
A Suitable Shape of the Suction Head for a Cleaning Process in a Factory Developed by Computational Fluid Dynamics



Abstract
:1. Introduction
2. Theoretical Background
2.1. SST k-ω
2.2. LES
2.3. DPM
2.4. FW–H
3. Methodology
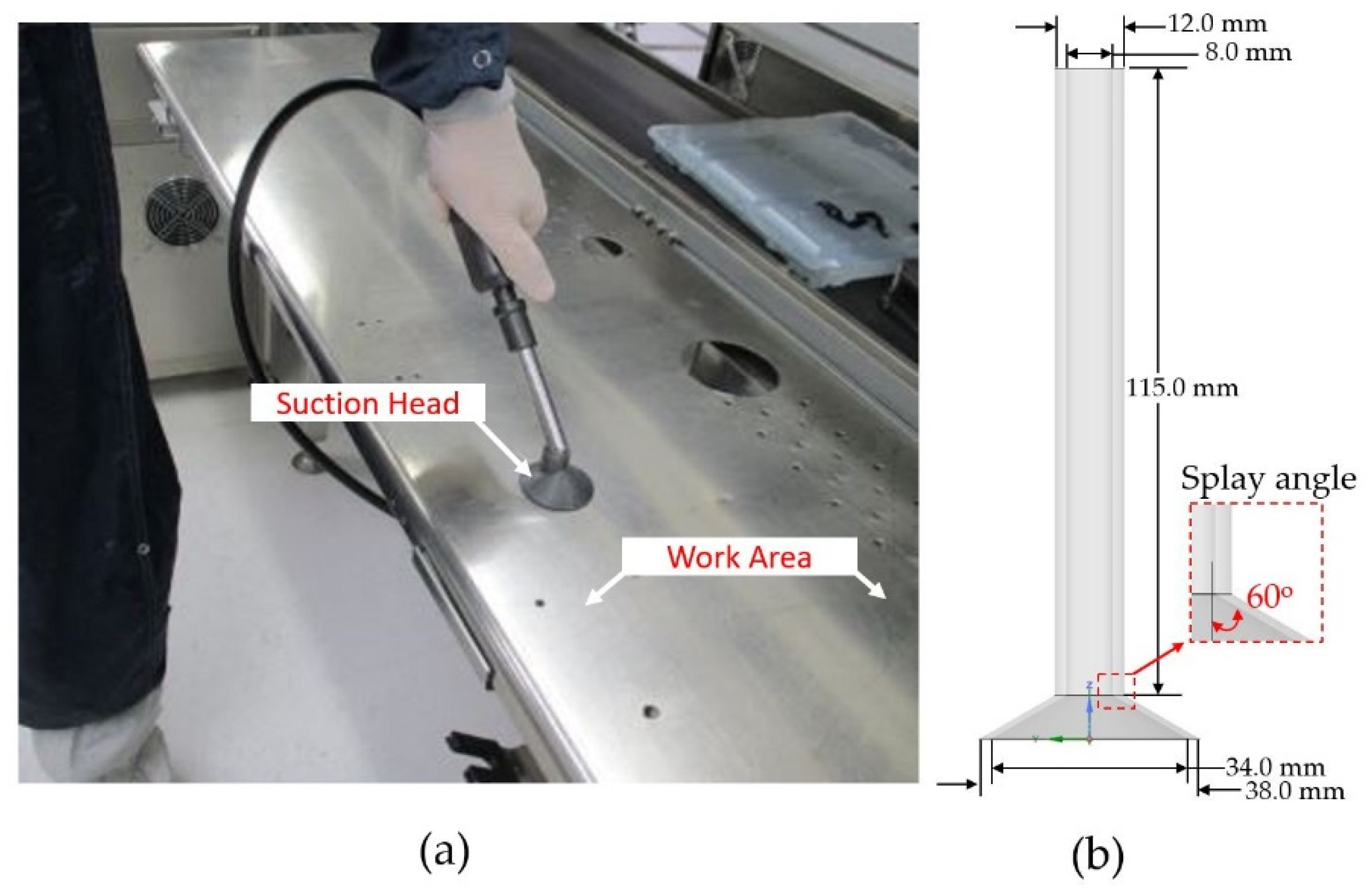
3.1. A Suction Head
3.2. Simulation
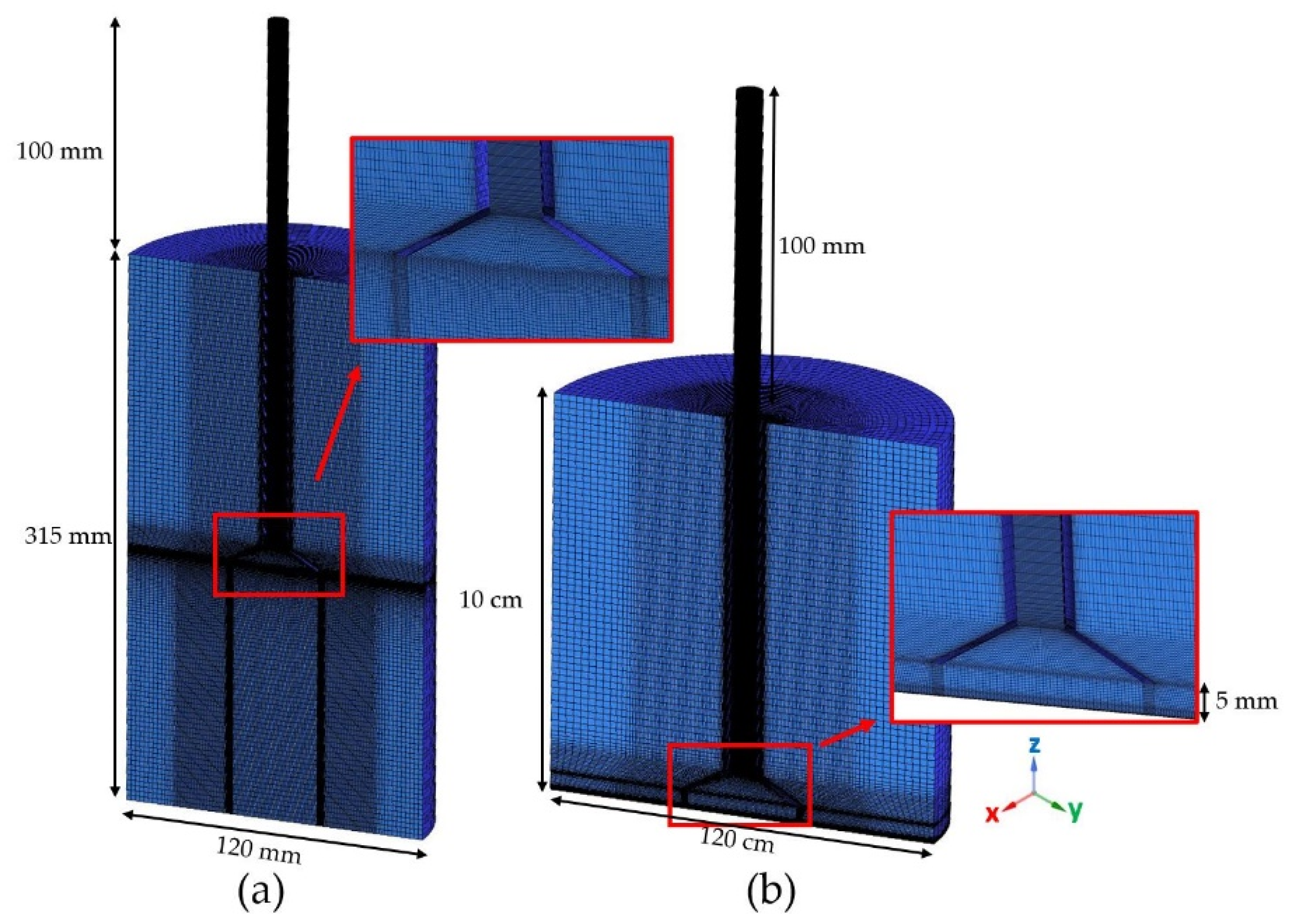
3.2.1. Mesh Models
3.2.2. Boundary Conditions
3.2.3. Software Settings
3.3. Experiment
4. Results and Discussion
4.1. Validation
4.2. A Suitable SH Shape
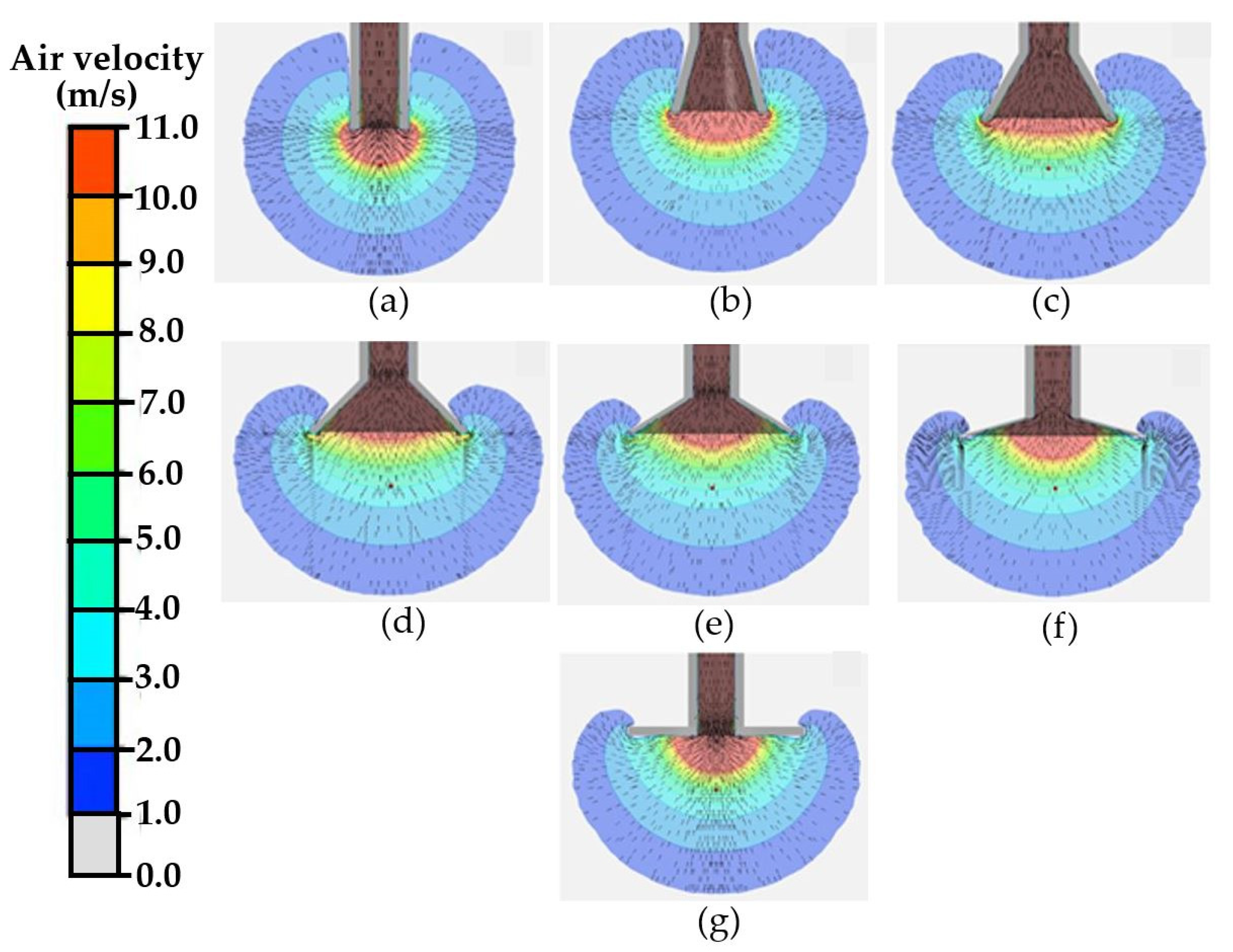
4.2.1. Suction Performance
4.2.2. Noise Generation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ISO. Cleanrooms and Associated Controlled Environment—Part 1: Classification of Air Cleanliness; ISO No. 146441-1; ISO: Geneva, Switzerland, 1999. [Google Scholar]
- Thongsri, J. A Successful CFD-Based Solution to a Water Condensation Problem in a Hard Disk Drive Factory. IEEE Access 2017, 5, 10795–10804. [Google Scholar] [CrossRef]
- Sandle, T. Distribution of Particles within the Cleanroom: A Review of Contamination Control Considerations. J. GXP Compliance 2017, 21, 1–10. [Google Scholar]
- Naosungnoen, J.; Thongsri, J. Airflow and Temperature Simulation in a Big Cleanroom to Reduce Contamination in an HDD Manufacturing Factory. IOP Conf. Ser. Mater. Sci. Eng. 2018, 361, 012025. [Google Scholar] [CrossRef]
