Design and Optimization of Fluidized Bed Reactor Operating Conditions for Struvite Recovery Process from Swine Wastewater

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
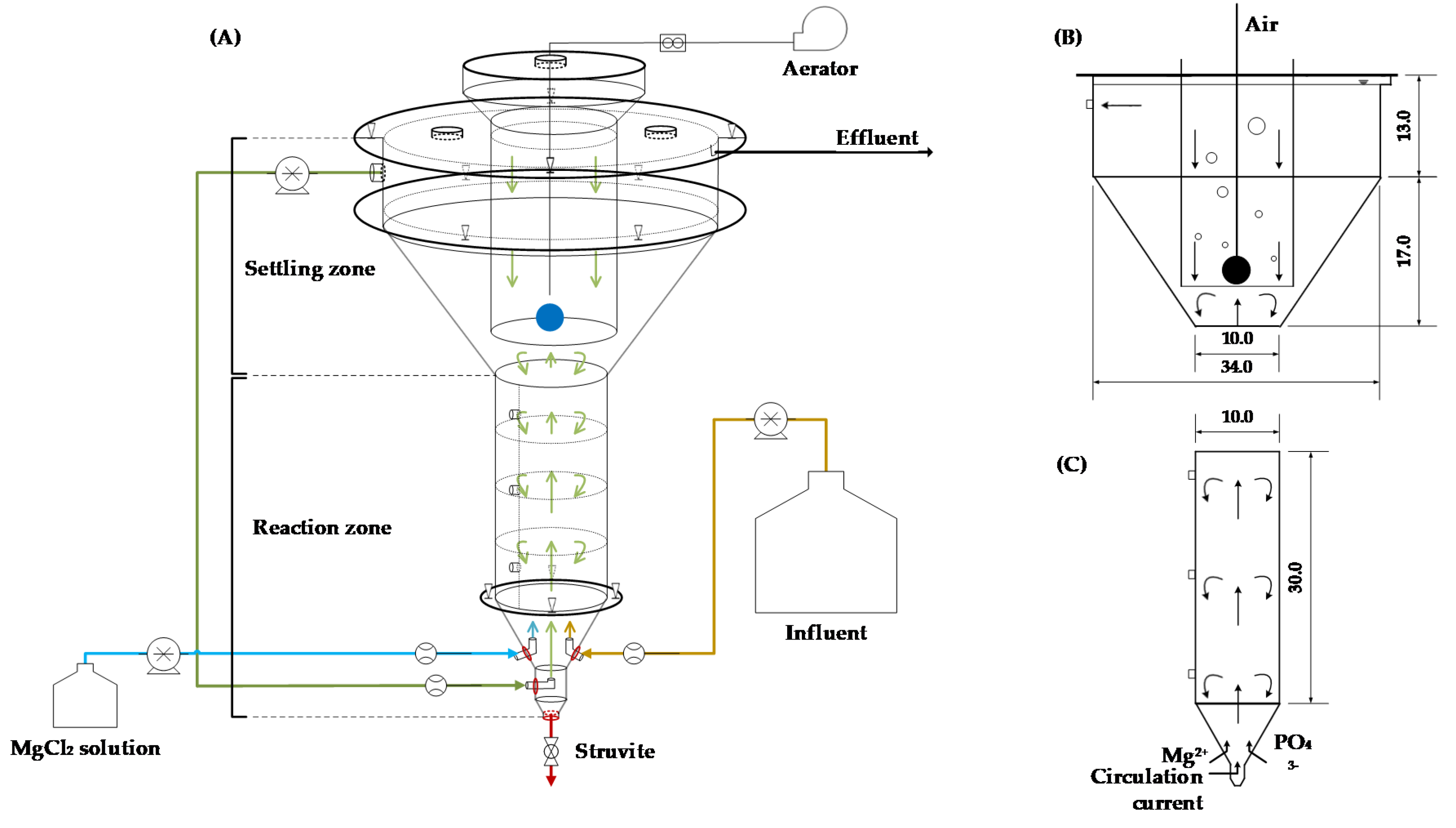
2.1. Development of the Recovery Process
2.1.1. Settling Zone
2.1.2. Reaction Zone
2.2. Process Operation
2.3. Optimization of the Process Parameters
2.3.1. Experimental Design
2.3.2. Central Composite Design (CCD)
2.4. Analytical Methods
2.5. Statistical Analysis
3. Results and Discussion
3.1. Preliminary Performance Evaluation
3.2. Performance Evaluation of the Recovery Process
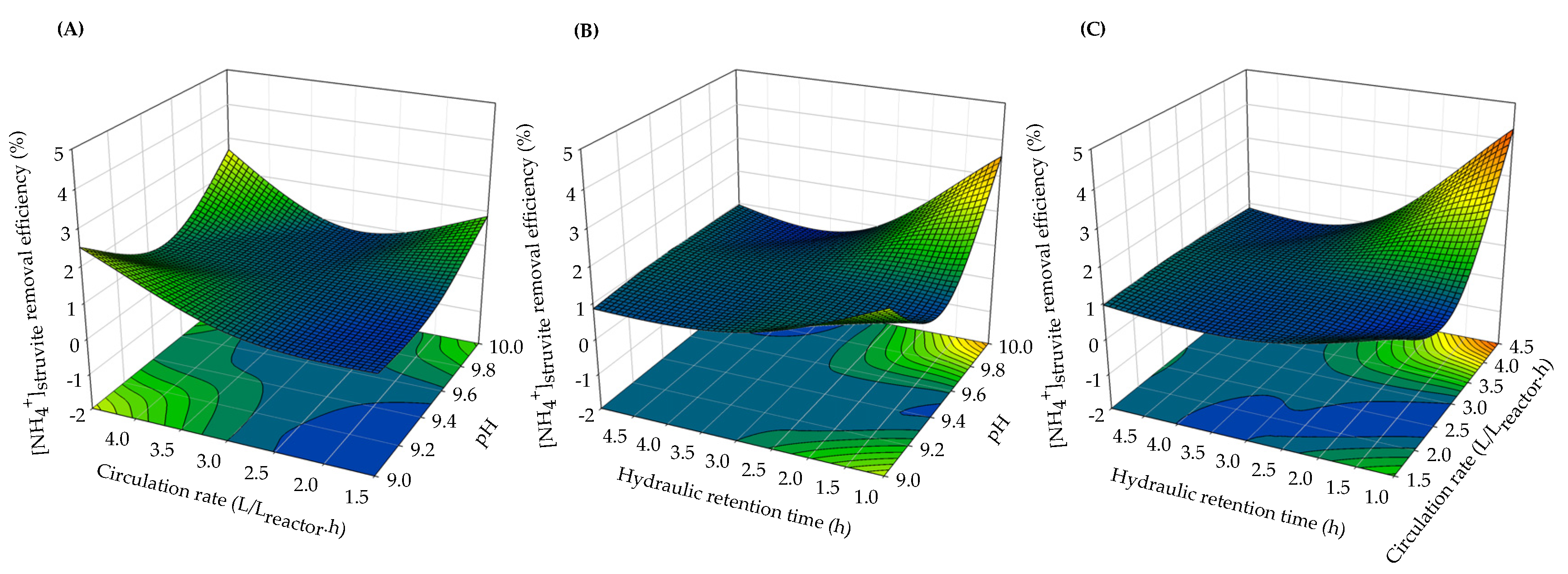
3.3. Effect of Process Parameters on Nutrient Recovery
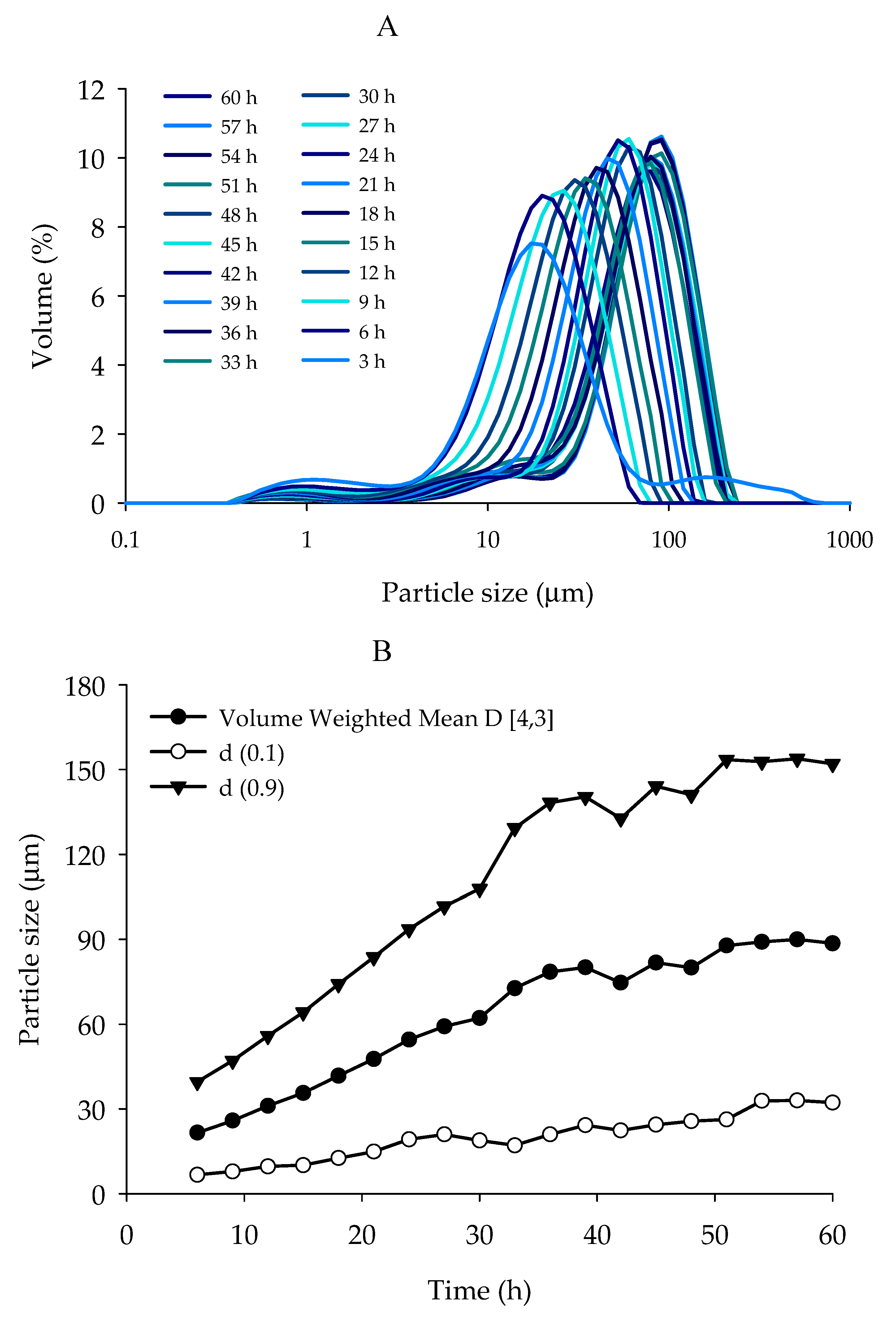
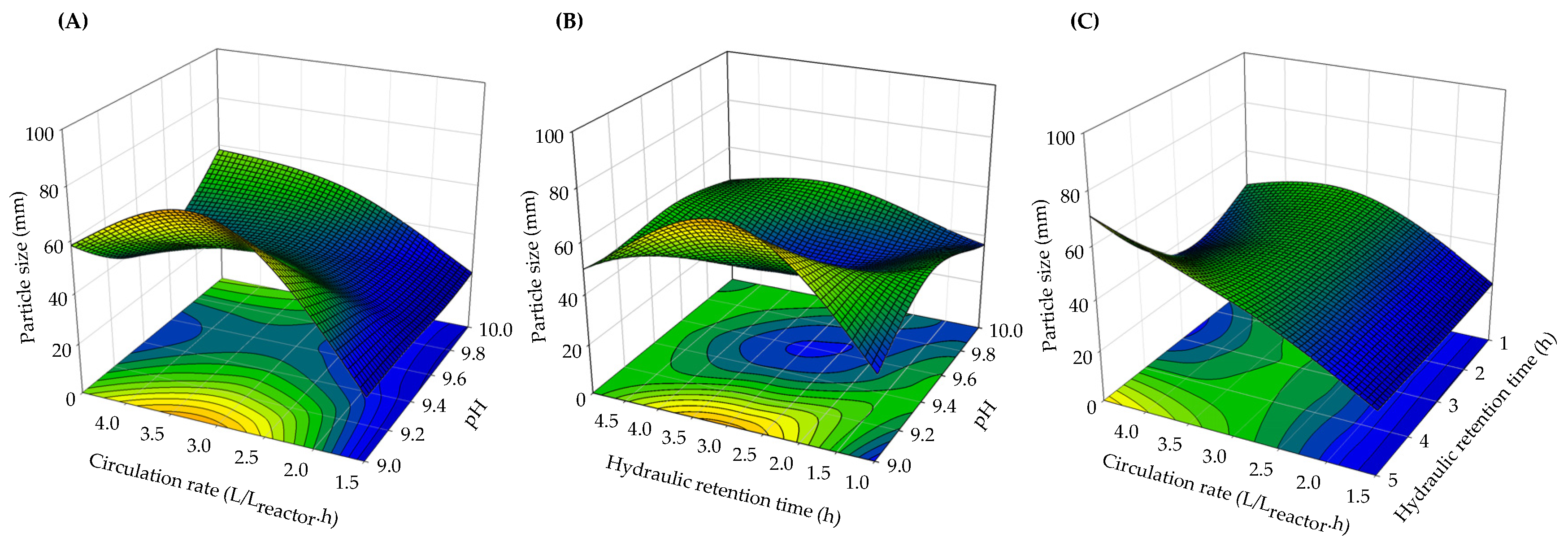
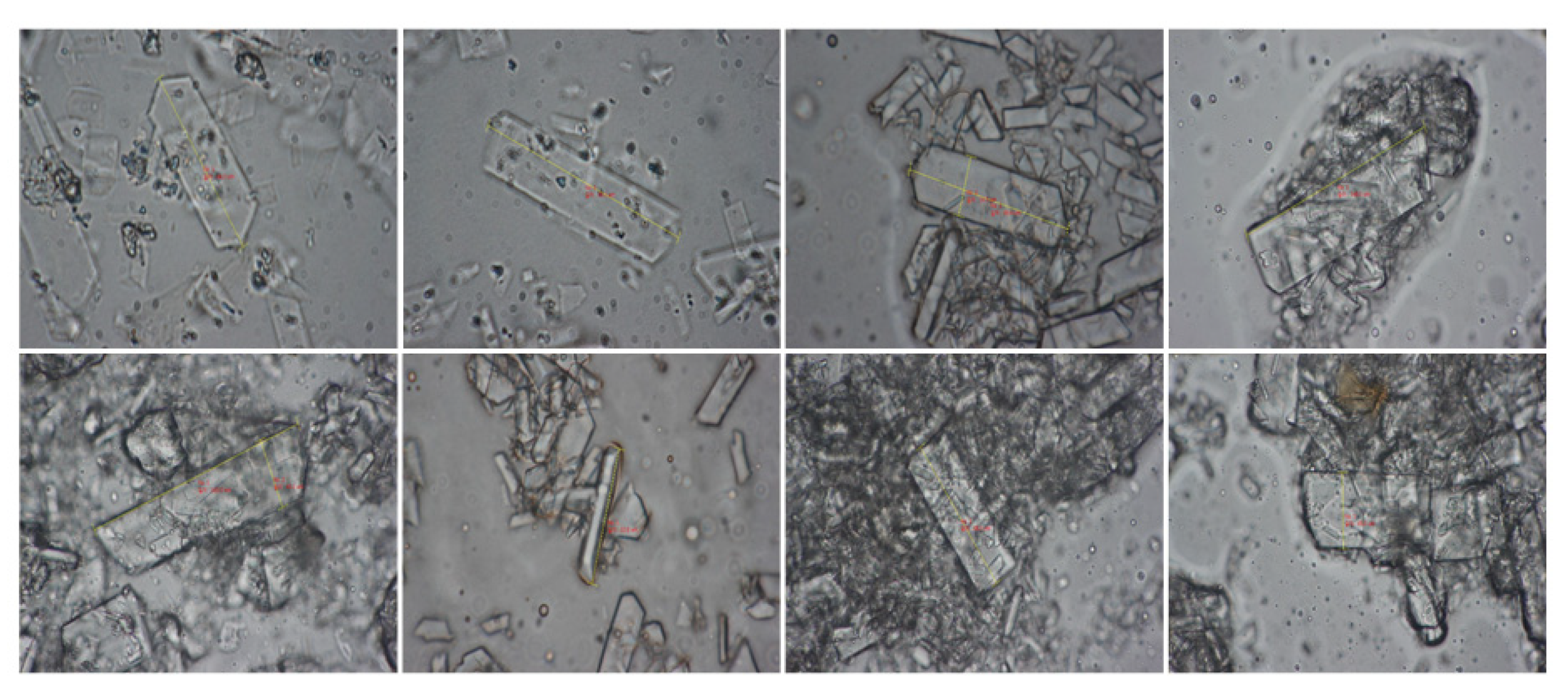
3.4. Effect of Process Parameters on Struvite Particle Size
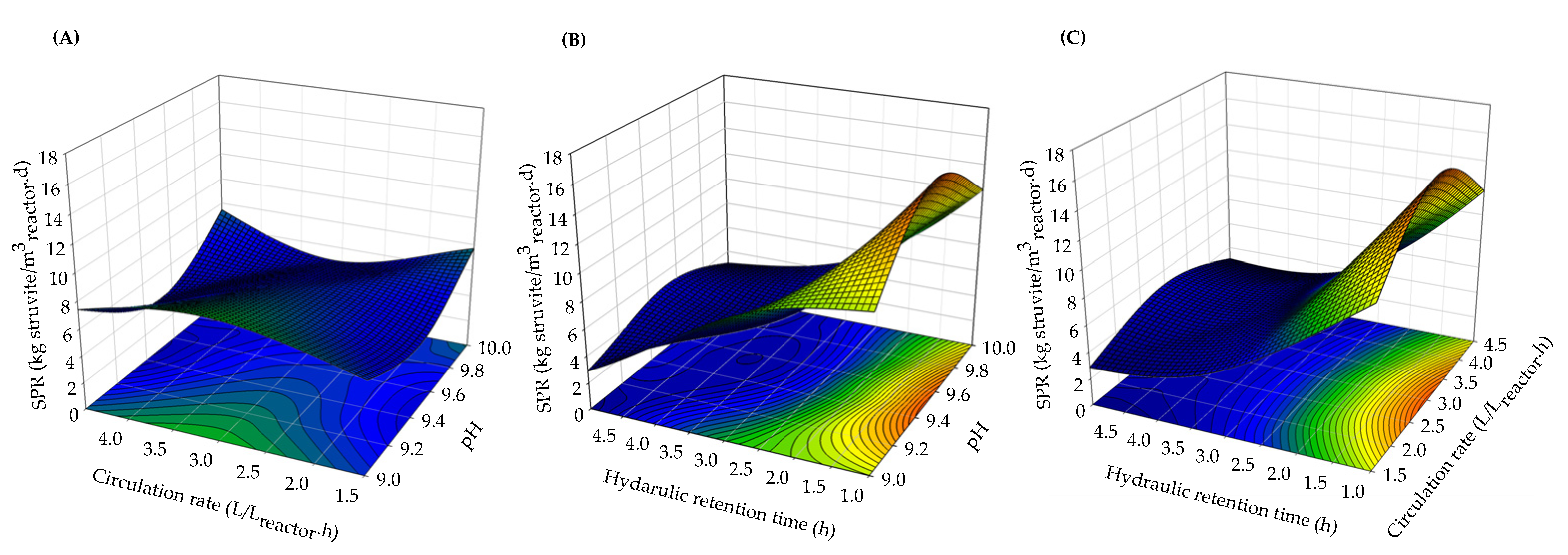
3.5. Effect of Process Parameters on Struvite Production Rate
3.6. Optimized Process Parameters
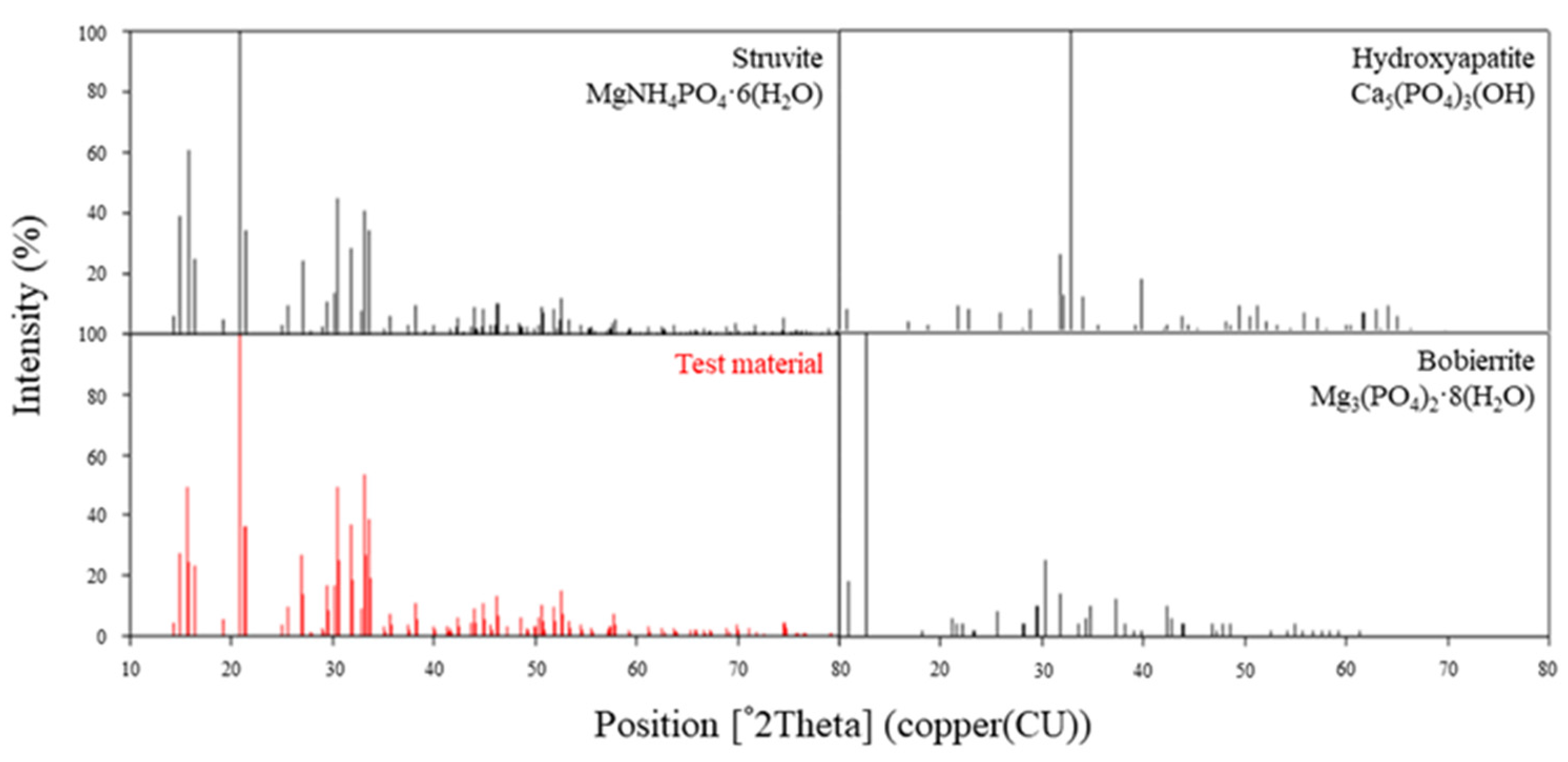
3.7. Identification and Characterization of the Recovered Material
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Rahman, M.M.; Liu, Y.; Kwag, J.-H.; Ra, C. Recovery of struvite from animal wastewater and its nutrient leaching loss in soil. J. Hazard. Mater. 2011, 186, 2026–2030. [Google Scholar] [CrossRef] [PubMed]
- Doyle, J.D.; Parsons, S.A. Struvite formation, control and recovery. Water Res. 2002, 36, 3925–3940. [Google Scholar] [CrossRef]
- Le Corre, K.S.; Jones, E.V.; Hobbs, P.; Parsons, S.A. Phosphorus recovery from wastewater by struvite crystallization: A review. Crit. Rev. Environ. Sci. Technol. 2009, 39, 433–477. [Google Scholar] [CrossRef] [Green Version]
