
Parametric Study of Wire-EDM Process in Al-Mg-MoS2 Composite Using NSGA-II and MOPSO Algorithms



Abstract
:1. Introduction
2. Related Works
3. Design of Real-Time Experiments
4. Multi-Objective Optimization of the Process Parameters
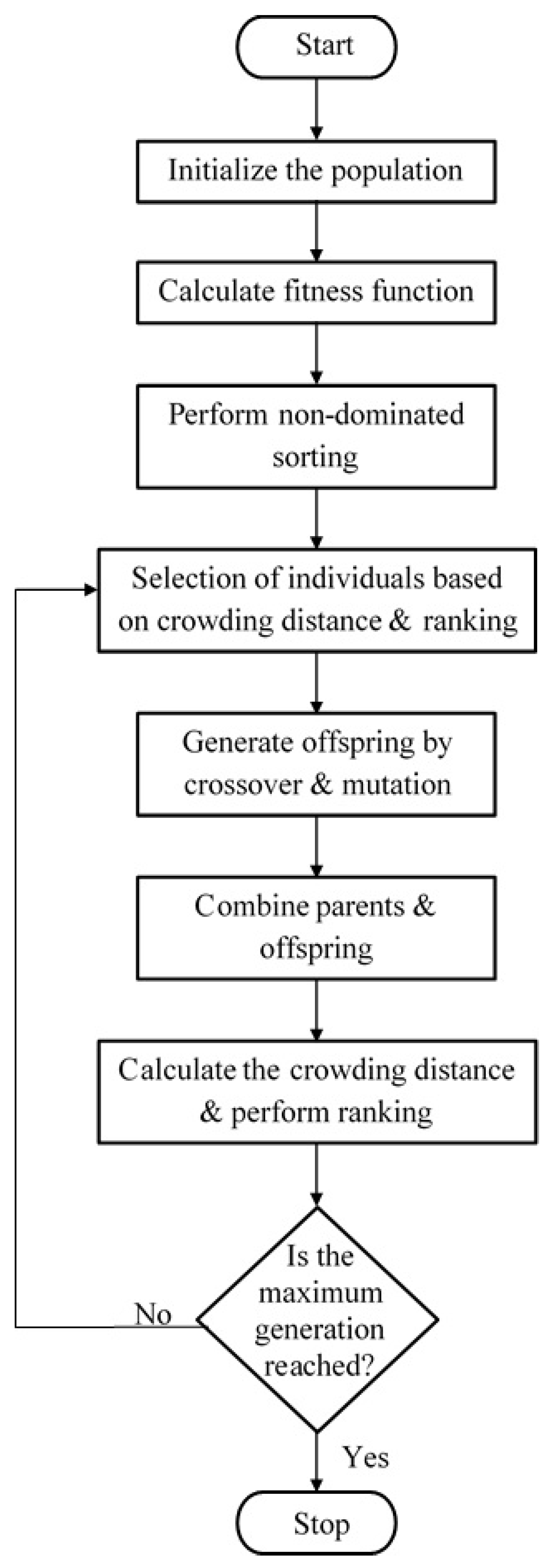
4.1. Non-Dominated Sorting Generic Algorithm-II (NSGA-II)
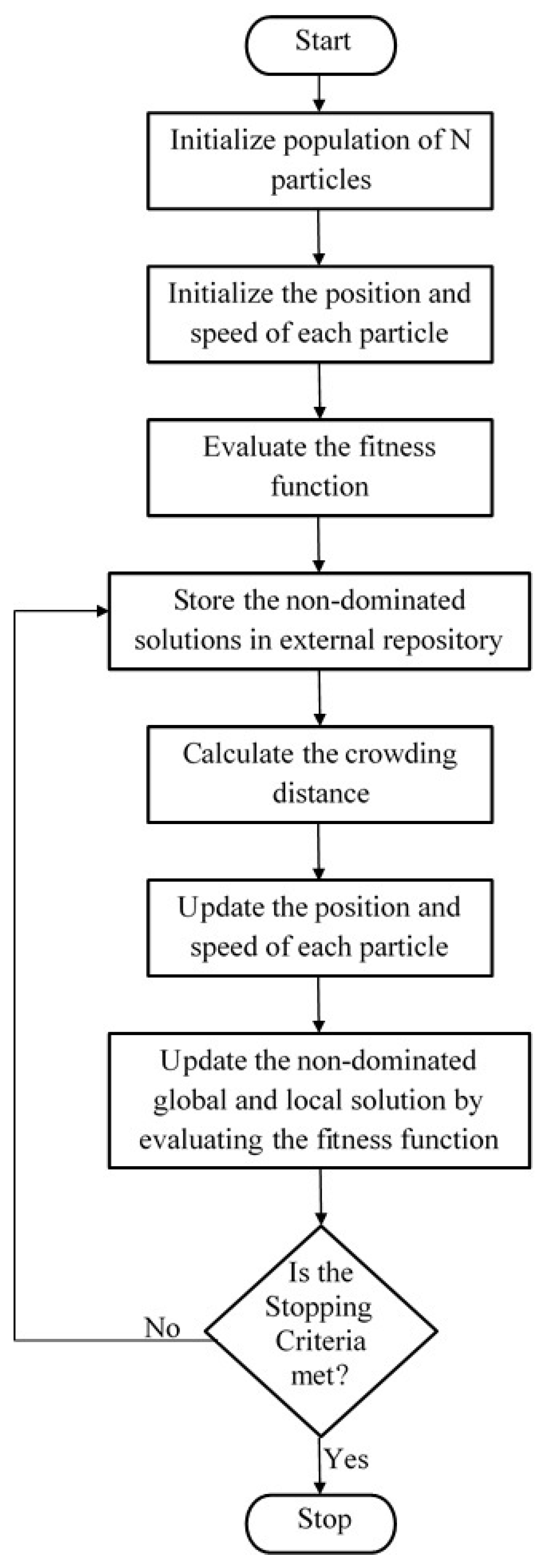
4.2. Multi-Objective Particle Swarm Optimization (MOPSO)
5. Results and Discussion
6. Validation of Predicted Results
7. Conclusions
- MOPSO takes lesser than 10 iterations to optimize the WEDM for each sample when compared to NSGA-II, which takes more than 200 iterations for each sample. Moreover, MOPSO takes lesser computing time when compared with NSGA-II to produce the optimal values.
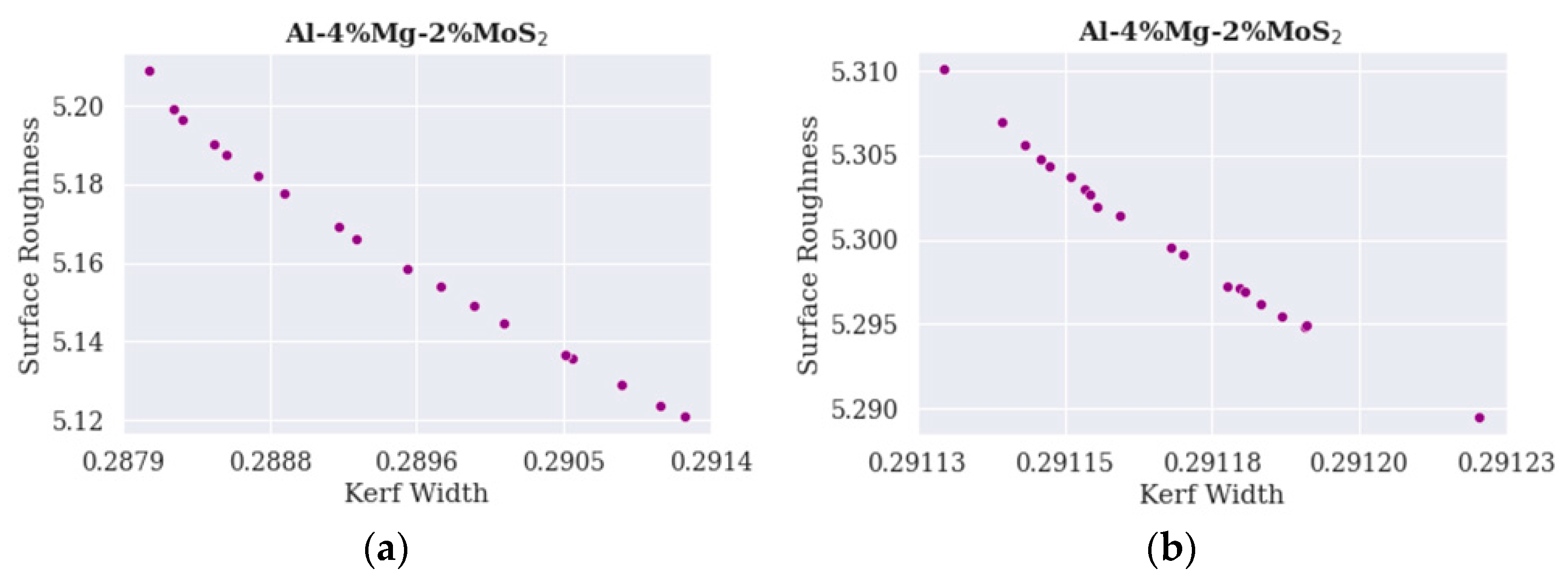
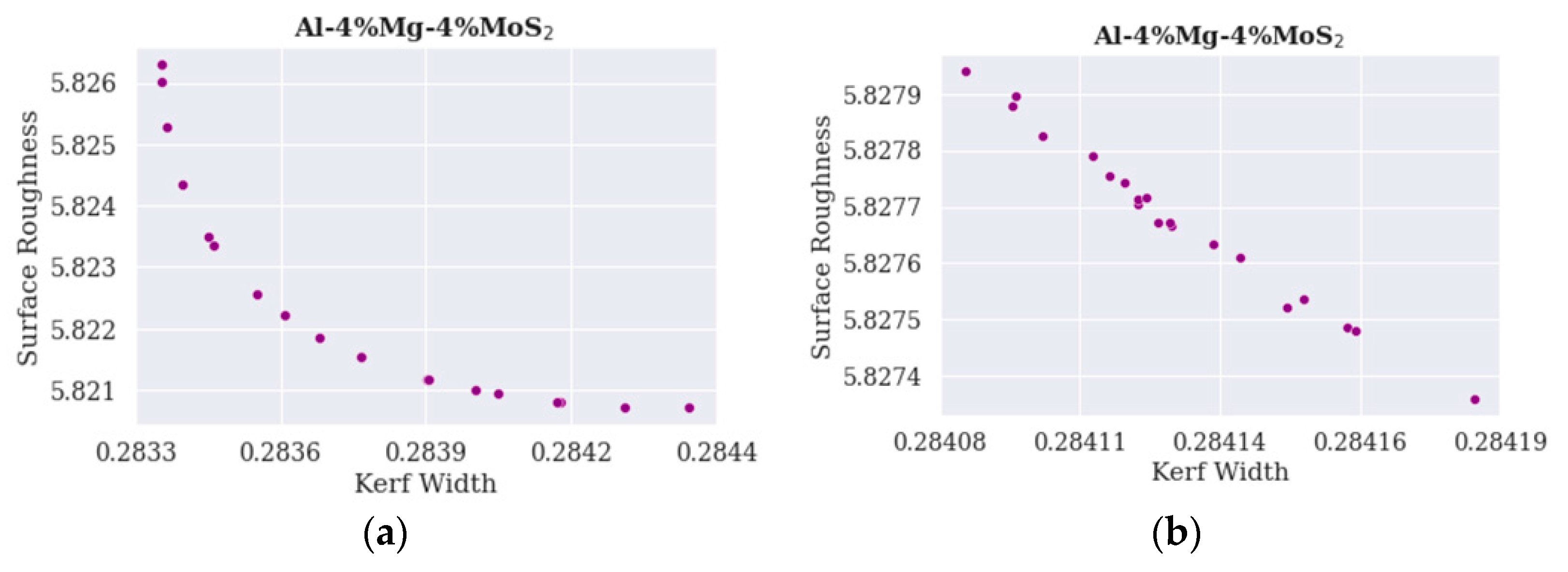
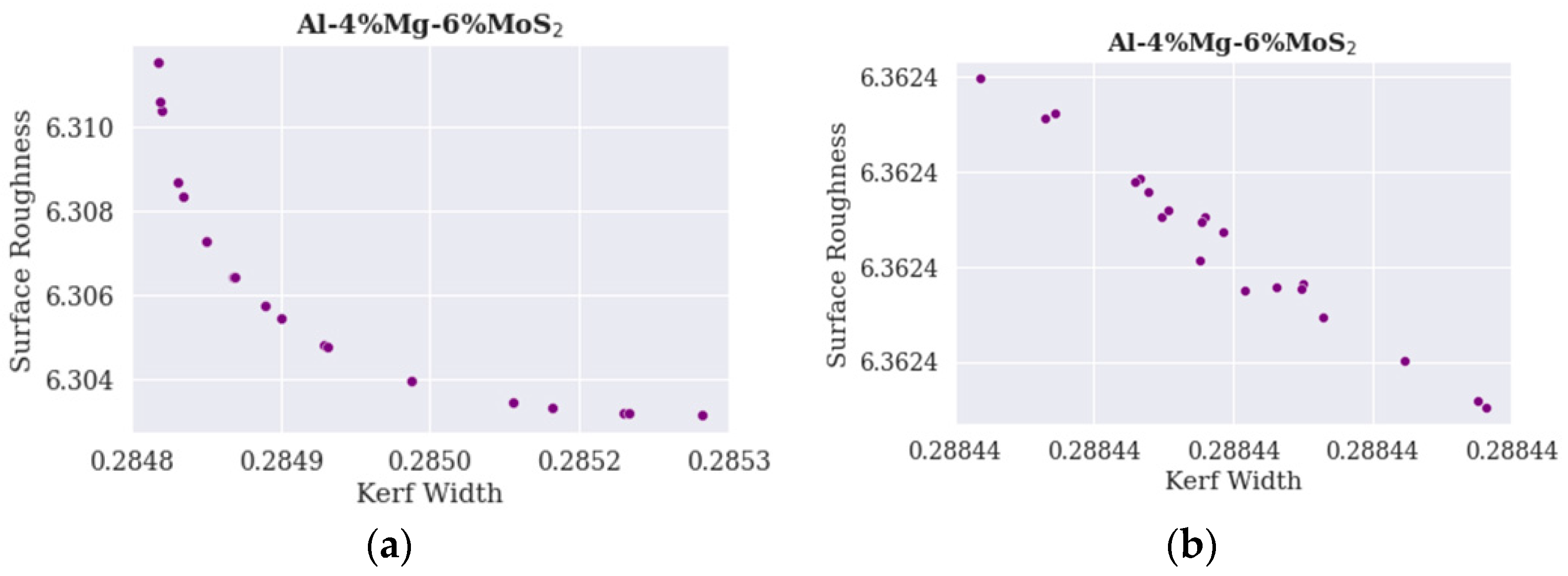
- For Al-Mg-MoS2 composite, current around 10–12 A, pulse on time of about 50–57 µs, and gap voltage of 30–33 V can produce the required optimal solutions for kerf width and surface roughness.
- Confirmatory tests also prove the validity of the solutions obtained through the optimization algorithms.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, G.; Fu, D.; Li, Q.; Liu, Z. A finite element analysis on mechanical behavior of Al/Al-Mg composites for the design of tank cars under actual measuring loads. Eng. Fail. Anal. 2019, 103, 294–307. [Google Scholar] [CrossRef]
- Shahid, R.N.; Scudino, S. Microstructure and Mechanical Behavior of Al-Mg Composites Synthesized by Reactive Sintering. Metals 2018, 8, 762. [Google Scholar] [CrossRef] [Green Version]
- Jiang, J.; Xiao, G.; Che, C.; Wang, Y. Microstructure, mechanical properties and wear behavior of the rheoformed 2024 alu-minum matrix composite component reinforced by Al2O3 nanoparticles. Metals 2018, 8, 460. [Google Scholar] [CrossRef] [Green Version]
