Adsorption and Separation of the H2O/H2SO4 and H2O/C2H5OH Mixtures: A Simulated and Experimental Study

 ,
, 
 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Experimental Case: Materials and Methods
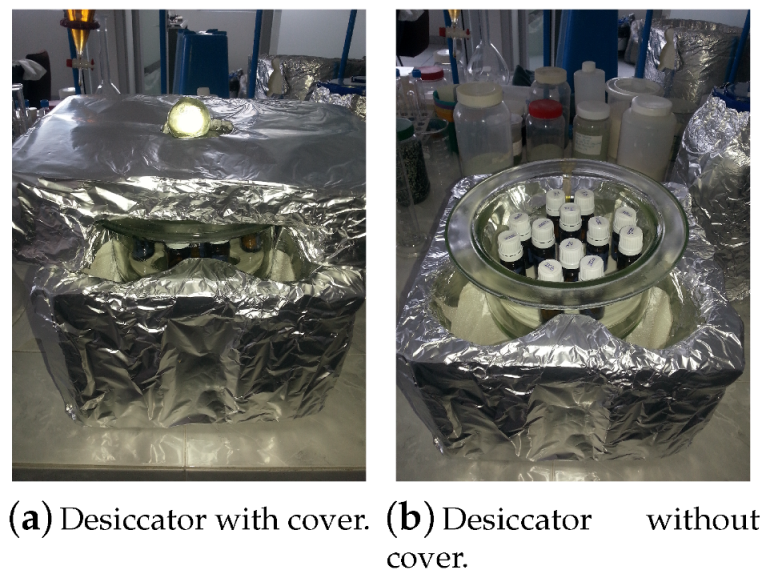
2.1. Borosilicate Glass Desiccators for the Mixture
2.2. Bench-Scale Fixed Bed Adsorber for the Mixture
3. Experimental Procedure
3.1. Experimental Procedure for the Mixture
3.2. Experimental Procedure for the Mixture
4. Results of the Experimental Case
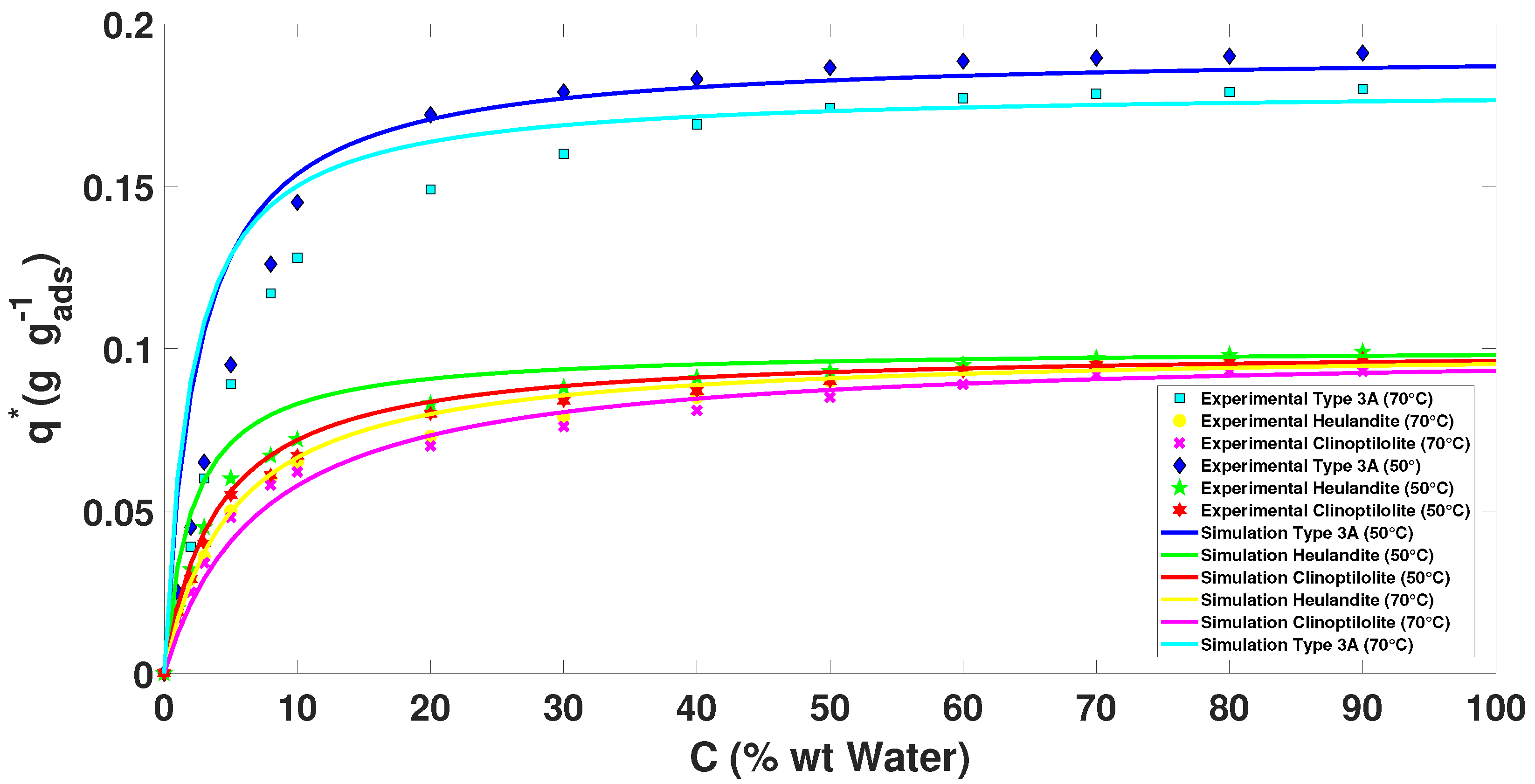
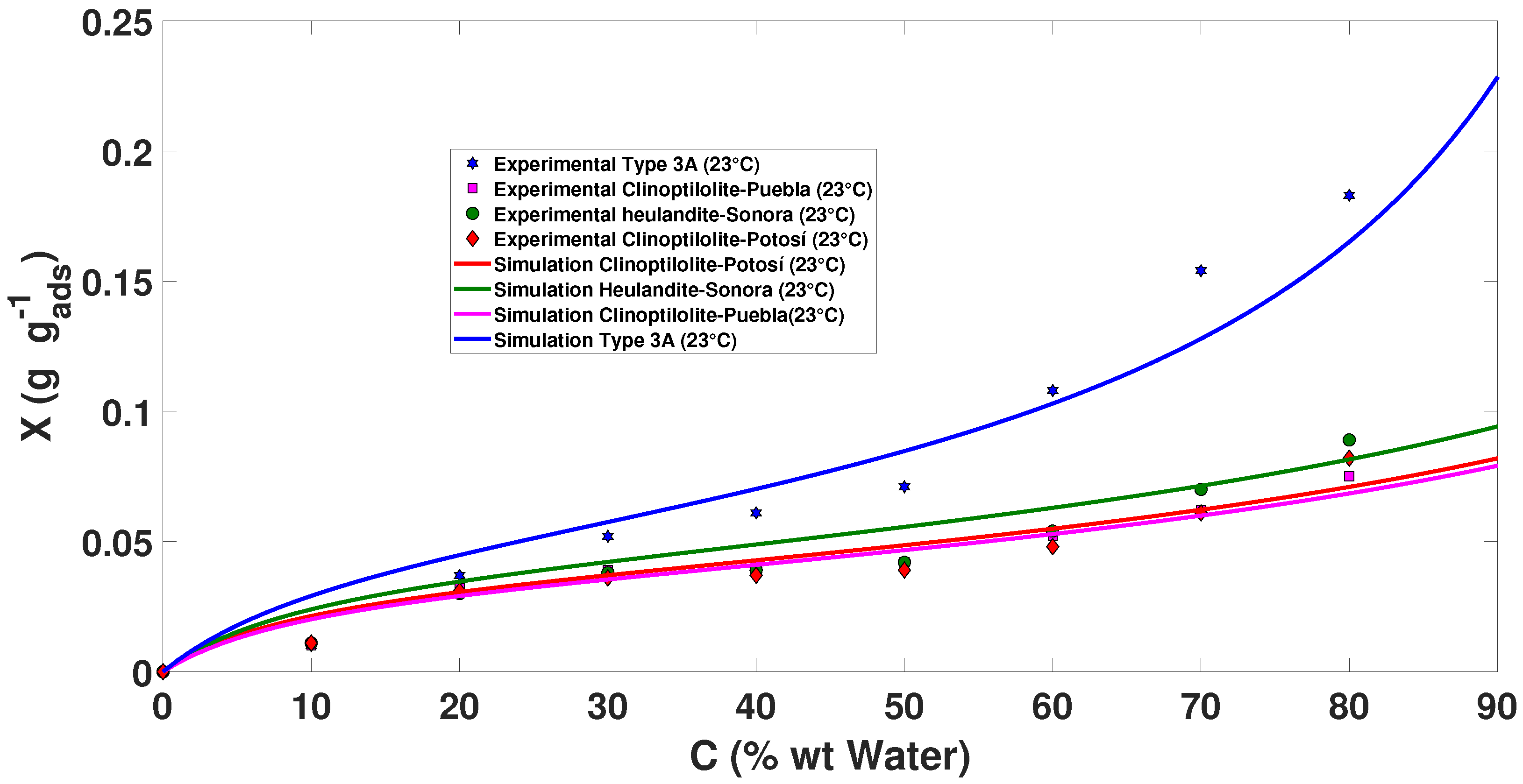
Langmuir and GAB Equation for Mixtures and
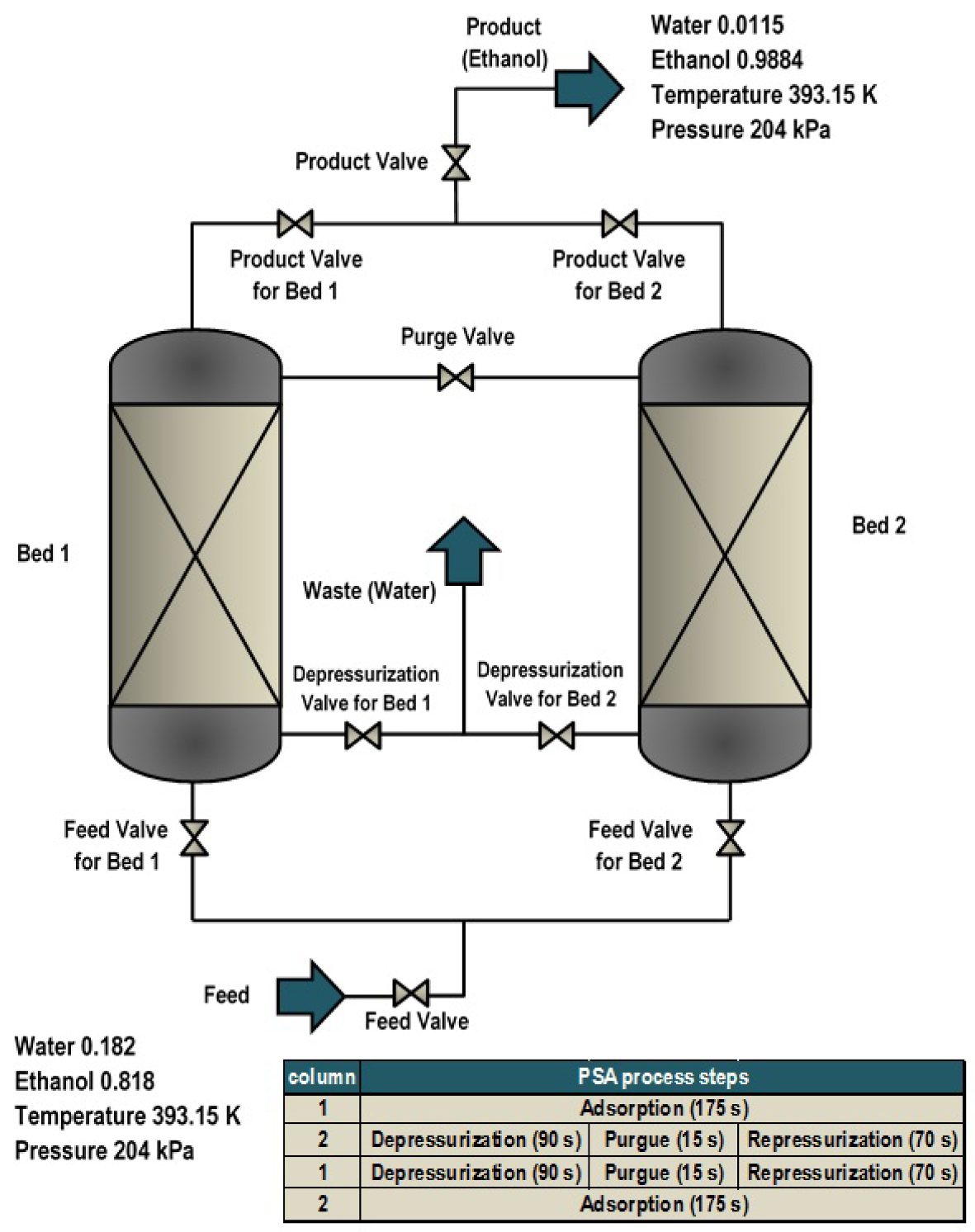
5. Simulation Case: Pressure Swing Adsorption Processes
5.1. Mathematical Modeling
- The material balance is given by convection with constant dispersion.
