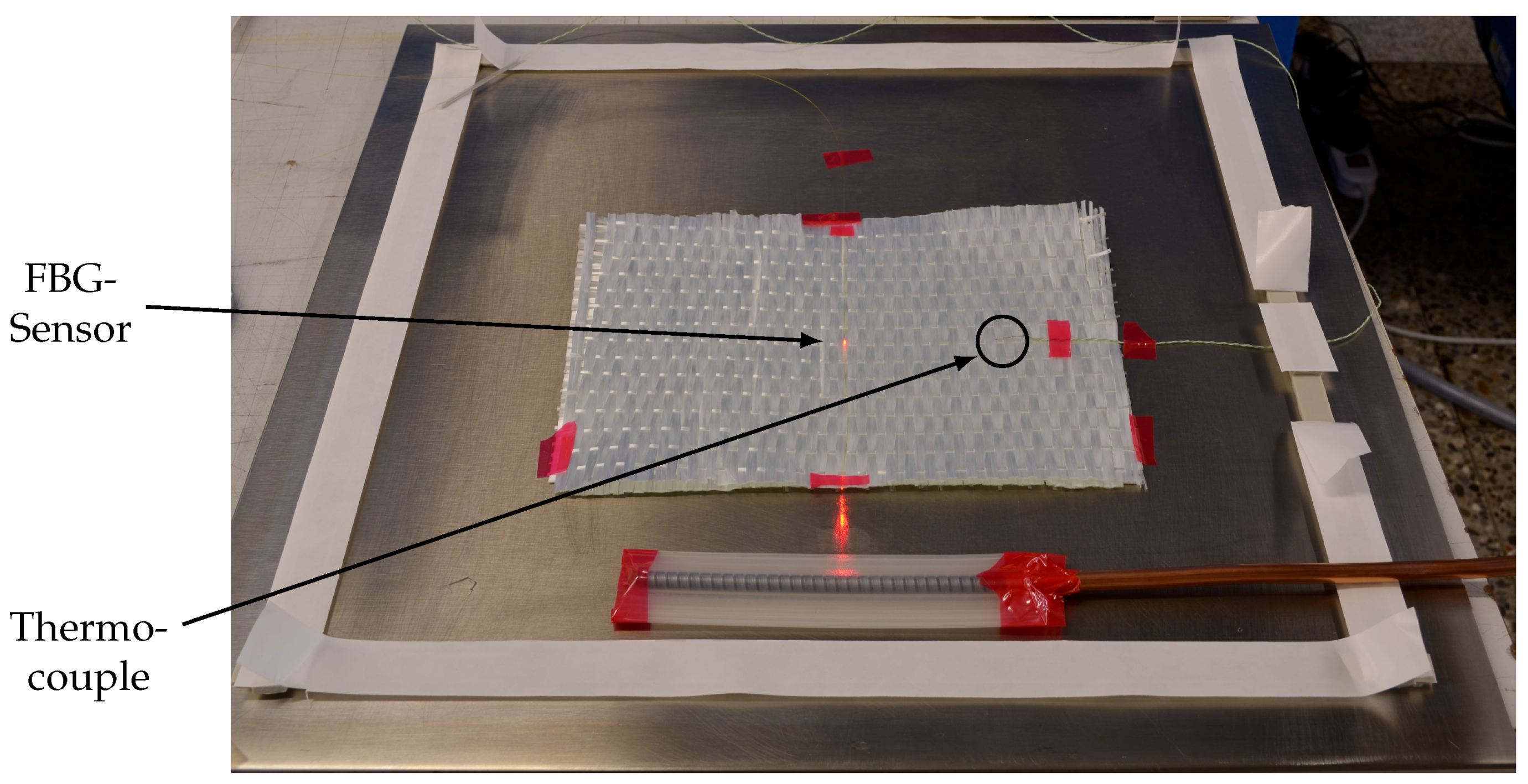
3. Experimental Set-Up
3.1. Applied Manufacturing Process
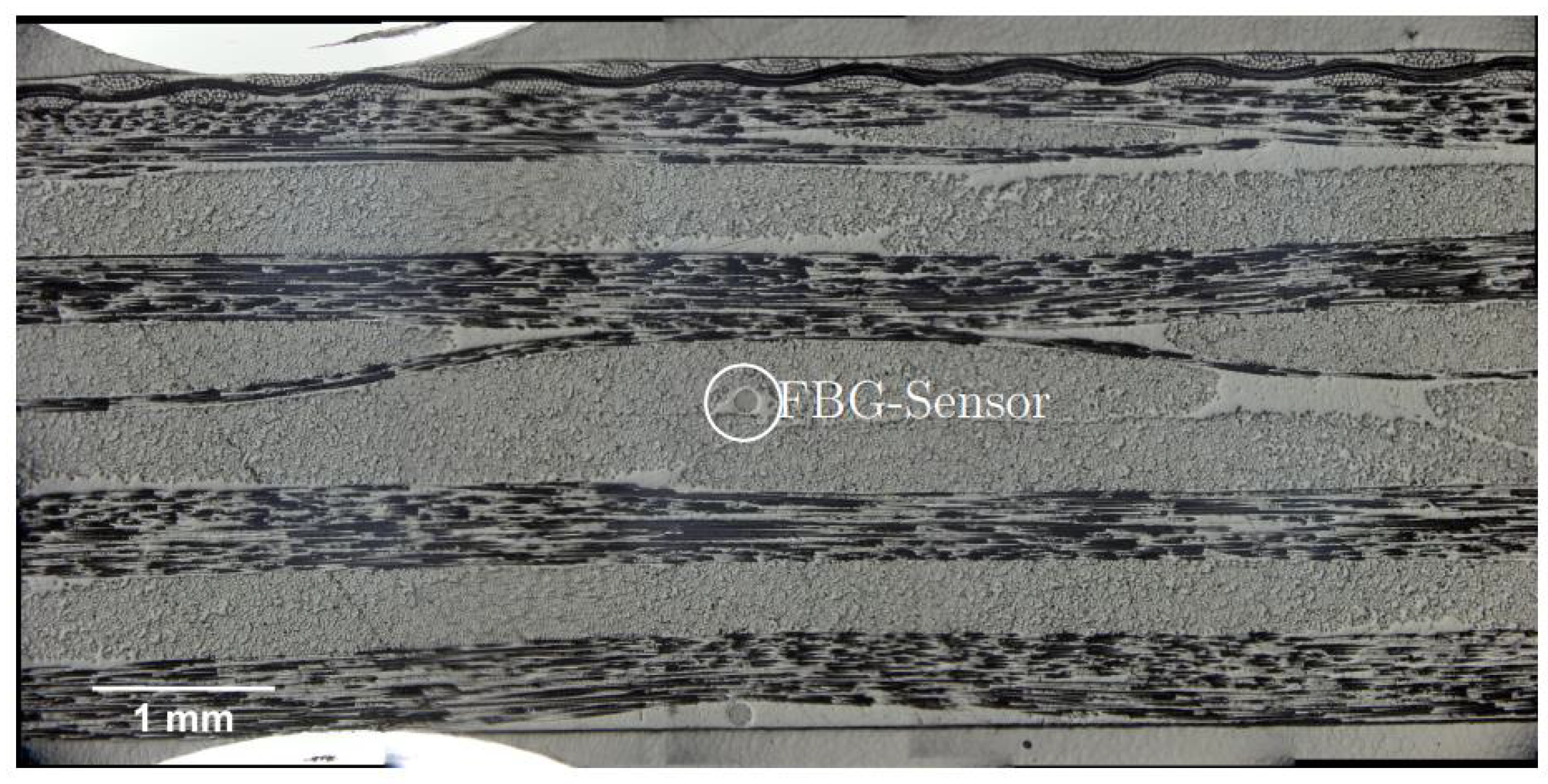
3.2. Fiber Bragg Grating Sensors
3.3. Dielectric Cure Monitoring
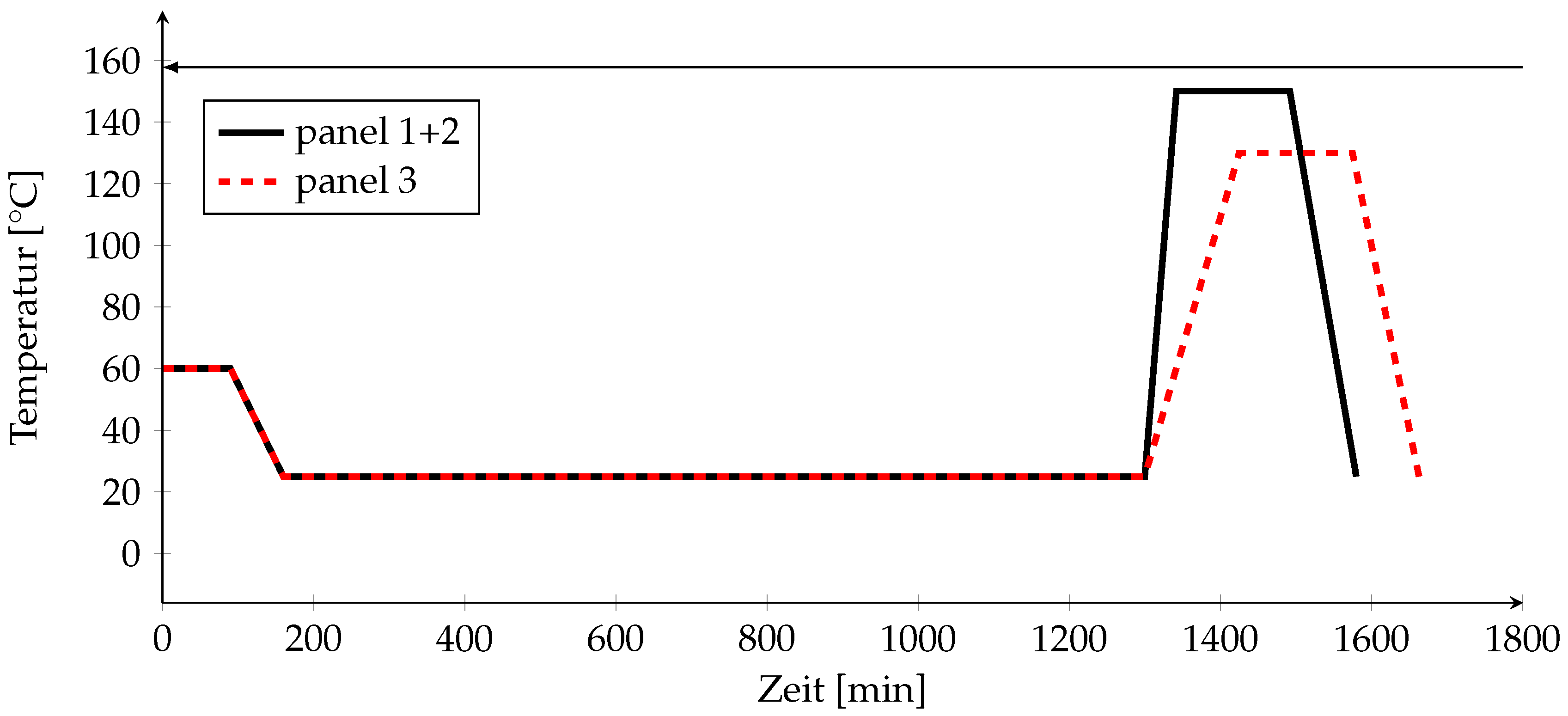
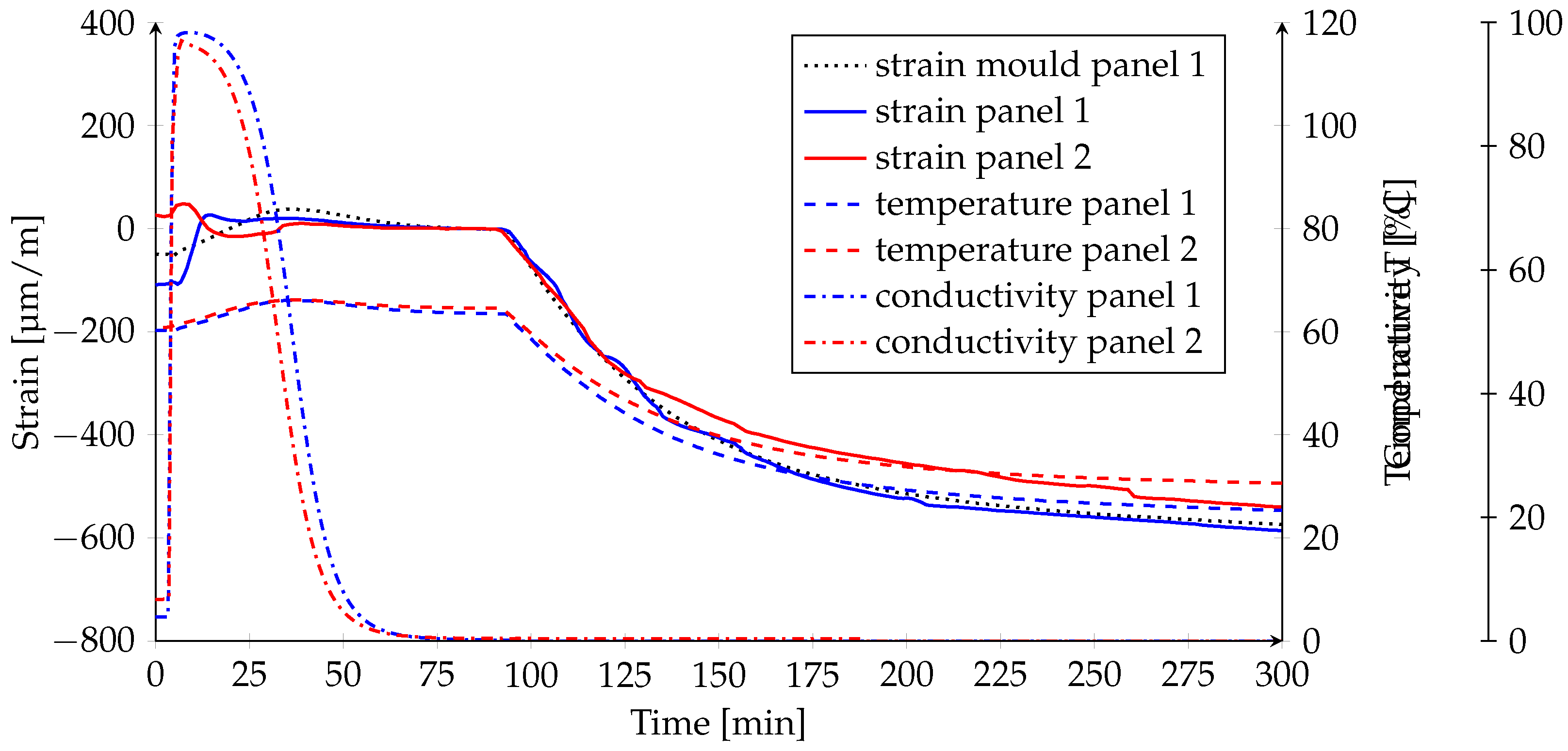
4. Experimental Results
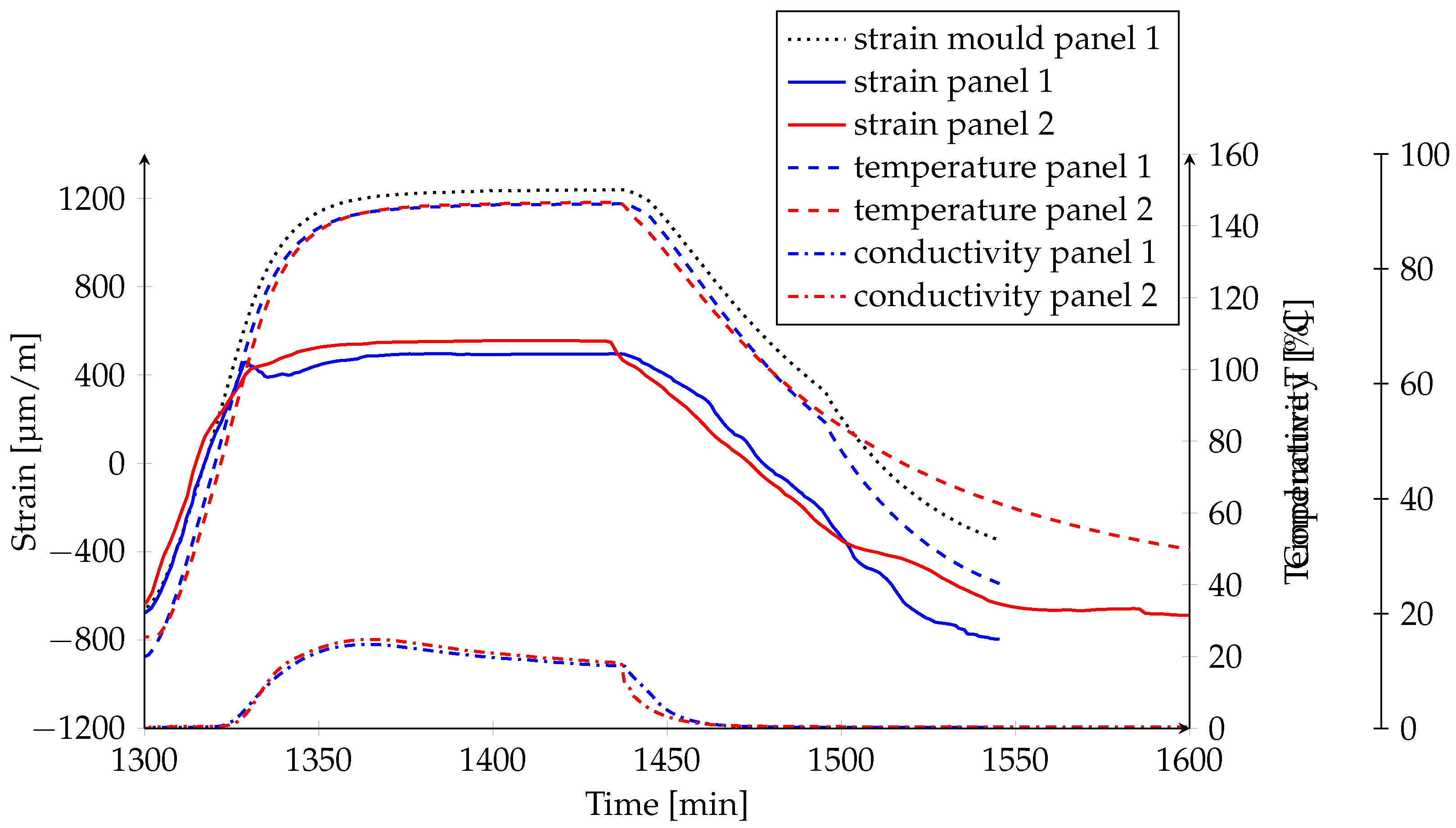
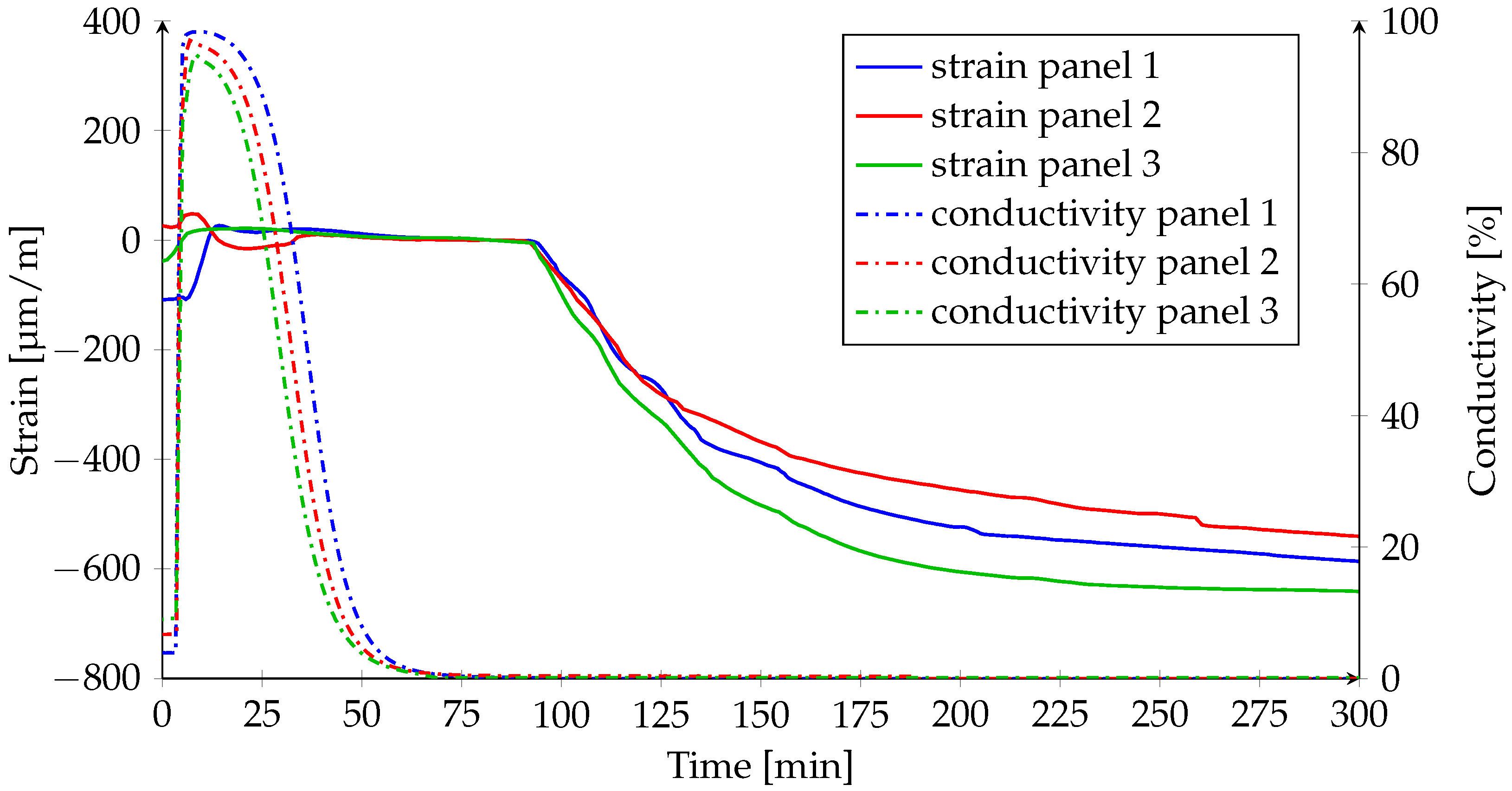
4.1. Results Panel 1 and Panel 2
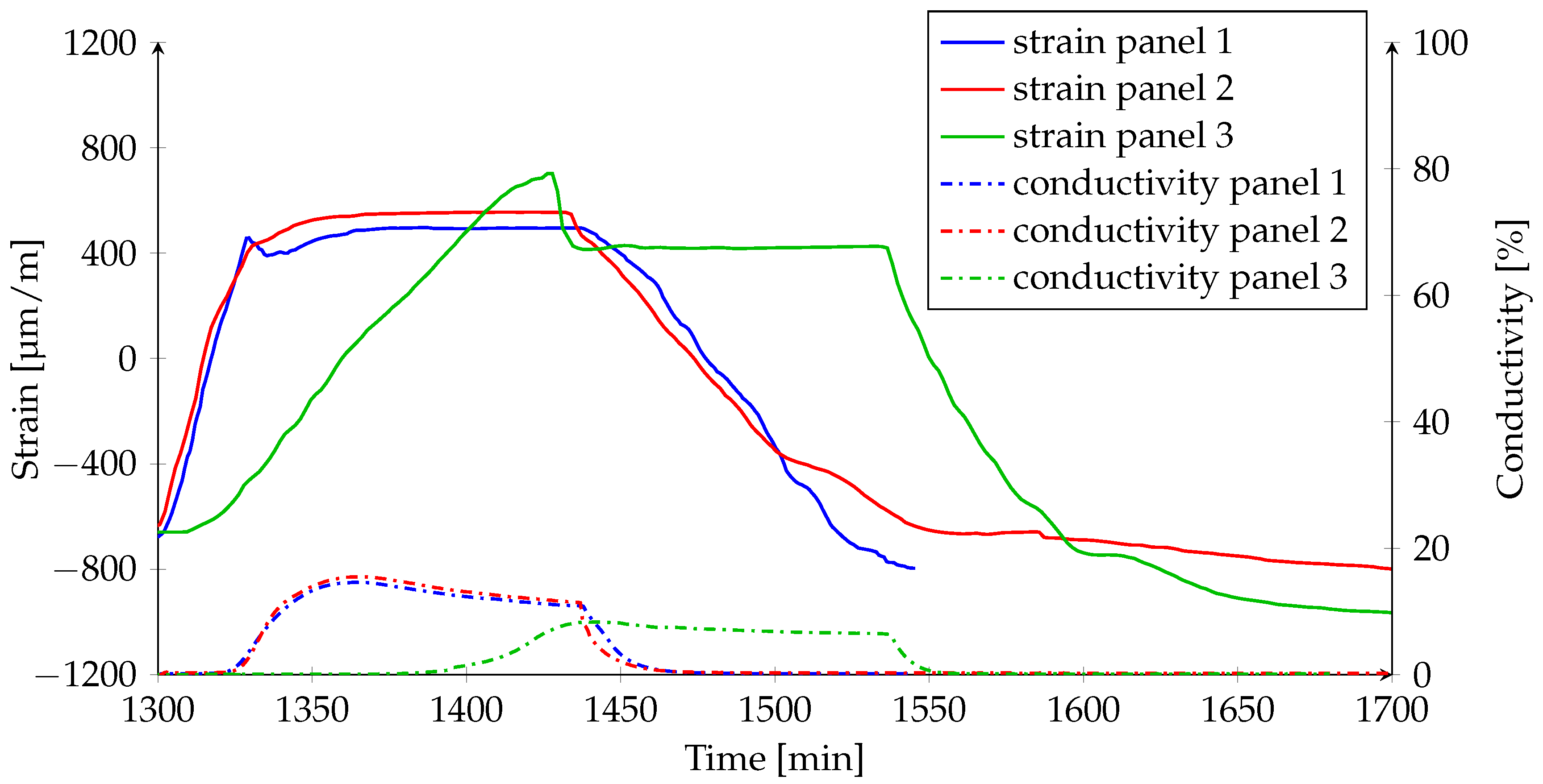
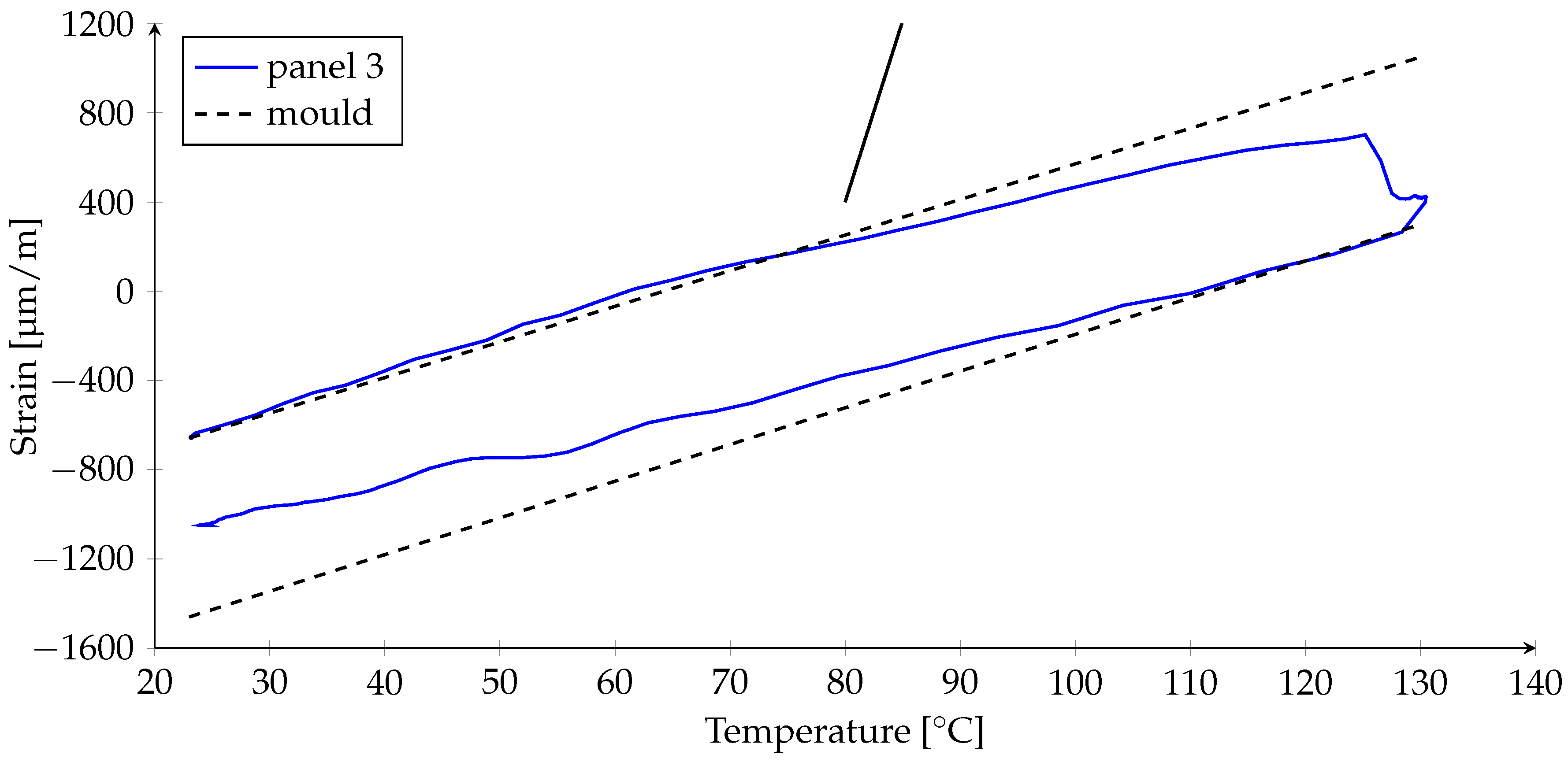
4.2. Results Panel 3
5. Process Simulation