- Zhang, P.-X.; Yan, H.; Liu, W.; Zou, X.-L.; Tang, B.-B. Effect of T6 Heat Treatment on Microstructure and Hardness of Nanosized Al2O3 Reinforced 7075 Aluminum Matrix Composites. Metals 2019, 9, 44. [Google Scholar] [CrossRef] [Green Version]
- Kant, G.; Sangwan, K.S. Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining. J. Clean. Prod. 2014, 83, 151–164. [Google Scholar] [CrossRef]
- Fard, R.K.; Afza, R.A.; Teimouri, R. Experimental investigation, intelligent modeling and multi-characteristics optimization of dry WEDM process of Al–SiC metal matrix composite. J. Manuf. Process. 2013, 15, 483–494. [Google Scholar] [CrossRef]
- Mahanta, S.; Chandrasekaran, M.; Samanta, S.; Arunachalam, R.M. EDM investigation of Al 7075 alloy reinforced with B4C and fly ash nanoparticles and parametric optimization for sustainable production. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 263. [Google Scholar] [CrossRef]
- Khan, A.A. Relationship of Surface Roughness with Current and Voltage During Wire EDM. J. Appl. Sci. 2006, 6, 2317–2320. [Google Scholar] [CrossRef] [Green Version]
- Ming, W.; Zhang, Z.; Zhang, G.; Huang, Y.; Guo, J.; Chen, Y. Multi-Objective Optimization of 3D-Surface Topography of Machining YG15 in WEDM. Mater. Manuf. Process. 2014, 29, 514–525. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, Z.; Ming, W.; Guo, J.; Huang, Y.; Shao, X. The multi-objective optimization of medium-speed WEDM process parameters for machining SKD11 steel by the hybrid method of RSM and NSGA-II. Int. J. Adv. Manuf. Technol. 2014, 70, 2097–2109. [Google Scholar] [CrossRef]
- Sonawane, S.A.; Ronge, B.P.; Pawar, P.M. Multi-characteristic optimization of WEDM for Ti-6Al-4V by applying grey relational investigation during profile machining. J. Mech. Eng. Sci. 2019, 13, 6059–6087. [Google Scholar] [CrossRef] [Green Version]