- The momentum balance is specified by the Ergun equation.
- The bed operates under non-isothermal with solid conduction energy balance.
- The heat of adsorption and the form of heat transfer coefficient are constant.
- Adsorption equilibrium is described by the Langmuir 1 Model with isotherm dependency by partial pressure.
- The kinetic model is designated by lumped resistance with linear model.
- The handling of partial differential equation uses the UDS2 discretization method.
5.2. Material Balance
5.3. Energy Balance
5.4. Langmuir (Thermodynamic Model)
5.5. Kinetic Model (LDF)
5.6. Pressure Drop
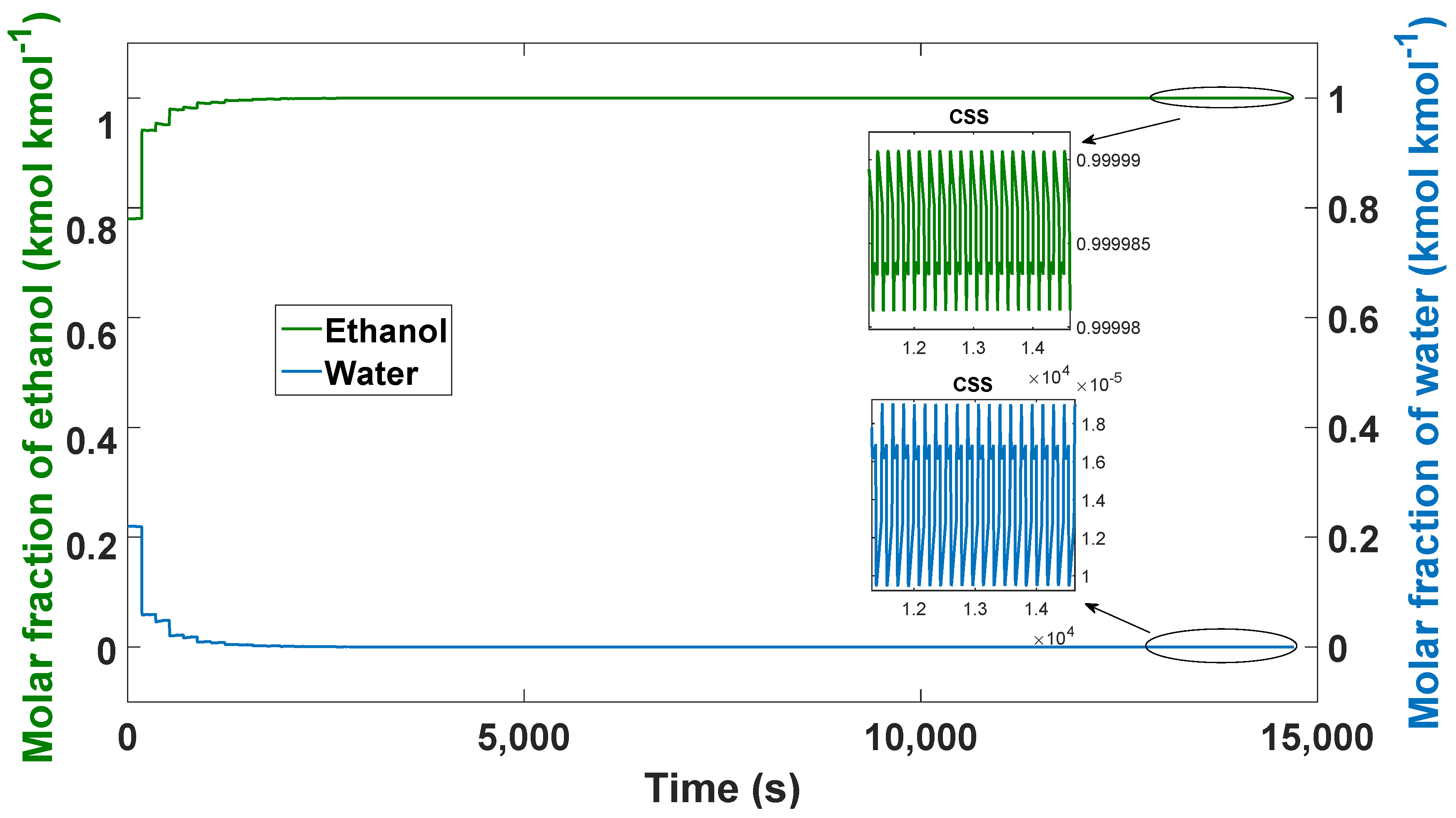
6. PSA Process Results
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
Notations
| Notation | Description | Units |
| Specific particle surface per unit volume bed, particle area/bed | m2 m−3 | |
| C | Water concentration by weight | % wt |
| C1 | Initial concentration | % wt |
| C2 | Final concentration | % wt |
| Energy constant | ||
| Molar concentration of component i | ||
| Specific heat capacity of adsorbed phase | ||
| Specific heat capacity of adsorbent | MJ kmol−1 K−1 | |
| Micropore diffusion coefficient of component i | m2 s−1 | |
| Knudsen diffusion coefficient of component i | m2 s−1 | |
| Molecular diffusivity i | m2 s−1 | |
| Effective adsorbed phase diffusivity of component i | m2 s−1 | |
| Axial dispersion coefficient of component i | m2 s−1 | |
| F | Flow | kmol h−1 |
| Fluid/solid heat transfer coefficient | W m−2 K−1 | |
| Isotherm parameters for component i | ||
| Mass transfer rate of component i to/from adsorbent/bed | kmol m−3 s−1 | |
| M | Molecular weight | kg kmol−1 |
| Solid film mass transfer coefficient | s−1 | |
| P | Gas pressure | |
| Partial pressure | mmHg | |
| Water saturated steam pressure | mmHg | |
| Relative Pressure | mmHg mmHg−1 | |
| Saturation loading | g g | |
| Equilibrium loading | g g | |
| K | Langmuir constant | |
| Henry’s coefficient i | m3 kg−1 | |
| Dimensionless isotherm slope of component i (Henry’s coefficient) | ||
| Film resistance coefficient i | m2 s−1 | |
| Macropore diffusion coefficient i | m2 s−1 | |
| Solid thermal conductivity | MW m−1 K−1 | |
| R | Gas constant | 8.31451 × 10−3 MJ kmol−1 K−1 |
| Radius of crystalline or primary micropore | ||
| Spherical particle radius | ||
| t | Time | |
| T | Temperature | or C |
| Tortuosity factor | ||
| V1 | Initial volume | mL |
| V2 | Final volume | mL |
| Gas phase Superficial velocity | m s−1 | |
| Amount adsorbed for component i (adsorbent) | kmol kg−1 | |
| Equilibrium amount adsorbed for component i (adsorbent) | kmol kg−1 | |
| X | Water uptake | g g |
| Monolayer capacity | g g | |
| y | Gas phase mole fraction for component i | |
| z | Axial distance coordinate | |
| Greek symbols | ||
| Bed (interparticle) voidage: void/bed | m3 m−3 | |
| Intraparticle voidage | ||
| Bed packing density | kg m−3 | |
| Adsorbent bulk density | kg m−3 | |
| Particle density (solid density, true density) | kmol m−3 | |
| Gas phase molar density | kmol m−3 | |
| Heat of adsorption of component i | MJ kmol−1 | |
