
Recovery of Valuable Materials from the Waste Crystalline-Silicon Photovoltaic Cell and Ribbon

 ,
, 
 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Pretreatment for Collecting Cells and Ribbons
2.3. Methods for Purifying Silicon from the Solar Cells
2.4. PV Ribbon Pretreatment and Metal Separation Method
3. Results
3.1. PV Cells Purification by Removing the Metal Coating Layer
3.2. Metal Separation and Purification of the PV Ribbon
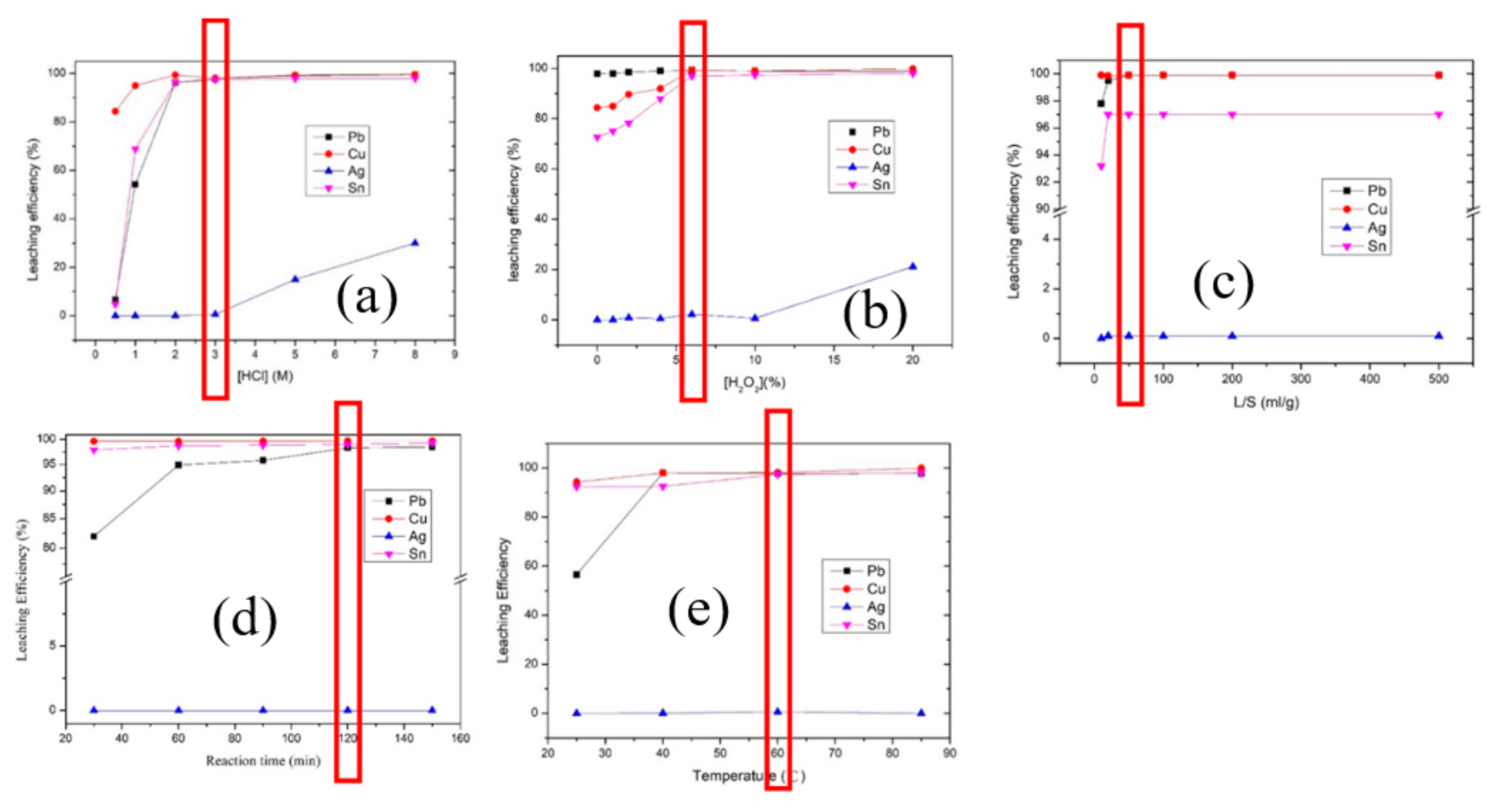
3.2.1. Pretreatment of PV Ribbon Separation by Leaching