- Payal, H.; Maheshwari, S.; Bharti, P.S. Parametric optimization of EDM process for Inconel 825 using GRA and PCA approach. J. Inf. Optim. Sci. 2019, 40, 291–307. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evolut. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]
- Garg, M.P.; Jain, A.; Bhushan, G. Modelling and multi-objective optimization of process parameters of wire electrical discharge machining using non-dominated sorting genetic algorithm-II. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1986–2001. [Google Scholar] [CrossRef]
- Khullar, V.R.; Sharma, N.; Kishore, S.; Sharma, R. RSM- and NSGA-II-Based Multiple Performance Characteristics Optimization of EDM Parameters for AISI 5160. Arab. J. Sci. Eng. 2017, 42, 1917–1928. [Google Scholar] [CrossRef]
- Kumar, K.; Agarwal, S. Multi-objective parametric optimization on machining with wire electric discharge machining. Int. J. Adv. Manuf. Technol. 2012, 62, 617–633. [Google Scholar] [CrossRef]
- Krishnan, S.A.; Samuel, G.L. Multi-objective optimization of material removal rate and surface roughness in wire electrical discharge turning. Int. J. Adv. Manuf. Technol. 2012, 67, 2021–2032. [Google Scholar] [CrossRef]
- Golshan, A.; Gohari, S.; Ayob, A. Modeling and optimization of cylindrical wire electro discharge machining of AISI D3 tool steel using non-dominated sorting genetic algorithm. In Proceedings of the 2011 International Conference on Graphic and Image Processing, Cairo, Egypt, 1–2 October 2011. [Google Scholar]
- Somashekhar, K.P.; Mathew, J.; Ramachandran, N. A feasibility approach by simulated annealing on optimization of micro-wire electric discharge machining parameters. Int. J. Adv. Manuf. Technol. 2012, 61, 1209–1213. [Google Scholar] [CrossRef]