| Particle shape factor | ||
| Dynamic viscosity | N s m−2 | |
| Parameter in Glueckauf expression | ||
| Subscripts | ||
| Feed stream | ||
| i | Component water (w) or ethanol (e) | |
| g | gas phase | |
| s | solid phase | |
| p | particle | |
| b | bulk or packed bed | |
| adsorbent |
Appendix A. Materials and Concentration of Elements

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Description |
|---|---|
| Jars | Amber color, glass, 4.5 mL |
| Gloves | Sterilized, disposable |
| Desiccators | One of 2 L and one of 7 L |
| Digital analytical balance | Precision 0.001 g, 1 mg to 300 g |
| Unicel | Circular mold |
| Electric oven | Temperatures of 260 |
| Fume hood | The inner Bell, the deflector hopper, and cover, in 18 gauge stainless steel |
| High temperature gloves | For work with temperatures of up to 230 C |
| Lab coat, glasses, and mask | Equipment to work in the zeolite laboratory |



| Nomenclature | Bottle Label |
|---|---|
| Zeolite 3A | , , |
| Zeolite of San Luis Potosí | , , |
| Zeolite of Sonora | , , |
| Zeolite of Puebla | , , |
| Acid Concentration wt | Steam Pressure 23 C (Partial Pressure) | Mass |
|---|---|---|
| 10% | 17.24 | up to constant mass |
| 20% | 16.41 | up to constant mass |
| 30% | 14.50 | up to constant mass |
| 40% | 11.29 | up to constant mass |
| 50% | 7.37 | up to constant mass |
| 60% | 3.71 | up to constant mass |
| 70% | 1.09 | up to constant mass |
| 80% | 0.12 | up to constant mass |
| Ethanol Concentration % wt | Steam Pressure 50 C (Partial Pressure) mm Hg | Steam Pressure 70 C (Partial Pressure) mm Hg |
|---|---|---|
| 99% | 2.46 | 6.03 |
| 98% | 4.85 | 11.93 |
| 97% | 7.19 | 17.70 |
| 95% | 11.70 | 28.89 |
| 92% | 18.03 | 44.63 |
| 90% | 21.99 | 54.54 |
| 80% | 38.85 | 97.36 |
| 70% | 51.54 | 130.18 |
| 60% | 60.92 | 154.69 |
| 50% | 67.78 | 172.61 |
| 40% | 72.87 | 185.66 |
| 30% | 76.92 | 195.70 |
| 20% | 80.77 | 204.89 |
| 10% | 85.46 | 216.10 |
| Concentration | Pr (mmHg mmHg−1) |
|---|---|
| 80% | |
| 70% | |
| 60% | |
| 50% | |
| 40% | |
| 30% | |
| 20% | |
| 10% |
| Concentration | Pr (mmHg mmHg−1) at 50 ¼C | Pr (mmHg mmHg−1) at 70 ¼C |
|---|---|---|
| 99% | ||
| 98% | ||
| 97% | ||
| 95% | ||
| 92% | ||
| 90% | ||
| 80% | ||
| 70% | ||
| 60% | ||
| 50% | ||
| 40% | ||
| 30% | ||
| 20% | ||
| 10% |
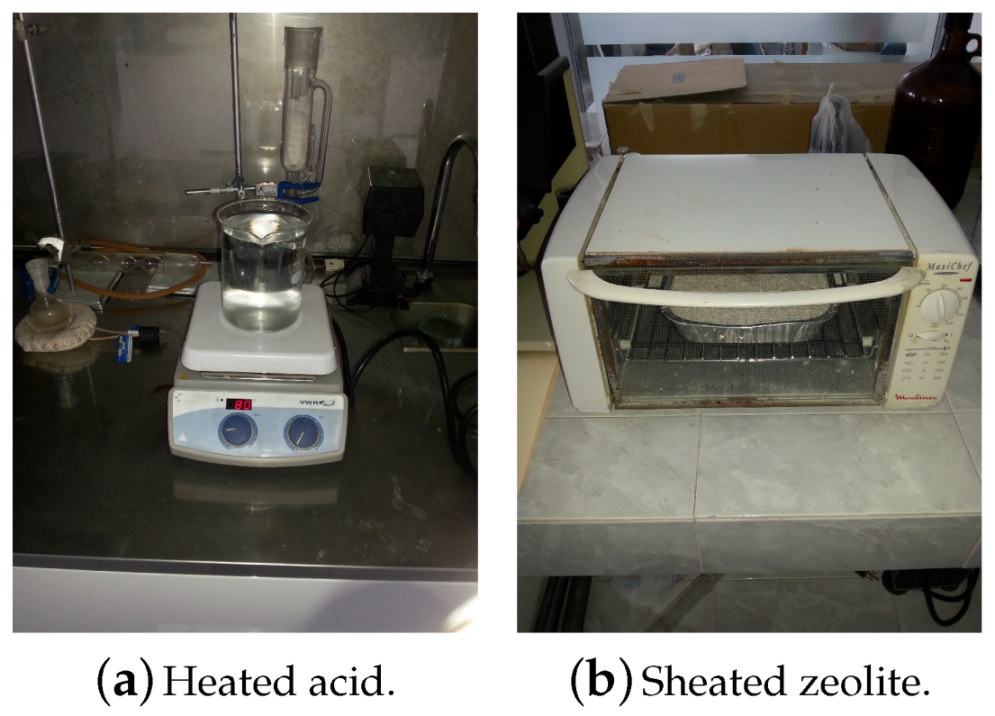
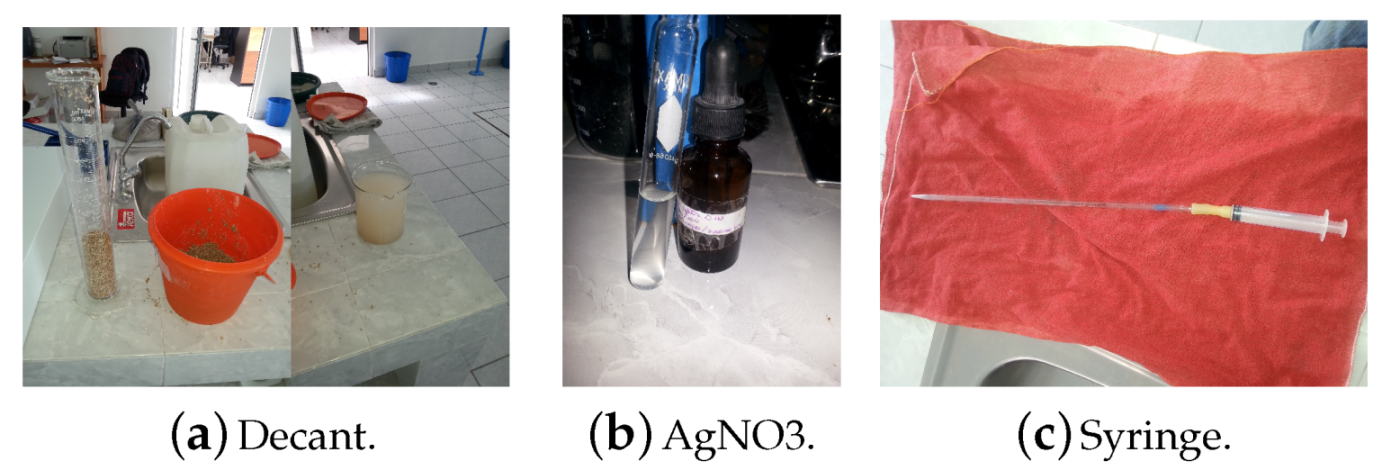
Appendix B. Chemical and Thermal Activation
- Chemical activation.
- A
- Stage 1.




- B
- Stage 2.

- Thermal activation.

| Type of Zeolite | Label | Bottle Weight | Bottle Weight and Zeolite |
|---|---|---|---|
| Type 3A (Silica Gel) | Ia | 22.719 g | 23.720 g |
| Ib | 22.048 g | 23.051 g | |
| Ic | 23.004 g | 24.008 g | |
| Clinoptilolite (S.L.Potosí) | IIa | 22.048 g | 23.051 g |
| IIb | 23.014 g | 24.018 g | |
| IIc | 22.297 g | 23.296 g | |
| Heulandite (Sonora) | IIIa | 21.548 g | 22.550 g |
| IIIb | 21.359 g | 22.354 g | |
| IIIc | 22.319 g | 23.315 g | |
| Clinoptilolite (Puebla) | IVa | 22.502 g | 23.497 g |
| IVb | 22.801 g | 23.804 g | |
| IVc | 21.902 g | 22.900 g |