3.2.2. Pretreatment of PV Ribbon Metal Separation by Removing Coating Layer
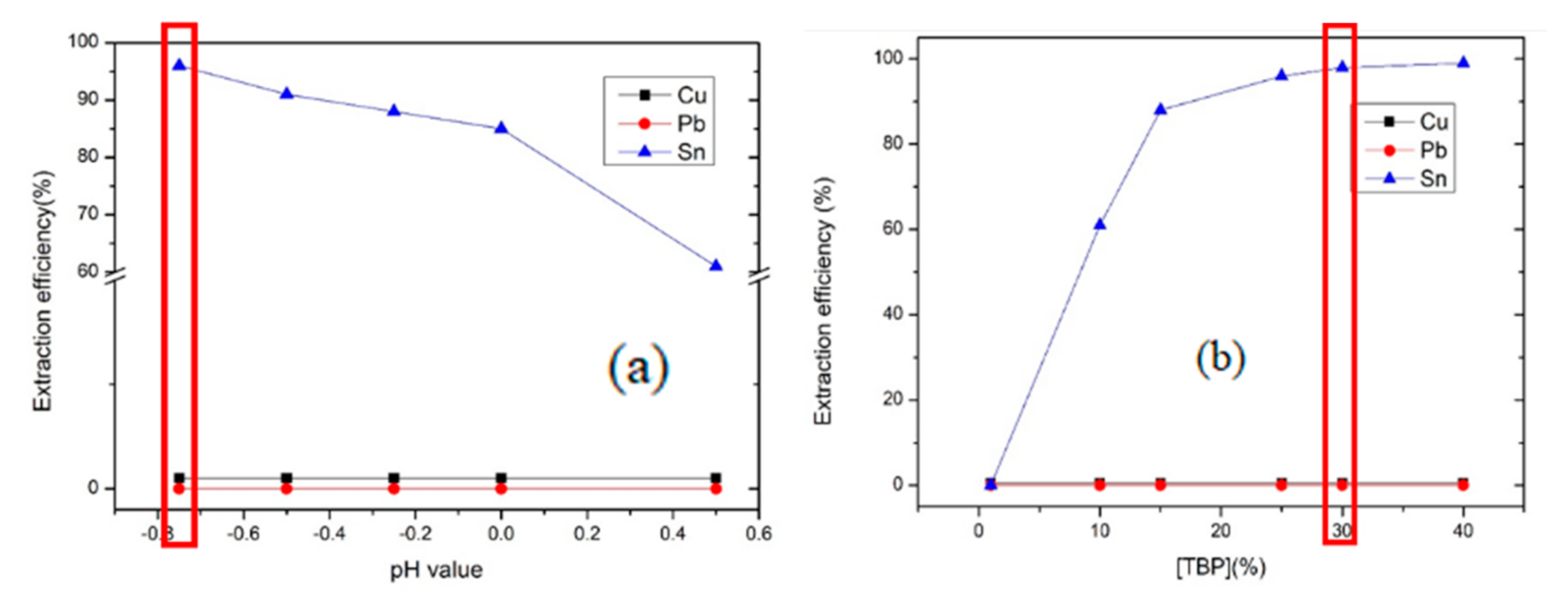
3.2.3. Extraction of Leaching Solution after PV Ribbon Pretreatment
3.3. Characteristic Analysis of the Product
3.3.1. Analysis of Silver