- Coello, C.C.; Lechuga, M. MOPSO: A proposal for multiple objective particle swarm optimization. In Proceedings of the Proceedings of the 2002 Congress on Evolutionary Computation. CEC’02 (Cat. No.02TH8600), Honolulu, HI, USA, 12–17 May 2002; Volume 2, pp. 1051–1056. [Google Scholar] [CrossRef]
- Kumar, P.; Gupta, M.; Kunar, V. Multi-Objective Particle Swarm Optimization of WEDM Process Parameters for Inconel 825. J. Comput. Appl. Res. Mech. Eng. 2019, in press. [Google Scholar] [CrossRef]
- Saffaran, A.; Moghaddam, M.A.; Kolahan, F. Optimization of backpropagation neural network-based models in EDM process using particle swarm optimization and simulated annealing algorithms. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–14. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Dang, X.P.; Nguyen, T.A.; Trinh, Q.H. Experiments and optimization for the WEDM process: A trade-off analysis between surface quality and production rate. Vietnam. J. Mech. 2020, 42, 105–121. [Google Scholar] [CrossRef]
- Mohanty, C.P.; Mahapatra, S.S.; Singh, M.R. An intelligent approach to optimize the EDM process parameters using utility concept and QPSO algorithm. Eng. Sci. Technol. Int. J. 2017, 20, 552–562. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.S.; Pandian, R.S.; Pitchipoo, P. A study on tribological behavior of Al-4%Mg incorporated with MoS2. Mater. Res. Express 2020, 7, 016578. [Google Scholar] [CrossRef]
- Kumar, S.; Dhanabalan, S. Influence of WEDM parameters on surface roughness and cutting speed for NI-based super alloy and multi-parametric optimization using Taguchi and grey relational analysis. Int. J. Ethics Eng. Manag. Educ. 2018, 5, 7–13. [Google Scholar]
- Vundavilli, P.R.; Kumar, J.P.; Priyatham, C.S. Parameter optimization of wire electric discharge machining pro-cess using GA and PSO. In Proceedings of the IEEE-International Conference on Advances in Engineering, Science and Management (ICAESM-2012), Nagapattinam, India, 30–31 March 2012; pp. 180–185. [Google Scholar]
