
Dynamic Mixed Model Lotsizing and Scheduling for Flexible Machining Lines Using a Constructive Heuristic



Abstract
:1. Introduction
2. Literature Review
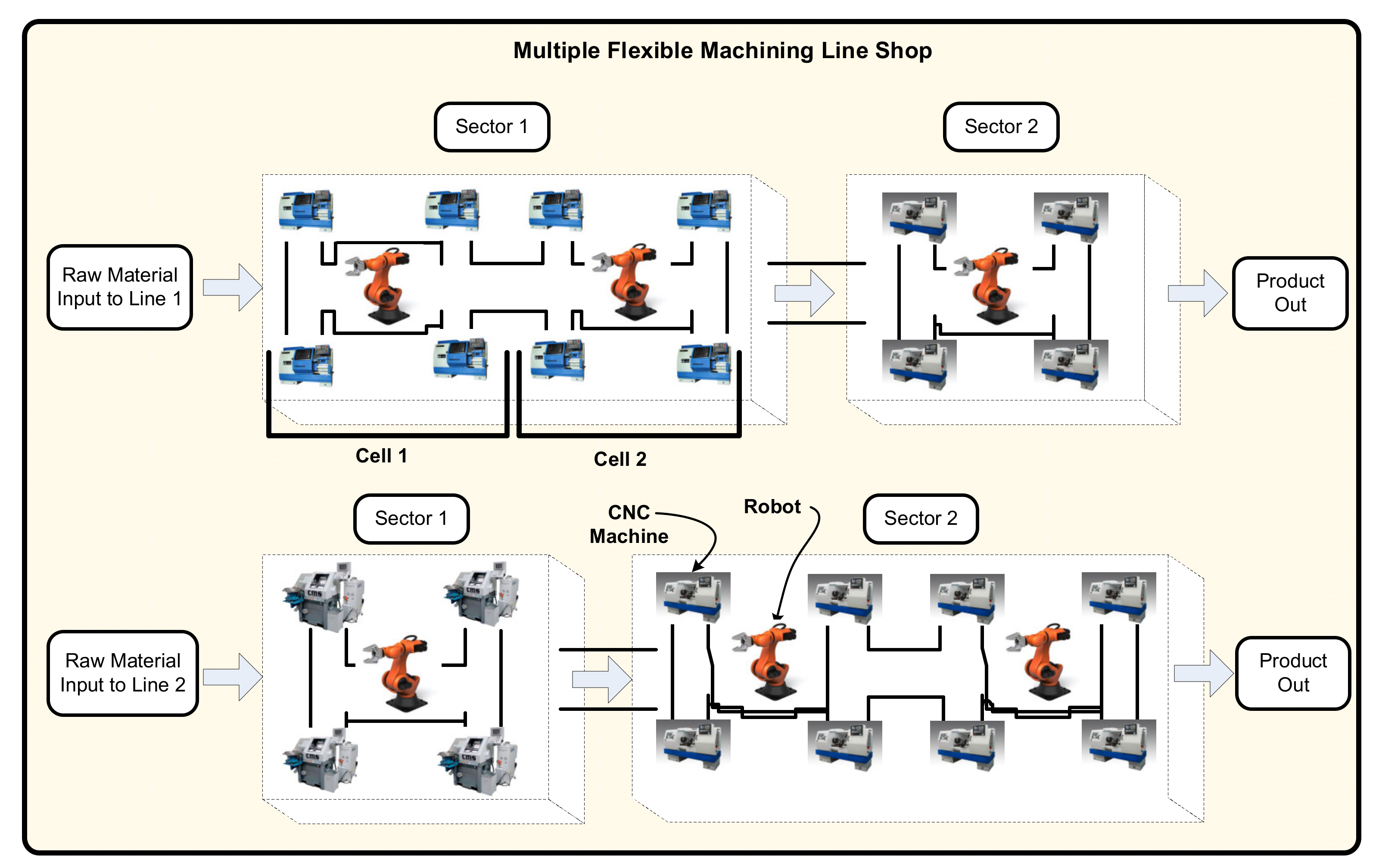
2.1. Transfer Lines and Flexible Machining Line Problem
2.2. Dynamic Lotsizing and Scheduling on Multiple Lines
2.3. Uncertainty in Machine and Robots Failure
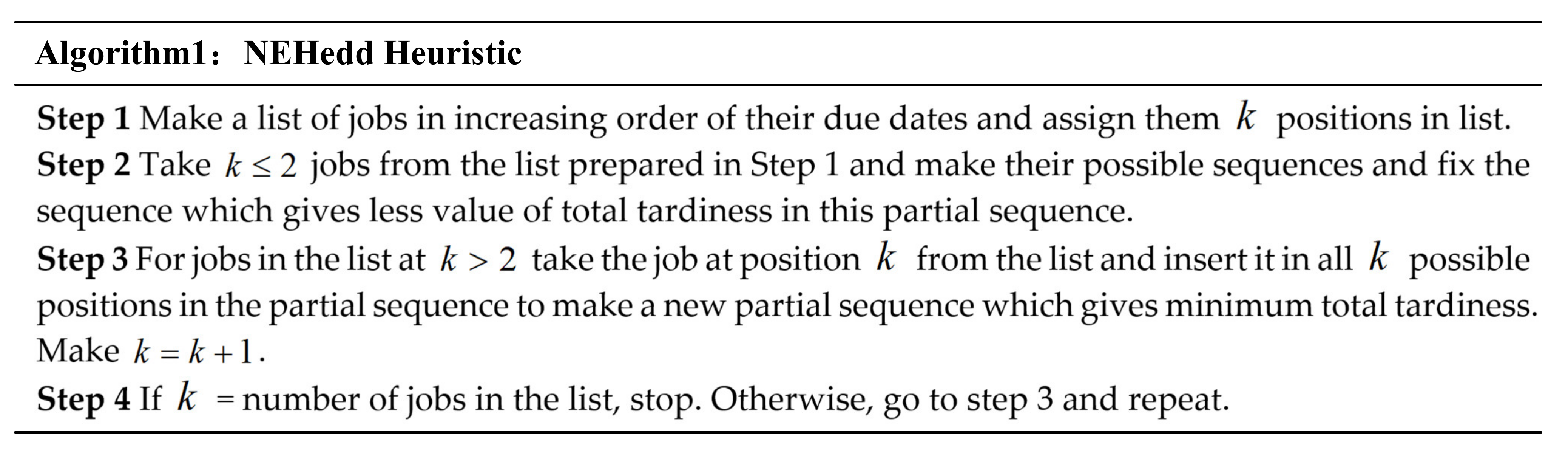
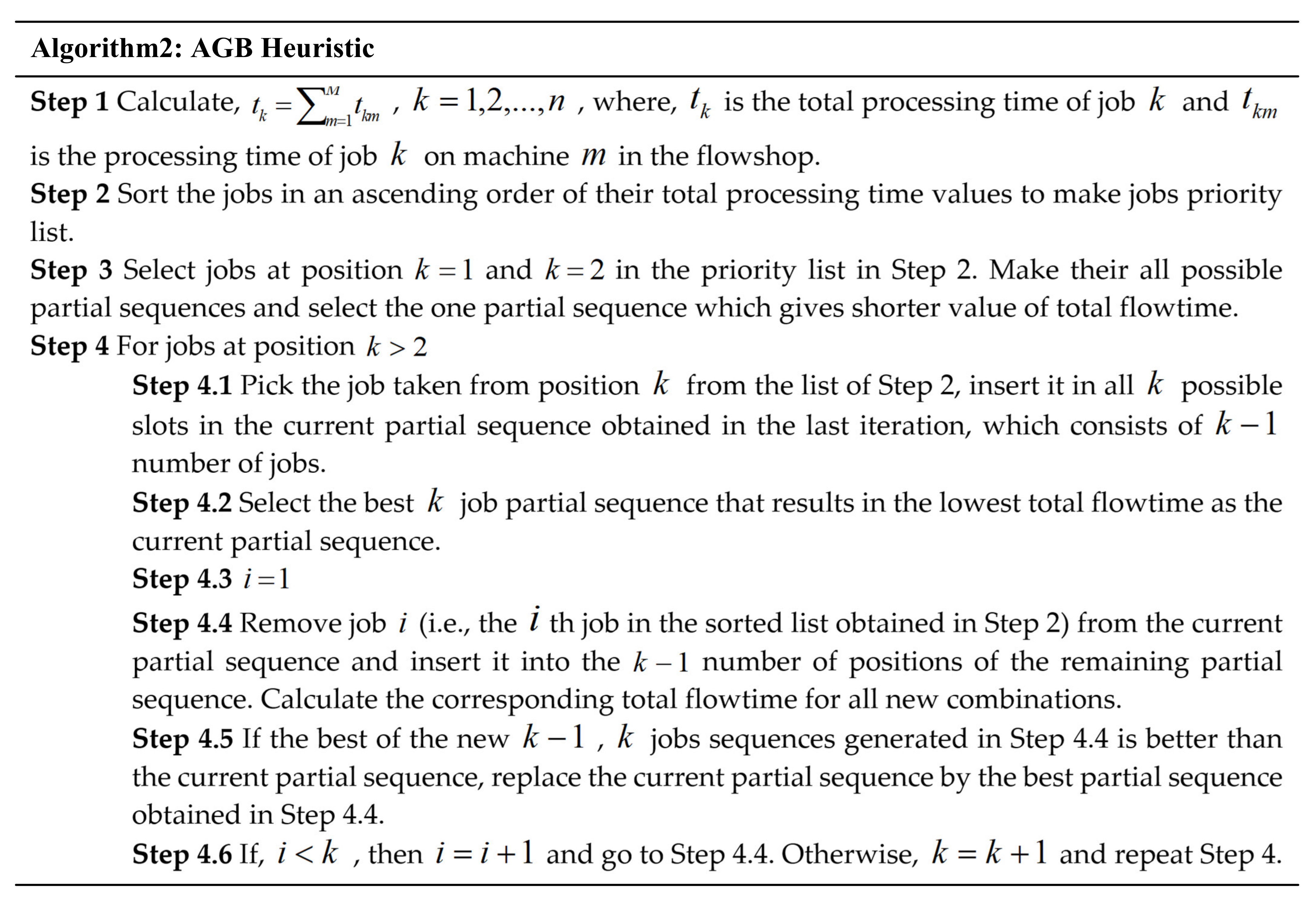
2.4. Solution Methodology
3. Problem Description
3.1. Lotsizing and Scheduling with Known Demand
3.1.1. Completion Time of Models on First Sector
3.1.2. Completion Time of Models on Any Sector
3.2. Unreliable Machines in the Flexible Machining Lines
3.2.1. Uncertain Failure of Machines and Robots
3.2.2. Reliability of a Cell
3.2.3. Reliability of a Sector
3.3. Uncertainty in the Demand of models in Each Planning Horizon
4. Research Methodology
5. Computational Experiments and Results
5.1. Input Data for Experiments
5.2. Results and Comparison
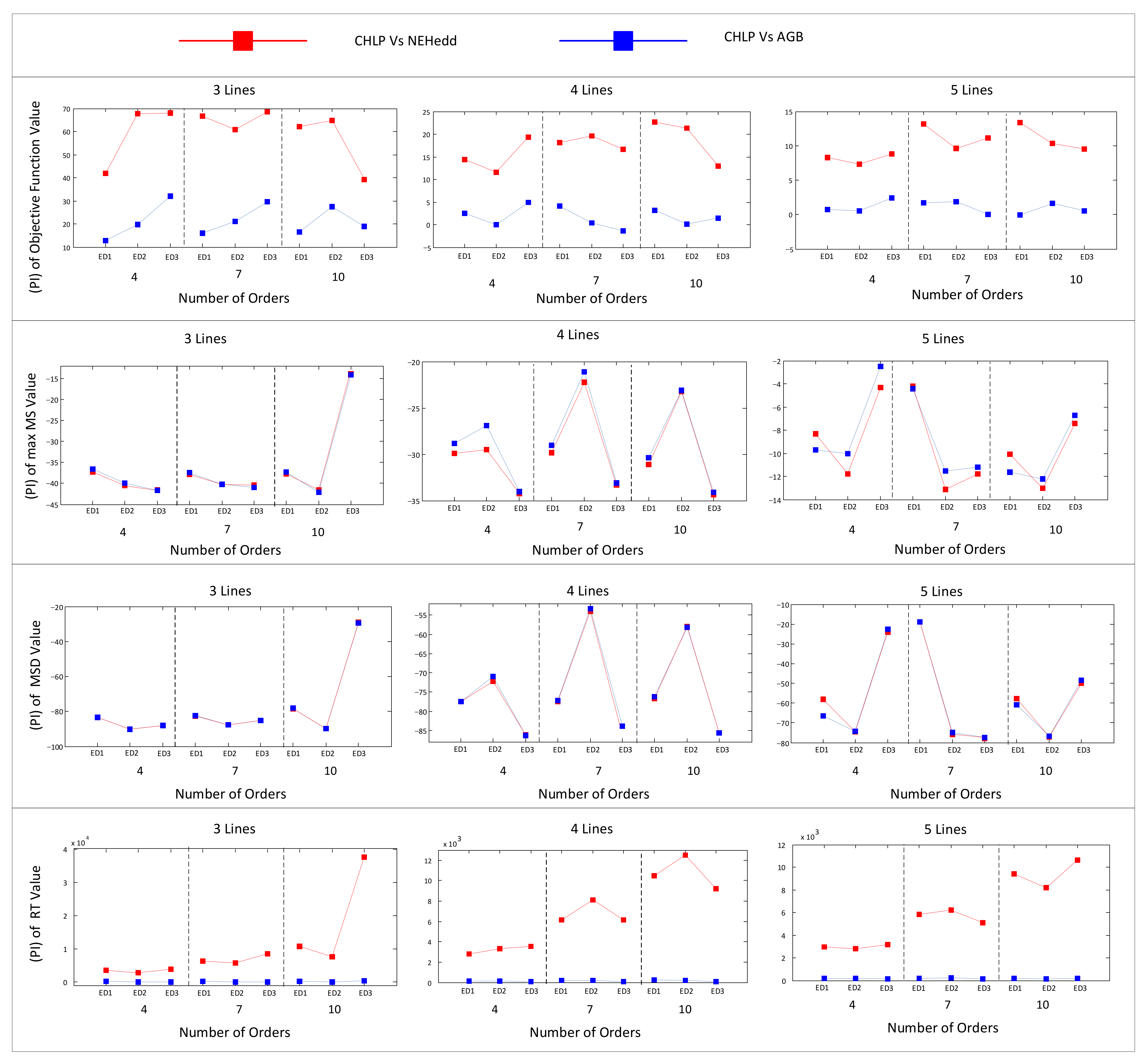
5.2.1. Percentage Improvements in Performance
Improvement in Objective Function
Improvement in Maximum Makespan (MS) of Lines
Improvement in Makespan Deviation of Lines (MSD)
Improvement in Run Time of Heuristics (RT)
5.2.2. Graphical Results
Tight Due Date
- (i)
- Fixed number of lines, fixed number of orders and varying demand range
- (ii)
- Fixed number of lines, fixed demand range and varying number of orders
- (iii)
- Fixed demand range, fixed number of orders and varying number of lines
Loose Due Date
5.2.3. Mean and Standard Deviation of Results
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Index used to represent a planning horizon, | |
| o | Index used to represent customer order, |
| Index used to represent the flexible line, | |
| Index used to represent the position of lot of model | |
| Number of total lots from all models in line , | |
| Index used to represent the position of lot of model in line | |
| Index used to represent the sector in production line in line, | |
| Demand of product model in order which needs scheduling in planning horizon | |
| Demand of product model in order which is not completed in planning horizon | |
| Process time of process in product model | |
| Cycle time of the line if only model is produced on it in planning horizon | |
| Sum of cycle time due to model when it is produced on any line independently in planning horizon | |
| The allowed demand of a model which can be assigned to line in planning horizon | |
| The allowed demand of a model from order which can be assigned to line in planning horizon | |
| The greater common number of [ ] of model among all orders on a line in planning horizon | |
| Maximum integer value of which can be divisible by | |
| The number of lots of model from order which can be assigned to line in time horizon | |
| The lot size of model for order on line in time horizon and the lot is positioned at position in the lot schedule on line | |
| Total number of lots of model for order which are not completed in planning horizon and are added to planning horizon | |
| The number of lots of model for order which are to be sequence in planning line in planning horizon | |
| Duration of time in each planning horizon in line | |
| Number of shifts of work in one day | |
| Number of hours for each working shift | |
| Total time available on line for day in horizon , | |
| Number of days in planning horizon | |
| Start time on line for day in planning horizon | |
| The number of planning horizons passed before a planning horizon | |
| The repair rate of the machine in a cell of sector | |
| The failure rate of the machine in a cell of sector | |