- Moerman, W.; Carballa, M.; Vandekerckhove, A.; Derycke, D.; Verstraete, W. Phosphate removal in agro-industry: Pilot- and full-scale operational considerations of struvite crystallization. Water Res. 2009, 43, 1887–1892. [Google Scholar] [CrossRef] [Green Version]
- Carballa, M.; Moerman, W.; De Windt, W.; Grootaerd, H.; Verstraete, W. Strategies to optimize phosphate removal from industrial anaerobic effluents by magnesium ammonium phosphate (MAP) production. J. Chem. Technol. Biotechnol. 2009, 84, 63–68. [Google Scholar] [CrossRef]
- Forrest, A.L.; Fattah, K.P.; Mavinic, D.S.; Koch, F.A. Optimizing struvite production for phosphate recovery in WWTP. J. Environ. Eng. 2008, 134, 395–402. [Google Scholar] [CrossRef]
- Reza, A.; Shim, S.; Kim, S.; Ahmed, N.; Won, S.; Ra, C. Nutrient leaching loss of pre-treated struvite and its application in sudan grass cultivation as an eco-friendly and sustainable fertilizer source. Sustainability 2019, 11, 4204. [Google Scholar] [CrossRef] [Green Version]
- Ueno, Y.; Fujii, M. Three years experience of operating and selling recovered struvite from full-scale plant. Environ. Technol. 2001, 22, 1373–1381. [Google Scholar] [CrossRef]
- Marchi, A.; Geerts, S.; Weemaes, M.; Wim, S.; Christine, V. Full-scale phosphorus recovery from digested waste water sludge in Belgium—Part I: Technical achievements and challenges. Water Sci. Technol. 2015, 71, 487–494. [Google Scholar] [CrossRef]
- Ye, X.; Ye, Z.L.; Lou, Y.; Pan, S.; Wang, X.; Wang, M.K.; Chen, S. A comprehensive understanding of saturation index and upflow velocity in a pilot-scale fluidized bed reactor for struvite recovery from swine wastewater. Powder Technol. 2016, 295, 16–26. [Google Scholar] [CrossRef]