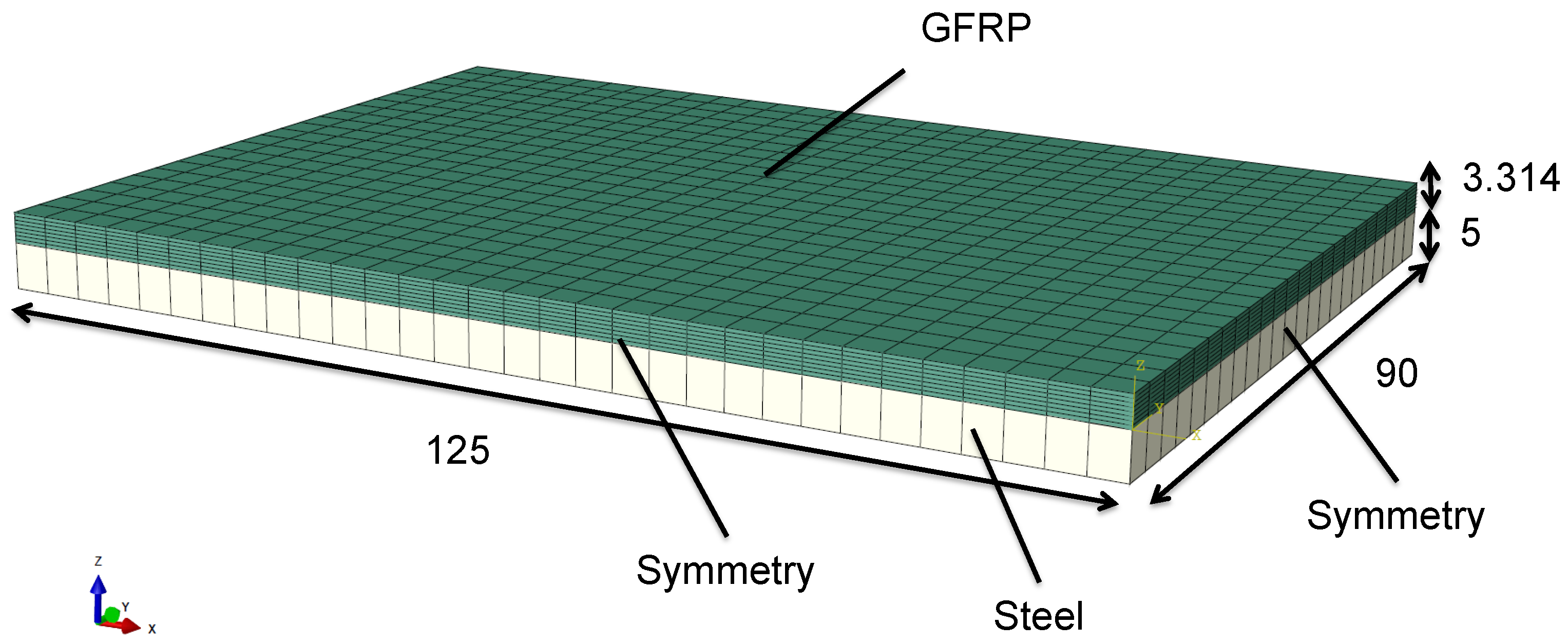
5.1. FE-Model and Boundary Conditions
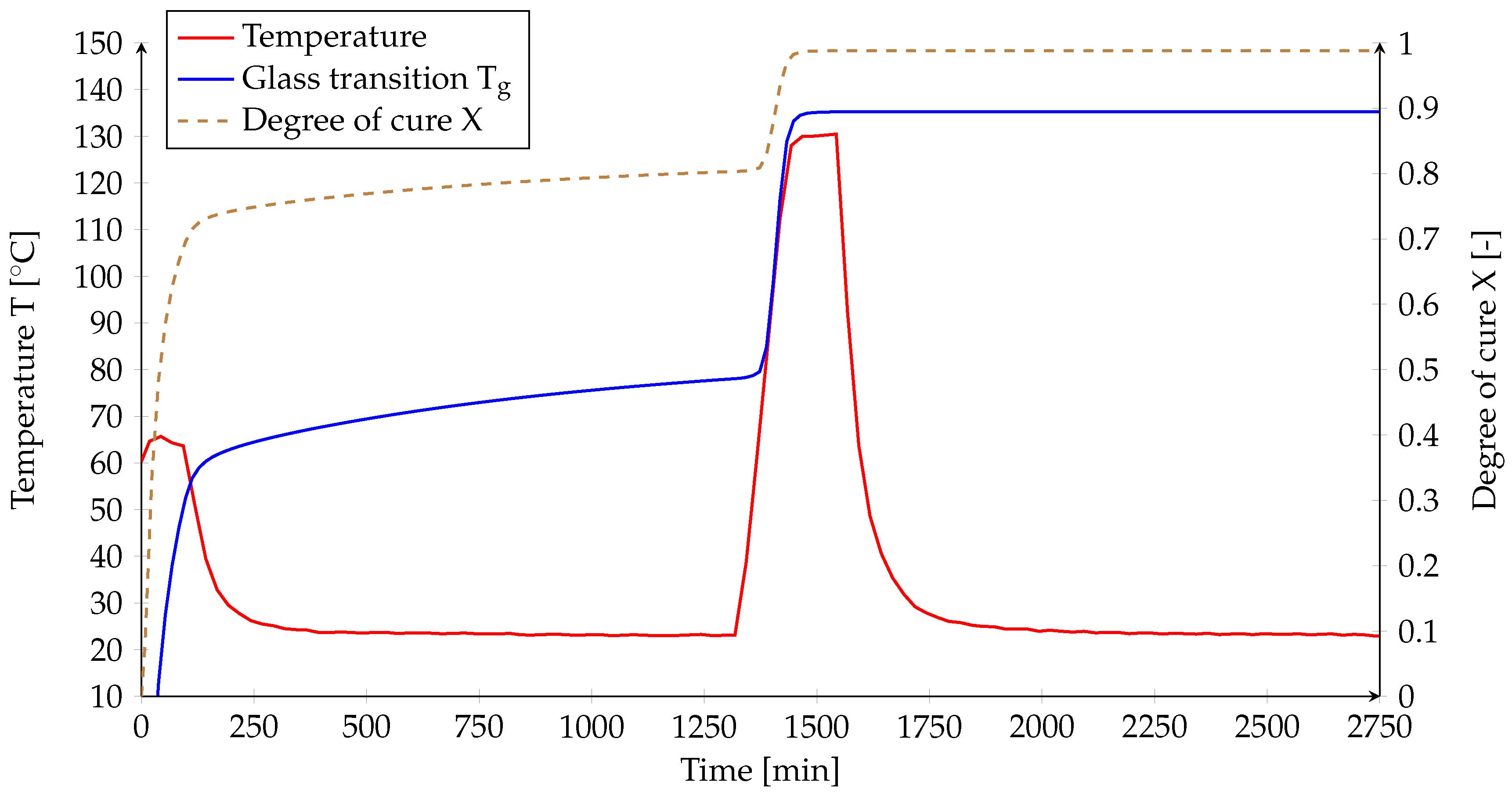
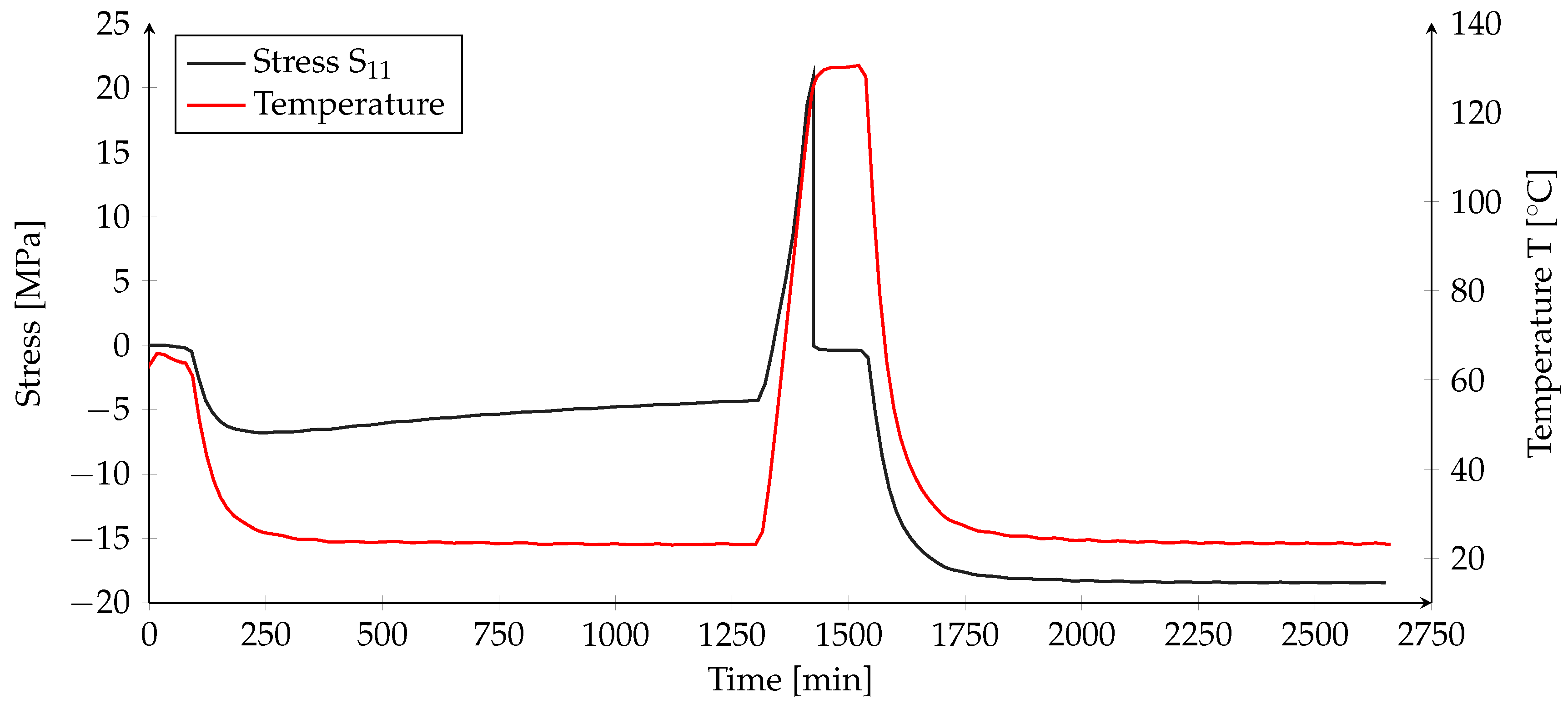
5.2. Simulation Results
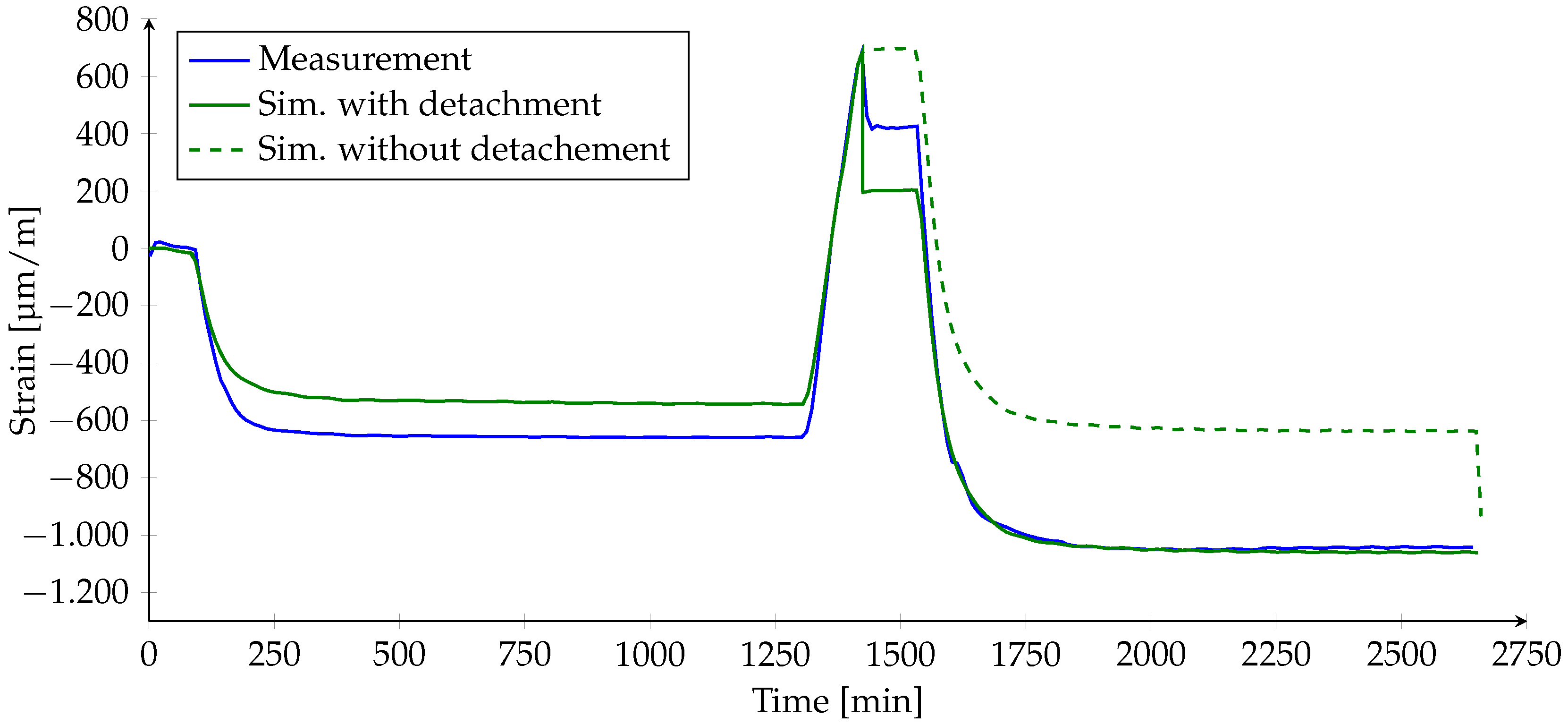
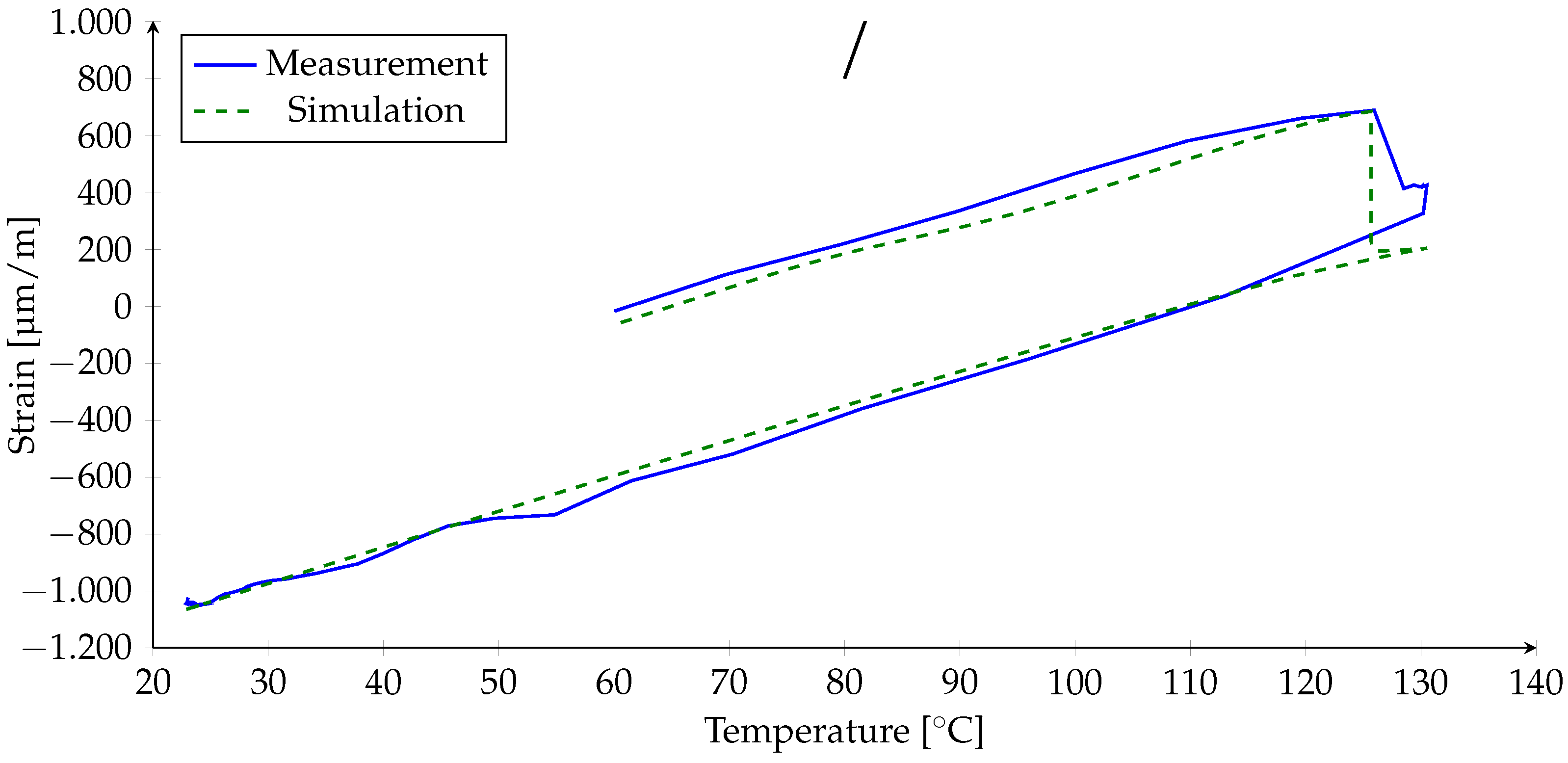
Comparison of the Strains
6. Conclusions and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| CLT | Classical laminate theory |
| CTE | Coefficient of thermal expansion |
| DSC | Differential scanning calorimetry |
| FBG | Fibre Bragg grating |