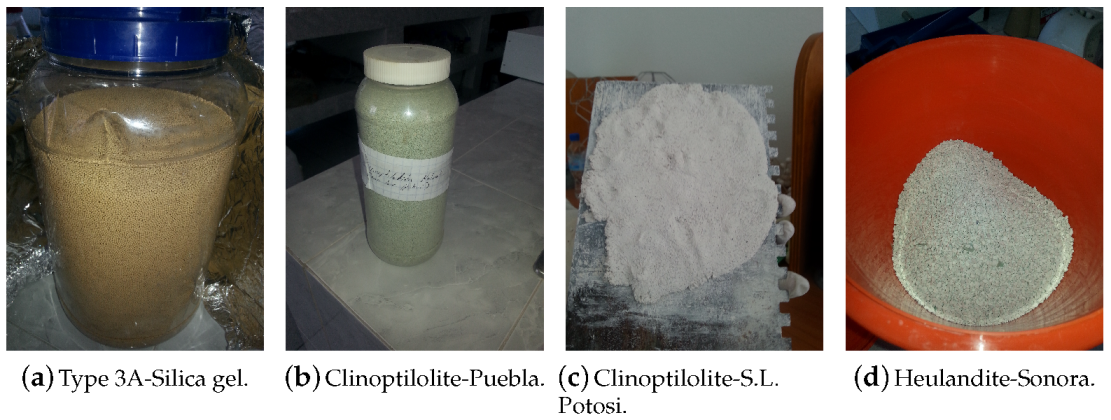
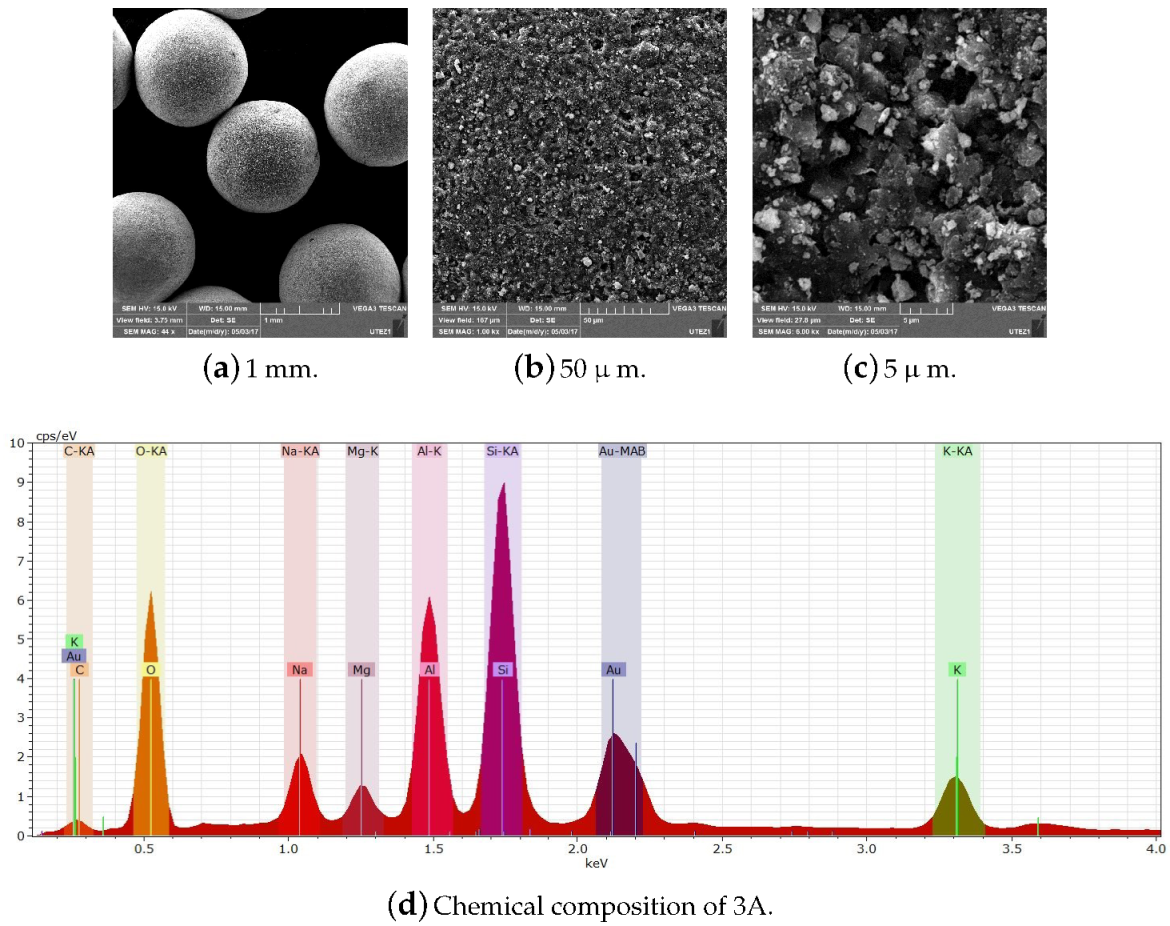
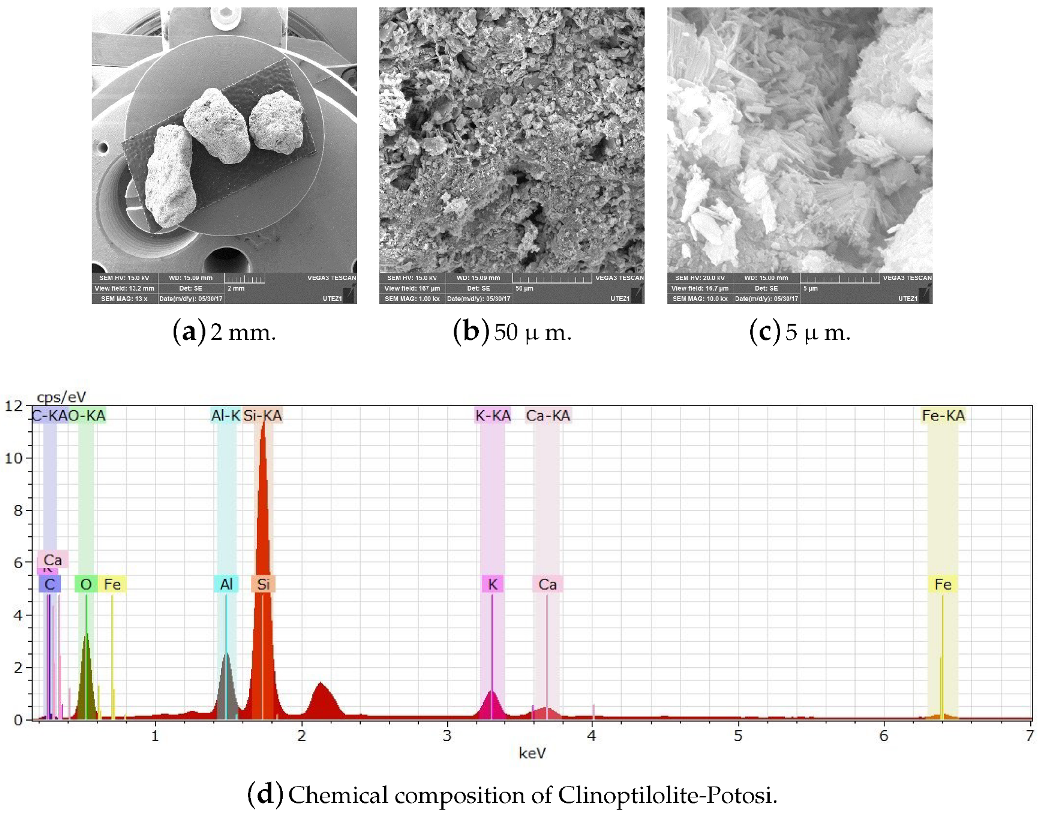
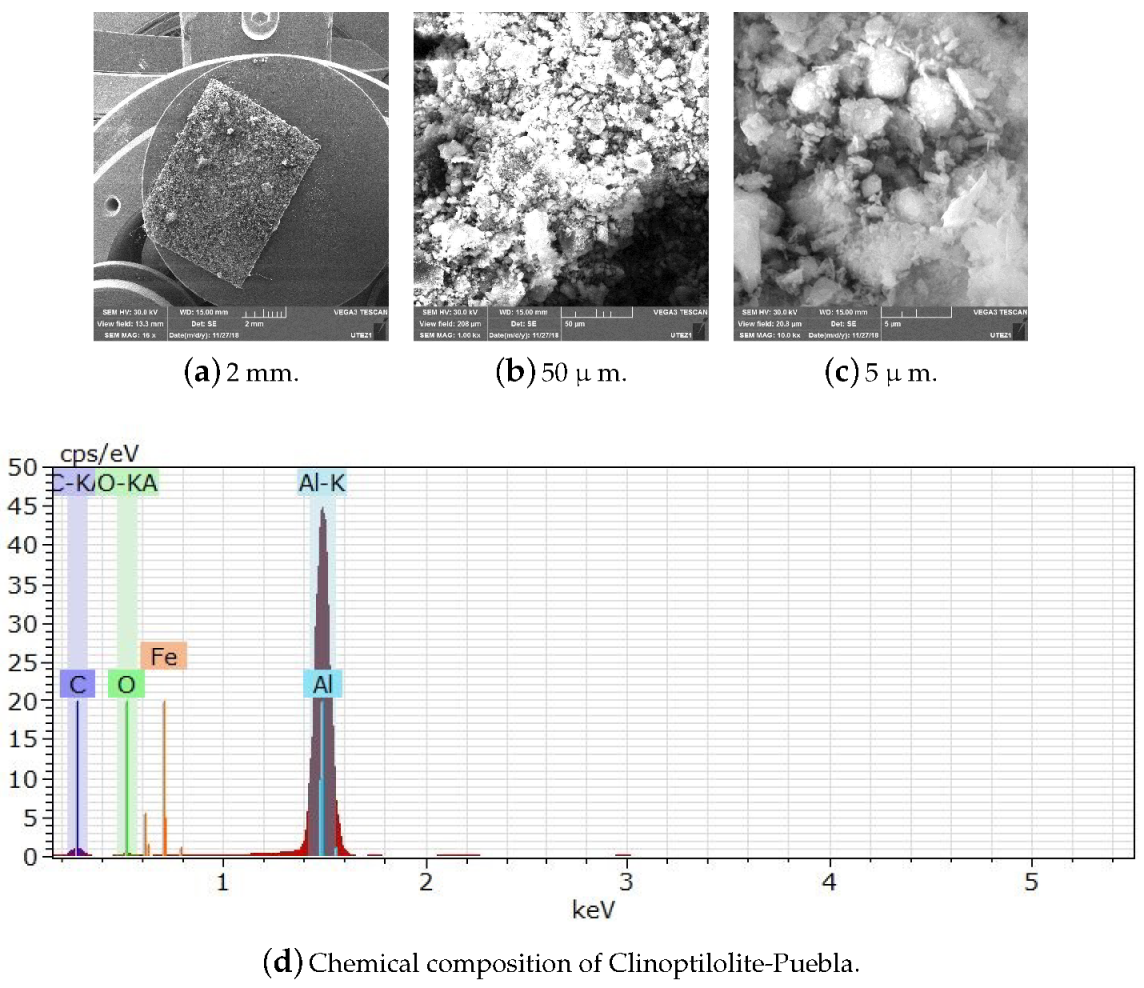
Appendix C. Adsorbents

| Parameters | Type 3A | Clipnotilolite (S.L.Potosí) | Clinoptilolite (Puebla) | Heulandite (Sonora) |
|---|---|---|---|---|
| Density (g mL) | 2.7 | 2.1 | 2.15 | 2.8 |
| Porosity | 0.61 | 0.5 | 0.33 | 0.71 |




Appendix D. PSA Model Parameters
| Value | Units | |
|---|---|---|
| Bed height | 0.5 | m |
| Internal diameter of bed | 0.1 | m |
| Inter-particle voidage | 0.4 | m m |
| Intra-particle voidage | 0.63 | m m |
| Bulk density of adsorbent | 729.62 | kg m |
| Adsorbent particle radius | 0.0015975 | m |
| Adsorbent shape factor | 0.0 | n/a |
| Constant mass transfer coefficient (E) | 0.016605 | s |
| Constant mass transfer coefficient (W) | 0.054976 | s |
| Constant dispersion coefficient (E) | 1.0 × 10 | m s |
| Constant dispersion coefficient (W) | 1.7117 × 10 | m s |
| IP | 0.0181 | n/a |
| IP | 0.0 | n/a |
| IP | 42.3794 | n/a |
| IP | 0.0 | n/a |
| Heat capacity of the adsorbent | 1260 | J kg K |
| Constant for the heat transfer coefficient | 1.0 × 10 | J s m K |
| Constant for heat of adsorption (W) | −51.9 | MJ kmol |
| Constant for heat of adsorption (E) | −51.9 | MJ kmol |
| Adsorbent thermal conductivity | 41.26 | W mK |
| Specific surface area of adsorbent | 1126.760 | m |
| Production temperature | 393.15 | K |
| Production pressure | 204.5 | kPa |
| Purge pressure | 16.2811 | kPa |
| Molar fraction (E) | 0.78 | kmol kmol |
| Molar fraction (W) | 0.22 | kmol kmol |
| Number of nodes | 20 | |
| Discretization method | UDS2 |
| Cycle PSA | |||
|---|---|---|---|
| Step I (Adsorption) | Step II (Despressurization) | ||
| t = 0 | t=0 | ||
| z = 0 | z = 0 | ||
| z = L | z = L | F= F(valve) | |
| Step III (Purge) | Step IV Repressurization | ||
| t = 0 | t = 0 | ||
| z = 0 | F=F | z = 0 | F= F (valve) |
| z = L | z = L | ||
| Step V (cycle next) | |||
| t = 0 |
References
- Al-Asheh, S.; Banat, F.; Fara, A.A. Dehydration of ethanol–water azeotropic mixture by adsorption through phillipsite packed-column. Sep. Sci. Technol. 2009, 44, 3170–3188. [Google Scholar] [CrossRef]
- Mansouri, N.; Rikhtegar, N.; Panahi, H.A.; Atabi, F.; Karimi, S.B. Porosity, Characterization and structural properties of natural zeolite–Clinoptilolite–as a sorbent. Environ. Prot. Eng. 2013, 39, 139–152. [Google Scholar]
- Carmo, M.J.; Gubulin, J.C. Ethanol–water adsorption on commercial 3a zeolites: Kinetic and thermodynamic data. Braz. J. Chem. Eng. 1997, 14, 1–9. [Google Scholar] [CrossRef]
- Derco, J.; Dudas, J.; Valicková, M.; Sumegová, L.; Murínová, S. Removal of Alkylphenols from Industrial and Municipal Wastewater. Chem. Biochem. Eng. Q. 2017, 31, 173–178. [Google Scholar] [CrossRef]
- Desai, R.; Hussain, M.; Ruthven, D.M. Adsorption of water vapour on activated alumina. I—Equilibrium behaviour. Can. J. Chem. Eng. 1972, 70, 699–706. [Google Scholar] [CrossRef]
- Khalid, M.; Joly, G.; Renaud, A.; Magnoux, P. Removal of phenol from water by adsorption using zeolites. Ind. Eng. Chem. Res. 2004, 43, 5275–5280. [Google Scholar] [CrossRef]