- Li, B.; Boiarkina, I.; Yu, W.; Huang, H.M.; Munir, T.; Wang, G.Q.; Young, B.R. Phosphorus recovery through struvite crystallization: Challenges for future design. Sci. Total Environ. 2019, 648, 1244–1256. [Google Scholar] [CrossRef] [PubMed]
- Desmidt, E.; Ghyselbrecht, K.; Zhang, Y.; Pinoy, L.; Van der Bruggen, B.; Verstraete, W.; Rabaey, K.; Meesschaert, B. Global phosphorus scarcity and full-scale P-recovery techniques: A review. Crit. Rev. Environ. Sci. Technol. 2015, 45, 336–384. [Google Scholar] [CrossRef]
- Lougheed, T. Phosphorus recovery: New approaches to extending the life cycle. Environ. Health Perspect. 2011, 116, A302–A305. [Google Scholar] [CrossRef] [PubMed]
- Fattah, K.P.; Mavinic, D.S.; Koch, F.A. Influence of process parameters on the characteristics of struvite pellets. J. Environ. Eng. 2012, 138, 1200–1209. [Google Scholar] [CrossRef]
- Fattah, K.P. Assessing struvite formation potential at wastewater treatment plants. Int. J. Environ. Sci. Dev. 2012, 3, 548–552. [Google Scholar]
- Ye, Z.L.; Chen, S.H.; Wang, S.M.; Lin, L.F.; Yan, Y.J.; Zhang, Z.J.; Chen, J.S. Phosphorus recovery from synthetic swine wastewater by chemical precipitation using response surface methodology. J. Hazard. Mater. 2010, 176, 1083–1088. [Google Scholar] [CrossRef]
- Won, S.G.; Baldwin, S.A.; Lau, A.K.; Rezadehbashi, M. Optimal operational conditions for biohydrogen production from sugar refinery wastewater in an ASBR. Int. J. Hydrog. Energy 2013, 38, 13895–13906. [Google Scholar] [CrossRef]
