
Industrial Application of Mechanical Reduction on Continuous Casting of Bearing Steel Bloom

Abstract
:1. Introduction
2. Crater End Determination and Experimental Setup
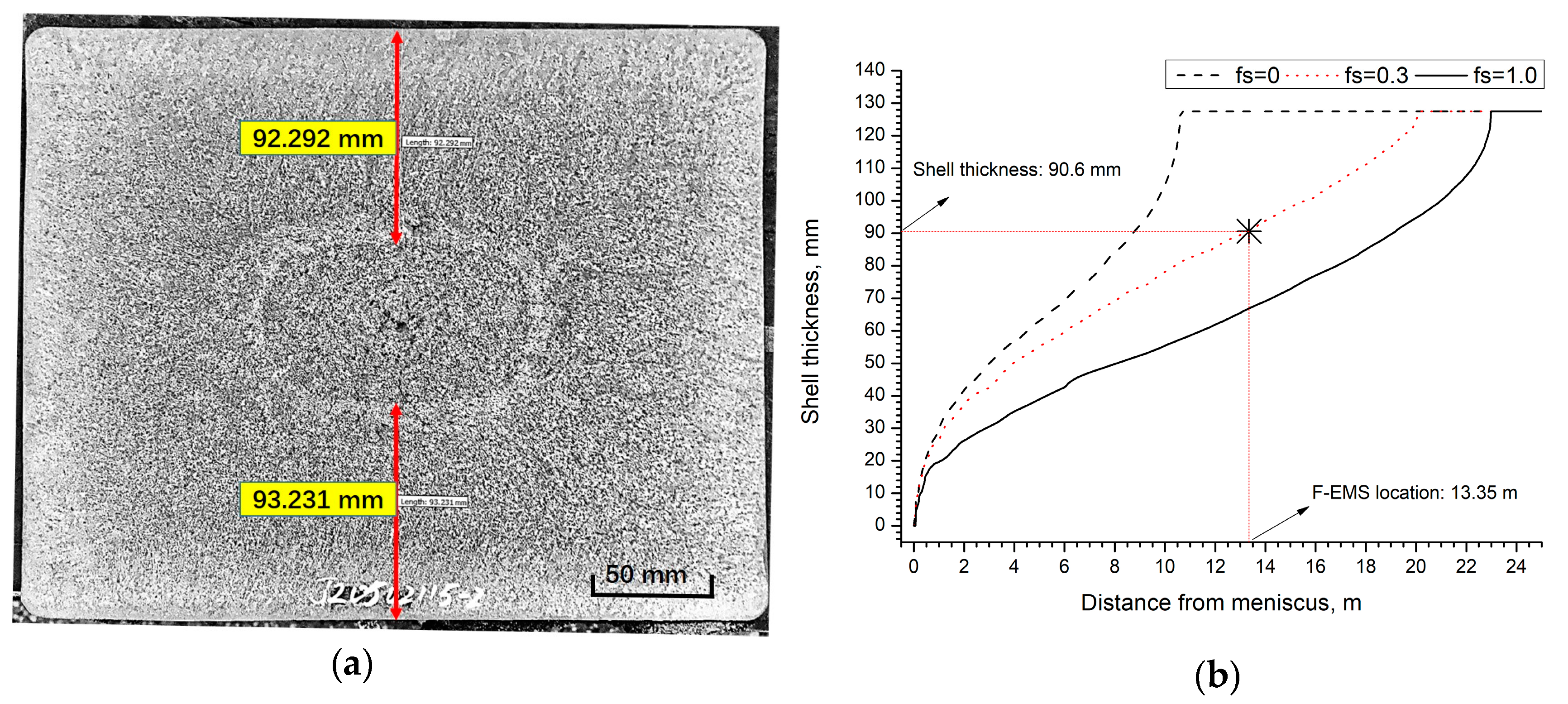
2.1. Model Validation
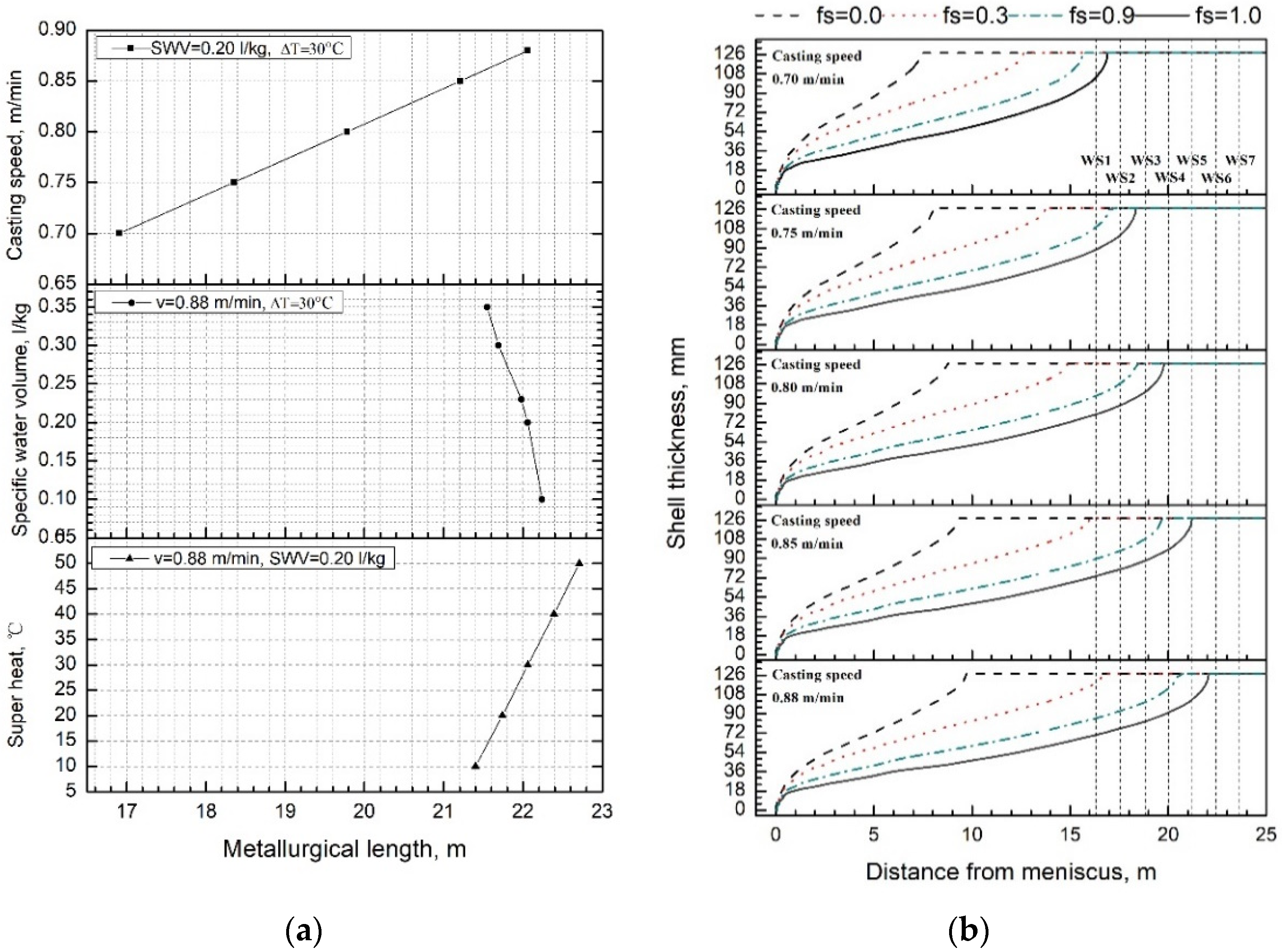
2.2. Model Application
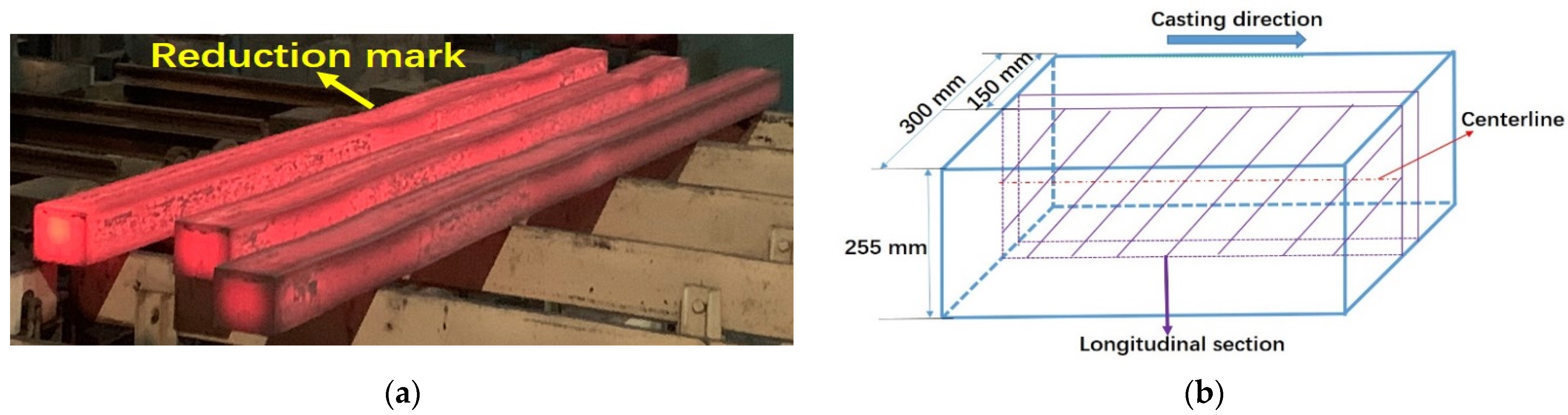
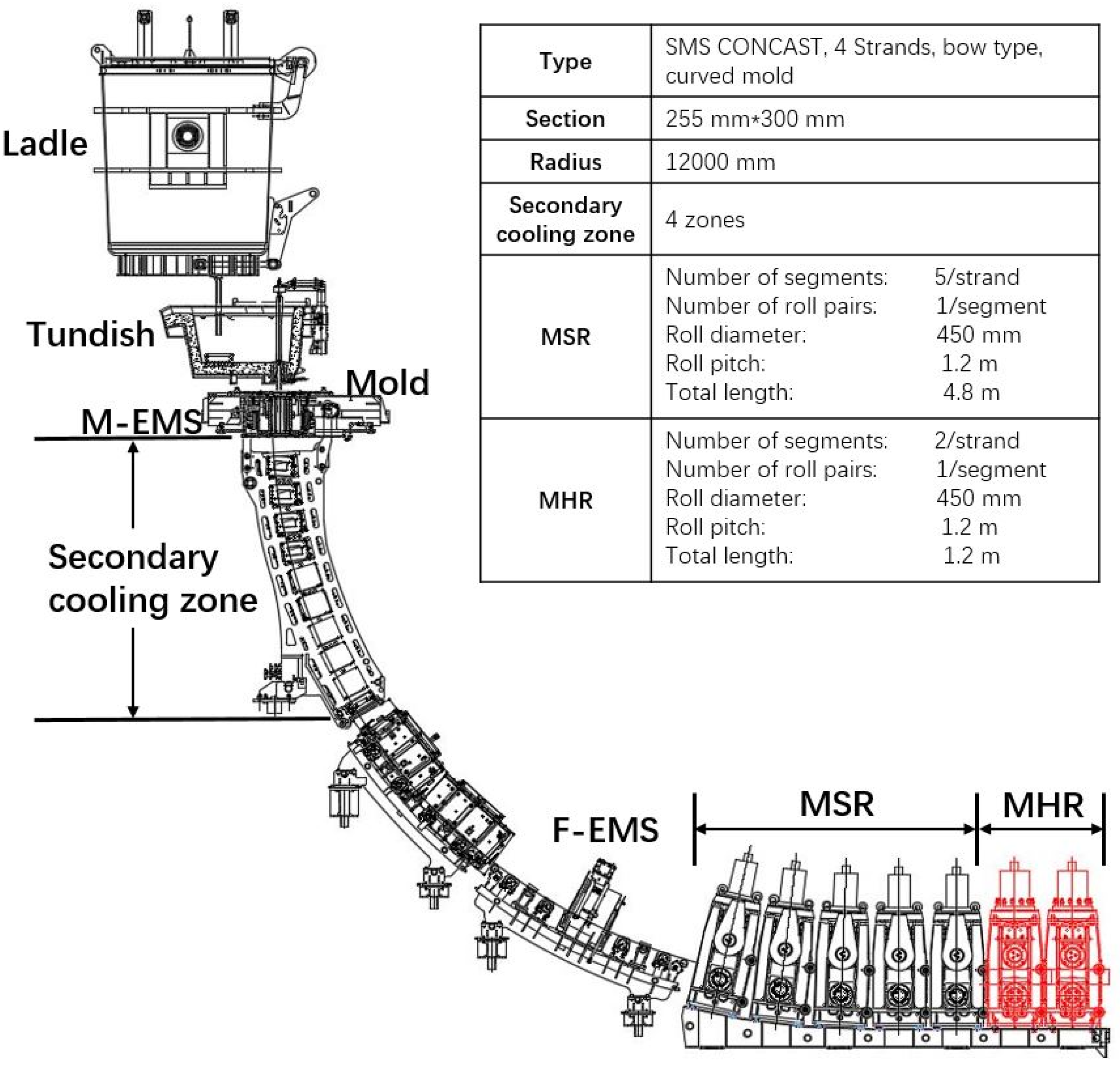
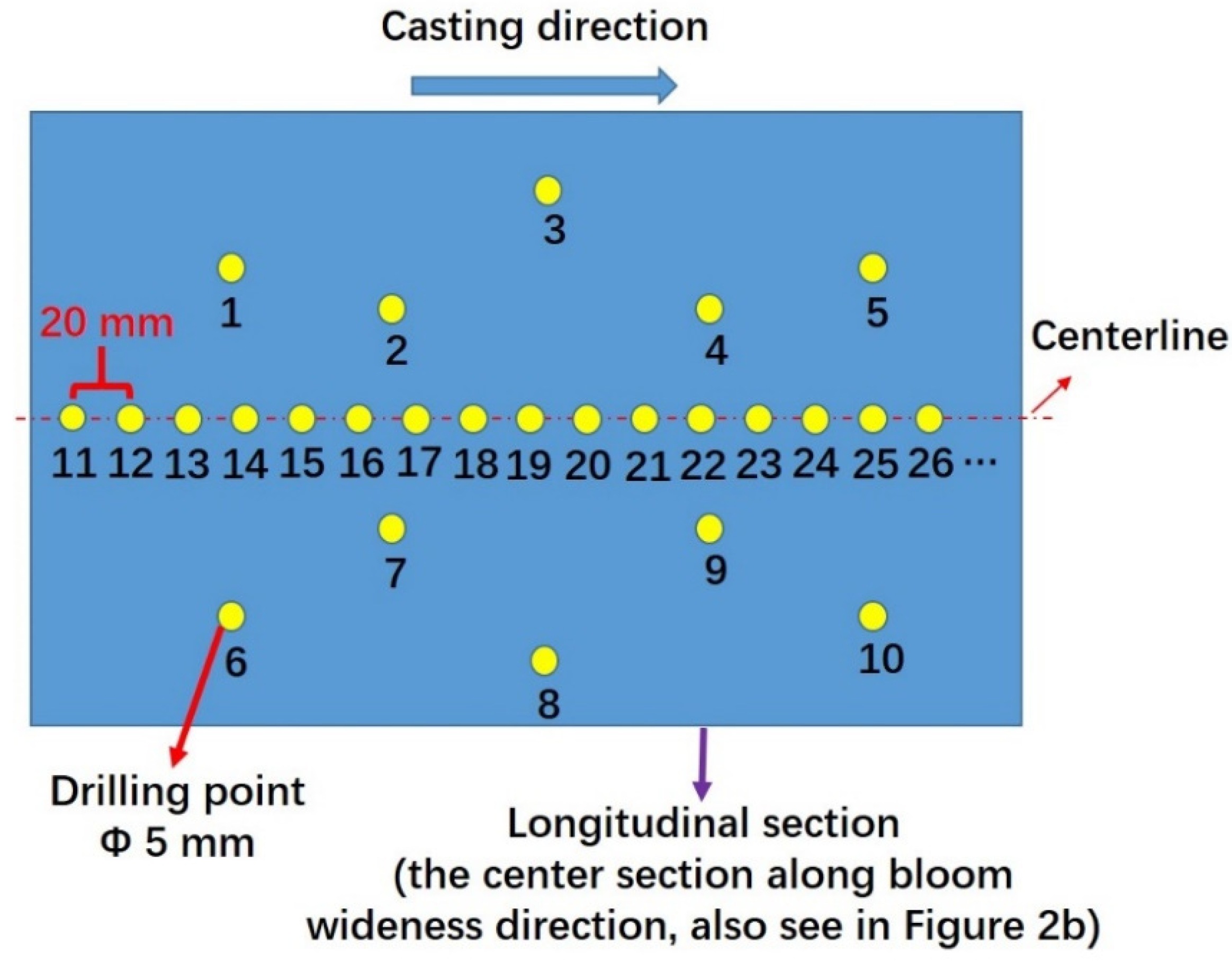
2.3. Caster Information and Experimental Scheme
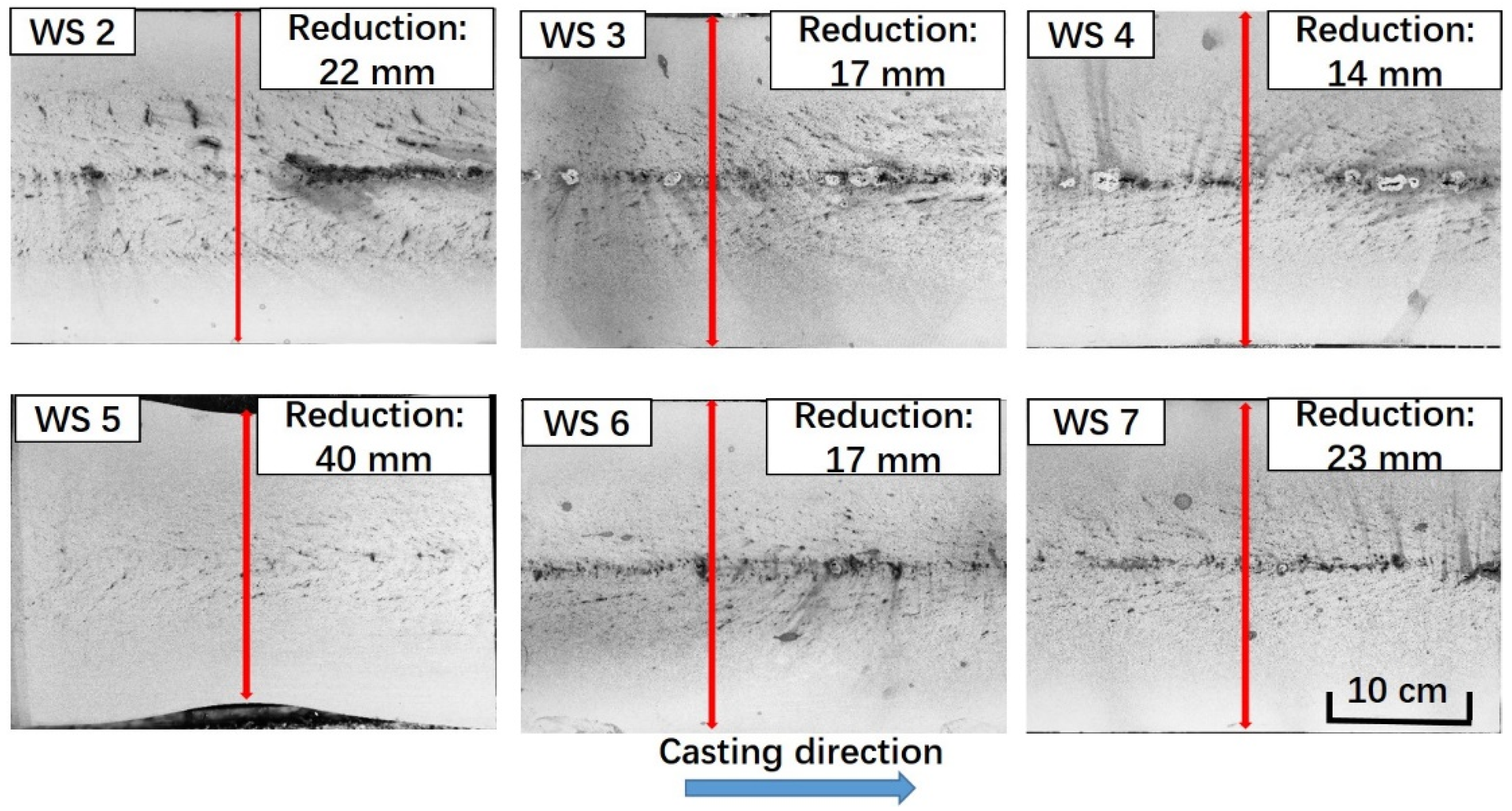
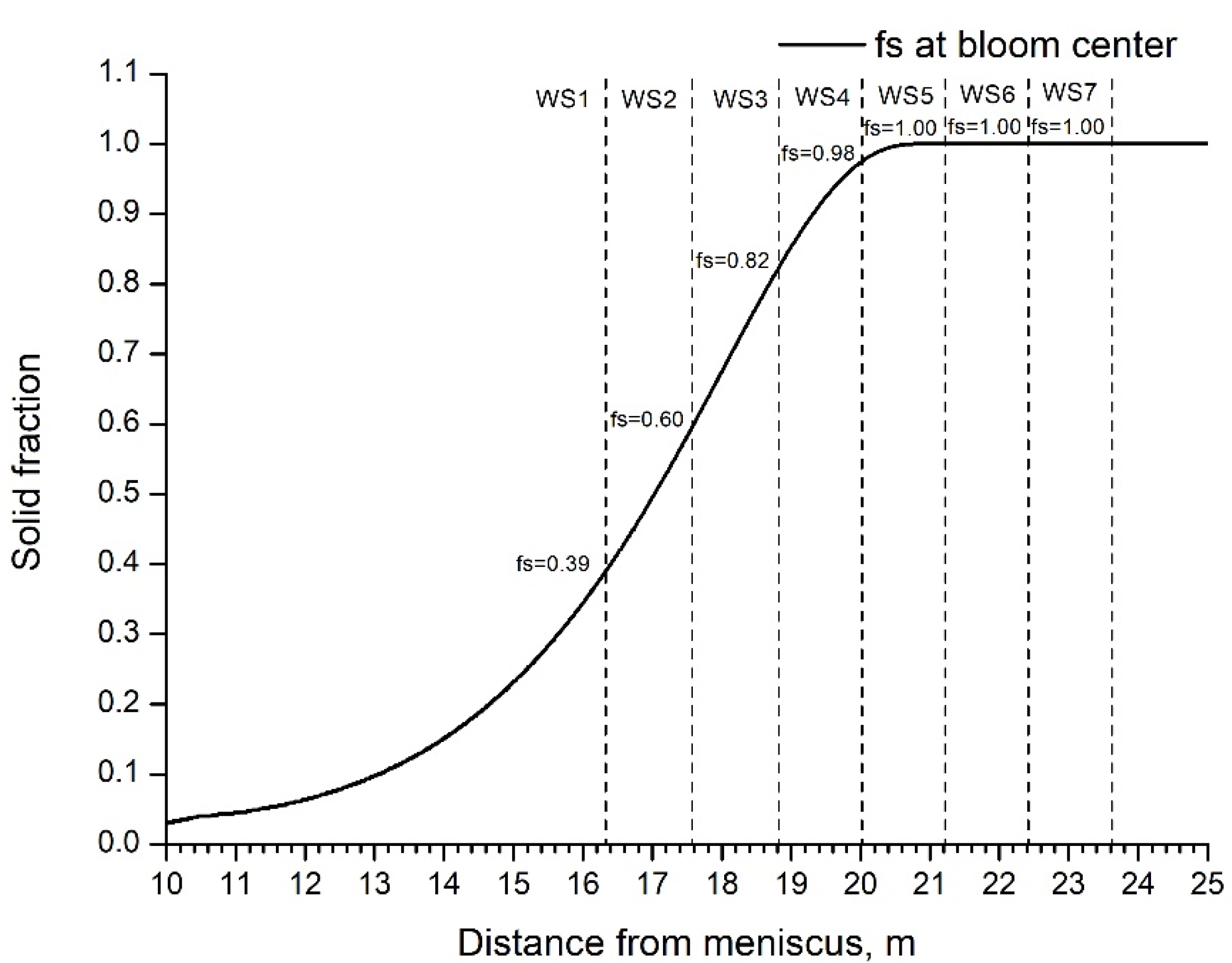
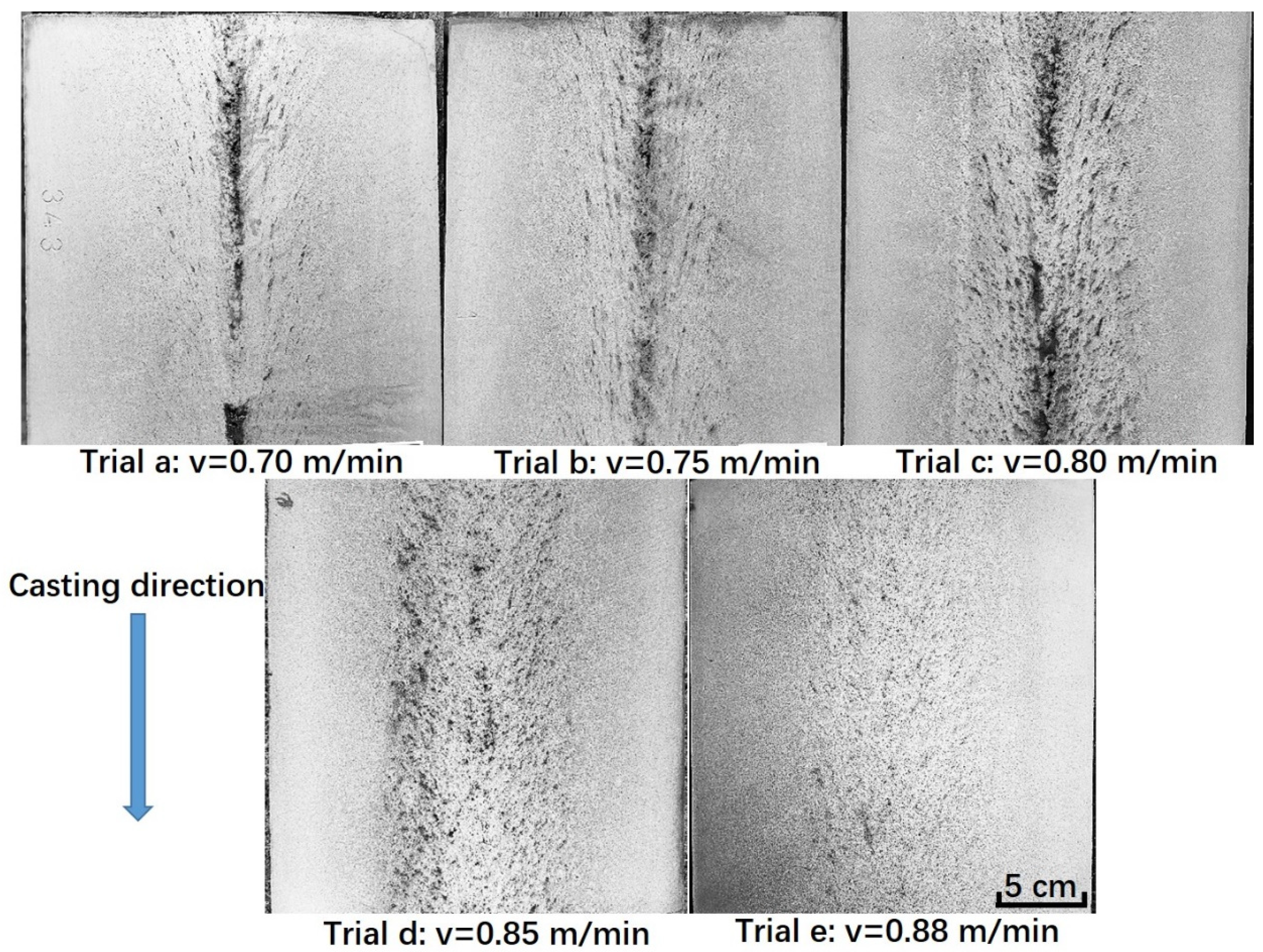
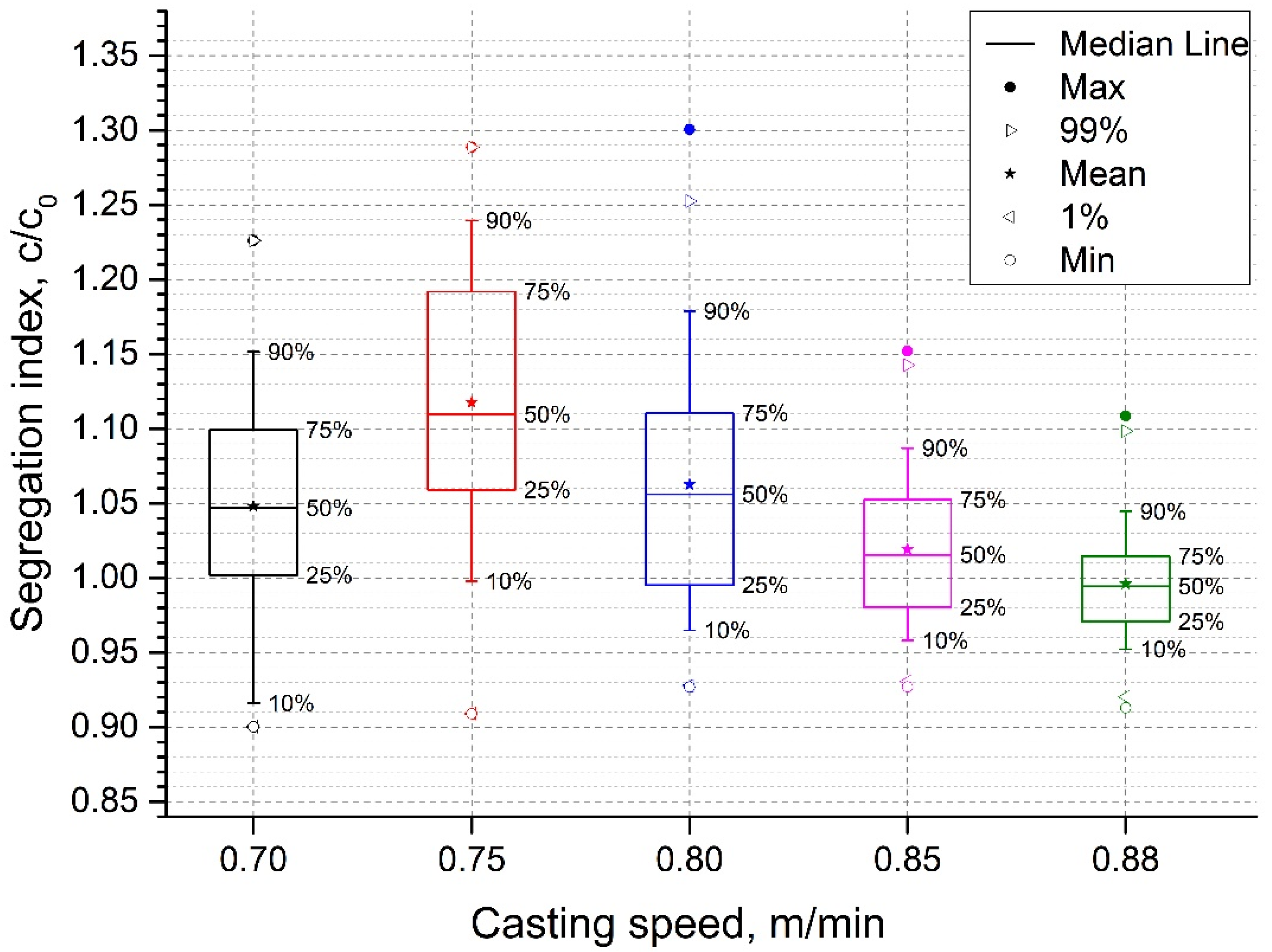
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Krauss, G. Solidification, segregation, and banding in carbon and alloy steels. Metall. Mater. Trans. B 2003, 34, 781–792. [Google Scholar] [CrossRef]