| Number of days which have been passed from planning horizon | |
| Estimated average demand of model in order during the planning horizon | |
| Probability of occurrence of factor to change the demand of model in order during planning horizon in scenario | |
| The possible change in the demand of model in order due to the factor if it occurs before planning horizon in scenario | |
| Average value of demand of product model in order which needs scheduling in planning horizon | |
| Average value of demand of product model in order which is not completed in planning horizon | |
| Average allowed demand of a model which can be assigned to line in planning horizon | |
| Average allowed demand of a model from order which can be assigned to line in planning horizon | |
| Greater common number of of model among all orders on line in planning horizon | |
| Maximum integer value of which can be divisible by | |
| Average of number of lots of model from order which can be assigned to line in time horizon | |
| Average value of lot size of model for order on line in horizon and the lot is positioned at position in the lot schedule | |
| Average value of total number of lots of model for order which are not completed in planning horizon and are added to the planning horizon | |
| Average value of number of lots of model for order which are to be sequence in planning line in planning horizon | |
| Normal distributed due date of model from an order in planning horizon , | |
| Mean value of due date of the model from an order in planning horizon | |
| Variance value of due date of the model from an order in planning horizon | |
References
- He, C.; Guan, Z.; Xu, G.; Yue, L.; Ullah, S. Scenario-based robust dominance criteria for multi-objective automated flexible transfer line balancing problem under uncertainty. Int. J. Prod. Res. 2020, 58, 1–20. [Google Scholar] [CrossRef]
- He, C.; Guan, Z.; Yue, L.; Ullah, S. Set-partitioning-based heuristic for balancing and configuration of automated flexible machining line. Int. J. Prod. Res. 2018, 56, 3152–3172. [Google Scholar] [CrossRef]
- He, C.; Guan, Z.; Luo, D.; Fang, W.; Ullah, S. Decomposition heuristic for parallel-machine transfer line design with dual-uncertainties-based chance constraints. Eng. Optim. 2018, 51, 199–216. [Google Scholar] [CrossRef]
- Liu, X.; Li, A.; Chen, Z. Optimization of line configuration and balancing for flexible machining lines. Chin. J. Mech. Eng. 2016, 29, 579–587. [Google Scholar] [CrossRef]
- Brahimi, N.; Dauzère-Pérès, S.; Najid, N.M.; Nordli, A. Single item lotsizing problems. Eur. J. Oper. Res. 2006, 168, 1–16. [Google Scholar] [CrossRef]
- Darvish, M.; Larrain, H.; Coelho, L.C. A dynamic multi-plant lot-sizing and distribution problem. Int. J. Prod. Res. 2016, 54, 1–11. [Google Scholar] [CrossRef]
- Ferreira, D.; Morabito, R.; Rangel, S. Solution approaches for the soft drink integrated production lotsizing and scheduling problem. Eur. J. Oper. Res. 2009, 196, 697–706. [Google Scholar] [CrossRef]
- Yue, L.; Guan, Z.; Zhang, L.; Saif, U.; Cui, Y. Multi objective lotsizing and scheduling with material constraints in flexible parallel lines using a Pareto based guided artificial bee colony algorithm. Comput. Ind. Eng. 2019, 128, 659–680. [Google Scholar] [CrossRef]
- Glock, C.H.; Grosse, E.H.; Ries, J.M. The lotsizing problem: A tertiary study. Int. J. Prod. Econ. 2014, 155, 39–51. [Google Scholar] [CrossRef]
- Karimi-Nasab, M.; Seyedhoseini, S. Multi-level lotsizing and job shop scheduling with compressible process times: A cutting plane approach. Eur. J. Oper. Res. 2013, 231, 598–616. [Google Scholar] [CrossRef]
