1. Introduction
“Safe, efficient and low-carbon” development and use of energy have become the consensus of countries around the world. Natural gas (NG), as a kind of high-quality, clean, and efficient energy, is generally valued and exploited by various countries. To facilitate the transportation and storage, NG is usually cooled to around 112 K and then throttled down to atmospheric pressure to become a liquid, called liquefied natural gas (LNG) [
1,
2]. Its density is more than 600 times that of standard methane, and its energy density by volume is 72% that of gasoline. LNG is not only a solution to the transportation and storage of NG, but also widely used in NG peak installations to reduce the peak energy situation in cities [
3]. During the extraction, liquefaction, storage and transportation of NG, its liquefaction production process accounts for more than 30% of the energy of the entire life cycle [
4]. This is because this process is a cryogenic process which usually includes both the gas liquefaction and separation. In order to provide a cooling capacity far below the normal temperature, it usually requires a large amount of energy consumption [
5]. Therefore, it is essential to conduct in-depth research to improve the energy efficiency of cryogenic processes and avoid energy waste.
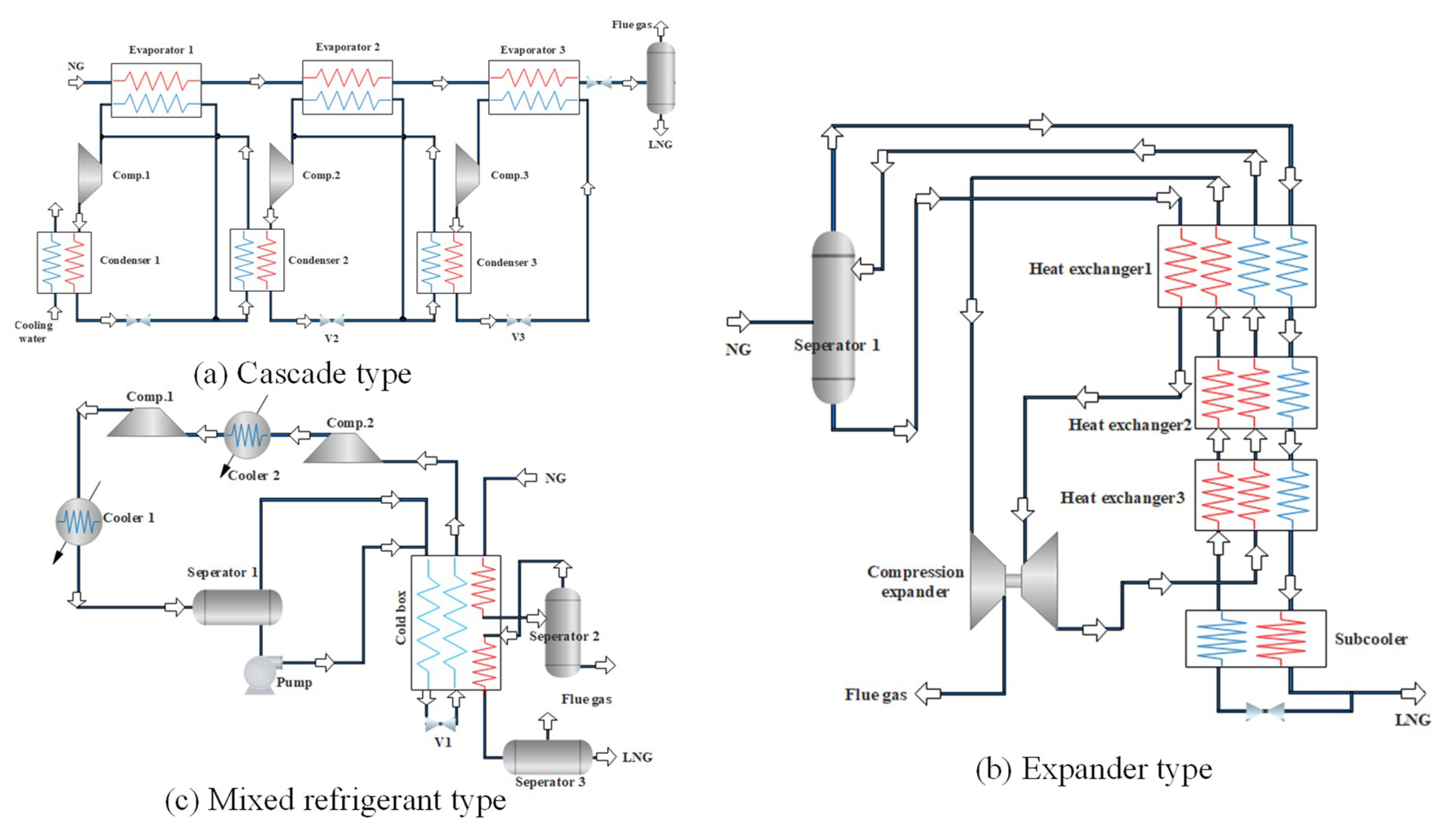
As shown in the
Figure 1, the NG liquefaction process can be divided into three major forms: cascade type [
6,
7], expander type [
8,
9], and mixed refrigerant type [
10,
11]. The cascade type is the earliest form of the NG liquefaction process application. It consists of three refrigeration cycles of C
3H
8, C
2H
4, and CH
4. Each sub-cycle has a compressor evaporator, condenser, and throttling device. It has the advantage of low energy consumption with pure refrigerants, and is free of matching problems, while its disadvantages are also significant, due to the complex process and equipment. The expander type uses expansion refrigeration to realize the liquefaction. Depending on the refrigerant, it can be divided into a nitrogen expansion, a nitrogen-methane expansion, and a NG expansion liquefaction process. Due to the flexible adjustment, easy movement and quick start-stop, this process is particularly suitable for small-scale skid-mounted or peak-regulated NG liquefaction plants, but its disadvantage is high energy consumption. The mixed refrigerant liquefaction process uses a mixture of C1~C5 and N
2 as the refrigerant, and obtains different temperature levels through the stepwise condensation, evaporation, and throttling, by means of which, the NG can be gradually cooled and liquefied. Compared with the cascade type and expander type, the mixed refrigerant liquefaction process has a lower energy cost, simpler processes, and fewer unit equipment, especially for the propane pre-cooled mixed refrigerant liquefaction process (C3MRC) which absorbs the cascade type liquefaction process. This process is simple and efficient, and 80% of the basic load NG liquefaction units adopt the C3MRC process at present.
In 1940, the first NG liquefaction plant was built in the world [
12]. Since then, with the increase in energy demand, NG liquefaction technology has greatly developed.