- Williams, C.; Kwakye-Awuah, B.; Sefa-Ntiri, B.; Von-Kiti, E.; Nkrumah, I. Adsorptive removal of iron and manganese from groundwater samples in ghana by zeolite Y synthesized from bauxite and kaolin. Water 2019, 11, 1912. [Google Scholar]
- Muhammad, A.; Shah, A.H.A.; Bilal, S. Comparative study of the adsorption of acid blue 40 on polyaniline, magnetic oxide and their composites: Synthesis, characterization and application. Materials 2019, 12, 2854. [Google Scholar] [CrossRef] [Green Version]
- Rondón, W.; Freire, D.; Benzo, Z.; Sifontes, A.; González, Y.; Valero, M.; Brito, J. Application of 3A zeolite prepared from venezuelan kaolin for removal of Pb (II) from wastewater and its determination by flame atomic absorption spectrometry. Am. J. Anal. Chem. 2013, 4, 584–593. [Google Scholar] [CrossRef] [Green Version]
- Papurello, D.; Gandiglio, M.; Kafashan, J.; Lanzini, A. Biogas Purification: A comparison of adsorption performance in D4 siloxane removal between commercial activated carbons and waste wood-derived char using isotherm equations. Processes 2019, 7, 774. [Google Scholar] [CrossRef] [Green Version]
- Reshetnikov, S.; Kurzina, I.; Livanova, A.; Meshcheryakov, E.; Isupova, L. Effect of Li, Na and K modification of alumina on its physical and chemical properties and water adsorption ability. Matereials 2019, 12, 4212. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- García-Soto, A.R. Síntesis, caracterización y evaluación de un tamiz molecular para la deshidratación de etanol azeotrópico. Master’s Thesis, Universidad Nacional de Colombia, Bogotá, Colombia, 2012. [Google Scholar]
- Hervé, D.M.; Garrido, M.V. Comparación de dos muestras de zeolita en la adsorción De humedad Y remoción de olores. Infomin 2012, 4, 21–31. [Google Scholar]
- Xu, R.; Peng, Y. Preparation of magnetic g-C3N4/Fe3O4 composite and its application in the separation of catechol from water. Materials 2019, 12, 2844. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, D.; Cleare, K.; Oliver, C.; Ingram, C.; Cook, D.; Szostak, R.; Kevan, L. Characteristics of the synthetic Heulandite- Clinoptilolite family of zeolites. Micropor. Mesopor. Mat. 1998, 21, 371–379. [Google Scholar] [CrossRef]
- Simo, M.; Brown, C.J.; Hlavacek, V. Simulation of pressure swing adsorption in fuel ethanol production process. Comput. Chem. Eng. 2008, 32, 1635–1649. [Google Scholar] [CrossRef]
- Latifi, M.A.; Salhi, D.; Tondeur, D. Optimisation-based simulation of a pressure swing adsorption process. Adsorption 2008, 14, 1567–1573. [Google Scholar] [CrossRef]
- Sarrouh, B.F.; Jover, J.; Gonzlez, E. Estudio de la hidrólisis del bagazo con acido sulfúrico concentrado utilizando dos variantes de una sola etapa y una sola etapa modificada para la obtención de etanol y análisis técnico-económico de dicho proceso. Rev. Ing. Inv. 2005, 25, 34–38. [Google Scholar]
- Marchetti, J.M.; Errazu, A.F. Esterification of free fatty acids using sulfuric acid as catalyst in the presence of triglycerides. Biomass Bioenergy 2008, 32, 892–895. [Google Scholar] [CrossRef]