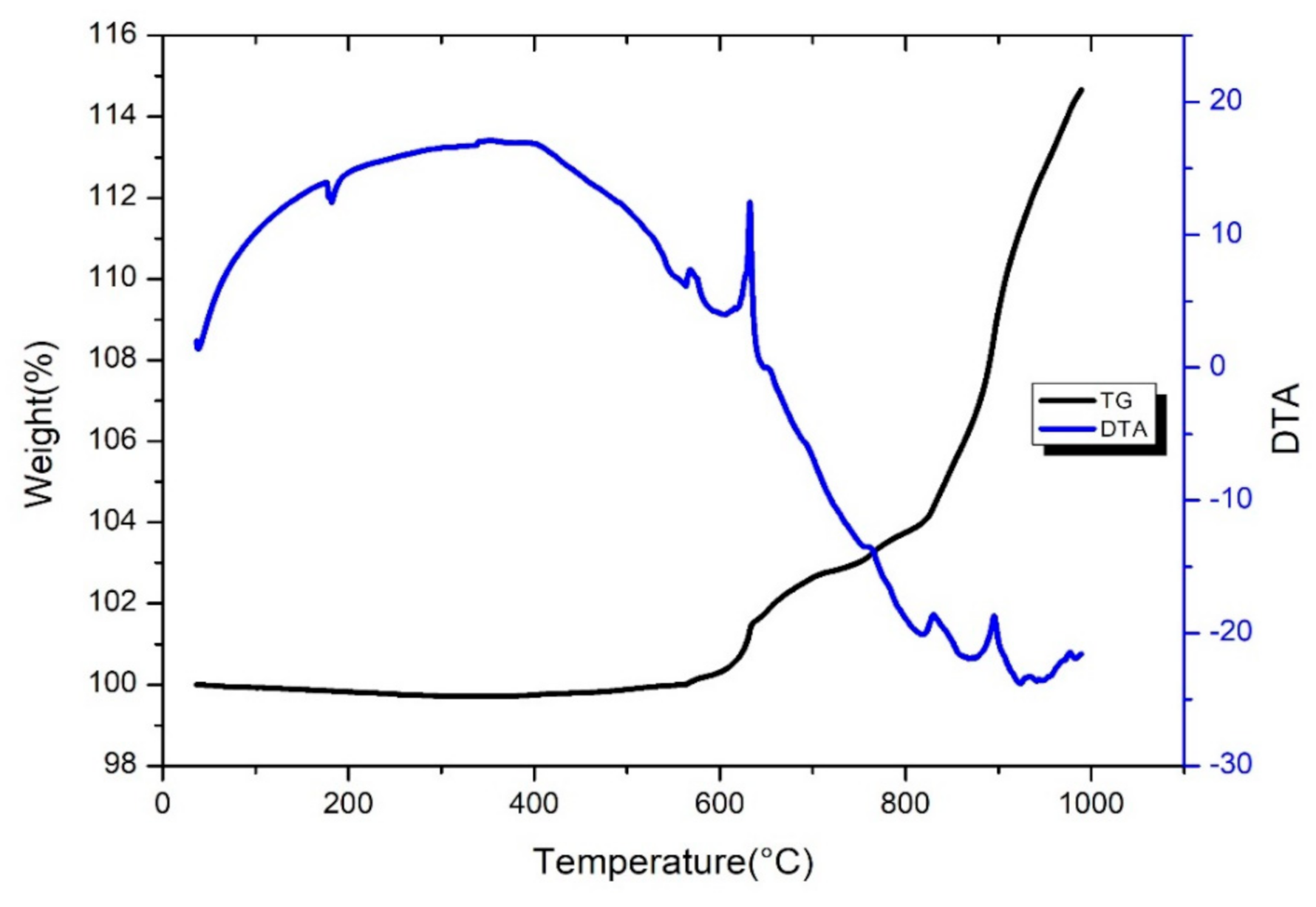
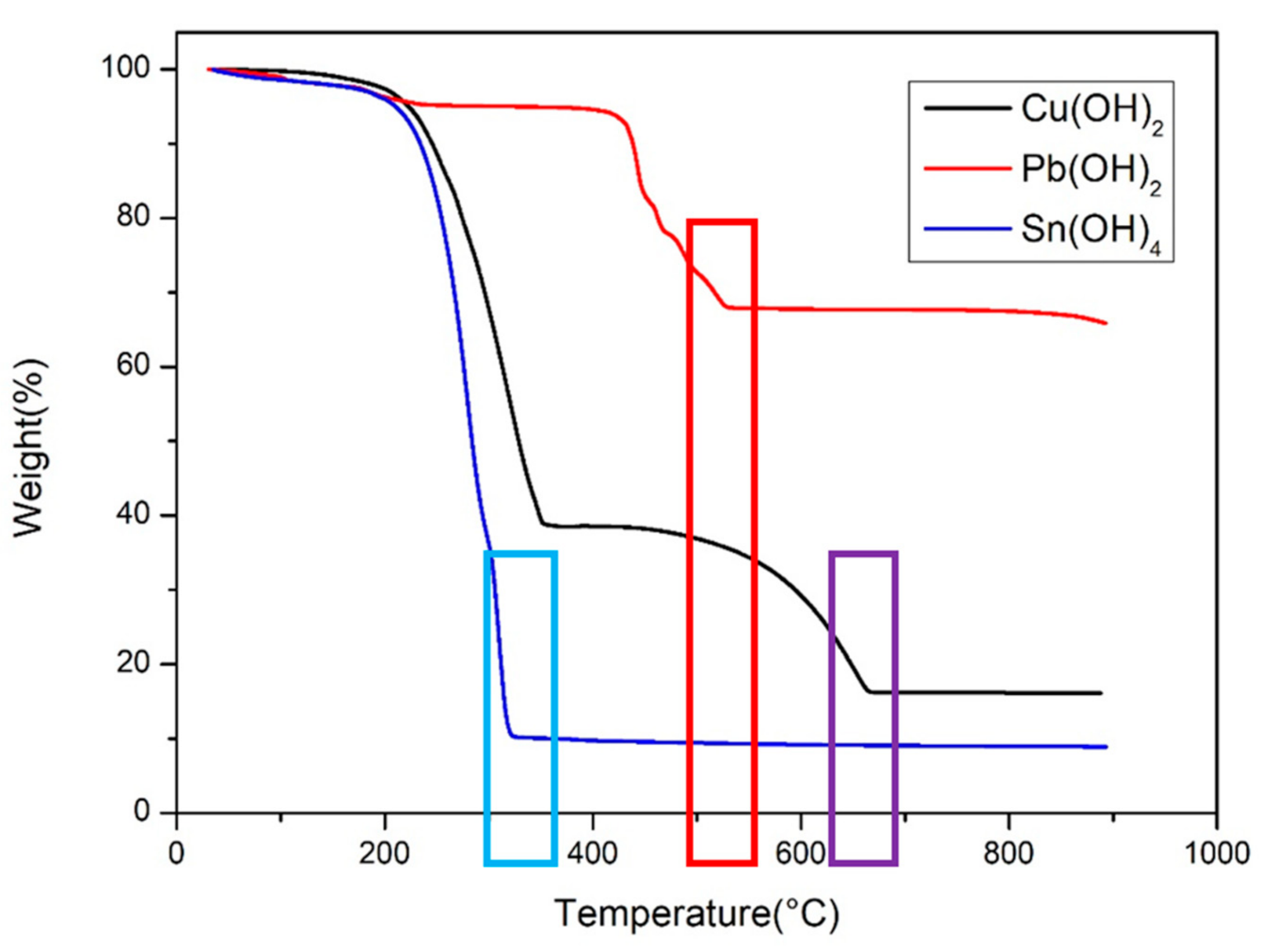
3.3.2. Characteristic Analysis of CuO, SnO2, and PbO
4. Conclusions
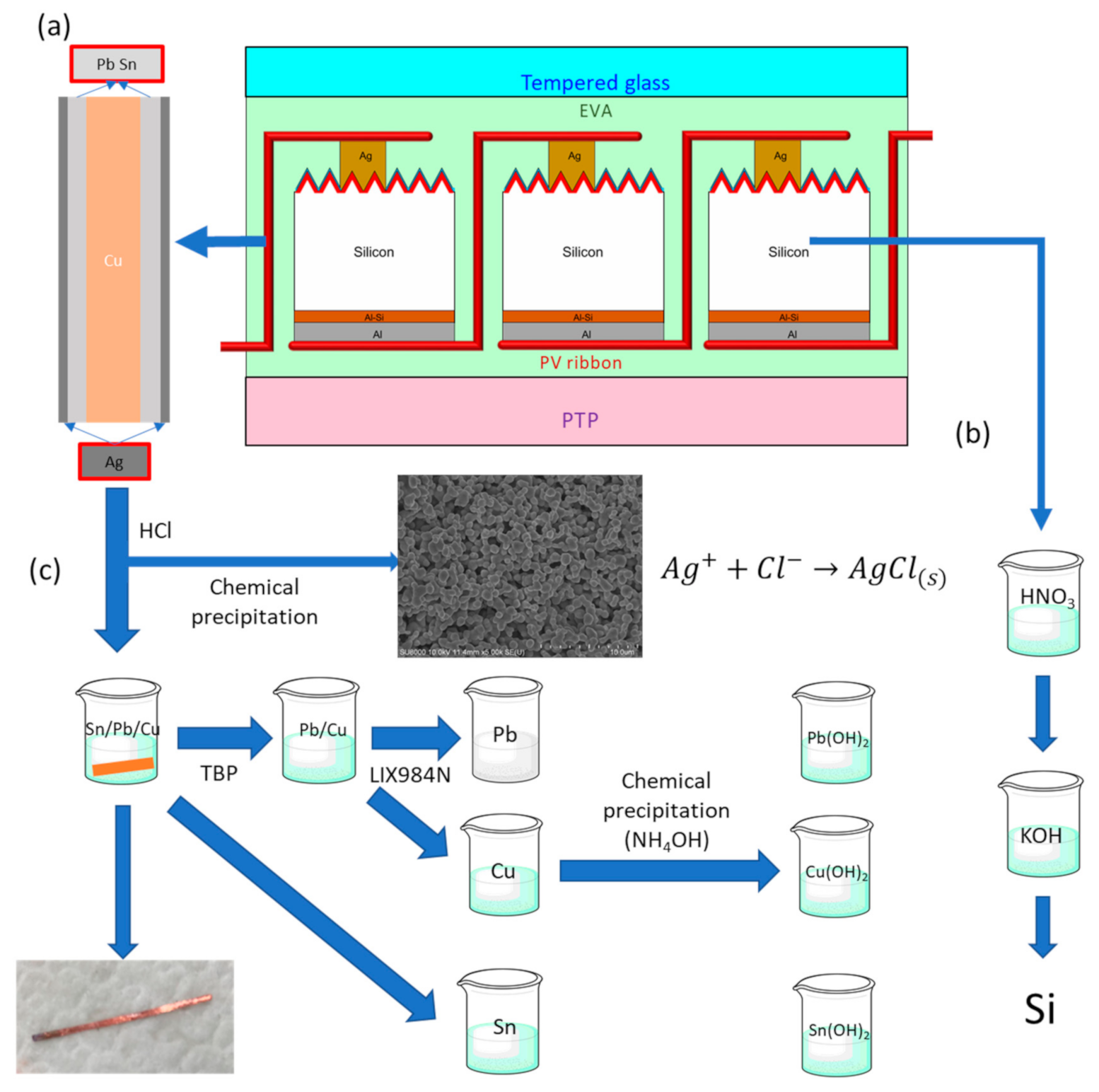
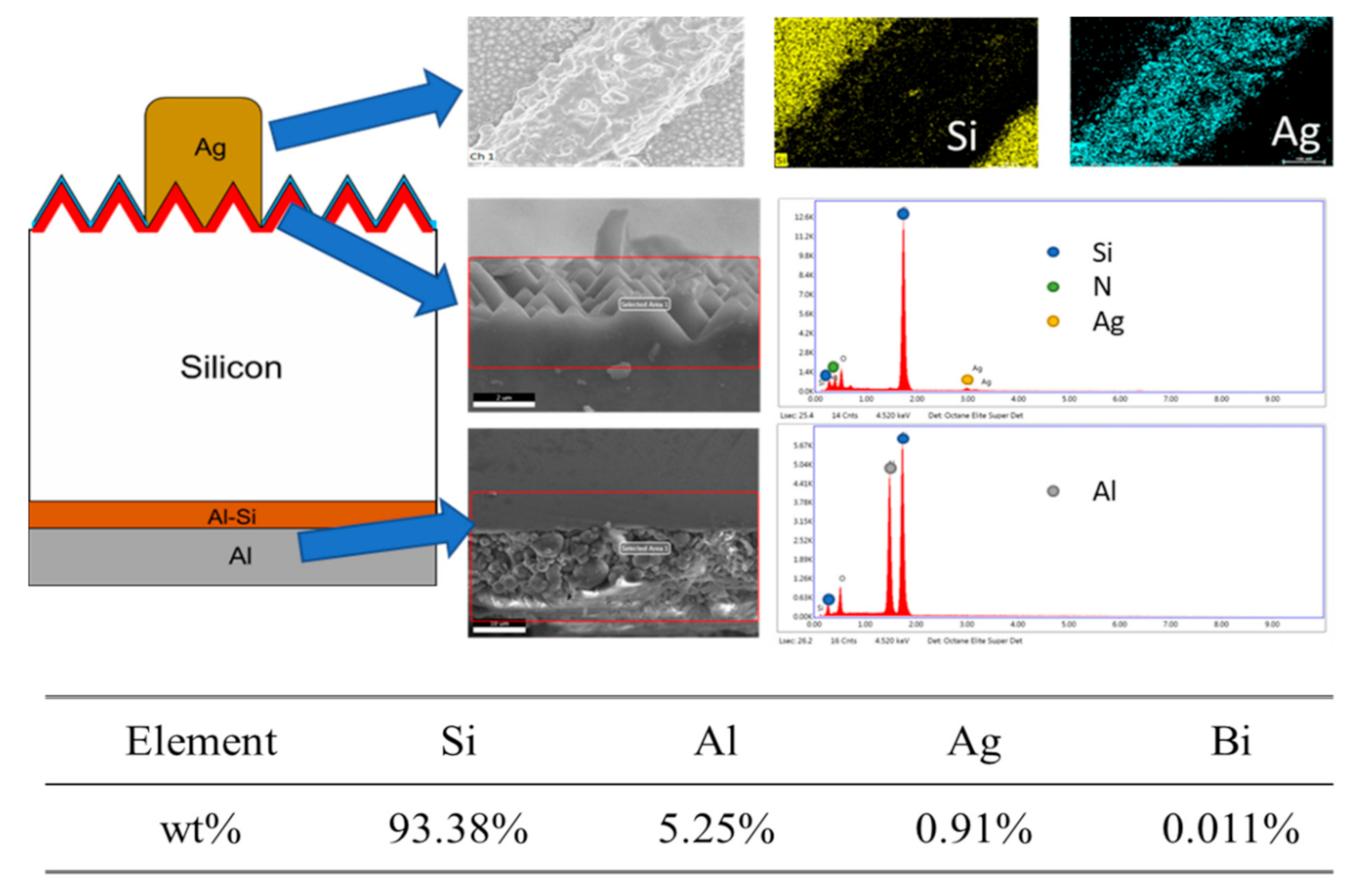
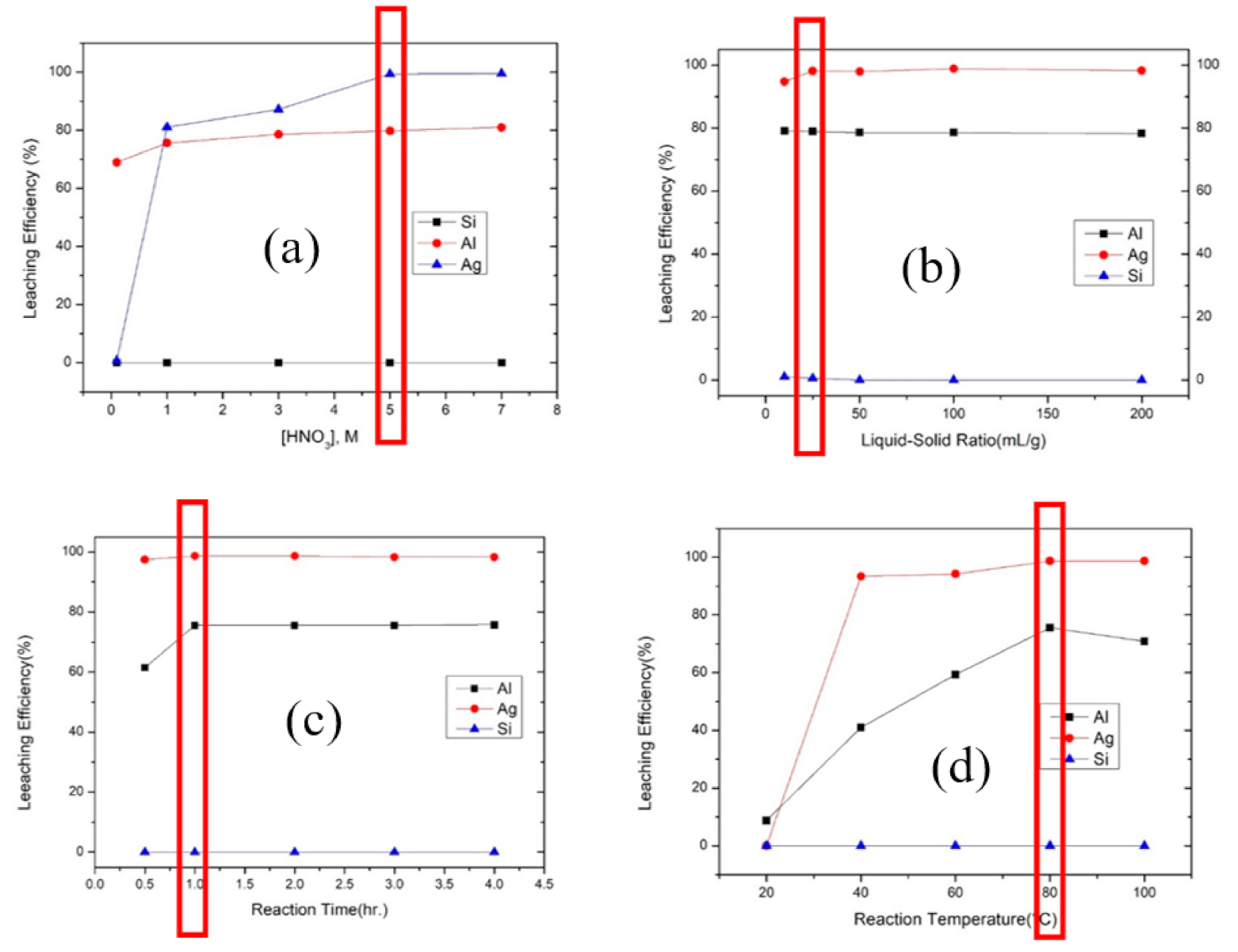
- PV cell contains Si 93.38%, Al 5.25%, and Ag 0.91%. Five moles of nitric acid and one mole of potassium hydroxide were employed to silicon purification two-step leaching. 99.7% of silver and 98.9% of aluminum were dissolved and separated. The purity of silicon was 99.84%.