- Baş, D.; Boyacı, İ.H. Modeling and optimization I: Usability of response surface methodology. J. Food Eng. 2007, 78, 836–845. [Google Scholar] [CrossRef]
- Ahmadi, M.; Vahabzadeh, F.; Bonakdarpour, B.; Mofarrah, E.; Mehranian, M. Application of the central composite design and response surface methodology to the advanced treatment of olive oil processing wastewater using Fenton’s peroxidation. J. Hazard. Mater. 2005, 123, 187–195. [Google Scholar] [CrossRef]
- Kataki, S.; West, H.; Clarke, M.; Baruah, D.C. Phosphorus recovery as struvite from farm, municipal and industrial waste: Feedstock suitability, methods and pre-treatments. Waste Manag. 2016, 49, 437–454. [Google Scholar] [CrossRef]
- Ahmed, N.; Shim, S.; Won, S.; Ra, C. Struvite recovered from various types of wastewaters: Characteristics, soil leaching behaviour, and plant growth. Land Degrad. Dev. 2018, 29, 2864–2879. [Google Scholar] [CrossRef]
- Rahman, M.M.; Salleh, M.A.M.; Rashid, U.; Ahsan, A.; Hossain, M.M.; Ra, C. Production of slow release crystal fertilizer from wastewaters through struvite crystallization—A review. Arab. J. Chem. 2014, 7, 139–155. [Google Scholar] [CrossRef] [Green Version]
- APHA; AWWA; WEF; WPCF. Standard Methods for the Examination of Water and Wastewater, 21st ed.; American Public Health Association: Washington, DC, USA, 2005. [Google Scholar]
- Ronteltap, M.; Maurer, M.; Hausherr, R.; Gujer, W. Struvite precipitation from urine–influencing factors on particle size. Water Res. 2010, 44, 2038–2046. [Google Scholar] [CrossRef] [PubMed]
- Kim, B.U.; Lee, W.H.; Lee, H.J.; Rim, J.M. Ammonium nitrogen removal from slurry-type swine wastewater by pretreatment using struvite crystallization for nitrogen control of anaerobic digestion. Water Sci. Technol. 2004, 49, 215–222. [Google Scholar] [CrossRef] [PubMed]