- Rumbo-Morales, J.Y.; López-López, G.; Alvarado-Martínez, V.M.; Valdez-Martinez, J.; Sorcia-Vázquez, F.J.; Brizuela-Mendoza, J.A. Simulation and control of a pressure swing adsorption process to dehydrate ethanol. Rev. Mex. Ing. Quím. 2018, 17, 1051–1081. [Google Scholar] [CrossRef]
- Marcoberardino, G.D.; Vitali, D.; Spinelli, F.; Binotti, M.; Manzolini, G. Green hydrogen production from raw biogas: A techno-economic investigation of conventional processes using pressure wing adsorption unit. Processes 2018, 19, 19. [Google Scholar] [CrossRef] [Green Version]
- Chinh, P.V.; Hieu, N.T.; Tien, V.D.; Nguyen, T.Y.; Nguyen, H.N.; Anh, N.T.; Thom, D.V. Simulation and experimental study of a single fixed-bed model of nitrogen gas generator working by pressure swing adsorption. Processes 2019, 7, 654. [Google Scholar] [CrossRef] [Green Version]
- Danilevich, V.V.; Isupova, L.A.; Kagyrmanova, A.P. Highly effective water adsorbents based on aluminum oxide. Kinet. Catal. 2012, 53, 632–639. [Google Scholar] [CrossRef]
- Chapin, G.A.; Sarrouh, B.F.; de la Prida, J.J.; Suarez, E.G. Estudio de la hidrolisis del bagazo con acido sulfurico concentrado para la obtencion de etanol y analisis tecnico-economico de dicho proceso. Rev. Cubana Quím. 2006, 18, 1–95. [Google Scholar]
- Rumbo-Morales, J.Y.; López-López, G.; Alvarado-Martínez, V.M.; Sorcia-Vázquez, F.J.; Brizuela-Mendoza, J.A.; Martínez-García, M. Parametric study and control of a pressure swing adsorption process to separate the water–ethanol mixture under disturbances. Sep. Purif. Technol. 2020, 236, 116214. [Google Scholar] [CrossRef]
- Ucán, C.A.; Abatal, M.; Romero, C.M.; Franseschi, F.A.; Elias, M.A.R.; Lozano, D.C. Removal of an ethoxylated alkylphenol by adsorption on zeolites and photocatalysis with TiO2/Ag. Processes 2019, 7, 889. [Google Scholar] [CrossRef] [Green Version]
- Wang, P.; Sun, Q.; Zhang, Y.; Cao, J. Synthesis of zeolite 4A from kaolin and its adsorption equilibrium of carbon dioxide. Materials 2019, 12, 1536. [Google Scholar] [CrossRef] [Green Version]
- Hauchhum, L.; Mahanta, P.; De Wilde, J. Capture of CO2 from glue gas onto coconut fibre-based activated carbon and zeolites in a fixed Bed. Transp. Porous. Med. 2015, 110, 503–519. [Google Scholar] [CrossRef]
- Zhang, X.J.; Qiu, L.M. Moisture transport and adsorption on silica gel-calcium chloride composite adsorbents. Energy Conv. Man. 2007, 48, 320–326. [Google Scholar] [CrossRef]























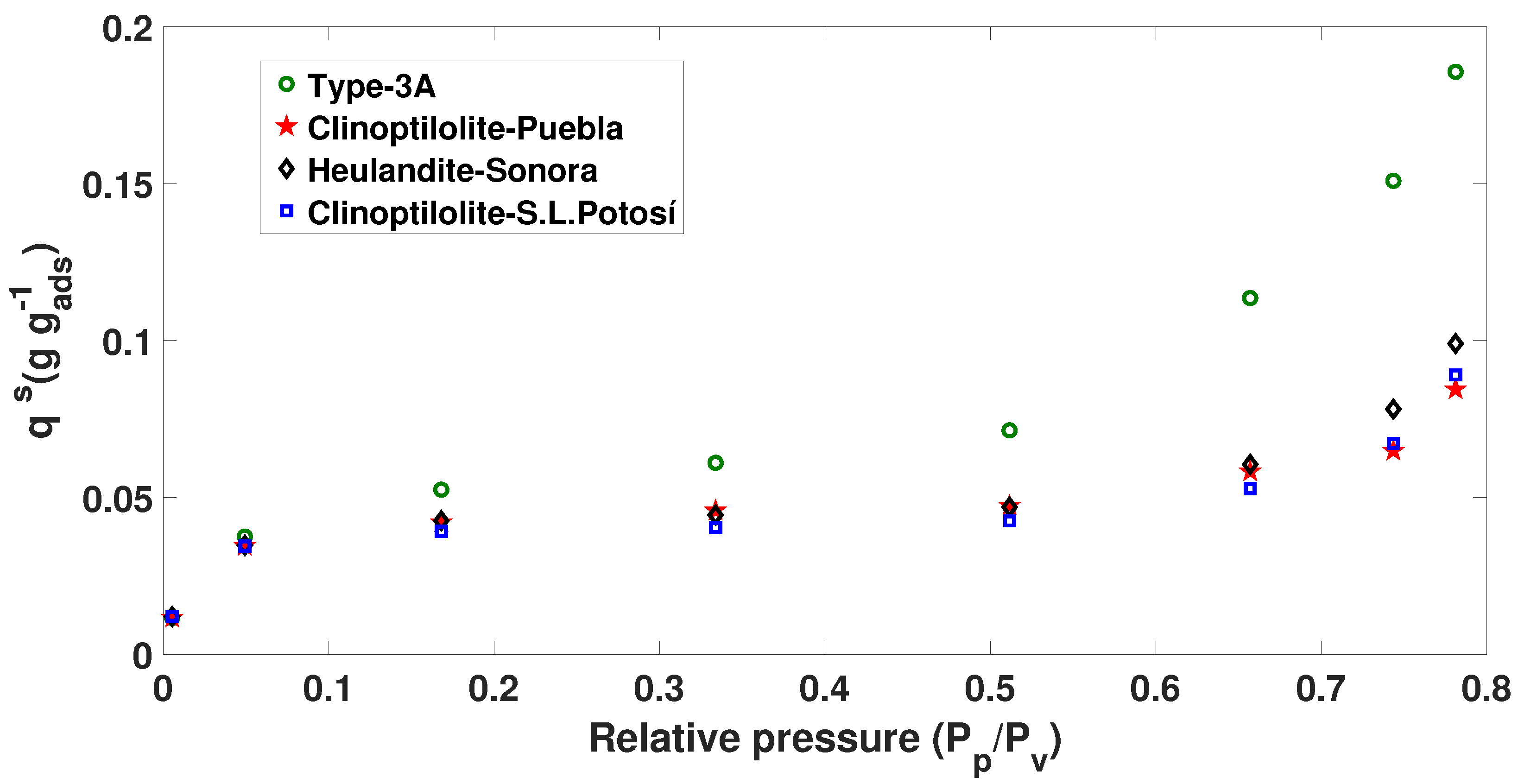
| T (23.722 C) | T (23.052 C) | T (23.009 C) | T (23.453 C) | |
|---|---|---|---|---|
| Acid concentration% wt | Mean Ia, Ib, Ic (g g) | Mean Ia, Ib, Ic (g g) | Mean Ia, Ib, Ic (g g) | Mean Ia, Ib, Ic (g g) |
| 80% | 0.012 ± 0.002 | 0.01 ± 0.001 | 0.012 ± 0.001 | 0.011 ± 0.0001 |
| 70% | 0.037 ± 0.003 | 0.032 ± 0.001 | 0.032 ± 0.001 | 0.032 ± 0.001 |
| 60% | 0.052 ± 0.003 | 0.039 ± 0.002 | 0.038 ± 0.002 | 0.035 ± 0.001 |
| 50% | 0.061 ± 0.004 | 0.041 ± 0.003 | 0.04 ± 0.002 | 0.036 ± 0.001 |
| 40% | 0.071 ± 0.004 | 0.042 ± 0.003 | 0.042 ± 0.002 | 0.038 ± 0.001 |