- Parveen, S.; Hasin, A.A. A Heuristic Solution of Multi-Item Single Level Capacitated Dynamic Lot-Sizing Problem with Setup Time. Adv. Mater. Res. 2011, 264, 1794–1801. [Google Scholar] [CrossRef] [Green Version]
- Hajipour, V.; Kheirkhah, A.; Tavana, M.; Absi, N. Novel Pareto-based meta-heuristics for solving multi-objective multi-item capacitated lot-sizing problems. Int. J. Adv. Manuf. Technol. 2015, 80, 31–45. [Google Scholar] [CrossRef]
- Masmoudi, O.; Yalaoui, A.; Ouazene, Y.; Chehade, H. Lot-sizing in a multi-stage flow line production system with energy consideration. Int. J. Prod. Res. 2016, 55, 1–23. [Google Scholar] [CrossRef]
- Seeanner, F.; Almada-Lobo, B.; Meyr, H. Combining the principles of variable neighborhood decomposition search and the fix&optimize heuristic to solve multi-level lot-sizing and scheduling problems. Comput. Oper. Res. 2013, 40, 303–317. [Google Scholar] [CrossRef]
- Sifaleras, A.; Konstantaras, I. Variable neighborhood descent heuristic for solving reverse logistics multi-item dynamic lot-sizing problems. Comput. Oper. Res. 2017, 78, 385–392. [Google Scholar] [CrossRef]
- Erdirik-Dogan, M.; Grossmann, I.E. Simultaneous planning and scheduling of single-stage multi-product continuous plants with parallel lines. Comput. Chem. Eng. 2008, 32, 2664–2683. [Google Scholar] [CrossRef] [Green Version]
- Meyr, H.; Mann, M. A decomposition approach for the General Lotsizing and Scheduling Problem for Parallel production Lines. Eur. J. Oper. Res. 2013, 229, 718–731. [Google Scholar] [CrossRef]
- Yan, H.S.; Wang, H.X.; Zhang, X.D. Simultaneous batch splitting and scheduling on identical parallel production lines. Inf. Sci. 2013, 221, 501–519. [Google Scholar] [CrossRef]
- Essafi, M.; Delorme, X.; Dolgui, A.; Guschinskaya, O. A MIP approach for balancing transfer line with complex industrial constraints. Comput. Ind. Eng. 2010, 58, 393–400. [Google Scholar] [CrossRef]
- Essafi, M.; Delorme, X.; Dolgui, A. A reactive GRASP and Path Relinking for balancing reconfigurable transfer lines. Int. J. Prod. Res. 2012, 50, 5213–5238. [Google Scholar] [CrossRef]
- Mumtaz, J.; Guan, Z.; Yue, L.; Wang, Z.; Ullah, S.; Rauf, M. Multi-level planning and scheduling for parallel PCB assembly lines using hybrid spider monkey optimization approach. IEEE Access. 2019, 7, 18685–18700. [Google Scholar] [CrossRef]
- Mumtaz, J.; Guan, Z.; Yue, L.; Zhang, L.; He, C. Hybrid spider monkey optimisation algorithm for multi-level planning and scheduling problems of assembly lines. Int. J. Prod. Res. 2020. [Google Scholar] [CrossRef]
- Khalid, Q.S.; Arshad, M.; Maqsood, S.; Jahanzaib, M.; Babar, A.R.; Khan, I.; Mumtaz, J.; Kim, S. Hybrid Particle swarm algorithm for products’ scheduling problem in cellular manufacturing system. Symmetry 2019, 729. [Google Scholar] [CrossRef] [Green Version]
- Nawaz, M.; Enscore, E.E.; Ham, I. A heuristic algorithm for the m-machine, n-job flow-shop sequencing problem. Omega 1983, 11, 91–95. [Google Scholar] [CrossRef]
- Mumtaz, J.; Zailin, G.; Mirza, J.; Rauf, M.; Sarfraz, S.; Shehab, E. Makespan minimization for flow shop scheduling problems using modified operators in genetic algorithm. In Advances in Manufacturing Technology XXXII, Proceedings of the 16th International Conference on Manufacturing Research, ICMR, Skövde, Sweden, 11–13 September 2018; IOS Press: Clifton, VA, USA, 2018. [Google Scholar] [CrossRef]
- Framinan, J.M.; Leisten, R.; Rajendran, C. Different initial sequences for the heuristic of Nawaz, Enscore and Ham to minimize makespan, idletime or flowtime in the static permutation flowshop sequencing problem. Int. J. Prod. Res. 2003, 41, 121–148. [Google Scholar] [CrossRef]