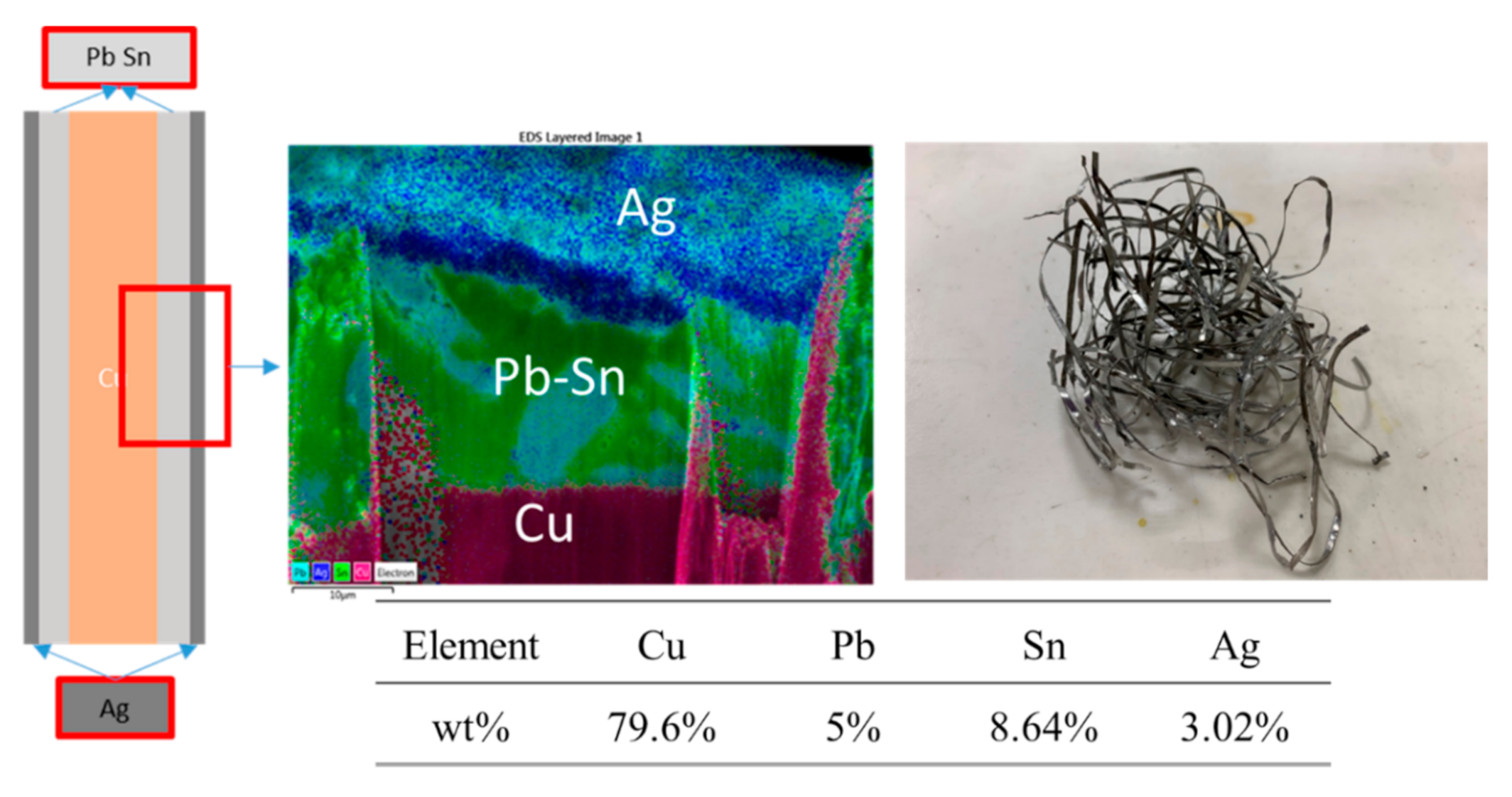
- PV ribbon contains Cu 79.6%, Pb 5%, Sn 8.64%, and Ag 3.02%. 3 M HCl can initially separate silver from other metals. After optimizing the parameters, chemical polishing can obtain 99.57% copper wire, and physical polishing can obtain 99.63%.
- Extraction efficiency of tin was 86.22% and concentrated 8 times of tin in TBP, and McCabe–Thiele Diagram showed that 3 step extraction can extract 99.9% of tin. Extraction efficiency of copper was 99.4% in LIX984N.