- Modrák, V.; Marton, D.; Kulpa, W.; Hricova, R. Unraveling complexity in assembly supply chain networks. In Proceedings of the 2012 4th IEEE International Symposium on Logistics and Industrial Informatics, Smolenice, Slovakia, 5–7 September 2012; pp. 151–156. [Google Scholar]
- Aghighi, M.; Backstrom, C. A multi-parameter complexity analysis of cost-optimal and net-benefit planning. In Proceedings of the 26th International Conference on Automated Planning and Scheduling, London, UK, 12–17 June 2016; Volume 26. [Google Scholar]
- Dima, I.C.; Gabrara, J.; Pachura, P. Using the expert systems in the operational management of production. In Proceedings of the 11th WSEAS international conference on mathematics and computers in business and economics and 11th WSEAS international conference on Biology and chemistry, Iasi, Romania, 13–15 June 2010; pp. 307–312. [Google Scholar]
- Kumar, A.; Motwani, J.; Otero, L. An application of Taguchi’s robust experimental design technique to improve service performance. Int. J. Qual. Reliab. Manag. 1996, 13, 85–98. [Google Scholar] [CrossRef]
- Mazumdar, S.; Hoa, S. Application of Taguchi method for process enhancement of on-line consolidation technique. Composites 1995, 26, 669–673. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Control Factors | Unit | Symbol | Range | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|---|---|
| Current | A | I | 9–15 | 9 | 12 | 15 |
| Pulse on Time | µs | Ton | 50–100 | 50 | 75 | 100 |
| Gap Voltage | V | V | 30–40 | 30 | 35 | 40 |
| Sl. No | Current | Pulse on Time | Gap Voltage | Kerf Width (mm) | Surface Roughness (µm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pure Al | Al-4% Mg | Al-4% Mg-2% MoS2 | Al-4% Mg-4% MoS2 | Al-4% Mg-6% MoS2 | Pure Al | Al-4% Mg | Al-4% Mg-2% MoS2 | Al-4% Mg-4% MoS2 | Al-4% Mg-6% MoS2 | ||||