- Ye, Z.L.; Chen, S.H.; Lu, M.; Shi, J.W.; Lin, L.F.; Wang, S.M. Recovering phosphorus as struvite from the digested swine wastewater with bittern as a magnesium source. Water Sci. Technol. 2011, 64, 334–340. [Google Scholar] [CrossRef]
- Shim, S.; Won, S.; Reza, A.; Kim, S.; Ahn, S.; Jung, B.; Yoon, B.; Ra, C. In vivo toxicity and in vitro solubility assessment of pre-treated struvite as a potential alternative phosphorus source in animal feed. Animals 2019, 9, 785. [Google Scholar] [CrossRef] [Green Version]
- Kim, M.; Shim, S.; Reza, A.; Kim, S.; Won, S.; Jung, B.; Kim, J.; Ra, C. Evaluation of struvite recovered from swine wastewater as an alternative phosphorus source in broiler feed. Agriculture 2019, 9, 221. [Google Scholar] [CrossRef] [Green Version]
- Kozik, A.; Hutnik, N.; Piotrowski, K.; Mazienczuk, A.; Matynia, A. Precipitation and crystallization of struvite from synthetic wastewater under stoichiometric conditions. Adv. Chem. Eng. Sci. 2013, 3, 20. [Google Scholar] [CrossRef] [Green Version]
- Tansel, B.; Lunn, G.; Monje, O. Struvite formation and decomposition characteristics for ammonia and phosphorus recovery: A review of magnesium-ammonia-phosphate interactions. Chemosphere 2018, 194, 504–514. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value a |
|---|---|
| TS 1 | 12,879.0–15,251.7 |
| TVS 2 | 5122.2–6975.6 |
| TSS 3 | 1070.0–1265.0 |
| TVSS 4 | 910.0–1130.0 |
| O-P 5 | 93.9–116.4 |
| NH4-N 6 | 5788.9–6425.2 |
| T-P 7 | 100.2–136.7 |
| TKN 8 | 6033.7–6400.7 |
| pH | 8.9–9.1 |
| Variables | Levels (Codes) | ||