- Bode, O.; Schwerdtfeger, K.; Geck, H.G.; Höfer, F. Influence of casting parameters on void volume and centre segregation in continuously cast 100Cr6 blooms. Ironmak. Steelmak. 2008, 35, 137–145. [Google Scholar] [CrossRef]
- Sun, J.; Sheng, C.; Wang, D.P.; Zhang, Y.H.; Zhong, H.G.; Xu, Z.S.; Li, L.J.; Zhai, Q.J. Influence of pulsed magneto-oscillation on microstructure and mechanical property of rectangular 65Mn steel ingot. J. Iron Steel Res. Int. 2018, 25, 862–866. [Google Scholar] [CrossRef]
- Cui, L.X.; Lei, X.H.; Zhang, L.F.; Zhang, Y.X.; Yang, W.; Gao, Y.; Liu, Y.B.; Liu, N. Three-Dimensional Characterization of Defects in Continuous Casting Blooms of Heavy Rail Steel Using X-ray Computed Tomography. Metall. Mater. Trans. B 2021, 52, 2327–2340. [Google Scholar] [CrossRef]
- El-Bealy, M.O. Macrosegregation quality criteria and mechanical soft reduction for central quality problems in continuous casting of steel. Mater. Sci. Appl. 2014, 5, 724–744. [Google Scholar] [CrossRef] [Green Version]
- Wu, M.H.; Kharicha, A.; Ludwig, A. Discussion on modeling capability for macrosegregation. High Temp. Mater. Proc. 2017, 36, 531–539. [Google Scholar] [CrossRef]
- Bleck, W.; Wang, W.; Rülte, R. Influence of soft reduction on internal quality of high carbon steel billets. Steel Res. Int. 2006, 77, 485–491. [Google Scholar] [CrossRef]
- Li, B.; Zhang, Z.H.; Liu, H.S.; Luo, M.; Lan, P.; Tang, H.Y.; Zhang, J.Q. Characteristics and evolution of the spot segregations and banded defects in high strength corrosion resistant tube steel. Acta Metall. Sin. 2019, 55, 762–772. [Google Scholar]
- Zhang, Z.; LI, H.Y.; Zhou, L.; Liu, H.S.; Tang, H.Y.; Zhang, J.Q. As-Cast Spot Segregation of gear steel and Its evolution in the rolled products. Acta Metall. Sin. 2021, 57, 1281–1290. [Google Scholar]