- Romano, F.; Milani, S.; Joppolo, C.M. Airborne Particle and Microbiological Human Emission Rate Investigation for Cleanroom Clothing Combinations. Build. Environ. 2020, 180, 106967. [Google Scholar] [CrossRef]
- Thongsri, J. A Problem of Particulate Contamination in an Automated Assembly Machine Successfully Solved by CFD and Simple Experiments. Math. Probl. Eng. 2017, 2017, 6859852. [Google Scholar] [CrossRef] [Green Version]
- Khaokom, A.; Thongsri, J.; Kaewkhaw, P. A CFD Investigation of Airflow in a Hard Disk Drive Production Line to Detect The Cause(s) of Contamination and Its Mitigation. In Proceedings of the 2017 IEEE 3rd International Conference on Engineering Technologies and Social Sciences (ICETSS), Bangkok, Thailand, 7–8 August 2017; pp. 1–4. [Google Scholar]
- Puangburee, L.; Busayaporn, W.; Kaewbumrung, M.; Thongsri, J. Evaluation and Improvement of Ventilation System Inside Low-Cost Automation Line to Reduce Particle Contamination. ECTI Trans. Electr. Eng. Electron. Commun. 2020, 18, 35–44. [Google Scholar] [CrossRef] [Green Version]
- Zhivov, A.; Skistad, H.; Mundt, E.; Posokhin, V.; Ratcliff, M.; Shilkrot, E.; Strongin, A.; Li, X.; Zhang, T.; Zhao, F.; et al. Chapter 7—Principles of Air and Contaminant Movement Inside and Around Buildings. In Industrial Ventilation Design Guidebook, 2nd ed.; Goodfellow, H.D., Kosonen, R., Eds.; Academic Press: Cambridge, MA, USA, 2020; pp. 245–370. [Google Scholar]
- Jai-Ngam, N.; Tangchaichit, K. Simulation of Airflow inside a Computer Hard Disk Drive to Develop an Impinging Air Jet Particle Detachment System for Cleaning Head Stack Assemblies. IEEE Trans. Magn. 2018, 54, 1–8. [Google Scholar] [CrossRef]
- Yimsiriwatana, N.; Jearsiripongkul, T. Airflow Simulation of Particle Suction in Hard Disk Drives Manufacturing Process. Int. Rev. Model. Simul. 2011, 4, 429–435. [Google Scholar]
- Khongsin, J.; Thongsri, J. Numerical Investigation on the Performance of Suction Head in a Cleaning Process of Hard Disk Drive Factory. ECTI Trans. Electr. Eng. Electron. Commun. 2020, 18, 28–34. [Google Scholar] [CrossRef] [Green Version]
- Dalla, V.J.M. Exhaust Hoods; Industrial Press: New York, NY, USA, 1952. [Google Scholar]
- Garrison, R.P. Nozzle Performance and Design for High Velocity/Low Volume Exhaust Ventilation; ProQuest Information & Learning: Ann Arbor, MI, USA, 1977. [Google Scholar]
- Fletcher, B. Centreline Velocity Characteristics of Rectangular Unflanged Hoods and Slots Under Suction*©. Ann. Occup. Hyg. 1977, 20, 141–146. [Google Scholar] [CrossRef] [PubMed]