| 1. | 9 | 50 | 30 | 0.2913 | 0.2904 | 0.2895 | 0.2830 | 0.2873 | 4.0109 | 4.5758 | 5.1802 | 5.8281 | 6.3337 |
| 2. | 9 | 50 | 35 | 0.2937 | 0.2928 | 0.2919 | 0.2907 | 0.2897 | 4.1157 | 4.6641 | 5.3466 | 5.8872 | 6.3603 |
| 3. | 9 | 50 | 40 | 0.2947 | 0.2894 | 0.2928 | 0.2916 | 0.2906 | 4.2179 | 4.6396 | 5.4287 | 5.8758 | 6.3630 |
| 4. | 9 | 75 | 30 | 0.2971 | 0.2962 | 0.2953 | 0.2940 | 0.2930 | 4.3282 | 4.5931 | 5.5450 | 5.9053 | 6.3777 |
| 5. | 9 | 75 | 35 | 0.2916 | 0.2979 | 0.2995 | 0.2957 | 0.2947 | 4.4347 | 4.6526 | 5.5975 | 5.8981 | 6.4271 |
| 6. | 9 | 75 | 40 | 0.3029 | 0.3013 | 0.2920 | 0.2979 | 0.2969 | 4.5559 | 4.6299 | 5.6466 | 5.8869 | 6.4371 |
| 7. | 9 | 100 | 30 | 0.3043 | 0.3044 | 0.2959 | 0.2993 | 0.2922 | 4.6398 | 4.6895 | 5.8082 | 5.9198 | 6.4274 |
| 8. | 9 | 100 | 35 | 0.3095 | 0.3095 | 0.2986 | 0.3003 | 0.3002 | 4.7404 | 4.6799 | 5.8777 | 5.9266 | 6.9193 |
| 9. | 9 | 100 | 40 | 0.3128 | 0.3103 | 0.3029 | 0.3013 | 0.3010 | 4.8539 | 4.7314 | 6.0268 | 5.9522 | 6.4440 |
| 10. | 12 | 50 | 30 | 0.2941 | 0.2903 | 0.2894 | 0.2818 | 0.2820 | 4.9263 | 4.6399 | 5.1205 | 5.8176 | 6.3426 |
| 11. | 12 | 50 | 35 | 0.2955 | 0.2929 | 0.2892 | 0.2907 | 0.2898 | 4.1279 | 4.6929 | 5.2394 | 5.8400 | 6.3869 |
| 12. | 12 | 50 | 40 | 0.2984 | 0.2934 | 0.2925 | 0.2913 | 0.2903 | 4.2280 | 4.7097 | 5.4383 | 5.8536 | 6.3607 |
| 13. | 12 | 75 | 30 | 0.3029 | 0.2959 | 0.2950 | 0.2937 | 0.2927 | 4.5278 | 4.6910 | 5.5588 | 5.8699 | 6.4295 |
| 14. | 12 | 75 | 35 | 0.3046 | 0.2975 | 0.2966 | 0.2954 | 0.2944 | 4.4211 | 4.7357 | 5.7998 | 5.8895 | 6.3919 |
| 15. | 12 | 75 | 40 | 0.3091 | 0.2962 | 0.2999 | 0.2974 | 0.2964 | 4.3009 | 4.7488 | 5.9013 | 5.9023 | 6.4703 |
| 16. | 12 | 100 | 30 | 0.3129 | 0.3062 | 0.3061 | 0.2994 | 0.2983 | 4.6191 | 4.7142 | 5.9438 | 5.9148 | 6.4377 |