Table 1 summarizes different works of NG liquefaction technical research. The main methods used in previous studies are ASPEN PLUS, HYSYS, and MATLAB process simulation software [
13,
14], optimization algorithms [
15,
16], or the combination of these two [
17,
18]. Mafi et al. [
19] used a combination of mathematical planning and thermodynamic analysis to optimize the composition and pressure of the mixed refrigerant to minimize the energy consumption of the compressor. The results showed that the mixed refrigerant cycle can improve the thermal efficiency of the refrigeration system. Castillo et al. [
20] analyzed different pre-cooling cycles of NG liquefaction processes with the help of HYSYS process simulation software, and the results showed that the three-stage propane pre-cooling had the highest efficiency in the studied cycle. Xu et al. [
21] used ASPEN PLUS to optimize the refrigerant composition under different cold box inlet temperature conditions in a single-stage mixed refrigerant NG optimization process. Hwang et al. [
22] combined the genetic algorithm with sequential quadratic programming to optimize the parameters of the dual mixed refrigerant process. Khan et al. [
23] optimized the single-stage mixed refrigerant NG liquefaction process with the goal of minimizing the energy consumption of the process, and the energy consumption was reduced by 10% compared to the previous optimization. Shirazi et al. [
24] used genetic algorithms to optimize the energy cost of a single-stage mixed refrigerant NG liquefaction process and also conducted a detailed evaluation and analysis of the effective energy loss of each device in the process. Primabudi et al. [
25] used the exergy analysis model and results to perform a multi-objective optimization of the C3MR LNG process. Without applying any weighted preference to the target, they found the Pareto front of the LNG liquefaction process. Lee et al. [
26] used a combination of a nonlinear programming (NLP) model and thermodynamic analysis to comprehensively optimize the mixed refrigerant cycle for low temperature systems. Nogal et al. [
27] optimized the mixed refrigerant cycle with multi-stage refrigerant compression, controlled the heat transfer temperature difference of the heat exchanger, considered investment costs, and used the genetic algorithm to obtain the global optimal solution. Wang et al. [
28] developed an optimized framework for designing a multi-flow cold box. The optimization framework included a multi-flow matching organization design based on the pinch analysis on the heat exchanger network, field collaborative optimization analysis, and the exchange of temperature fields. A new heat exchanger network was designed for the LNG regasification process using this method to restore the released cooling capacity, forming a compact and highly efficient non-freezing heat exchange system [
29]. Vikse et al. [
30] used a non-smooth framework to simulate the progress of a non-smooth analysis in the modeling of two different dual mixed refrigerant processes. The results showed that the method could provide an accurate formula to handle complex liquefied gas liquefaction processes and simulate flowchart models by improving a non-smooth equation, rather than only solving local optimization problems. Gu et al. [
31] established a co-production process of coal-to-LNG and methanol and simulated key units. After a detailed analysis of the energy cost, 9.3% improvements of energy were achieved for the new process system. Sun et al. [
32] proposed a phased superstructure to integrate the energy of the absorption and evaporation processes into the heat exchange network. A mixed-integer non-linear programming model was developed on the basis of the proposed superstructure in order to minimize the total annual costs. The results showed that the new method can recover waste heat from the thermal process stream. Qyyum et al. [
33] investigated the uncertainty levels of total energy consumption and minimum internal temperature difference within the LNG heat exchanger, as well as the changes in double mixed refrigerant (DMR) process operating variables. After the global sensitivity analysis was performed, the influence of random operating condition input on process performance parameters was clarified. Wu et al. [
34] proposed a new liquefaction process using a brazed plate heat exchanger based on an improved single mixed refrigerant process. Some parameters of the process were optimized by genetic algorithms and highlighted the effect of the heat exchanger. Zhang et al. [
35] performed optimization and comparison of four LNG liquefaction processes with expanders to minimize energy consumption and minimize production costs. The results showed that the ammonia pre-cooling cycle could reduce the energy consumption by 26–35% and the production costs by 13–17%, respectively.
In the above literature, from the perspective of energy consumption and economy, although the stepped liquefaction refrigeration cycle has a low energy consumption, the equipment is complicated; while for the expansion liquefaction cycle, although the process is simple, the energy consumption rises. Therefore, in this paper, the stepped cycle and mixed refrigerant cycle are selected to perform a combined propane pre-cooled mixed refrigerant cycle for natural gas liquefaction production. Besides, compared with the pure refrigerant cryogenic liquefaction process, the phase change of a multi-component mixed refrigerant is also a process with temperature changes. Therefore, by rationally optimizing the design process, the temperature-enthalpy curves of the hot and cold fluids could be ideally matched, thereby effectively improving the thermodynamic efficiency of the process. According to the above relevant literature, there are three analysis trends: (1) the relationships between different parameters are usually not considered in the NG mixed refrigerant liquefaction processes, i.e., it is assumed that the other parameters remain unchanged when analyzing the impact of one parameter on the process performance; (2) even through the mutual relationships between the parameters are considered, the process optimization model would be complicated and inevitable to be blind, due to the lack of understanding of the interaction mechanism between these process parameters; (3) commercial software can only solve the problem of total energy balance at the equipment import and export, but it is difficult to solve the problem of process variable changes under limited degrees of freedom. In order to avoid the temperature crossovers and pressure advances, time-consuming iterative and trial-and-error methods are often employed in the process design to find feasible solutions for these problems.