- The purities of final products in this research are 98.85% of silver, 99.7% of CuO, 99.47% of PbO, and 99.68% of SnO2, and the recovery rates of each are 98.5%, 96.5%, and 88.9% respectively.
- This study provides the separation and purification of Si, Ag, Cu, Sn, and Pb from waste PV cell and ribbon for supplying source manufacturers and contributes to recycling end-of-life PV modules.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Williams, R. Becquerel Photovoltaic Effect in Binary Compounds. J. Chem. Phys. 1960, 32, 1505–1514. [Google Scholar] [CrossRef]
- Fraunhofer Institute for Solar Energy Systems (ISE). Photovoltaic Report. Available online: https://www.ise.fraunhofer.de/content/dam/ise/de/documents/publications/studies/Photovoltaics-Report.pdf (accessed on 1 April 2021).
- International Renewable Energy Agency. Renewable Capacity Statistics 2020 International Renewable Energy Agency (IRENA). 2020. Available online: https://irena.org/-/media/Files/IRENA/Agency/Publication/2020/Mar/IRENA_RE_Capacity_Statistics_2020.pdf (accessed on 1 April 2021).
- Doi, T.; Tsuda, I.; Unagida, H.; Murata, A.; Sakuta, K.; Kurokawa, K. Experimental study on PV module recycling with or-ganic solvent method. Sol. Energy Mater. Sol. Cells 2001, 67, 397–403. [Google Scholar] [CrossRef]
- Klugmann-Radziemska, E.; Ostrowski, P.; Drabczyk, K.; Panek, P.; Szkodo, M. Experimental validation of crystalline silicon solar cells recycling by thermal and chemical methods. Sol. Energy Mater. Sol. Cells 2010, 94, 2275–2282. [Google Scholar] [CrossRef]
- Kang, S.; Yoo, S.; Lee, J.; Boo, B.; Ryu, H. Experimental investigations for recycling of silicon and glass from waste photovoltaic modules. Renew. Energy 2012, 47, 152–159. [Google Scholar] [CrossRef]
- Lee, J.-K.; Lee, J.-S.; Ahn, Y.-S.; Kang, G.-H.; Song, H.-E.; Kang, M.-G.; Kim, Y.-H.; Cho, C.-H. Simple pretreatment processes for successful reclamation and remanufacturing of crystalline silicon solar cells. Prog. Photovoltaics Res. Appl. 2018, 26, 179–187. [Google Scholar] [CrossRef]
- Chang, Y.-W.; Lee, C.-H.; Popuri, S.R.; Hung, C.-E.; Liao, C.-H.; Chang, J.-E.; Chen, W.-S. Recovery of silicon copper and aluminum from scrap silicon wafers by leaching and precip-itation. Environ. Eng. Manag J. 2018, 17, 561–568. [Google Scholar] [CrossRef]
- Wang, T.; Hsiao, J.; Du, C. Recycling of materials from silicon vase solar cell module. In Proceedings of the 2012 38th IEEE Photovoltaic Specialists Conference, Austin, TX, USA, 3–8 June 2012. [Google Scholar]
- Frisson, L.; Lieten, K.; Bruton, T.; Declercq, K.; Szlufcik, J.; De Moor, H.; Gorts, M.; Benali, A.; Aceves, O. Recent Improvements in Industrial PV Module Recycling. In Proceedings of the 16th European Photovoltaic Solar Energy Conference, Glasgow, UK, 1–5 May 2000. [Google Scholar]
- Park, J.; Park, N. Wet etching processes for recycling crystalline silicon solar cells from end-of-life photovoltaic modules. RSC Adv. 2014, 4, 34823–34829. [Google Scholar] [CrossRef]
- Jung, B.; Park, J.; Seo, D.; Park, N. Sustainable system for raw-metal recovery from crystalline silicon solar panels: From no-ble-metal extraction to lead removal. ACS Sustain. Chem. Eng. 2016, 4, 4079–4083. [Google Scholar] [CrossRef]
- Shin, J.; Park, J.; Park, N. A method to recycle silicon wafer from end-of-life photovoltaic module and solar panels by using recycled silicon wafers. Sol. Energy Mater. Sol. Cells 2017, 162, 1–6. [Google Scholar] [CrossRef]
- Bombach, E.; Röver, I.; Müller, A.; Schlenker, S.; Wambach, K.; Kopecek, R.; Wefringhaus, E. Technical experience during ther-mal and chemical recycling of a 23 year old PV generator formerly installed on pellworm island. In Proceedings of the 21st European Photovoltaic Solar Energy Conference, Dresden, Germany, 4–8 September 2006. [Google Scholar]
- Yousef, S.; Tatariants, M.; Denafas, J.; Makarevicius, V.; Lukošiūtė, S.; Kruopienė, J. Sustainable industrial technology for recovery of Al nanocrystals, Si micro-particles and Ag from solar cell wafer production waste. Sol. Energy Mater. Sol. Cells 2019, 191, 493–501. [Google Scholar] [CrossRef]