- Rauf, M.; Guan, Z.; Sarfraz, S.; Mumtaz, J.; Shehab, E.; Jahanzaib, M.; Hanif, M. A smart algorithm for multi-criteria optimization of model sequencing problem in assembly lines. Robot. Comput. Integr. Manuf. 2020, 61, 101844. [Google Scholar] [CrossRef]
- Vallada, E.; Ruiz, R. Genetic algorithms with path relinking for the minimum tardiness permutation flowshop problem. Omega 2010, 38, 57–67. [Google Scholar] [CrossRef]
- Laha, D.; Sarin, S.C. A heuristic to minimize total flow time in permutation flow shop☆. Omega 2009, 37, 734–739. [Google Scholar] [CrossRef]
- Abedinnia, H.; Glock, C.H.; Brill, A. New simple constructive heuristic algorithms for minimizing total flow-time in the permutation flowshop scheduling problem. Comput. Oper. Res. 2016, 74, 165–174. [Google Scholar] [CrossRef]
- Zimmer, W. An Introduction to Reliability and Maintainability Engineering. J. Qual. Technol. 1999, 31, 464–466. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Size of Problem with Number of Orders | Estimated Demand | Due Date | Number of Experiments | |
|---|---|---|---|---|
| 3, 4 and 5 Lines | 4 | Ed1 5~15 | Tight | 10 |
| Ed2 20~30 | 10 | |||
| Ed3 35~45 | 10 | |||
| 7 | Ed1 5~15 | 10 | ||
| Ed2 20~30 | 10 | |||
| Ed3 35~45 | 10 | |||
| 10 | Ed1 5~15 | 10 | ||
| Ed2 20~30 | 10 | |||
| Ed3 35~45 | 10 | |||
| 4 | Ed1 5~15 | Loose | 10 | |
| Ed2 20~30 | 10 | |||
| Ed3 35~45 | 10 | |||
| 7 | Ed1 5~15 | 10 | ||
| Ed2 20~30 | 10 | |||
| Ed3 35~45 | 10 | |||
| 10 | Ed1 5~15 | 10 | ||
| Ed2 20~30 | 10 | |||
| Ed3 35~45 | 10 |
| Sector | Processing Time of Product Model | |||
|---|---|---|---|---|
| A | B | C | D | |
| 1 | 18 | 53 | 55 | 5 |
| 2 | 3 | 44 | 54 | 62 |
| 3 | 55 | 47 | 21 | 49 |
| 4 | 16 | 4 | 2 | 48 |
| 5 | 31 | 45 | 49 | 52 |
| 6 | 55 | 45 | 49 | 48 |
| 7 | 8 | 15 | 60 | 59 |
| 8 | 20 | 45 | 53 | 60 |
| 9 | 34 | 20 | 32 | 64 |
| 10 | 29 | 21 | 29 | 46 |
| Sequence Dependent Setup Time between Different Product Models | ||||
|---|---|---|---|---|
| A | B | C | D | |
| A | 0 | 23 | 32 | 25 |
| B | 35 | 0 | 32 | 10 |
| C | 45 | 35 | 0 | 20 |
| D | 15 | 34 | 40 | 0 |
| Product Model | Cycle Time of Lines | ||||
|---|---|---|---|---|---|
| Line 1 | Line 2 | Line 3 | Line 4 | Line 5 | |
| A | 13 | 17 | 15 | 13 | 11 |
| B | 18 | 18 | 17 | 19 | 12 |
| C | 16 | 16 | 12 | 16 | 17 |
| D | 20 | 10 | 12 | 18 | 10 |
| Number of Lines | Size of Problem with Number of Orders | Estimated Demand | Due Date | Percentage Improvement of Average Values | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| CHLP vs. NEHedd | CHLP vs. AGB | ||||||||||
| Obj | MS | MSD | RT | Obj | MS | MSD | RT | ||||
| 3 Lines | 4 | ED1 | Tight | 47.9 | −40.0 | −87.5 | 921.2 | 18.5 | −38.9 | −87.2 | 170.1 |
| ED2 | 56.4 | −37.6 | −79.6 | 2377.2 | 39.1 | −36.5 | −79.2 | 69.8 | |||
| ED3 | 66.3 | −39.6 | −84.8 | 4215.1 | 44.9 | −39.6 | −84.9 | 35.2 | |||
| 7 | ED1 | 69.9 | −38.4 | −84.4 | 5687.7 | 25.4 | −37.6 | −84.1 | 221.8 | ||
| ED2 | 44.1 | −37.8 | −78.6 | 5936.7 | 34.7 | −37.4 | −78.6 | 57.6 | |||
| ED3 | 45.0 | −32.8 | −67.3 | 9643.1 | 33.2 | −32.0 | −67.1 | 55.5 | |||
| 10 | ED1 | 70.1 | −39.5 | −83.0 | 10,378.9 | 23.6 | −38.2 | −82.5 | 252.6 | ||
| ED2 | 59.9 | −29.5 | −61.5 | 12,997.7 | 42.7 | −29.0 | −61.3 | 129.3 | |||
| ED3 | 35.5 | −25.1 | −50.8 | 24,998.6 | 28.8 | −24.3 | −50.4 | 178.2 | |||
| 4 | ED1 | Loose | 41.9 | −37.3 | −83.4 | 3452.8 | 12.8 | −36.5 | −83.4 | 259.8 | |
| ED2 | 67.7 | −40.5 | −90.1 | 2703.1 | 19.8 | −39.9 | −90.1 | 61.0 | |||
| ED3 | 67.9 | −41.5 | −88.0 | 3840.2 | 31.9 | −41.7 | −88.2 | 38.9 | |||
| 7 | ED1 | 66.8 | −37.9 | −82.7 | 6334.8 | 16.1 | −37.4 | −82.5 | 227.5 | ||
| ED2 | 60.7 | −40.2 | −87.7 | 5704.3 | 21.2 | −40.3 | −87.8 | 51.7 | |||