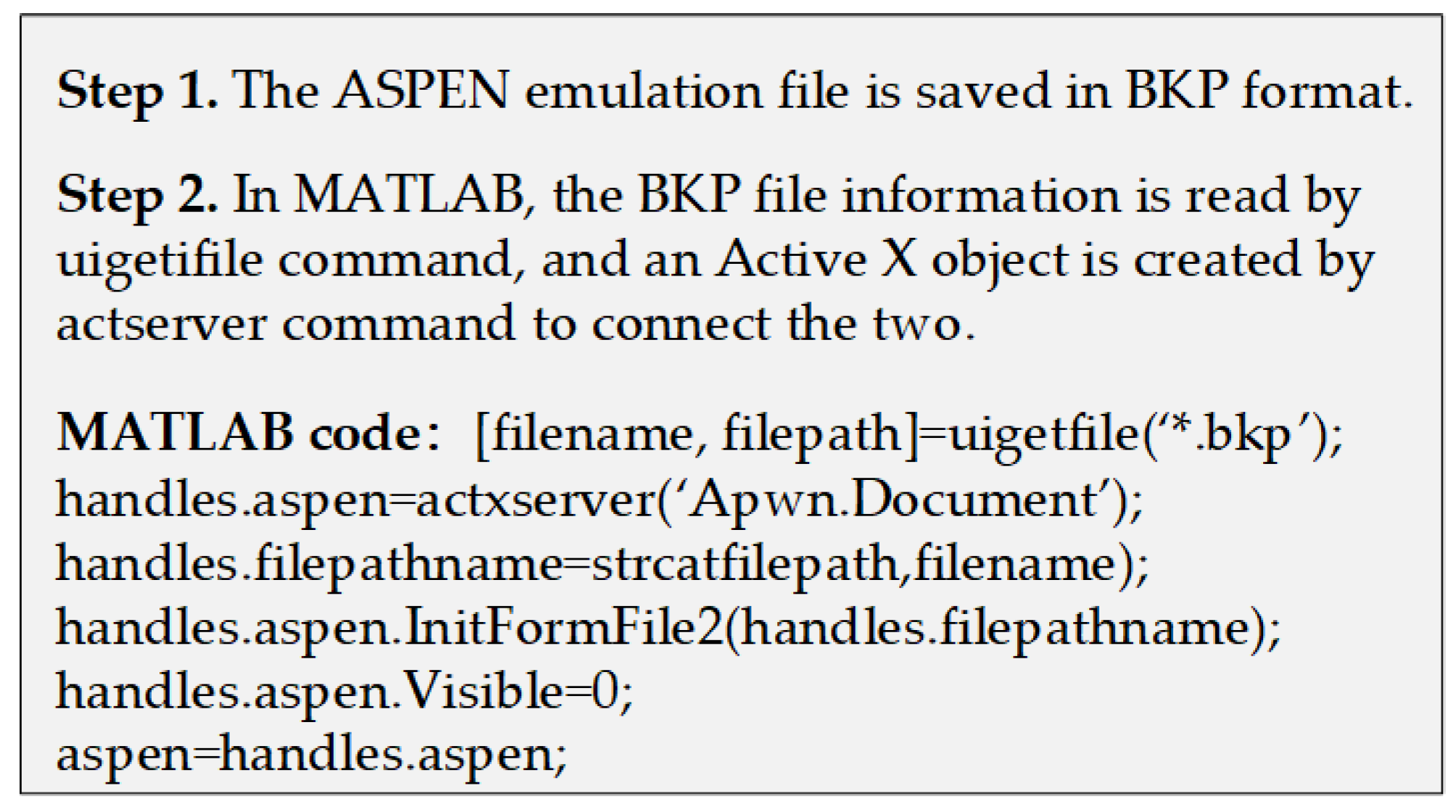
To avoid the inaccuracy of thermodynamic calculation caused by the above assumptions and constraints, this article mainly focuses on numerical simulation and analysis of thermal processes, and modularizes the equipment classification involved in the liquefaction process. It starts from the results of parameter sensitivity analysis, and employs the control variate to recurse until all the best parameters of the process are obtained. There are four major innovations and features in the present study: (1) the stepped cycle and mixed refrigerant cycle are adopted and combined to establish the model of propane pre-cooled mixed refrigerant cycle, and the corresponding exergy analysis is performed on the basis of the thermodynamics and phase equilibrium model with MATLAB and ASPEN; (2) with the aid of Active X technology, data invocation between software is realized to overcome the problem of process variable changes under limited degrees of freedom, which effectively avoids the time-consuming iterative and trial-and-error methods used to find feasible solutions in process design; (3) a single variable method is developed on the basis of the parameter sensitivity analysis to recurse until all the best parameters of the process are obtained; (4) the parameter sensitivity analysis and exergy analysis are combined and adopted to improve the system performance and reduce the exergy loss of equipment.
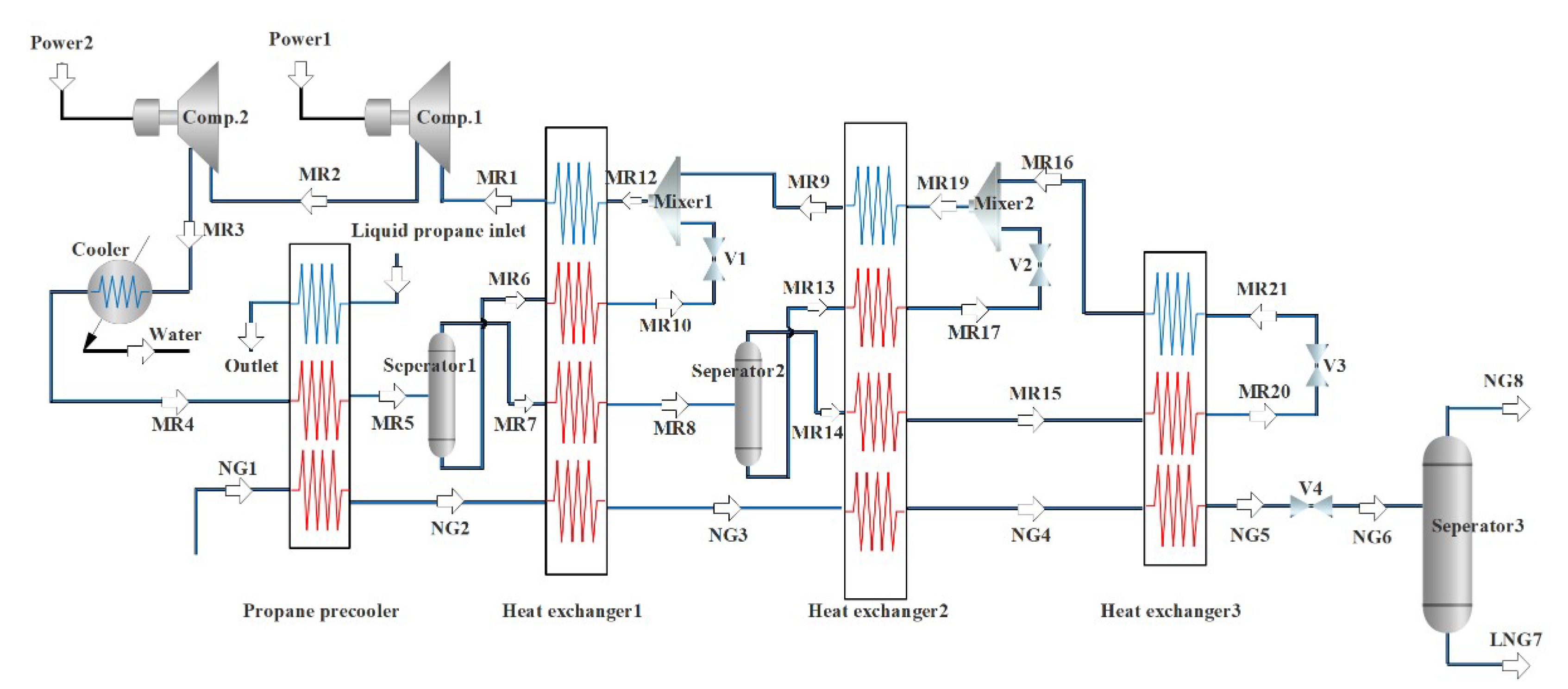
2. Research Object Description
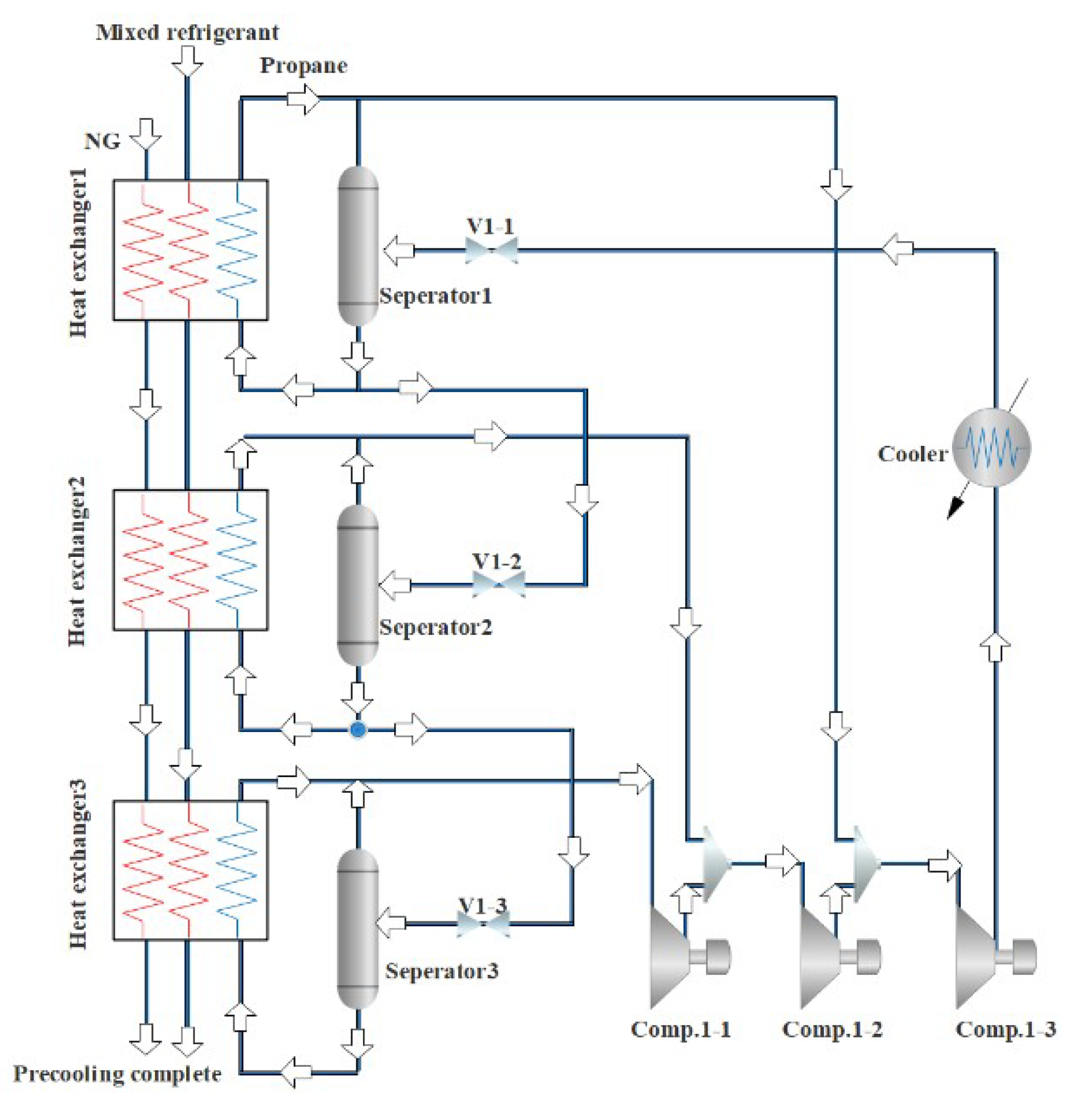
Figure 2 is a NG liquefaction flow chart of the system process. The process consists of three parts, i.e., the propane pre-cooling cycle, the NG liquefaction flow path, and the mixed refrigerant circulation circuit. In this liquefaction process, the propane pre-cooling cycle is used to pre-cool the mixed refrigerant and NG, and the mixed refrigerant cycle is mainly used for the liquefication of cryogenic NG. The detailed process can be divided into three parts. Firstly, a brief introduction to the propane pre-cooling cycle is provided, as shown in