- Yi, Y.K.; Kim, H.S.; Tran, T.; Kil Hong, S.; Kim, M.J. Recovering valuable metals from recycled photovoltaic modules. J. Air Waste Manag. Assoc. 2014, 64, 797–807. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.-S.; Ahn, Y.-S.; Kang, G.-H.; Wang, J.-P. Recovery of 4N-grade copper from photovoltaic ribbon in spent solar module. Mater. Technol. 2016, 31, 574–579. [Google Scholar] [CrossRef]
- Kim, S.; Lee, J.-C.; Lee, K.-S.; Yoo, K.; Alorro, R.D. Separation of Tin, Silver and Copper from Waste Pb-free Solder Using Hydrochloric Acid Leaching with Hydrogen Peroxide. Mater. Trans. 2014, 55, 1885–1889. [Google Scholar] [CrossRef] [Green Version]
- Moon, G.; Yoo, K. Separation of Cu, Sn, Pb from photovoltaic ribbon by hydrochloric acid leaching with stannic ion followed by solvent extraction. Hydrometallurgy 2017, 171, 123–127. [Google Scholar] [CrossRef]
- Chen, W.S. The application of organic solvents and thermal process for eliminating EVA resin layer from waste photovoltaic modules. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Seoul, Korea, 26–29 January 2019; Volume 291. [Google Scholar]
- Choi, S.; Yoo, K.; Alorro, R.D. Hydrochloric acid leaching behavior of metals from non-magnetic fraction of Pb dross. Geosyst. Eng. 2019, 22, 347–354. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PV Cell | Element | Si | Al | Ag | Bi |
| wt% | 93.38% | 5.25% | 0.91% | 0.011% | |
| PV Ribbon | Element | Cu | Pb | Sn | Ag |
| wt% | 79.6% | 5% | 8.64% | 3.02% |
| Element | PV Cell (ppm) | 1st Leaching | 2nd Leaching |
|---|---|---|---|
| Al | 567.5 | 189.85 | 12.82 |
| Ca | 0.7925 | 0.45 | 0.19 |
| Zn | 0.907 | N.D. | N.D. |
| Fe | 0.344 | 0.03 | 0.07 |
| Ag | 98.37 | 0.59 | 0.1 |
| Bi | 1.0795 | N.D. | N.D. |
| K | N.D. | N.D. | 2.97 |
| Si(purity%) | 93.38% | 98.8% | 99.84% |
| Element | Cu Wire Purity | |
|---|---|---|
| Chemical Separation | Physical Separation | |
| Pb | 0.05% | 0.1% |
| Sn | 0.15% | 0.27% |
| Ag | N.D. | N.D. |
| Na | 0.23% | N.D. |
| Cu (purity%) | 99.57% | 99.63% |
| pH Value | Concentration of Extractant (%) | A/O Ratio | Reaction Time (min) | |
|---|---|---|---|---|
| Tin | −0.75 | 30% | 10:1 | 5 |
| Copper | 1 | 5% | 1:1 | 0.5 |
| Concentration of Stripping Liquid | O/A | Reaction Time (min) | Efficiency | ||
|---|---|---|---|---|---|
| Tin | HNO3 | 1 M | 1 | 10 | 97.3% |
| Copper | H2SO4 | 3 M | 1 | 10 | 99.4% |
| Compound | CuO | PbO | SnO2 | Compound | Ag |
|---|---|---|---|---|---|
| CuO | 99.7% | 0.152% | 0.11% | Cu | 0.95% |
| PbO | N.D. | 99.47% | 0.04% | Pb | 0.11% |
| SnO2 | N.D. | N.D | 99.68% | Sn | N.D. |
| Ag2O | N.D. | 0.09% | N.D. | Ag | 98.85% |
| Al2O3 | 0.09% | 0.171% | 0.11% | Al | 0.05% |
| Na2O | 0.18% | 0.098% | 0.06% | Na | 0.04% |
| K2O | N.D. | 0.011% | N.D. | K | N.D. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, W.-S.; Chen, Y.-J.; Lee, C.-H.; Cheng, Y.-J.; Chen, Y.-A.; Liu, F.-W.; Wang, Y.-C.; Chueh, Y.-L. Recovery of Valuable Materials from the Waste Crystalline-Silicon Photovoltaic Cell and Ribbon. Processes 2021, 9, 712. https://doi.org/10.3390/pr9040712
Chen W-S, Chen Y-J, Lee C-H, Cheng Y-J, Chen Y-A, Liu F-W, Wang Y-C, Chueh Y-L. Recovery of Valuable Materials from the Waste Crystalline-Silicon Photovoltaic Cell and Ribbon. Processes. 2021; 9(4):712. https://doi.org/10.3390/pr9040712
Chicago/Turabian StyleChen, Wei-Sheng, Yen-Jung Chen, Cheng-Han Lee, Yi-Jin Cheng, Yu-An Chen, Fan-Wei Liu, Yi-Chung Wang, and Yu-Lun Chueh. 2021. "Recovery of Valuable Materials from the Waste Crystalline-Silicon Photovoltaic Cell and Ribbon" Processes 9, no. 4: 712. https://doi.org/10.3390/pr9040712
APA StyleChen, W. -S., Chen, Y. -J., Lee, C. -H., Cheng, Y. -J., Chen, Y. -A., Liu, F. -W., Wang, Y. -C., & Chueh, Y. -L. (2021). Recovery of Valuable Materials from the Waste Crystalline-Silicon Photovoltaic Cell and Ribbon. Processes, 9(4), 712. https://doi.org/10.3390/pr9040712