| 17. | 12 | 100 | 35 | 0.3194 | 0.3093 | 0.3073 | 0.3012 | 0.3002 | 4.7209 | 4.6909 | 6.0787 | 5.9287 | 6.3987 |
| 18. | 12 | 100 | 40 | 0.3245 | 0.3138 | 0.3103 | 0.3042 | 0.3029 | 4.8214 | 4.7792 | 6.1816 | 5.9568 | 6.4832 |
| 19. | 15 | 50 | 30 | 0.2974 | 0.2930 | 0.2899 | 0.2871 | 0.2877 | 4.1372 | 4.6291 | 5.2603 | 5.8353 | 6.3520 |
| 20. | 15 | 50 | 35 | 0.2995 | 0.2963 | 0.2927 | 0.2915 | 0.2905 | 4.2205 | 4.6710 | 5.4328 | 5.8526 | 6.4692 |
| 21. | 15 | 50 | 40 | 0.3019 | 0.2987 | 0.2960 | 0.2947 | 0.2937 | 4.5224 | 4.6575 | 5.5069 | 5.8652 | 6.4229 |
| 22. | 15 | 75 | 30 | 0.3039 | 0.3039 | 0.2946 | 0.2982 | 0.2972 | 4.7247 | 4.6917 | 5.6391 | 5.8593 | 6.4864 |
| 23. | 15 | 75 | 35 | 0.3073 | 0.3093 | 0.3029 | 0.3017 | 0.2997 | 4.6261 | 4.7068 | 5.7382 | 5.9093 | 6.4514 |
| 24. | 15 | 75 | 40 | 0.3147 | 0.3103 | 0.3063 | 0.3029 | 0.3010 | 4.9062 | 4.7299 | 5.9032 | 5.8956 | 6.4065 |
| 25. | 15 | 100 | 30 | 0.3176 | 0.3155 | 0.3129 | 0.3030 | 0.3029 | 4.7549 | 4.7673 | 5.9317 | 5.9379 | 6.4694 |
| 26. | 15 | 100 | 35 | 0.3208 | 0.3197 | 0.3196 | 0.3071 | 0.3053 | 4.8617 | 4.8173 | 6.3271 | 5.9717 | 6.4554 |
| 27. | 15 | 100 | 40 | 0.3251 | 0.3210 | 0.3206 | 0.3109 | 0.3093 | 4.9091 | 4.8093 | 5.9849 | 5.9665 | 6.5058 |
| Sample | Kerf Width | Surface Roughness | Current | Pulse on Time | Gap Voltage |
|---|---|---|---|---|---|
| Pure Al | 0.251 ± 0.014 | 4.364 ± 0.160 | 9 | 72.970 ± 15.742 | 33.069 ± 1.545 |
| Al-4%Mg | 0.2895 | 4.611 ± 0.012 | 9.793 ± 0.666 | 50 | 30 |
| Al-4%Mg-2%MoS2 | 0.289 ± 0.001 | 5.159 ± 0.027 | 10.746 ± 1.400 | 50 | 30 |
| Al-4%Mg-4%MoS2 | 0.283 | 5.822 ± 0.001 | 12.413 ± 0.640 | 50 | 30 |
| Al-4%Mg-6%MoS2 | 0.284 | 6.306 ± 0.002 | 10.914 ± 0.441 | 50 | 30 |
| Sample | Kerf Width | Surface Roughness | Current | Pulse on Time | Gap Voltage |
|---|---|---|---|---|---|