Figure 3. Propane passes through three temperature zones in the heat exchangers to provide cooling for NG and mixed refrigerants. The propane is successively compressed by the compressor to a high temperature and high pressure, cooled by the cooling water, passed through a throttle valve to reduce the temperature and pressure, and then produces two phases (i.e., gas and liquid) in a separator. The gas phase returns to the compressor, and the liquid phase is divided into two parts. Part of the liquid is used to cool the NG and the mixed refrigerant, and the rest liquid is used as the refrigerant in the subsequent processes. Since the propane pre-cooling process is an auxiliary process of natural gas liquefaction in this paper, for details, please refer to the literature [
36].
Secondly, the propane precooling system is shown in the
Figure 2 as a three-step heat exchanger. NG-1 is cooled by the propane pre-cooling, heat exchanger 1 (high-temperature heat exchanger), heat exchanger 2 (medium-temperature heat exchanger), and heat exchanger 3 (low-temperature heat exchanger). Then it is throttled and depressurized by the throttle valve V4, and enters separator 3. Then the normal pressure LNG product is obtained at the bottom of separator 3 for subsequent storage and transportation. Thirdly, the mixed refrigerant is compressed to a high pressure by a two-stage compressor, and it is cooled with water to take away a part of the heat. Then, it is pre-cooled by a propane pre-cooling cycle. After the pre-cooling, it enters gas–liquid separator 1 and becomes the liquid phase and the gas-phase. Heat exchanger 2 is provided with a cooling capacity. The NG and the mixed refrigerant in the gaseous and liquid phases exiting separator 2 are cooled. The gas-phase refrigerant coming out of heat exchanger 1 is cooled by heat exchanger 2 and then throttled and cooled to enter heat exchanger 3 to cool the NG and gas phase mixed refrigerant. The cooling capacity of the above heat exchangers 1, 2, and 3 is provided by a mixed refrigerant cycle consisting of N
2, CH
4, C
2H
6, and C
3H
8. The low-pressure gaseous mixed refrigerant MR1 from heat exchanger 1 is first compressed in the compressor. It is cooled to high pressure by propane pre-cooling to enter separator 1, and then separated into a liquid phase MR6 and a vapor phase MR7 in separator 1. After the liquid phase is produced, MR6 is subcooled by heat exchanger 1, the throttling refrigeration becomes MR12. Similarly, the vapor phase MR14 enters heat exchanger 2 after cooling and liquefaction, subcooling, and throttling cooling. After cooling and reheating, it becomes MR19. Finally, the MR9 is mixed with the previous MR10 into heat exchanger 1 to provide a cooling capacity, and the reheated gaseous mixture MR1 is re-entered into the compressor inlet to complete a refrigeration cycle.