| 30% | 0.112 ± 0.004 | 0.052 ± 0.001 | 0.054 ± 0.003 | 0.048 ± 0.001 |
| 20% | 0.154 ± 0.004 | 0.062 ± 0.003 | 0.07 ± 0.002 | 0.061 ± 0.001 |
| 10% | 0.183 ± 0.005 | 0.075 ± 0.003 | 0.09 ± 0.001 | 0.081 ± 0.001 |
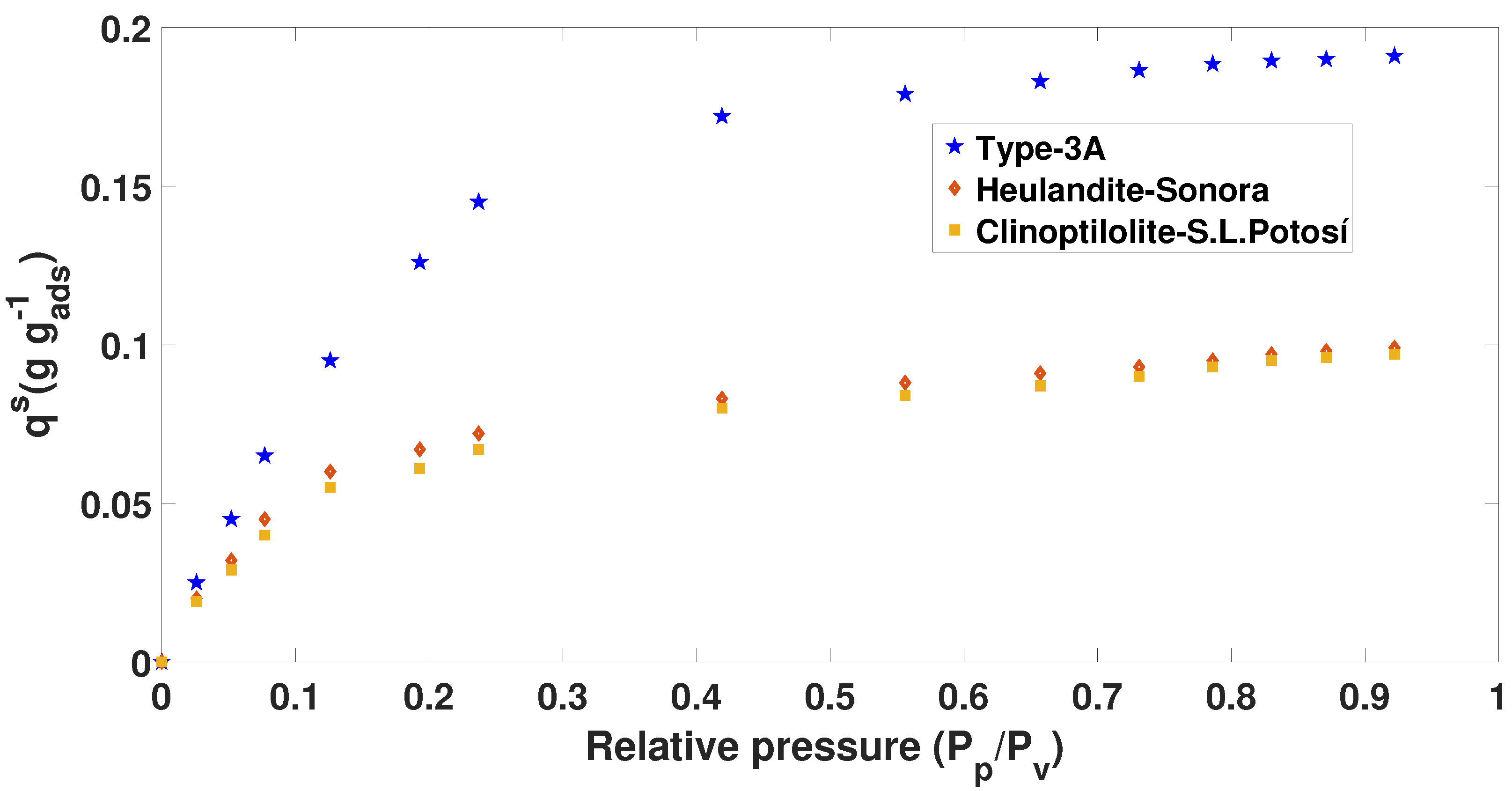
| T (50 C) | T (50 C) | T (50 C) | T (70 C) | T (70 C) | T (70 C) | |
|---|---|---|---|---|---|---|
| Ethanol concentration% wt | Mean Ia (g g) | Mean IIa (g g) | Mean IIa (g g) | Mean Ia (g g) | Mean IIa (g g) | Mean IIa (g g) |
| 99% | 0.025 ± 0.002 | 0.020 ± 0.001 | 0.019 ± 0.001 | 0.022 ± 0.003 | 0.019 ± 0.001 | 0.017 ± 0.001 |
| 98% | 0.045 ± 0.003 | 0.032 ± 0.002 | 0.029 ± 0.003 | 0.039 ± 0.002 | 0.029 ± 0.001 | 0.025 ± 0.001 |
| 97% | 0.065 ± 0.003 | 0.045 ± 0.001 | 0.040 ± 0.001 | 0.060 ± 0.001 | 0.036 ± 0.003 | 0.034 ± 0.001 |
| 95% | 0.095 ± 0.002 | 0.060 ± 0.002 | 0.055 ± 0.002 | 0.089 ± 0.003 | 0.050 ± 0.001 | 0.048 ± 0.001 |
| 92% | 0.126 ± 0.004 | 0.067 ± 0.003 | 0.061 ± 0.002 | 0.117 ± 0.001 | 0.060 ± 0.001 | 0.058 ± 0.001 |
| 90% | 0.145 ± 0.002 | 0.072 ± 0.002 | 0.067 ± 0.001 | 0.128 ± 0.001 | 0.065 ± 0.001 | 0.062 ± 0.002 |
| 80% | 0.172 ± 0.001 | 0.081 ± 0.001 | 0.080 ± 0.001 | 0.149 ± 0.002 | 0.073 ± 0.002 | 0.070 ± 0.002 |
| 70% | 0.179 ± 0.003 | 0.088 ± 0.003 | 0.084 ± 0.001 | 0.160 ± 0.004 | 0.079 ± 0.002 | 0.076 ± 0.001 |
| 60% | 0.183 ± 0.003 | 0.091 ± 0.003 | 0.087 ± 0.002 | 0.169 ± 0.002 | 0.085 ± 0.001 | 0.081 ± 0.001 |
| 50% | 0.1865 ± 0.001 | 0.093 ± 0.001 | 0.090 ± 0.001 | 0.174 ± 0.001 | 0.090 ± 0.002 | 0.085 ± 0.002 |
| 40% | 0.1885 ± 0.003 | 0.095 ± 0.001 | 0.093 ± 0.003 | 0.177 ± 0.001 | 0.094 ± 0.002 | 0.089 ± 0.002 |
| 30% | 0.1895 ± 0.001 | 0.097 ± 0.003 | 0.095 ± 0.001 | 0.1785 ± 0.001 | 0.096 ± 0.003 | 0.092 ± 0.002 |
| 20% | 0.190 ± 0.001 | 0.098 ± 0.004 | 0.096 ± 0.003 | 0.179 ± 0.001 | 0.097 ± 0.002 | 0.09 ± 0.003 |
| 10% | 0.191 ± 0.001 | 0.099 ± 0.002 | 0.097 ± 0.002 | 0.180 ± 0.002 | 0.097 ± 0.002 | 0.093 ± 0.002 |
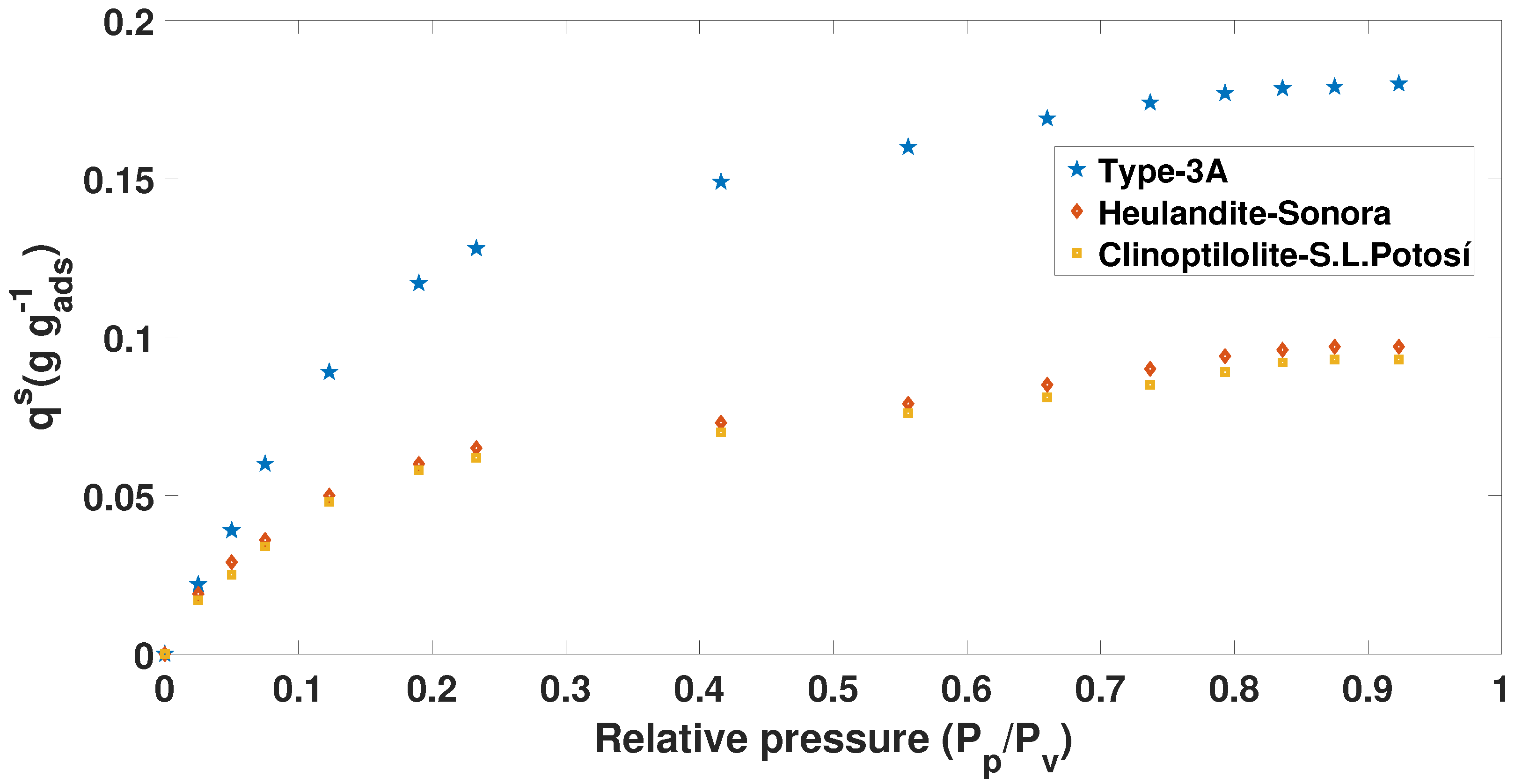
| T (50 C) | T (50 C) | T (50 C) | T (70 C) | T (70 C) | T (70 C) | |
|---|---|---|---|---|---|---|
| Time (min) | Ia (g g) | IIa (g g) | IIIa (g g) | Ia (g g) | IIa (g g) | IIIa (g g) |
| 5 | 0.003 | 0 | 0 | 0.011 | 0 | 0 |
| 15 | 0.007 | 0 | 0 | 0.019 | 0 | 0.007 |
| 30 | 0.012 | 0.009 | 0.004 | 0.028 | 0.0253 | 0.014 |
| 50 | 0.021 | 0.014 | 0.010 | 0.044 | 0.033 | 0.021 |
| 70 | 0.030 | 0.023 | 0.020 | 0.079 | 0.039 | 0.029 |
| 90 | 0.042 | 0.032 | 0.028 | 0.095 | 0.043 | 0.035 |
| 110 | 0.080 | 0.037 | 0.034 | 0.107 | 0.052 | 0.047 |
| 130 | 0.91 | 0.046 | 0.043 | 0.117 | 0.058 | 0.056 |
| 150 | 0.102 | 0.054 | 0.051 | 0.1173 | 0.061 | 0.058 |
| 170 | 0.114 | 0.0598 | 0.056 | 0.118 | 0.060 | 0.059 |
| 180 | 0.124 | 0.0621 | 0.060 | 0.181 | 0.0612 | 0.058 |
| 185 | 0.125 | 0.067 | 0.061 | 0.118 | 0.061 | 0.059 |
| 200 | 0.1254 | 0.0668 | 0.0617 | 0.181 | 0.0611 | 0.059 |
| Adsorbent | Saturation Loading (g g) | Composition |
|---|---|---|
| Type-3A | 0.126 0.1915 | 8% wt of water 100% wt of water |
| Heulandite-Sonora | 0.067 0.1 | 8% wt of water 100% wt of water |