| Pure Al | 0.252 ± 0.002 | 4.374 ± 0.028 | 9.106 ± 0.007 | 73.454 ± 2.603 | 33.244 ± 0.410 |
| Al-4%Mg | 0.291 | 4.626 ± 0.001 | 9.552 ± 0.155 | 50.232 ± 0.069 | 32.016 ± 0.182 |
| Al-4%Mg-2%MoS2 | 0.291 | 5.300 ± 0.004 | 10.463 ± 0.079 | 50.497 ± 0.134 | 33.314 ± 0.031 |
| Al-4%Mg-4%MoS2 | 0.284 | 5.827 | 11.901 ± 0.045 | 50.126 ± 0.019 | 30.563 ± 0.001 |
| Al-4%Mg-6%MoS2 | 0.288 | 6.362 | 10.573 | 57.644 ± 0.001 | 31.732 |
| Factors/Samples | Predicted Value | Confirmatory Test Value | ||||
|---|---|---|---|---|---|---|
| Al-4%Mg- 2%MoS2 | Al-4%Mg- 4%MoS2 | Al-4%Mg- 6%MoS2 | Al-4%Mg- 2%MoS2 | Al-4%Mg- 4%MoS2 | Al-4%Mg- 6%MoS2 | |
| Current (A) | 10 | 12 | 10 | 10 | 12 | 10 |
| Pulse on time (µs) | 50 | 50 | 57 | 50 | 50 | 57 |
| Gap voltage (V) | 33 | 30 | 31 | 33 | 30 | 31 |
| Kerf width (mm) | 0.291 | 0.284 | 0.288 | 0.289 | 0.284 | 0.289 |
| Surface roughness (µm) | 5.289 | 5.827 | 6.362 | 5.294 | 5.825 | 6.359 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Modrak, V.; Pandian, R.S.; Kumar, S.S. Parametric Study of Wire-EDM Process in Al-Mg-MoS2 Composite Using NSGA-II and MOPSO Algorithms. Processes 2021, 9, 469. https://doi.org/10.3390/pr9030469
Modrak V, Pandian RS, Kumar SS. Parametric Study of Wire-EDM Process in Al-Mg-MoS2 Composite Using NSGA-II and MOPSO Algorithms. Processes. 2021; 9(3):469. https://doi.org/10.3390/pr9030469
Chicago/Turabian StyleModrak, Vladimir, Ranjitharamasamy Sudhakara Pandian, and Shanmugakani Senthil Kumar. 2021. "Parametric Study of Wire-EDM Process in Al-Mg-MoS2 Composite Using NSGA-II and MOPSO Algorithms" Processes 9, no. 3: 469. https://doi.org/10.3390/pr9030469
APA StyleModrak, V., Pandian, R. S., & Kumar, S. S. (2021). Parametric Study of Wire-EDM Process in Al-Mg-MoS2 Composite Using NSGA-II and MOPSO Algorithms. Processes, 9(3), 469. https://doi.org/10.3390/pr9030469