5. Conclusions
In this paper, the stepped cycle and mixed refrigerant cycle are combined to establish the model of the propane pre-cooled mixed refrigerant cycle, and a corresponding exergy analysis is performed on the basis of the heat-phase equilibrium and thermodynamics model with ASPEN and MATLAB. By means of the combined analysis of the parameter sensitivity and exergy, this study finds the breakthrough point of process reformation, determines the best parameters of the process, analyzes the effective energy of each device, and addresses the loss reduction issue for the process optimization. The major conclusions are summarized as follows.
(1) With the aid of Active X technology, data invocation between software is realized to overcome the problems of incomplete unit equipment models and process variable changes under limited degrees of freedom induced by a single commercial software lacking new physical property calculation methods. It effectively avoids the time-consuming iterative and trial-and-error methods used to find feasible solutions in conventional process design.
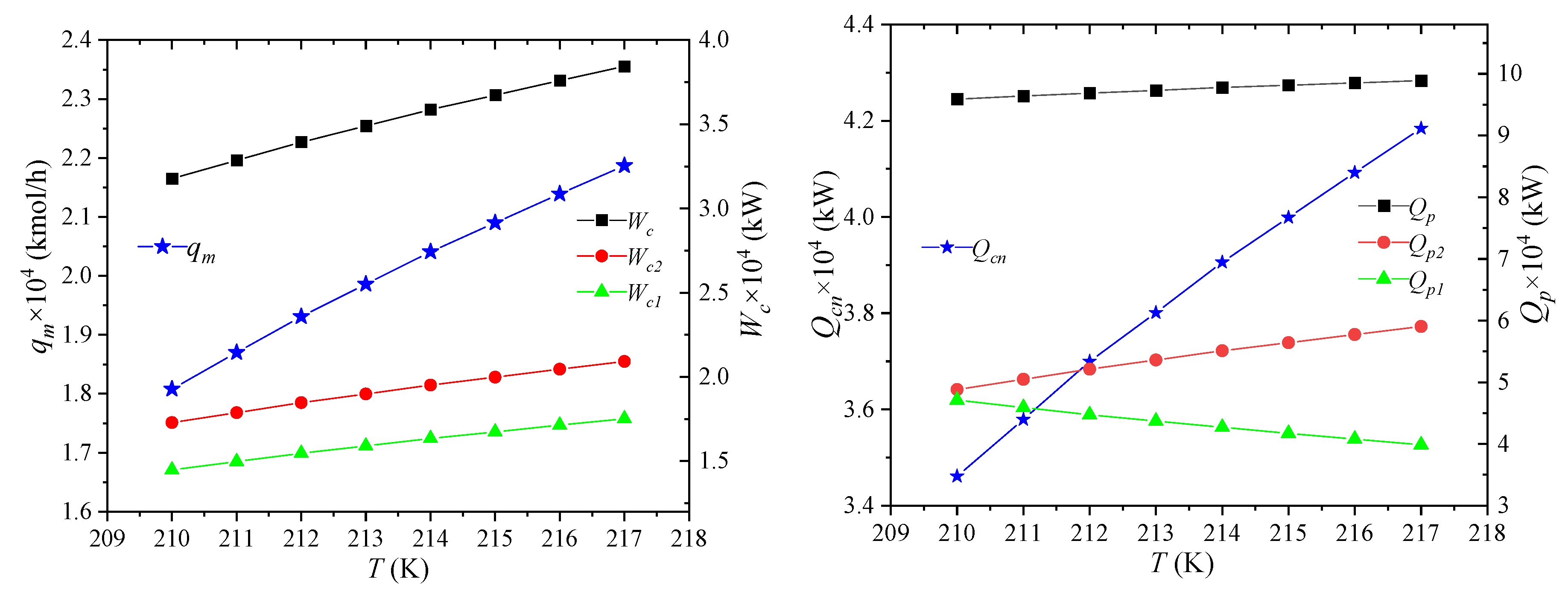
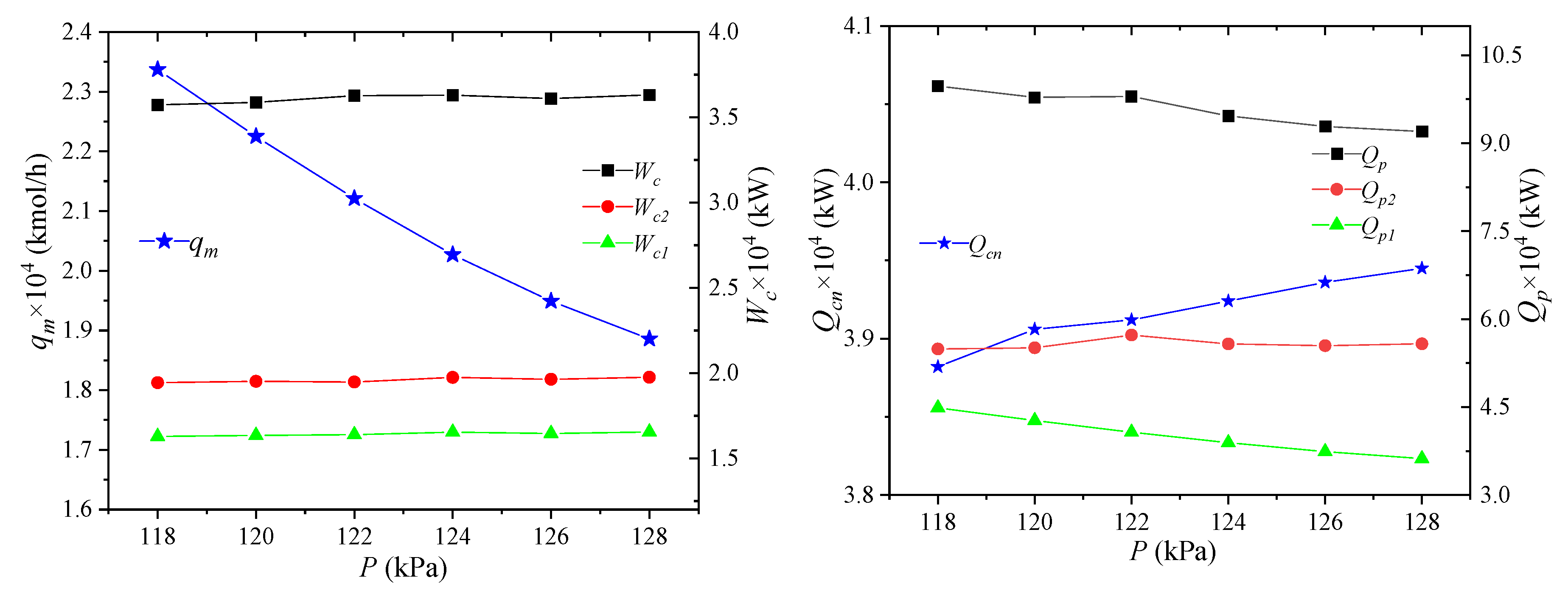
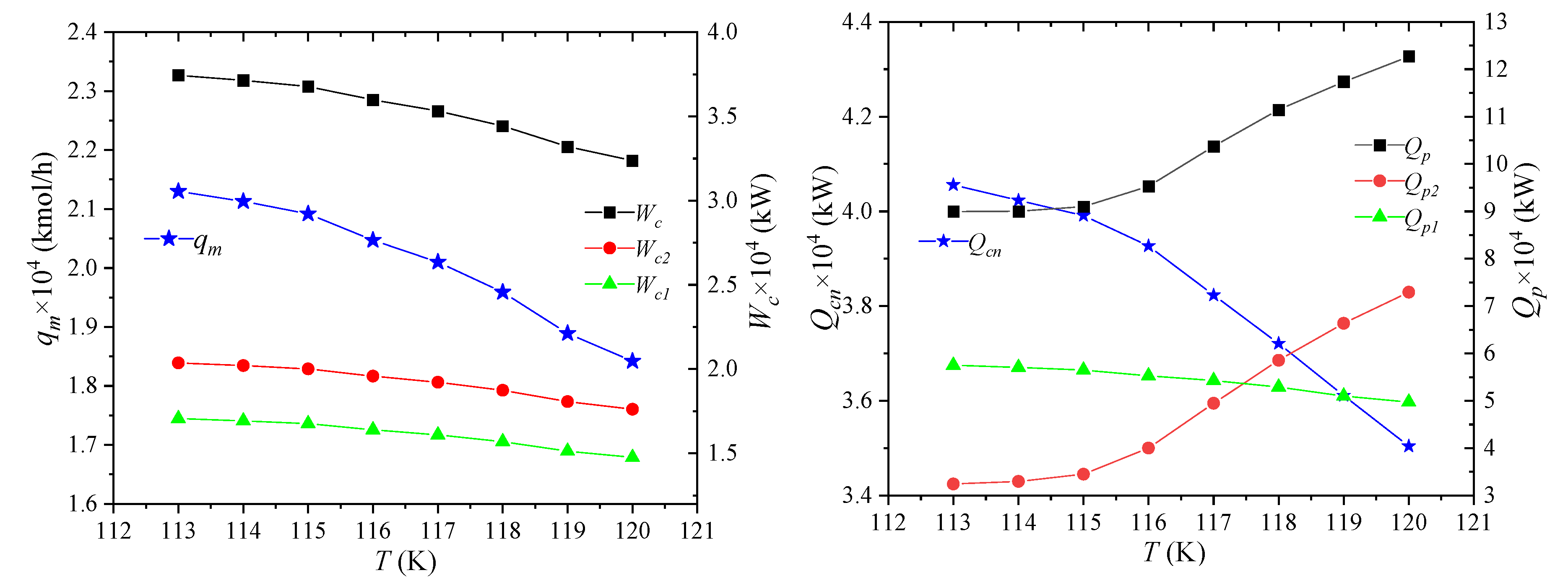
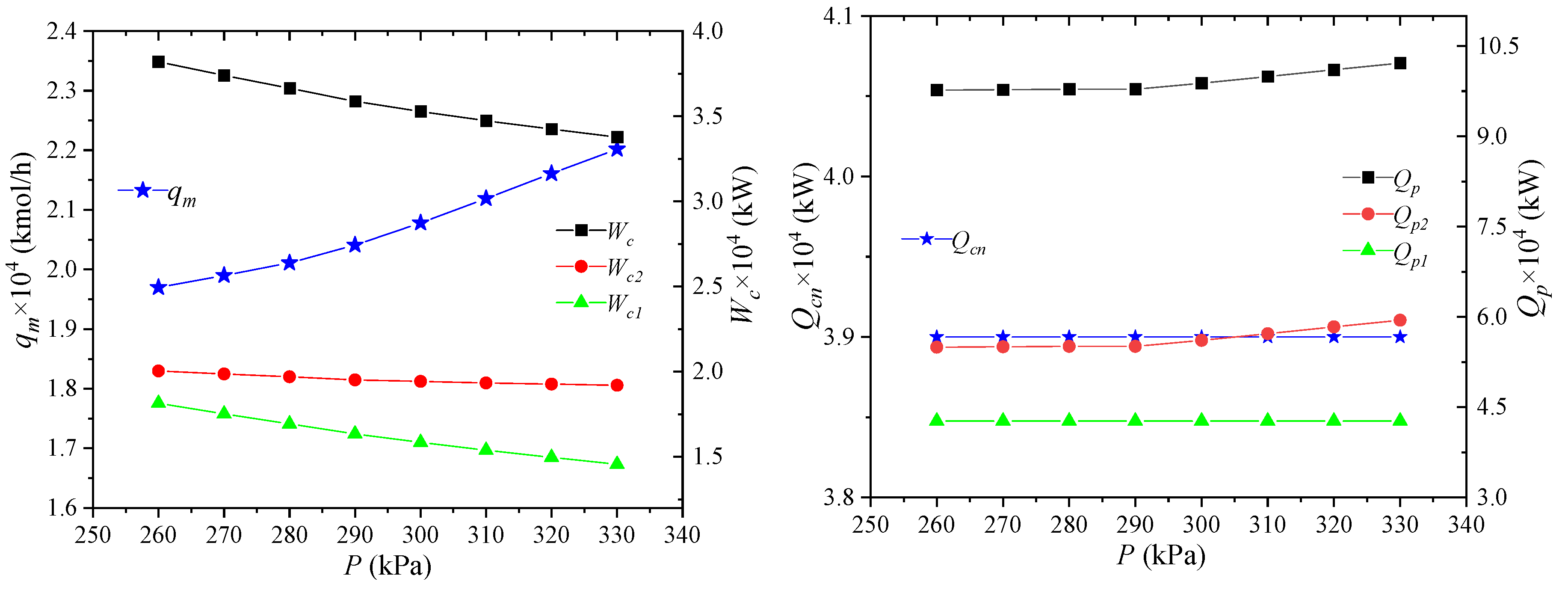
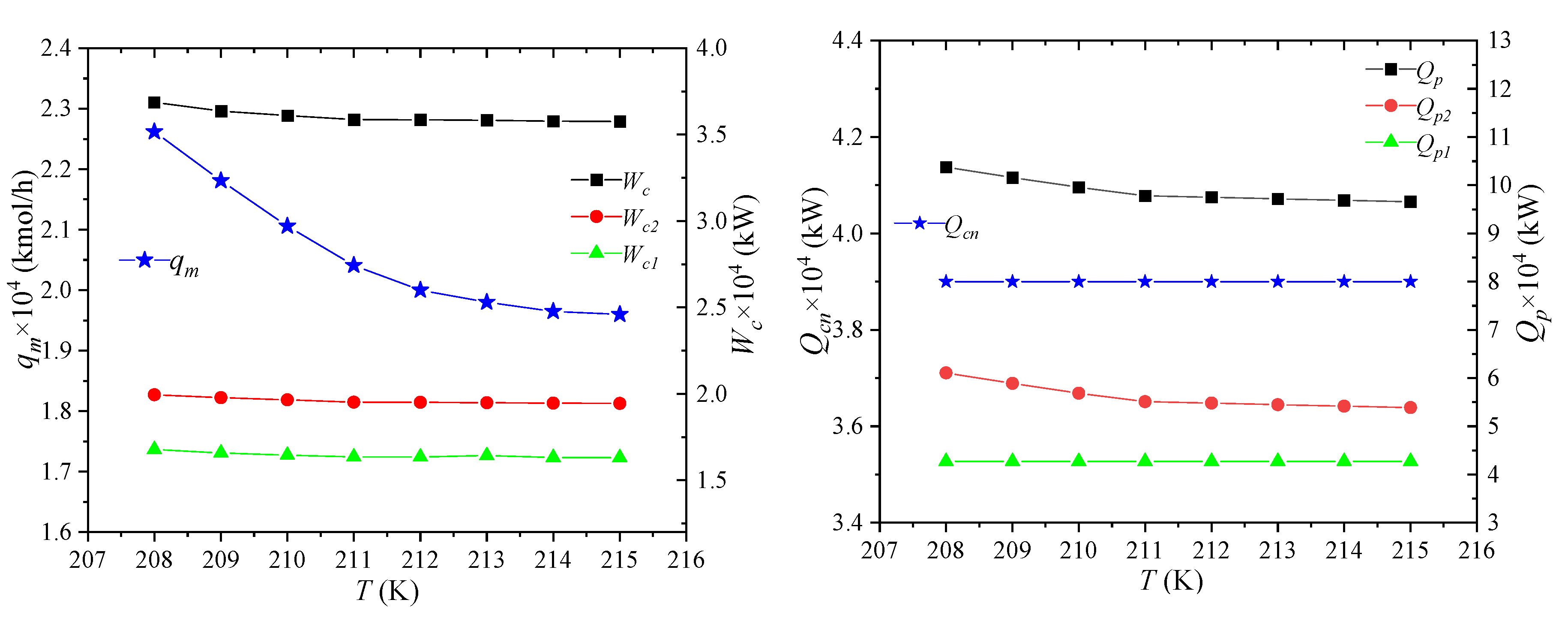
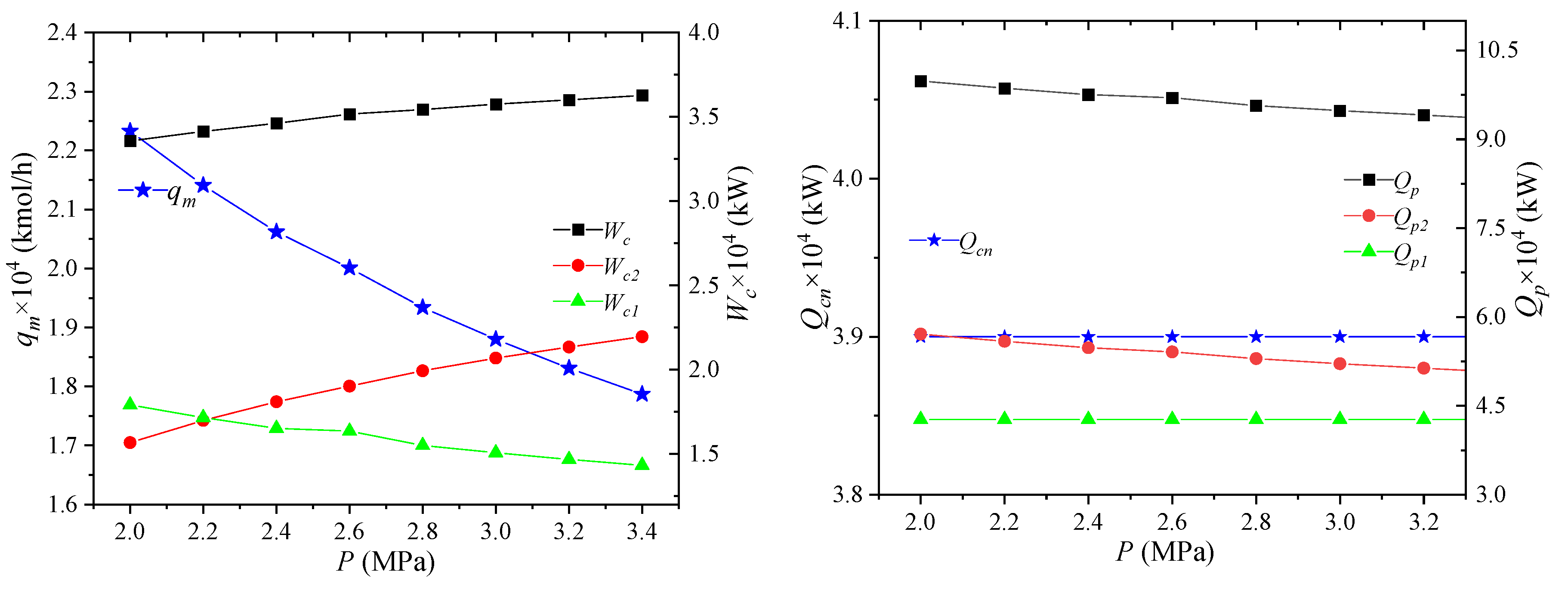
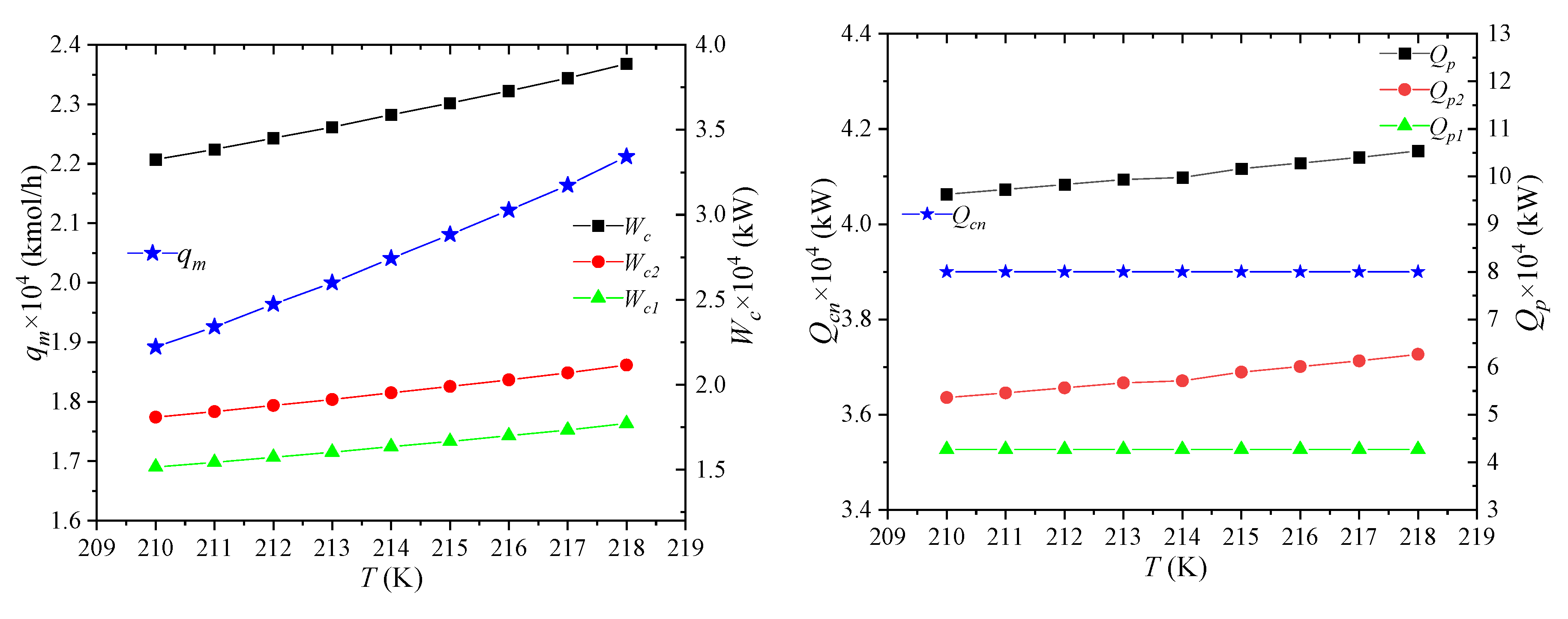