|---|---|---|---|
| Low (−1) | Medium (0) | High (1) | |
| pH (x1) | 9.0 | 9.5 | 10.0 |
| CR 1 (L/Lreactor·h) (x2) | 1.5 | 3.0 | 4.5 |
| HRT 2 (h) (x3) | 1.0 | 3.0 | 5.0 |
| Aeration rate (L air/Lreactor·min) | 0.03 | ||
| Mg/P | 1.3 | ||
| Run # | Coded Value | Real Value | ||||
|---|---|---|---|---|---|---|
| x1 | x2 | x3 | pH | CR 1 | HRT 2 | |
| 1 | −1 | −1 | −1 | 9.0 | 1.5 | 1 |
| 2 | −1 | −1 | 1 | 9.0 | 1.5 | 5 |
| 3 | −1 | 1 | −1 | 9.0 | 4.5 | 1 |
| 4 | −1 | 1 | 1 | 9.0 | 4.5 | 5 |
| 5 | 1 | −1 | −1 | 10.0 | 1.5 | 1 |
| 6 | 1 | −1 | 1 | 10.0 | 1.5 | 5 |
| 7 | 1 | 1 | −1 | 10.0 | 4.5 | 1 |
| 8 | 1 | 1 | 1 | 10.0 | 4.5 | 5 |
| 9 | −1 | 0 | 0 | 9.0 | 3.0 | 3 |
| 10 | 1 | 0 | 0 | 10.0 | 3.0 | 3 |
| 11 | 0 | −1 | 0 | 9.5 | 1.5 | 3 |
| 12 | 0 | 0 | 0 | 9.5 | 3.0 | 3 |
| 13 | 0 | 0 | −1 | 9.5 | 3.0 | 1 |
| 14 | 0 | 0 | 1 | 9.5 | 3.0 | 5 |
| 15 | 0 | 0 | 0 | 9.5 | 3.0 | 3 |
| 16 | 0 | 0 | 0 | 9.5 | 3.0 | 3 |
| 17 | 0 | 0 | 0 | 9.5 | 3.0 | 3 |
| 18 | 0 | 0 | 0 | 9.5 | 3.0 | 3 |
| Parameters | Influent | Reaction Zone | Settling Zone | Effluent | Removal Efficiency |
|---|---|---|---|---|---|
| mg/L | % | ||||
| TS 1 | 13,706.2 ± 1.0 | 14,822.5 ± 4.9 | 13,318.2 ± 2.4 | 13,157.4 ± 0.6 | 4.0 ± 9.9 |
| TVS 2 | 5565.7 ± 0.8 | 5485.4 ± 2.8 | 5380.8 ± 1.2 | 5325.4 ± 0.6 | 4.3 ± 10.3 |
| TSS 3 | 1183.0 ± 92.6 | 1281.4 ± 54.5 | 1198.5 ± 47.7 | 1125.0 ± 31.4 | 4.9 ± 8.0 |
| TVSS 4 | 991.0 ± 82.3 | 1058.0 ± 71.3 | 978.2 ± 29.4 | 925.7 ± 38.4 | 6.6 ± 9.2 |
| O-P 5 | 112.2 ± 8.1 | 8.5 ± 4.6 | 7.9 ± 2.0 | 7.7 ± 2.9 | 93.1 ± 1.2 |
| NH4-N 6 | 6131.5 ± 349.8 | 5337.8 ± 276.0 | 5289.7 ± 352.9 | 5149.4 ± 1,099.2 | 16.0 ± 6.6 |