| ED3 | 68.4 | −40.4 | −85.2 | 8505.5 | 29.5 | −40.9 | −85.4 | 35.8 | |||
| 10 | ED1 | 62.2 | −37.7 | −78.6 | 10,741.8 | 16.5 | −37.3 | −78.3 | 259.1 | ||
| ED2 | 64.7 | −41.6 | −89.8 | 7542.3 | 27.4 | −42.1 | −90.0 | 51.2 | |||
| ED3 | 39.1 | −13.8 | −29.1 | 37,597.4 | 18.9 | −14.1 | −29.6 | 326.5 | |||
| 4 Lines | 4 | ED1 | Tight | 17.1 | −28.7 | −75.7 | 949.1 | 2.6 | −27.3 | −74.5 | 189.4 |
| ED2 | 20.3 | −32.9 | −80.0 | 2624.0 | 4.4 | −32.0 | −79.6 | 105.5 | |||
| ED3 | 24.0 | −29.5 | −78.1 | 3214.8 | 3.7 | −29.2 | −78.3 | 85.6 | |||
| 7 | ED1 | 23.7 | −29.4 | −76.0 | 6114.8 | 0.8 | −27.9 | −75.0 | 207.5 | ||
| ED2 | 30.2 | −23.9 | −59.2 | 7932.9 | 7.7 | −23.7 | −59.7 | 236.5 | |||
| ED3 | 28.7 | −35.9 | −88.2 | 5910.0 | 2.6 | −35.7 | −88.3 | 79.9 | |||
| 10 | ED1 | 24.8 | −32.1 | −78.5 | 8440.6 | −3.0 | −29.9 | −77.2 | 173.1 | ||
| ED2 | 32.7 | −3.2 | −6.0 | 44,069.9 | 2.6 | −2.2 | −5.4 | 1034.0 | |||
| ED3 | 27.6 | −33.7 | −80.5 | 9484.7 | 2.7 | −33.0 | −80.3 | 86.3 | |||
| 4 | ED1 | Loose | 14.4 | −29.9 | −77.6 | 2827.7 | 2.6 | −28.8 | −77.5 | 163.4 | |
| ED2 | 11.6 | −29.5 | −72.3 | 3340.3 | 0.0 | −26.9 | −71.0 | 142.1 | |||
| ED3 | 19.3 | −34.2 | −86.1 | 3526.9 | 4.9 | −34.0 | −86.3 | 97.3 | |||
| 7 | ED1 | 18.1 | −29.8 | −77.6 | 6126.1 | 4.1 | −29.0 | −77.2 | 213.3 | ||
| ED2 | 19.6 | −22.2 | −54.0 | 8104.9 | 0.4 | −21.1 | −53.4 | 228.2 | |||
| ED3 | 16.7 | −33.3 | −83.9 | 6163.5 | −1.3 | −33.1 | −83.9 | 74.6 | |||
| 10 | ED1 | 22.7 | −31.1 | −76.7 | 10,499.9 | 3.2 | −30.4 | −76.2 | 234.7 | ||
| ED2 | 21.3 | −23.2 | −58.0 | 12,481.3 | 0.2 | −23.1 | −58.2 | 206.8 | |||
| ED3 | 13.0 | −34.4 | −85.7 | 9188.3 | 1.5 | −34.1 | −85.7 | 75.6 | |||
| 5 Lines | 4 | ED1 | Tight | 8.6 | −6.7 | −43.7 | 761.3 | 0.5 | −8.9 | −51.1 | 179.3 |
| ED2 | 6.5 | −11.5 | −66.9 | 3003.1 | 0.8 | −7.8 | −61.6 | 216.9 | |||
| ED3 | 8.7 | −12.9 | −81.0 | 2651.3 | 0.6 | −11.6 | −80.7 | 140.7 | |||
| 7 | ED1 | 13.9 | −5.5 | −29.3 | 5971.1 | 0.5 | −5.6 | −29.9 | 208.3 | ||
| ED2 | 13.3 | −11.4 | −70.9 | 5959.7 | 0.9 | −9.3 | −69.1 | 202.5 | |||
| ED3 | 12.7 | −6.3 | −45.4 | 6453.1 | 1.2 | −6.9 | −50.3 | 178.7 | |||
| 10 | ED1 | 18.3 | −11.0 | −59.9 | 9235.8 | 0.1 | −10.1 | −59.0 | 149.7 | ||
| ED2 | 13.0 | −12.3 | −76.6 | 8206.2 | 1.3 | −13.2 | −78.4 | 172.2 | |||
| ED3 | 12.6 | −7.9 | −48.9 | 9199.9 | 0.8 | −8.2 | −52.1 | 170.8 | |||
| 4 | ED1 | Loose | 8.3 | −8.3 | −58.0 | 2961.3 | 0.7 | −9.7 | −66.4 | 207.8 | |
| ED2 | 7.3 | −11.8 | −74.7 | 2775.7 | 0.6 | −10.0 | −74.1 | 196.7 | |||
| ED3 | 8.8 | −4.3 | −24.0 | 3181.7 | 2.4 | −2.5 | −22.5 | 152.9 | |||
| 7 | ED1 | 13.2 | −4.2 | −18.9 | 5815.2 | 1.7 | −4.4 | −19.0 | 180.5 | ||
| ED2 | 9.6 | −13.1 | −75.7 | 6204.7 | 1.9 | −11.5 | −74.8 | 217.0 | |||
| ED3 | 11.1 | −11.8 | −77.9 | 5114.8 | 0.0 | −11.2 | −77.5 | 121.7 | |||
| 10 | ED1 | 13.4 | −10.1 | −57.8 | 9437.1 | −0.1 | −11.6 | −61.0 | 195.0 | ||
| ED2 | 10.3 | −13.0 | −77.0 | 8166.4 | 1.6 | −12.2 | −76.8 | 147.9 | |||
| ED3 | 9.5 | −7.4 | −50.0 | 10,616.2 | 0.6 | −6.7 | −48.5 | 191.1 | |||
| 3 lines | Number of Orders | Obj (Mean/st dev) | MS (Mean/st dev) | MSD (Mean/st dev) | ||||||||
| Due Date | Estimated Demand | NEHedd | AGB | CHLP | NEHedd | AGB | CHLP | NEHedd | AGB | CHLP | ||
| Tight | 4 | ED1 | 98.30069/8.805509 | 122.7033/11.09783 | 145.363/11.51668 | 6365/374.2847 | 6251/430.014 | 3937/3879 | 1942.247/158.4479 | 1887.222/215.2157 | 242.336/39.51123 | |
| ED2 | 241.9174/12.7023 | 272.0703/6.101868 | 378.4128/2.690194 | 14,450/268.4176 | 14,212.33/59.5007 | 8071/10,254 | 4654.692/144.1209 | 4565.87/26.30892 | 948.9381/776.7566 | |||
| ED3 | 370.12/22.48565 | 424.5609/3.043784 | 615.3544/15.19337 | 22,301.33/266.7608 | 22,332.67/232.8011 | 13,347/13,551 | 7213.477/69.59767 | 7279.199/103.7511 | 1096.451/317.1472 | |||