| Clinoptilolite-S.L.Potosí | 0.061 0.097 | 8% wt of water 100% wt of water |
| Adsorbent | Saturation Loading (g g) | Composition |
|---|---|---|
| Type-3A | 0.117 0.181 | 8% wt of water 100% wt of water |
| Heulandite-Sonora | 0.060 0.098 | 8% wt of water 100% wt of water |
| Clinoptilolite-S.L.Potosí | 0.058 0.095 | 8% wt of water 100% wt of water |
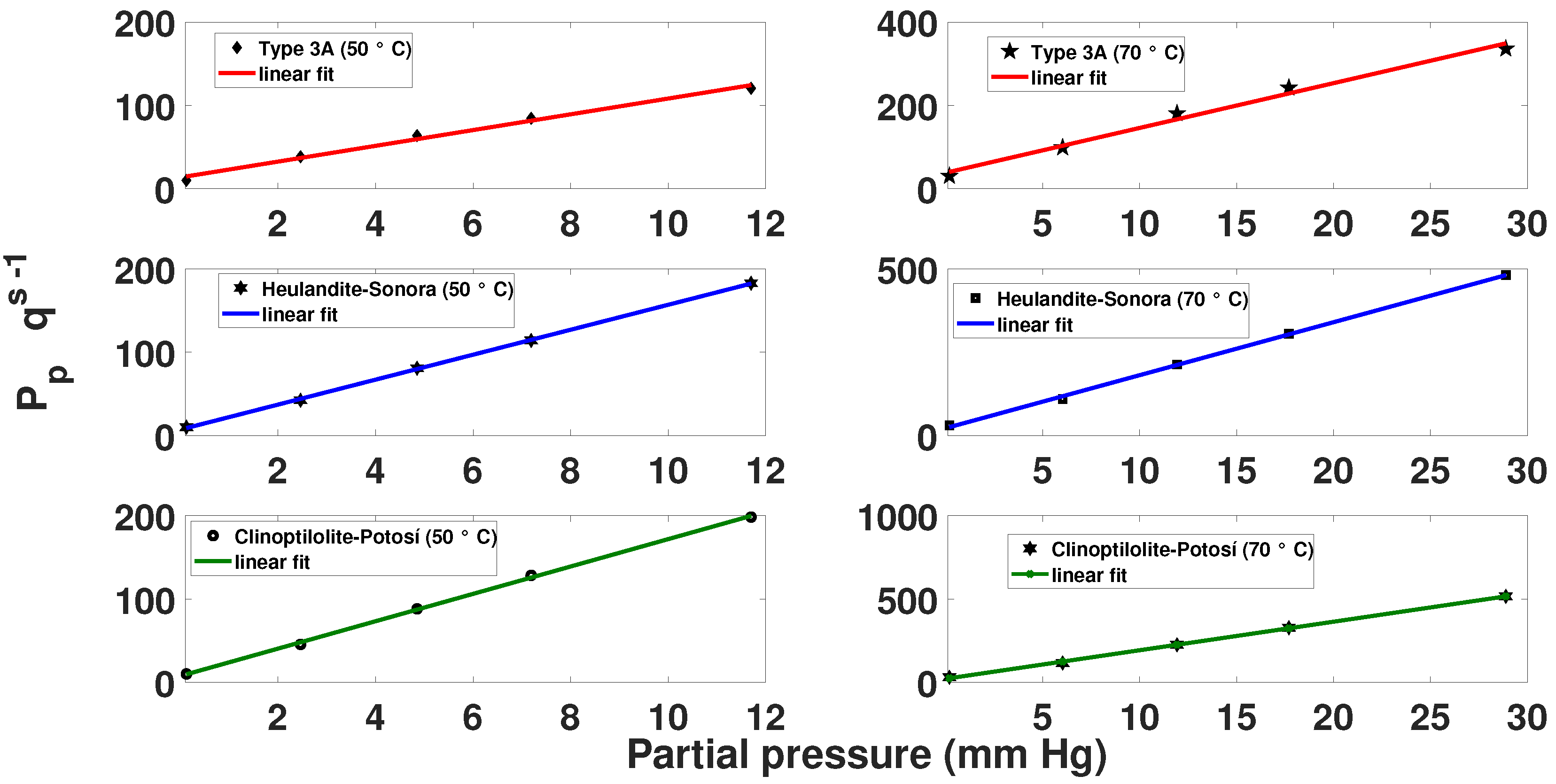
| Zeolite | T (C) | (g g) | K (Langmuir Constant) |
|---|---|---|---|
| Type 3A | 50 70 | 0.1915 0.180 | 0.00791512 0.00655612 |
| Heulandite-Sonora | 50 70 | 0.1 0.097 | 0.0092512 0.00345742 |
| Clinoptilolite-Potosí | 50 70 | 0.097 0.094 | 0.00491042 0.0025397 |
| Zeolite | (g g) | ||
|---|---|---|---|
| Type 3A | 25 | 0.05531 | 0.0085 |
| Clinoptilolite-Puebla | 20 | 0.04211 | 0.0069 |
| Heulandite-Sonora | 17 | 0.0379 | 0.0062 |
| Clinoptilolite-Potosí | 16 | 0.0059 | 0.005981 |
| Simulation | Feed Temperature | Feed Pressure | Purge Pressure | Ethanol Composition | Water Composition | Purity | Cycle |
|---|---|---|---|---|---|---|---|
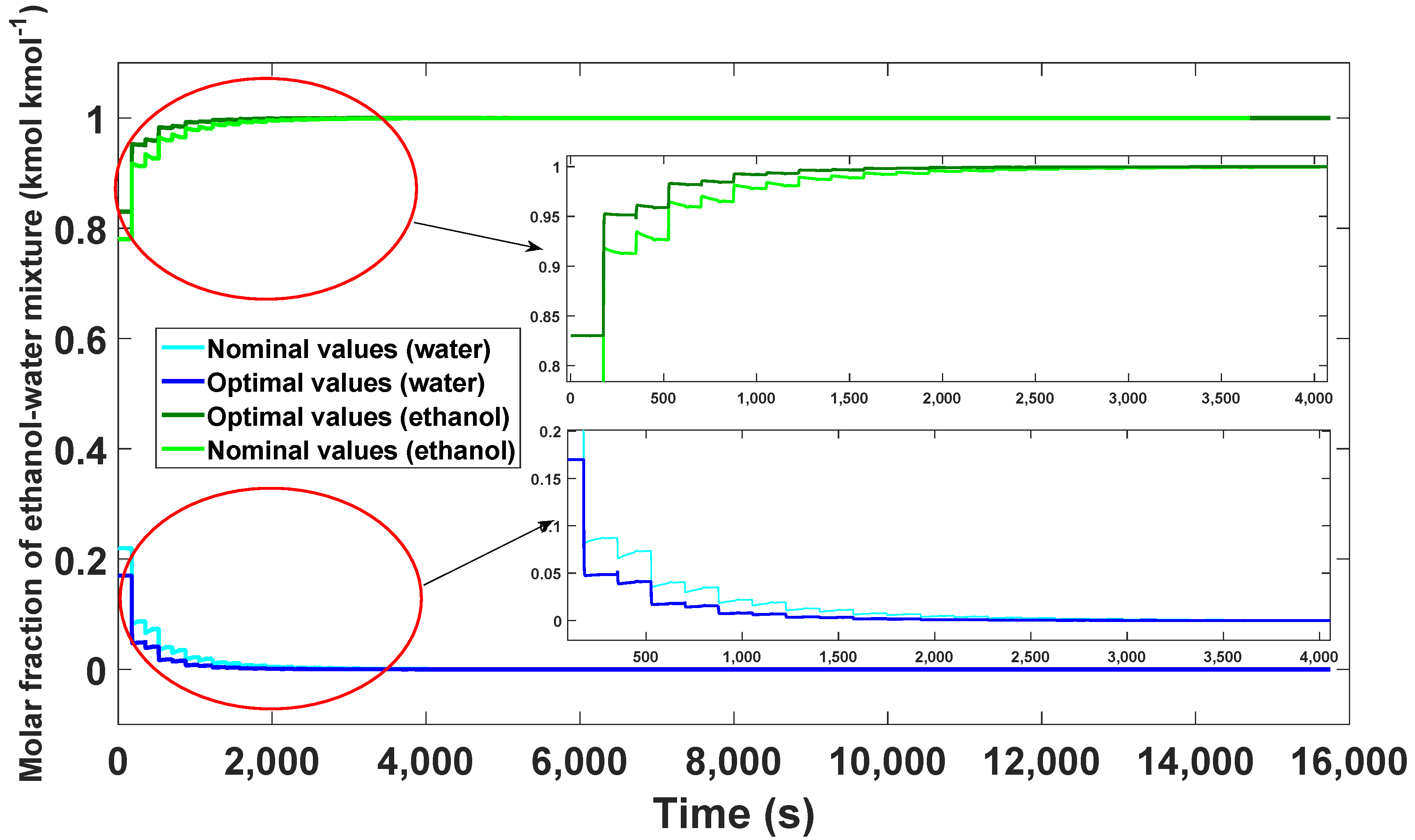
| Initial values | 393.15 | 204.5 | 13.4 | 0.78 | 0.22 | 99.29 | 42 |
| 1 | 373.15 | 204.5 | 13.4 | 0.78 | 0.22 | 99.29 | 46 |
| 2 | 413.15 | 204.5 | 13.4 | 0.78 | 0.22 | 99.29 | 45 |
| 3 | 393.15 | 154.5 | 13.4 | 0.78 | 0.22 | 98.51 | 46 |
| 4 | 393.15 | 404.5 | 13.4 | 0.78 | 0.22 | 99.82 | 45 |
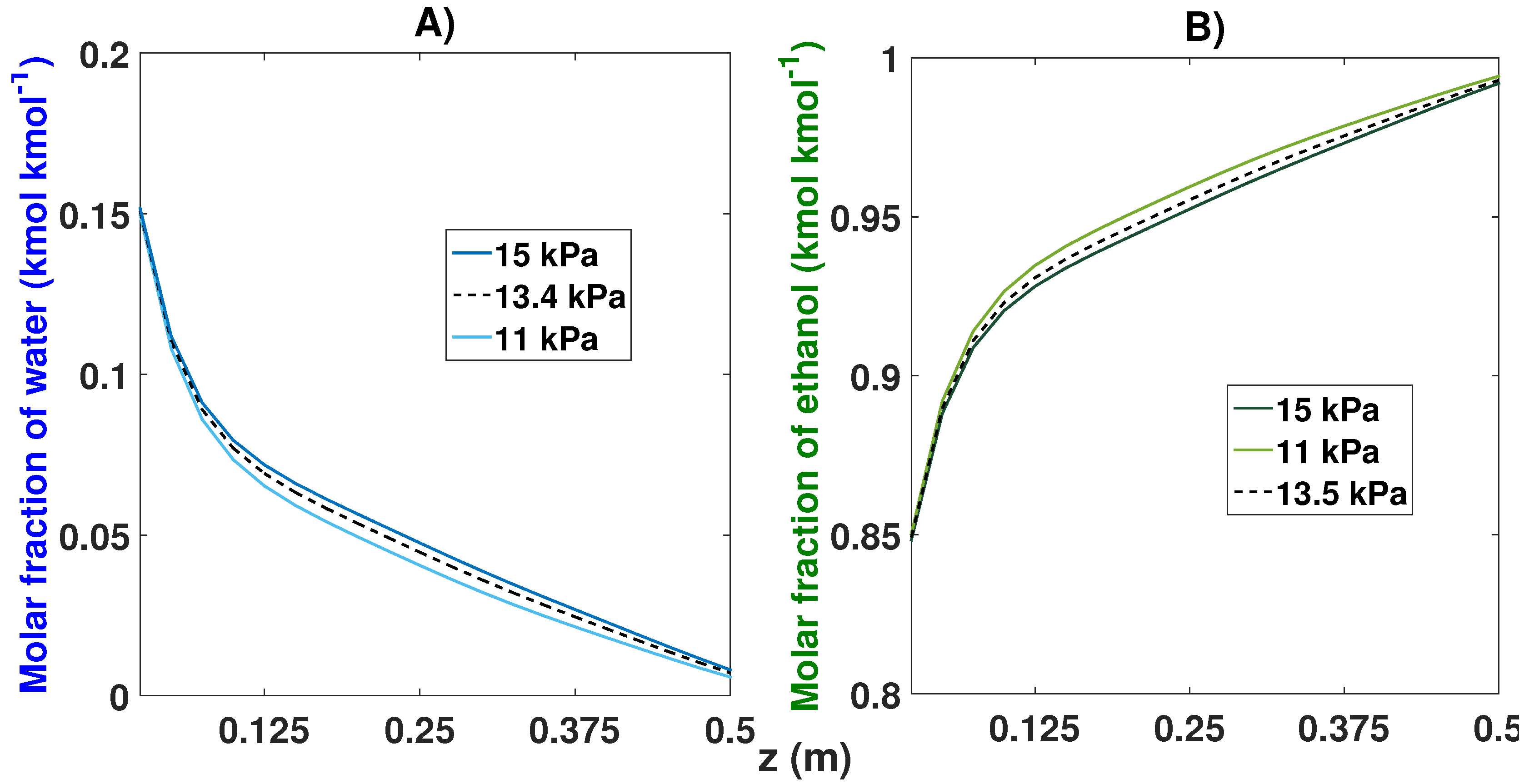
| 5 | 393.15 | 204.5 | 11.0 | 0.78 | 0.22 | 99.41 | 44 |
| 6 | 393.15 | 204.5 | 15.0 | 0.78 | 0.22 | 99.19 | 45 |
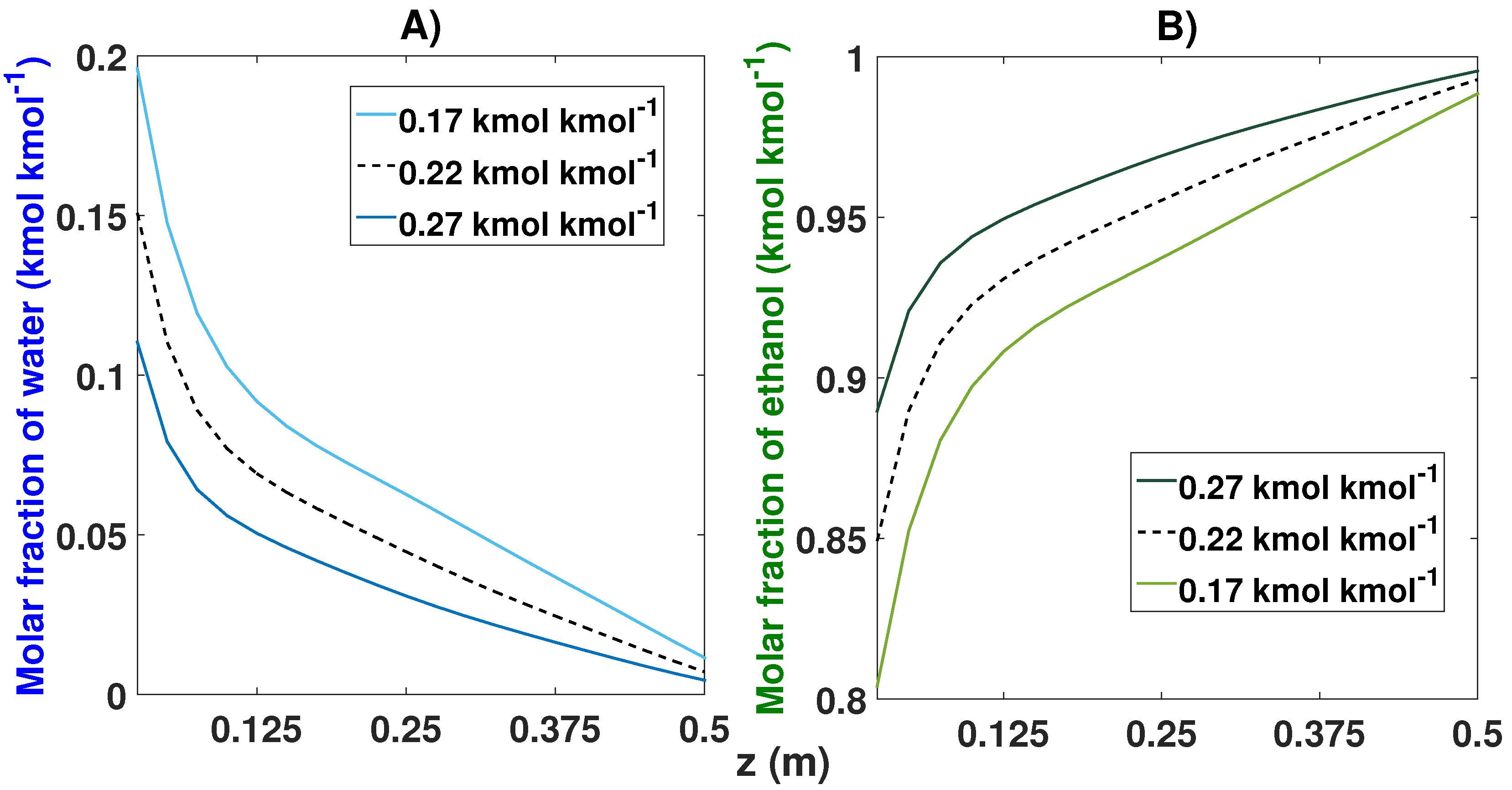
| 7 | 393.15 | 204.5 | 13.5 | 0.73 | 0.27 | 98.50 | 48 |
| 8 | 393.15 | 204.5 | 13.4 | 0.83 | 0.17 | 99.55 | 44 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rumbo Morales, J.Y.; Perez Vidal, A.F.; Ortiz Torres, G.; Salas Villalobo, A.U.; Sorcia Vázquez, F.d.J.; Brizuela Mendoza, J.A.; De-la-Torre, M.; Valdez Martínez, J.S. Adsorption and Separation of the H2O/H2SO4 and H2O/C2H5OH Mixtures: A Simulated and Experimental Study. Processes 2020, 8, 290. https://doi.org/10.3390/pr8030290
Rumbo Morales JY, Perez Vidal AF, Ortiz Torres G, Salas Villalobo AU, Sorcia Vázquez FdJ, Brizuela Mendoza JA, De-la-Torre M, Valdez Martínez JS. Adsorption and Separation of the H2O/H2SO4 and H2O/C2H5OH Mixtures: A Simulated and Experimental Study. Processes. 2020; 8(3):290. https://doi.org/10.3390/pr8030290
Chicago/Turabian StyleRumbo Morales, Jesse Y., Alan F. Perez Vidal, Gerardo Ortiz Torres, Alexis U. Salas Villalobo, Felipe de J. Sorcia Vázquez, Jorge A. Brizuela Mendoza, Miguel De-la-Torre, and Jorge S. Valdez Martínez. 2020. "Adsorption and Separation of the H2O/H2SO4 and H2O/C2H5OH Mixtures: A Simulated and Experimental Study" Processes 8, no. 3: 290. https://doi.org/10.3390/pr8030290
APA StyleRumbo Morales, J. Y., Perez Vidal, A. F., Ortiz Torres, G., Salas Villalobo, A. U., Sorcia Vázquez, F. d. J., Brizuela Mendoza, J. A., De-la-Torre, M., & Valdez Martínez, J. S. (2020). Adsorption and Separation of the H2O/H2SO4 and H2O/C2H5OH Mixtures: A Simulated and Experimental Study. Processes, 8(3), 290. https://doi.org/10.3390/pr8030290