| GFRP | Glass fiber-reinforced plastics |
| MRCC | Manufacturer recommended cure cycle |
| PID | Process-induced deformations |
| TMA | Thermomechanical analysis |
References
- Kaps, R. Kombinierte Prepreg- und Infusionstechnologie für integrale Faserverbundstrukturen. Ph.D. Thesis, Technical University of Braunschweig, Braunschweig, Germany, 2010. [Google Scholar]
- Shokrieh, M.; Ghanei Mohammadi, A. The importance of measuring residual stresses in composite materials. In Residual Stresses in Composite Materials; Woodhead Publishing: Cambridge, UK, 2014; pp. 3–14. [Google Scholar] [CrossRef]
- Puck, A. Analysis of Failure in Fiber Polymer Laminates-The Theory of Alfred Puck; Springer: Berlin/Heidelberg, Germany, 2008; p. 208. [Google Scholar]
- Brauner, C. Analysis of Process-Induced Distortions and Residual Stresses of Composite Structures. Ph.D. Thesis, Faserinstitut Bremen, Bremen, Germany, 2013. [Google Scholar]
- Harsch, M. Methoden und Ansätze zur spannungsarmen Vernetzung von Epoxidharzen. Ph.D. Thesis, TU Kaiserslautern, Kaiserslautern, Germany, 2008. [Google Scholar]