| 7 | ED1 | 151.3666/19.44257 | 205.1331/29.66419 | 257.1959/21.90211 | 10,571.67/745.4276 | 10,440/774.5005 | 6366/7105 | 3319.956/332.9879 | 3271.732/308.8637 | 519.3126/156.3284 | ||
| ED2 | 424.6693/10.89009 | 454.2986/8.730234 | 611.927/24.99142 | 24,470/584.729 | 24,324/728.0103 | 15,631/14,711 | 7926.252/224.5686 | 7932.312/287.6652 | 1697.271/532.5862 | |||
| ED3 | 655.6315/9.865359 | 713.7382/35.58148 | 950.4292/42.46779 | 38,273.67/452.0048 | 37827.33/405.7861 | 29,352/23,896 | 12,414.1/132.4835 | 12,322.51/152.2046 | 4057.872/2085.727 | |||
| 10 | ED1 | 213.3345/38.65946 | 293.5006/61.6073 | 362.8687/31.01497 | 14,991.67/848.3845 | 14,672/689.0341 | 9177/8669 | 4775.778/386.3903 | 4648.156/236.5074 | 813.7396/427.2822 | ||
| ED2 | 525.0967/31.52382 | 588.3935/46.15789 | 839.7806/45.40211 | 34,798/780.6997 | 34,544.33/987.5152 | 20,698/20,223 | 11,385.96/262.9174 | 11,342.62/491.5525 | 4386.207/4616.978 | |||
| ED3 | 930.7582/35.9016 | 979.2619/31.81471 | 1261.452/138.1829 | 53,769.33/462.366 | 53,257.33/535.4497 | 32,658/34,302 | 17,533.45/137.4789 | 17,390.74/165.24 | 8623.126/7843.745 | |||
| Loose | 4 | ED1 | 106.8601/14.15599 | 134.4632/15.47817 | 151.6468/12.00317 | 6337/386.268 | 6262.333/396.056 | 4142/3908 | 1922.783/161.169 | 1925.801/172.5874 | 319.0499/91.56597 | |
| ED2 | 231.9278/20.43715 | 324.5913/14.34566 | 388.8865/6.336484 | 14,162.67/520.132 | 14,028/514.5804 | 8189/8434 | 4508.875/223.5418 | 4495.146/201.643 | 445.1314/73.91367 | |||
| ED3 | 373.6634/15.77202 | 475.6737/47.53367 | 627.2758/14.77915 | 22,253.67/299.6904 | 22,306.33/431.9911 | 12,290/13,334 | 7154.745/115.6829 | 7269.533/147.3897 | 857.8287/568.6008 | |||
| 7 | ED1 | 163.2034/14.48901 | 234.4145/26.81511 | 272.1514/25.15341 | 10,495.33/801.0626 | 10,409/857.1015 | 6358/6756 | 3305.563/325.1074 | 3266.751/368.5107 | 571.7457/276.2177 | ||
| ED2 | 406.0249/25.20067 | 538.2875/26.43672 | 652.4114/26.70992 | 24,263.67/908.5732 | 24,298/665.9782 | 13,766/14,701 | 7885.646/340.6954 | 7967.837/264.5755 | 972.9035/349.8923 | |||
| ED3 | 625.4002/15.59647 | 813.477/35.82453 | 1053.473/35.2672 | 37,854.67/744.4598 | 38,204/243.0453 | 22,326/22,483 | 12,307.92/273.3461 | 12,509.1/29.56552 | 1826.572/218.662 | |||
| 10 | ED1 | 233.7796/7.46183 | 325.4344/47.07676 | 379.122/33.66002 | 14,803.67/1020.941 | 14,701/760.0493 | 9171/9421 | 4715.211/409.7251 | 4670.36/305.1261 | 1011.196/306.9999 | ||
| ED2 | 570.0558/28.50975 | 737.0825/21.22441 | 938.8041/47.92858 | 34,110.67/992.76 | 34,424.33/1113.244 | 20,471/19,105 | 11,081.42/353.7797 | 11,274.93/514.3987 | 1128.314/415.1791 | |||
| ED3 | 932.5502/25.04013 | 1091.108/88.95119 | 1296.982/127.8959 | 53,412.33/640.8091 | 53,569/232.2692 | 51,903/32,273 | 17,475.12/217.2945 | 17,585.61/44.68807 | 12,381.86/8170.251 | |||
| 4 Lines | Obj (Mean/st dev) | MS (Mean/st dev) | MSD (Mean/st dev) | |||||||||
| Due Date | NEHedd | AGB | CHLP | NEHedd | AGB | CHLP | NEHedd | AGB | CHLP | |||
| Tight | 4 | ED1 | 131.0353/16.21232 | 149.446/13.8427 | 153.4025/14.86976 | 4470/414.8265 | 4385.667/267.3992 | 3187/340.8504 | 929.7472/186.8428 | 558.295/525.312739 | 225.5806/149.9639 | |
| ED2 | 324.7689/29.9919 | 374.0017/19.95983 | 390.5437/1.716956 | 9726/150.6884 | 9604/269.065 | 6528.333/438.7828 | 2155.57/86.8549 | 1121.21245/1462.802476 | 431.7854/249.0686 | |||
| ED3 | 513.6706/31.22009 | 614.4254/13.87401 | 637.1856/8.672091 | 14,787.67/229.147 | 14,728.33/307.9388 | 10,424/326.3847 | 3257.31/68.43677 | 1662.873385/2254.873885 | 714.3986/186.6623 | |||