- Tomono, H.; Hitomi, Y.; Ura, S.; Teraguchi, A.; Iwata, K.; Yasumoto, K. Mechanism of formation of the v-shaped segregation in the large section continuous cast bloom. Trans. ISIJ 1984, 24, 917–922. [Google Scholar] [CrossRef]
- Thome, R.; Harste, K. Principles of billet soft-reduction and consequences for continuous casting. ISIJ Int. 2006, 46, 1839–1844. [Google Scholar] [CrossRef] [Green Version]
- Suzuki, M.; Kimura, K.; Kawami, A.; Mizutani, M. Improvement in center segregation of high carbon steel continuous casting blooms. Rev. Met. Paris 1992, 89, 83–92. [Google Scholar] [CrossRef]
- Thome, R.; Harste, K. Study on the design of the soft reduction unit of high-speed billet casters. Steel Res. Int. 2004, 75, 693–700. [Google Scholar] [CrossRef]
- Thome, R.; Ostheimer, V.; Ney, G. Soft reduction in the continuous casting of billets. Millennium Steel 2007, 112–118. [Google Scholar]
- Ji, C.; Luo, S.; Zhu, M. Analysis and application of soft reduction amount for bloom continuous casting process. ISIJ Int. 2014, 54, 504–510. [Google Scholar] [CrossRef] [Green Version]
- Luo, S.; Zhu, M.; Ji, C. Theoretical model for determining optimum soft reduction zone of continuous casting steel. Ironmak. Steelmak. 2014, 41, 233–240. [Google Scholar] [CrossRef]
- Li, L.; Zhang, Z.H.; Luo, M.; Li, B.; Lan, P.; Zhang, J.Q. Control of shrinkage porosity and spot segregation in Ø195 mm continuously cast round bloom of oil pipe steel by soft reduction. Metals 2021, 11, 9. [Google Scholar] [CrossRef]
- Bridge, M.R.; Rogers, G.D. Structural effects and band segregate formation during the electromagnetic stirring of strand-cast steel. Metall. Mater. Trans. B 1984, 15, 581–589. [Google Scholar] [CrossRef]