- Tyaglo, I.G.; Shepelev, I.A. Air Flow Near Exhaust Opening. Vodosnabzheniye i Sanitarnaya Tekhnika 1970, 5, 24–25. [Google Scholar]
- Posokhin, V.N.; Zhivov, A.M. Principles of Local Exhaust Design. In Proceedings of the 5th International Symposium on Ventilation for Contaminant Control, Ottawa, ON, Canada, 14–17 September 2021; Canadian Environment Industry Association: Ottawa, ON, Canada, 1997; Volume 1. [Google Scholar]
- He, X.; Lewis, B.V.; Guffey, S.E. Experimental Study on Centerline Velocities of a Rectangular Capture Hood Under Realistic Conditions. J. Occup. Environ. Hyg. 2018, 15, 125–132. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Wang, J.; Gao, J.; Xie, M.; Cao, C.; Lv, L.; Zeng, L. Experimental and Numerical Study of The Effect of Perimeter Jet Enhancement on The Capture Velocity of a Rectangular Exhaust Hood. J. Build. Eng. 2020, 33, 101652. [Google Scholar] [CrossRef]
- Ansys Inc. Chapter 16 Discrete phase. In Ansys Fluent 17.1, User’s Guide; Ansys Inc.: Canonsburg, PA, USA, 2016. [Google Scholar]
- Cianferra, M.; Ianniello, S.; Armenio, V. Assessment of Methodologies for The Solution of The Ffowcs Williams and Hawkings Equation Using LES of Incompressible Single-phase Flow Around a Finite-size Square Cylinder. J. Sound Vib. 2019, 453, 1–24. [Google Scholar] [CrossRef]