| 7 | ED1 | 219.2725/32.16905 | 269.0035/18.46382 | 271.1675/26.20796 | 7287.333/706.8842 | 7137.667/539.6317 | 5146.333/642.6432 | 1563.6/256.7785 | 910.18925/924.0623445 | 375.4575/202.3528 | ||
| ED2 | 517.1811/5.983651 | 625.2066/26.9775 | 673.2117/21.20299 | 16,685.33/425.9112 | 16,633/435.0184 | 12,696/3020.387 | 3780.21/132.9458 | 1956.5779/2579.005249 | 1540.567/1608.493 | |||
| ED3 | 848.8244/49.53007 | 1064.301/46.23988 | 1092.113/18.94212 | 25,872/376.5541 | 25,780.67/571.6243 | 16,581.33/552.3697 | 5851.93/80.57266 | 2966.25133/4080.965912 | 692.7202/207.6469 | |||
| 10 | ED1 | 303.2771/28.98565 | 390.0198/30.49098 | 378.3959/28.95465 | 10,444.67/585.1447 | 10,117.67/489.9126 | 7088.333/248.1941 | 2352.787/229.5769 | 1291.18195/1501.33626 | 506.3133/113.6265 | ||
| ED2 | 709.2052/10.13574 | 917.4223/73.82233 | 941.2239/47.65802 | 23,639.67/765.0499 | 23,398.33/638.2682 | 22,892.67/1112.677 | 5444.252/237.3466 | 2840.7993/3681.838117 | 5116.229/511.1951 | |||
| ED3 | 1184.682/77.41377 | 1472.091/22.17651 | 1511.968/23.59451 | 36,208.67/388.6661 | 35,835.67/305.4592 | 24,022.67/1428.577 | 8259.55/115.4774 | 4187.5137/5758.728962 | 1607.266/960.0114 | |||
| Loose | 4 | ED1 | 135.9314/23.15391 | 151.6105/10.10216 | 155.4941/10.01251 | 4352.333/250.4123 | 4286/390.4164 | 3049.667/146.5481 | 869.4212/125.5756 | 497.4984/525.9782679 | 195.0537/37.40459 | |
| ED2 | 351.4379/8.28008 | 391.8987/8.560552 | 392.0529/2.88052 | 9803.333/286.0181 | 9457.333/102.4711 | 6908.667/1162.336 | 2181.47/116.6672 | 1149.0686/1460.036062 | 603.7919/700.4235 | |||
| ED3 | 534.8733/8.195164 | 608.1883/21.49875 | 638.2901/7.543234 | 14,983/468.8784 | 14,942.33/509.5393 | 9862/233.4502 | 3325.595/186.5128 | 1756.0539/2219.66631 | 460.953/125.6402 | |||
| 7 | ED1 | 235.3136/34.91052 | 267.0246/12.95698 | 277.9374/17.81231 | 7189.333/455.8644 | 7113.667/608.1458 | 5048/341.4045 | 1538.65/134.7879 | 836.71895/992.6804108 | 344.9685/14.19927 | ||
| ED2 | 572.4744/23.90695 | 681.5578/12.27753 | 684.4853/13.70988 | 16,473.33/579.9365 | 16,240.67/304.1157 | 12,818.33/3131.645 | 3732.693/172.5077 | 1952.60035/2517.431168 | 1718.757/1726.647 | |||
| ED3 | 926.1324/25.91612 | 1095.188/20.9098 | 1081.058/5.768284 | 25,477.67/668.325 | 25,388.67/772.2217 | 16,985/491.3685 | 5770.219/226.0407 | 2998.12985/3920.326072 | 926.1697/174.3971 | |||
| 10 | ED1 | 321.925/41.55316 | 383.0559/28.64586 | 395.1549/31.49687 | 10,244.67/576.6145 | 10,137/722.6977 | 7054.667/249.079 | 2286.733/169.8591 | 1228.29605/1496.85589 | 533.6533/50.54317 | ||
| ED2 | 798.6711/55.56843 | 966.8506/42.39568 | 968.6191/41.43664 | 22,988/620.8969 | 22,948.33/461.5153 | 17,656/5082.252 | 5186.625/183.641 | 2685.133/3537.643913 | 2179.587/2757.538 | |||
| ED3 | 1357.591/48.26468 | 1511.269/72.89519 | 1534.193/22.96325 | 35,762/465.2236 | 35,612.33/539.1125 | 23,463/1010.409 | 8144.282/190.9807 | 4167.63135/5623.833282 | 1161.839/492.194 | |||
| 5 Lines | Obj (Mean/st dev) | MS (Mean/st dev) | MSD (Mean/st dev) | |||||||||
| Due Date | NEHedd | AGB | CHLP | NEHedd | AGB | CHLP | NEHedd | AGB | CHLP | |||
| Tight | 4 | ED1 | 145.9126/17.20629 | 157.5952/14.79429 | 158.4038/14.75752 | 2699/362.7768 | 2764/275.768 | 2517/38.50974 | 174.8855/152.2068 | 201.181/132.7901 | 98.46005/40.47307 | |
| ED2 | 374.4117/11.64663 | 395.6215/11.57878 | 398.8205/8.022793 | 5793.333/153.5459 | 5560/357.6045 | 5127.333/124.5003 | 470.4965/63.272 | 405.4091/119.5518 | 155.5621/57.7118 | |||
| ED3 | 587.2381/13.47961 | 634.5735/7.885983 | 638.3423/7.562415 | 8610.333/185.1333 | 8479.667/163.3595 | 7497.667/171.7042 | 649.1583/40.04768 | 638.9552/45.61476 | 123.5799/61.2556 | |||
| 7 | ED1 | 247.4229/31.29884 | 280.5352/29.47315 | 281.8378/26.7103 | 4470.667/806.9457 | 4475.333/705.2917 | 4223.333/280.2612 | 372.2251/281.1234 | 375.6942/225.1135 | 263.2997/28.3264 | ||