(2) The pressure and temperature of the pre-cooled NG have a greater impact on the flow of the mixed refrigerant, the power consumption of the compressor, the cooling capacity of the NG consumption, and the pre-cooling capacity of the propane. The effect on the pre-cooling capacity of the propane is particularly significant. The temperature and pressure of the low-pressure mixed refrigerant and the temperature and pressure of the high-pressure mixed refrigerant have little effect on the cooling capacity of NG consumption.
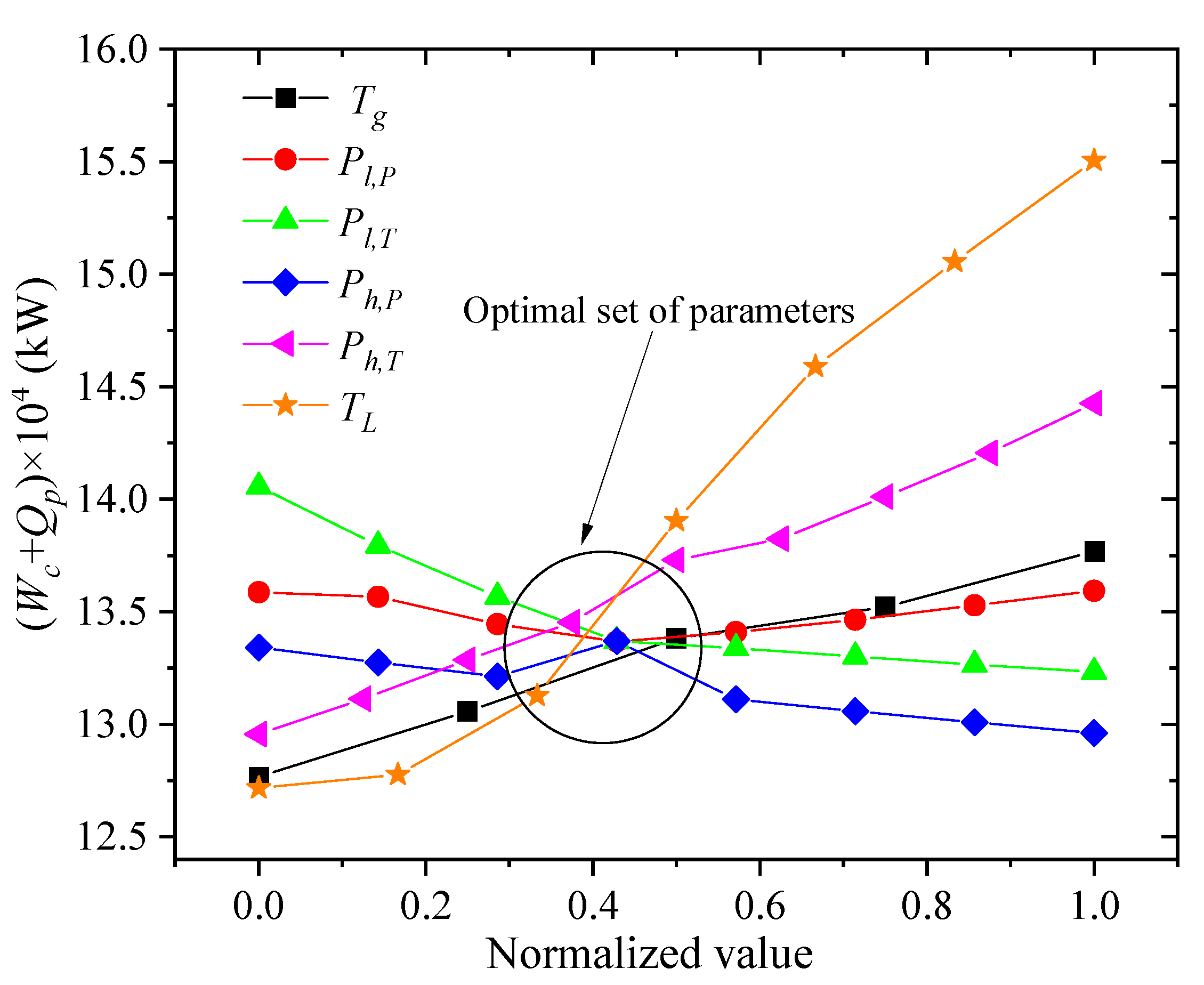
(3) A single variable method is developed on the basis of the parameter sensitivity analysis. Firstly, one selects a certain amount of change on the premise that the objective function is the smallest, and then uses this amount as the amount of other changes to minimize the objective function value. Finally, the parameter set of the optimal process can be found.
(4) The combined analysis of parameter sensitivity and exergy in the present study can not only effectively reduce the power consumption and pre-cooling amount, but also bring down the effective energy loss of each device in the process to a certain extent. The maximum reduction of throttling loss of the process is 60.14%, and the total exergy loss is reduced by 25.8%.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