| T-P 7 | 118.5 ± 25.9 | 258.2 ± 32.7 | 57.2 ± 10.5 | 24.7 ± 4.5 | 79.1 ± 3.3 |
| TKN 8 | 6217.2 ± 259.5 | 7258.5 ± 356.2 | 6074.5 ± 494.2 | 5318 ± 533.0 | 14.4 ± 27.3 |
| Run# | Operational Condition | Response | |||||||
|---|---|---|---|---|---|---|---|---|---|
| pH | CR 1 (L/Lreactor·h) | HRT 2 (h) | Removal Efficiency (%) | Particle Size (µm) | SPR 5 (kg struvite/m3reactor·d) | ||||
| O-P 3 | NH4−N 4 | (NH3)stripping | (NH4+)struvite | ||||||
| 1 | 9.0 | 1.5 | 1 | 83.4 | 5.8 | 5.2 | 0.6 | 25.7 | 10.6 |
| 2 | 9.0 | 1.5 | 5 | 86.1 | 2.1 | 1.2 | 0.9 | 23.7 | 2.8 |
| 3 | 9.0 | 4.5 | 1 | 93.2 | 12.9 | 8.7 | 4.2 | 40.9 | 11.8 |
| 4 | 9.0 | 4.5 | 5 | 89.1 | 8.6 | 7.7 | 0.8 | 74.3 | 3.0 |
| 5 | 10.0 | 1.5 | 1 | 91.9 | 15.7 | 13.1 | 2.7 | 51.3 | 12.5 |
| 6 | 10.0 | 1.5 | 5 | 85.8 | 9.8 | 8.7 | 1.0 | 24.5 | 2.9 |
| 7 | 10.0 | 4.5 | 1 | 93.2 | 20.5 | 16.1 | 4.4 | 50.0 | 11.8 |
| 8 | 10.0 | 4.5 | 5 | 89.6 | 17.6 | 16.7 | 0.9 | 62.1 | 3.1 |
| 9 | 9.0 | 3.0 | 3 | 93.1 | 16.0 | 15.0 | 1.0 | 69.9 | 8.7 |
| 10 | 10.0 | 3.0 | 3 | 90.0 | 14.8 | 14.1 | 0.8 | 51.9 | 4.9 |
| 11 | 9.5 | 1.5 | 3 | 95.0 | 10.8 | 10.0 | 0.8 | 31.1 | 4.9 |
| 12 | 9.5 | 4.5 | 3 | 81.4 | 10.0 | 9.5 | 1.1 | 36.2 | 3.9 |
| 13 | 9.5 | 3.0 | 1 | 93.5 | 16.8 | 14.1 | 0.8 | 49.8 | 16.2 |
| 14 | 9.5 | 3.0 | 5 | 97.1 | 11.6 | 10.6 | 1.0 | 51.3 | 4.9 |
| 15 | 9.5 | 3.0 | 3 | 94.5 | 8.6 | 7.8 | 0.8 | 43.9 | 5.3 |
| 16 | 9.5 | 3.0 | 3 | 94.1 | 21.4 | 20.7 | 0.8 | 34.5 | 4.8 |
| 17 | 9.5 | 3.0 | 3 | 93.0 | 10.9 | 10.4 | 1.2 | 40.8 | 4.5 |
| 18 | 9.5 | 3.0 | 3 | 93.9 | 13.6 | 13.0 | 0.6 | 39.7 | 4.7 |
| Ave. | 91.0 | 12.6 | 11.2 | 1.4 | 43.2 | 6.7 | |||
| Std. | 4.3 | 5.0 | 4.6 | 1.1 | 17.0 | 4.1 | |||