| ED2 | 607.9853/23.67503 | 682.9668/17.97563 | 689.0429/23.70814 | 9574/616.3254 | 9358.667/475.1593 | 8484.667/497.9371 | 757.8886/213.2966 | 713.0017/164.7897 | 220.28/93.57722 | |||
| ED3 | 984.5027/5.913745 | 1096.311/12.22493 | 1109.804/18.02737 | 14,534.67/57.55287 | 14,627/248.4572 | 13,622.67/1261.491 | 1072.006/48.32254 | 1177.573/71.47694 | 585.5776/718.6654 | |||
| 10 | ED1 | 340.2242/18.87202 | 402.1017/28.91182 | 402.6325/30.6042 | 6211.667/785.127 | 6152.667/673.3389 | 5529.333/394.3176 | 533.4571/327.926 | 522.0718/236.6907 | 213.9415/101.7822 | ||
| ED2 | 870.0056/43.49199 | 970.1003/30.2398 | 982.9199/24.07401 | 13,407.67/582.5782 | 13538.67/582.6159 | 11,754.33/248.0934 | 1079.066/144.4753 | 1173.049/201.0817 | 252.9395/42.20527 | |||
| ED3 | 1383.43/3.751009 | 1545.548/17.87581 | 1558.11/8.566746 | 20,486/144.6548 | 20569/204.2645 | 18,874/1086.934 | 1571.703/64.23916 | 1678.541/37.04511 | 803.3282/533.709 | |||
| Loose | 4 | ED1 | 147.8245/10.80962 | 158.9191/13.02556 | 160.0724/12.32926 | 2713.667/224.745 | 2755.333/360.5348 | 2487.667/32.53204 | 177.9844/121.1993 | 222.8995/154.8501 | 74.78472/54.28138 | |
| ED2 | 370.0929/8.805307 | 394.5455/1.426947 | 396.9857/4.083499 | 5651.667/377.5398 | 5537.333/419.487 | 4982.667/144.1608 | 413.7897/131.3603 | 405.0999/136.8476 | 104.8372/22.5418 | |||
| ED3 | 585.5686/13.22419 | 622.2132/3.212596 | 637.2478/8.599257 | 8669.667/191.0009 | 8509.333/208.4234 | 8293.333/630.0987 | 661.6781/60.61277 | 649.4155/38.98743 | 503.081/283.4154 | |||
| 7 | ED1 | 254.2467/20.19223 | 282.8408/25.45986 | 287.7858/25.72242 | 4488.333/683.4452 | 4497.333/777.8344 | 4300.667/912.6869 | 389.4603/226.3066 | 390.1248/293.7321 | 315.8395/356.3582 | ||
| ED2 | 631.9312/10.31775 | 680.1465/20.52576 | 692.8541/12.92979 | 9574.333/553.285 | 9398.333/534.3934 | 8320.333/360.9118 | 786.8311/167.4663 | 758.525/171.0733 | 191.4041/87.03816 | |||
| ED3 | 995.9665/19.62842 | 1106.991/7.529752 | 1106.74/10.89207 | 14,641/187.3579 | 14,529.33/224.7495 | 12,908.33/320.0396 | 1160.101/13.34137 | 1138.011/4.8822 | 256.2655/80.28898 | |||
| 10 | ED1 | 356.006/26.81341 | 403.8773/24.27805 | 403.5782/22.18911 | 6129.333/698.7255 | 6233/730.6347 | 5509.333/507.8005 | 516.609/227.6712 | 558.2223/286.806 | 217.8841/143.5481 | ||
| ED2 | 885.8731/17.13584 | 961.7243/31.67613 | 977.1258/23.04813 | 13,347/691.3906 | 13,221/621.4298 | 11,612.67/403.9509 | 1075.922/174.6897 | 1064.934/161.0458 | 247.0421/81.43055 | |||
| ED3 | 1431.314/34.7938 | 1556.648/33.54151 | 1566.758/11.34253 | 20,511/155.9647 | 20,359.33/156.0716 | 18,989.67/1425.944 | 1658.72/70.64056 | 1611.732/31.08996 | 830.088/707.8564 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yue, L.; Chen, Y.; Mumtaz, J.; Ullah, S. Dynamic Mixed Model Lotsizing and Scheduling for Flexible Machining Lines Using a Constructive Heuristic. Processes 2021, 9, 1255. https://doi.org/10.3390/pr9071255
Yue L, Chen Y, Mumtaz J, Ullah S. Dynamic Mixed Model Lotsizing and Scheduling for Flexible Machining Lines Using a Constructive Heuristic. Processes. 2021; 9(7):1255. https://doi.org/10.3390/pr9071255
Chicago/Turabian StyleYue, Lei, Yarong Chen, Jabir Mumtaz, and Saif Ullah. 2021. "Dynamic Mixed Model Lotsizing and Scheduling for Flexible Machining Lines Using a Constructive Heuristic" Processes 9, no. 7: 1255. https://doi.org/10.3390/pr9071255
APA StyleYue, L., Chen, Y., Mumtaz, J., & Ullah, S. (2021). Dynamic Mixed Model Lotsizing and Scheduling for Flexible Machining Lines Using a Constructive Heuristic. Processes, 9(7), 1255. https://doi.org/10.3390/pr9071255