- Lallier-Daniels, D.; Piellard, M.; Coutty, B.; Moreau, S. Aeroacoustic Study of an Axial Engine Cooling Module Using Lattice-Boltzmann Simulations and The Ffowcs Williams and Hawkings’ Analogy. Eur. J. Mech. B/Fluids 2017, 61, 244–254. [Google Scholar] [CrossRef]
- Zhiyin, Y. Large-Eddy Simulation: Past, present and the future. Chin. J. Aeronaut. 2015, 28, 11–24. [Google Scholar] [CrossRef] [Green Version]
- Ansys Inc. Chapter 15 Aerodynamically Generated Noise. In Ansys Fluent 17.1, User’s Guide; Ansys Inc.: Canonsburg, PA, USA, 2016. [Google Scholar]
- Ansys Inc. Chapter 4 Turbulence. In Ansys Fluent 17.1, User’s Guide; Ansys Inc.: Canonsburg, PA, USA, 2016. [Google Scholar]
- Ansys Inc. Chapter 18 Multiphase Flows. In Ansys Fluent 17.1, User’s Guide; Ansys Inc.: Canonsburg, PA, USA, 2016. [Google Scholar]
- Jansaengsuk, T.; Kaewbumrung, M.; Busayaporn, W.; Thongsri, J. A Proper Shape of the Trailing Edge Modification to Solve a Housing Damage Problem in a Gas Turbine Power Plant. Processes 2021, 9, 705. [Google Scholar] [CrossRef]
- Castle Group. What Is Leq and How Is It Measured. Available online: https://www.castlegroup.co.uk/what-is-leq/ (accessed on 2 September 2021).