- Kojima, S.; Mizota, H. Quantitative analysis for center segregation of continuously cast slabs. Tetsu-to-Hagane 1983, 69, 263. [Google Scholar]
- Fujii, H.; Ohashi, T.; Hiromoto, T. On the formation of internal cracks in continuously cast slabs. Trans. ISIJ 1978, 18, 510–518. [Google Scholar] [CrossRef] [Green Version]
- Wolf, M. Strand cast halfway cracks-How to read a suphur print. In Proceedings of the 82nd Steelmaking Conference, Chicago, IL, USA, 21–24 March 1999; pp. 3–10. [Google Scholar]
- Takahashi, T.; Kudoh, M.; Ichikawa, K. Fluidity of the liquid in the solid-liquid coexisting zone. Trans. Jpn. Inst. Met. 1980, 21, 531–538. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Grade | C | Si | Mn | P | S | Cr | Al |
|---|---|---|---|---|---|---|---|
| GCr15 | 0.95~1.00 | 0.20~0.30 | 0.30~0.40 | ≤0.020 | ≤0.015 | 1.40~1.50 | 0.010~0.030 |
| Trial No. | a | b | c | d | e |
|---|---|---|---|---|---|
| Casting speed, m/min | 0.70 | 0.75 | 0.80 | 0.85 | 0.88 |
| MSR amount, mm, fs = 0.3~0.9 | 0 | 2 | 5.5 | 8 | 8.5 |
| MHR amount, mm, fs = 1.0 | 0 | 20 | 11 | 15 | 19 |
| MSR reduction rate, mm/m | 0 | 1.7 | 4.6 | 3.3 | 2.4 |
| MSR reduction rate, mm/min | 0 | 1.3 | 3.7 | 2.8 | 2.1 |
| Total reduction amount, mm | 0 | 28 | 27 | 33 | 29.5 |
| Casting Speed, m/min | Center Seg. 2 Data Quantity | Max. Seg. 2 Index | Min. Seg. 2 Index | Mean Seg. 2 Index | Ratio of Seg. 2 Index between 0.92~1.08 |
|---|---|---|---|---|---|
| 0.70 | 39 | 1.23 | 0.90 | 1.05 | 67% |
| 0.75 | 36 | 1.29 | 0.91 | 1.12 | 31% |
| 0.80 | 111 | 1.30 | 0.93 | 1.06 | 63% |
| 0.85 | 132 | 1.15 | 0.93 | 1.02 | 89% |
| 0.88 | 163 | 1.11 | 0.91 | 1.00 | 97% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Deng, W.; Niu, S. Industrial Application of Mechanical Reduction on Continuous Casting of Bearing Steel Bloom. Processes 2021, 9, 2280. https://doi.org/10.3390/pr9122280
Chen X, Deng W, Niu S. Industrial Application of Mechanical Reduction on Continuous Casting of Bearing Steel Bloom. Processes. 2021; 9(12):2280. https://doi.org/10.3390/pr9122280
Chicago/Turabian StyleChen, Xinghua, Wei Deng, and Shuai Niu. 2021. "Industrial Application of Mechanical Reduction on Continuous Casting of Bearing Steel Bloom" Processes 9, no. 12: 2280. https://doi.org/10.3390/pr9122280
APA StyleChen, X., Deng, W., & Niu, S. (2021). Industrial Application of Mechanical Reduction on Continuous Casting of Bearing Steel Bloom. Processes, 9(12), 2280. https://doi.org/10.3390/pr9122280