- Prussak, R.; Stefaniak, D.; Kappel, E.; Hühne, C.; Sinapius, M. Smart cure cycles for fiber metal laminates using embedded fiber Bragg grating sensors. Compos. Struct. 2019, 213, 252–260. [Google Scholar] [CrossRef]
- Svanberg, J.M. Predictions of Manufacturing Induced Shape Distortions—High Perfomance Thermoset Composites. Ph.D. Thesis, Lulea University of Technology, Lulea, Sweden, 2002. [Google Scholar]
- Oliveira, R.D.; Lavanchy, S.; Chatton, R.; Costantini, D.; Michaud, V.; Salathé, R.; Månson, J.E. Experimental investigation of the effect of the mould thermal expansion on the development of internal stresses during carbon fiber composite processing. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1083–1090. [Google Scholar] [CrossRef]
- Nielsen, M.W. Prediction of Process Induced Shape Distortions and Residual Stresses in Large Fibre Reinforced Composite Laminates—With Application to Wind Turbine Blades. Ph.D. Thesis, Technical University of Denmark, DTU, Lyngby, Denmark, 2012. [Google Scholar]
- Balvers, J.M. In Situ Strain & Cure Monitoring in Liquid Composite Moulding by Fibre Bragg Grating Sensors. Ph.D. Thesis, TU Delft, Delft, The Netherlands, 2014. [Google Scholar] [CrossRef]
- Johnston, A.A. An Integrated Model of the Development of Process-Induced Deformation in Autoclave Processing of Composite Structures. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 1997. [Google Scholar]
- Huntsmann International LCC. Araldite ® LY 564* / Aradur ® 2954 *. Available online: https://www.mouldlife.net/ekmps/shops/mouldlife/resources/Other/araldite-ly564-aradur-2954-eur-e-1-.pdf (accessed on 23 January 2020).