- Brown, P.; Biggs, T.; Crossley, E.; Singh, T. The Accuracy of iPhone Applications to Monitor Environmental Noise Levels. Laryngoscope 2020, 131. [Google Scholar] [CrossRef]
- Kardous, C.A.; Shaw, P.B. Evaluation of Smartphone Sound Measurement Applications (apps) Using External Microphones—A Follow-up Study. J. Acoust. Soc. Am. 2016, 140, EL327–EL333. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solver | Pressure Based (Transient) |
|---|---|
| Turbulence model | SST k-ω |
| Solution method | Coupled (Second-order upwind) |
| Residual | 1 × 10−4 |
| Time step size | 1 × 10−3 s |
| Number of time steps (20 iteration/time steps) | 3000 steps |
| Solver | Pressure Based (Transient) |
|---|---|
| Turbulence model | Large Eddy Simulation (LES) |
| Solution method | Non-Iterative Time Advancement method |
| The pressure-velocity coupling method: Fractional Step | |
| Pressure spatial discretization: linear | |
| The gradient discretization: Least squares cell-based scheme | |
| The momentum: Bounded Central Differencing | |
| Transient Formulation: Second-Order Implicit | |
| Acoustic model | Ffowcs William and Hawkings (FW–H) |
| Acoustic source: source zone: nozzle wall | |
| Number of time steps per file = 1000 | |
| Residual | 1 × 10−4 |
| Time step size | 5 × 10−6 s |
| Number of time steps (10 iteration/time steps) | 10,000 steps |
| 1/3 Octave Band Frequency (Hz) | LAeq (dBA) | ||||||
|---|---|---|---|---|---|---|---|
| 15° | 45° | 90° | |||||
| Exp. (Standard) | Sim. (Discrepancy%) | Exp. | Sim. | Exp. | Sim | Exp. | Sim. |
| 890.9–1125.5 (1000) | 1006 (0.6%) | 54.2 ± 5.1 | 55.6 | 32.2 ± 7.2 | 34.2 | 69.2 ± 5.5 | 72.5 |
| 1122.6–1414.2 (1250) | 1260 (0.8%) | 50.2 ± 4.7 | 54.5 | 32.4 ± 6.1 | 34.9 | 68.4 ± 5.2 | 71.7 |
| 1414.3–1781.8 (1600) | 1600 (0.0%) | 53.1 ± 4.8 | 54.2 | 30.2 ± 6.0 | 31.3 | 67.5 ± 5.7 | 71.8 |
| 1781.9–2244.9 (2000) | 2020 (1.0%) | 54.0 ± 5.2 | 56.1 | 29.8 ± 5.3 | 32.8 | 67.8 ± 5.3 | 70.3 |
| 2245.0–2828.4 (2500) | 2520 (0.8%) | 53.2 ± 4.8 | 56.9 | 27.9 ± 6.8 | 30.3 | 68.2 ± 5.4 | 71.6 |
| 2828.5–3563.6 (3150) | 3175 (0.8%) | 53.4 ± 5.0 | 57.3 | 27.5 ± 5.4 | 28.9 | 67.8 ± 5.3 | 72.9 |
| 3563.6–4489.8 (4000) | 4010 (0.3%) * | 50.3 ± 4.7 | 52.9 | 27.8 ± 6.7 | 28.6 | 70.3 ± 5.5 | 73.9 |
| Total LAeq | 53.6 ± 5.6 * | 55.6 | 30.8 ± 4.6 * | 32.2 | 69.2 ± 6.1 * | 72.2 | |
| Splay Angle | Cleaning Performance | Total LAeq (dB) | |
|---|---|---|---|
| Cleaning Region (mm2) | Particle Removing Performance (%) | ||
| 0° | 60 | 52.37 | 68.3 |
| 15° | 100 | 63.79 | 55.6 |
| 30° | 150 | 74.86 | 43.3 |
| 45° | 190 | 79.23 | 32.2 |
| 60° | 220 | 82.61 | 46.8 |
| 75° | 270 | 84.66 | 60.6 |
| 90° | 90 | 57.74 | 72.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thongsri, J.; Tangsopa, W.; Khongsin, J. A Suitable Shape of the Suction Head for a Cleaning Process in a Factory Developed by Computational Fluid Dynamics. Processes 2021, 9, 1902. https://doi.org/10.3390/pr9111902
Thongsri J, Tangsopa W, Khongsin J. A Suitable Shape of the Suction Head for a Cleaning Process in a Factory Developed by Computational Fluid Dynamics. Processes. 2021; 9(11):1902. https://doi.org/10.3390/pr9111902
Chicago/Turabian StyleThongsri, Jatuporn, Worapol Tangsopa, and Jirawat Khongsin. 2021. "A Suitable Shape of the Suction Head for a Cleaning Process in a Factory Developed by Computational Fluid Dynamics" Processes 9, no. 11: 1902. https://doi.org/10.3390/pr9111902
APA StyleThongsri, J., Tangsopa, W., & Khongsin, J. (2021). A Suitable Shape of the Suction Head for a Cleaning Process in a Factory Developed by Computational Fluid Dynamics. Processes, 9(11), 1902. https://doi.org/10.3390/pr9111902