| Parameters | Test Materials Recovered | Standard Limits (DM Basis) | |
|---|---|---|---|
| Fertilizer | Feedstock | ||
| Phosphorus (%) | 21.6 | - | - |
| Nitrogen (%) | 5.0 | - | - |
| Magnesium (%) | 18.1 | - | - |
| Calcium (%) | 6.0 | - | - |
| Potassium (mg/kg) | 3567.6 | - | - |
| Zinc (mg/kg) | ND 2 | 900 | - |
| Nickel (mg/kg) | ND | 45 | - |
| Copper (mg/kg) | 15.7 | 360 | - |
| Cadmium (mg/kg) | ND | 5 | 1.0 |
| Lead (mg/kg) | 0.0001 | 130 | 10.0 |
| Arsenic (mg/kg) | 0.0012 | 45 | 2.0 |
| Chromium (mg/kg) | ND | 200 | 100.0 |
| Mercury (mg/kg) | ND | 2 | 0.4 |
| Selenium (mg/kg) | ND | - | 2.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shim, S.; Won, S.; Reza, A.; Kim, S.; Ahmed, N.; Ra, C. Design and Optimization of Fluidized Bed Reactor Operating Conditions for Struvite Recovery Process from Swine Wastewater. Processes 2020, 8, 422. https://doi.org/10.3390/pr8040422
Shim S, Won S, Reza A, Kim S, Ahmed N, Ra C. Design and Optimization of Fluidized Bed Reactor Operating Conditions for Struvite Recovery Process from Swine Wastewater. Processes. 2020; 8(4):422. https://doi.org/10.3390/pr8040422
Chicago/Turabian StyleShim, Soomin, Seunggun Won, Arif Reza, Seungsoo Kim, Naveed Ahmed, and Changsix Ra. 2020. "Design and Optimization of Fluidized Bed Reactor Operating Conditions for Struvite Recovery Process from Swine Wastewater" Processes 8, no. 4: 422. https://doi.org/10.3390/pr8040422
APA StyleShim, S., Won, S., Reza, A., Kim, S., Ahmed, N., & Ra, C. (2020). Design and Optimization of Fluidized Bed Reactor Operating Conditions for Struvite Recovery Process from Swine Wastewater. Processes, 8(4), 422. https://doi.org/10.3390/pr8040422