- Hein, R. Vorhersage und In-Situ Bewertung fertigungsbedingter Deformationen und Eigenspannungen in Kompositen. Ph.D. Thesis, Technical University of Braunschweig, Braunschweig, Germany, 2019. [Google Scholar]
- DIN EN ISO 11357-1-2017-02—Beuth.de. Plastics—Differential scanning calorimetry (DSC)—Part 1: General principles. Available online: https://www.beuth.de/de/norm/din-en-iso-11357-1/264864949 (accessed on 8 November 2019).
- Mettler Toledo. Available online: http://www.mt.com/de/de/home.html (accessed on 23 January 2020).
- Owens Cornings. SE 1500 Roving Datasheet. Available online: http://www.ocvreinforcements.com/pdf/products/10009978_B_SingleEndRovings_SE1500_ww_11_2012_Rev3.pdf (accessed on 23 January 2020).
- Poon, H.; Ahmad, M.F. A material point time integration procedure for anisotropic, thermo rheologically simple, viscoelastic solids. Comput. Mech. 1998, 21, 236–242. [Google Scholar] [CrossRef]
- Zocher, M.A.; Groves, S.E.; Allen, D.H. A three-dimensional finite element formulation for thermoviscoelastic orthotropic media. Int. J. Numer. Methods Eng. 1997, 40, 2267–2288. [Google Scholar] [CrossRef]
- Hein, R.; Wille, T.; Gabtni, K.; Dias, J.P.P. Prediction of Process-Induce Distortions and Residual Stresses of an composite Suspension Blade. Defect Diffus. Forum 2015, 362, 224–243. [Google Scholar] [CrossRef]
- Dassault Systemes. Abaqus 6.14-1 Documentation; Technical Documentation; Dassault Systemes: Boston, MA, USA, 2014. [Google Scholar]
- Thyssenkrupp. Werkstoffdatenblatt 1.4301. Available online: https://de.materials4me.com/media/pdf/ef/e6/6c/Werkstoffdatenblatt_zum_Werkstoff_1-4301.pdf (accessed on 4 May 2015).
- ChemTrend. Zyvax Departure Release Agent. Available online: https://chemtrend.com/brand/zyvax/ (accessed on 13 November 2019).
- Hill, K.O.; Meltz, G. Fiber Bragg Grating Technology Fundamentals and Overview. J. Lightw. Technol. 1997, 15, 1263–1276. [Google Scholar] [CrossRef] [Green Version]
- Prussak, R.; Stefaniak, D.; Hühne, C.; Sinapius, M. Evaluation of residual stress development in FRP-metal hybrids using fiber Bragg grating sensors. Prod. Eng. 2018, 12, 259–267. [Google Scholar] [CrossRef]
- Kappel, E.; Prussak, R.; Wiedemann, J. On a simultaneous use of fiber-Bragg-gratings and strain-gages to determine the stress-free temperature T sf during GLARE manufacturing. Compos. Struct. 2019, 227, 111279. [Google Scholar] [CrossRef]
- Gel Instrumente AG. Gelnorm PDET-1. Available online: https://www.gelinstrumente.ch/de/produkte/aushaerteverlauf-mit-leitwert/gelnorm-pdet-1 (accessed on 11 November 2019).
- Exner, W.; Kühn, A.; Szewieczek, A.; Opitz, M.; Mahrholz, T.; Sinapius, M.; Wierach, P. Determination of volumetric shrinkage of thermally cured thermosets using video-imaging. Polymer Test. 2016, 49, 100–106. [Google Scholar] [CrossRef]
- Fernlund, G.; Rahman, N.; Courdji, R.; Bresslauer, M.; Poursartip, A.; Willden, K.; Nelson, K. Experimental and numerical study of the effect of cure cycle, tool surface, geometry, and lay-up on the dimensional fidelity of autoclave-processed composite parts. Compos. Part A Appl. Sci. Manuf. 2002, 33, 341–351. [Google Scholar] [CrossRef]
- ISO 527-1:2012—Beuth.de. Plastics—Determination of tensile properties—Part 1: General principles. Available online: https://www.beuth.de/de/norm/din-en-iso-527-1/147683249 (accessed on 11 August 2019).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ply | Angle | Material |
|---|---|---|
| Tooling | ||
| 1 | 90° | UD fabric |
| 2 | 0° | UD fabric |
| 3 | 90° | UD fabric |
| 4 | 0° | UD fabric |
| Symmetrical Plane/FBG Sensor | ||
| 5 | 0° | UD fabric |
| 6 | 90° | UD fabric |
| 7 | 0° | UD fabric |
| 8 | 90° | UD fabric |
| 9 | - | Peel ply |
| Cure Monitoring Sensor/Peel Ply | ||
| Vacuum Bagging/Thermocouples | ||
| Property | Description | Unit | Value |
|---|---|---|---|
| Young’s modulus in fiber direction | MPa | 39206 | |
| Young’s modulus in fiber cross direction | MPa | 12389 | |
| In-plane shear modulus | MPa | 3427 | |
| In-plane poisson ratio | - | 0.26 | |
| CTE in fiber direction | 6.38 × 10−6 | ||
| CTE in cross direction | 39.13 × 10−6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hein, R.; Prussak, R.; Schmidt, J. Phenomenological Analysis of Thermo-Mechanical-Chemical Properties of GFRP during Curing by Means of Sensor Supported Process Simulation. Processes 2020, 8, 192. https://doi.org/10.3390/pr8020192
Hein R, Prussak R, Schmidt J. Phenomenological Analysis of Thermo-Mechanical-Chemical Properties of GFRP during Curing by Means of Sensor Supported Process Simulation. Processes. 2020; 8(2):192. https://doi.org/10.3390/pr8020192
Chicago/Turabian StyleHein, Robert, Robert Prussak, and Jochen Schmidt. 2020. "Phenomenological Analysis of Thermo-Mechanical-Chemical Properties of GFRP during Curing by Means of Sensor Supported Process Simulation" Processes 8, no. 2: 192. https://doi.org/10.3390/pr8020192
APA StyleHein, R., Prussak, R., & Schmidt, J. (2020). Phenomenological Analysis of Thermo-Mechanical-Chemical Properties of GFRP during Curing by Means of Sensor Supported Process Simulation. Processes, 8(2), 192. https://doi.org/10.3390/pr8020192