
Designed a Passive Grinding Test Machine to Simulate Passive Grinding Process


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
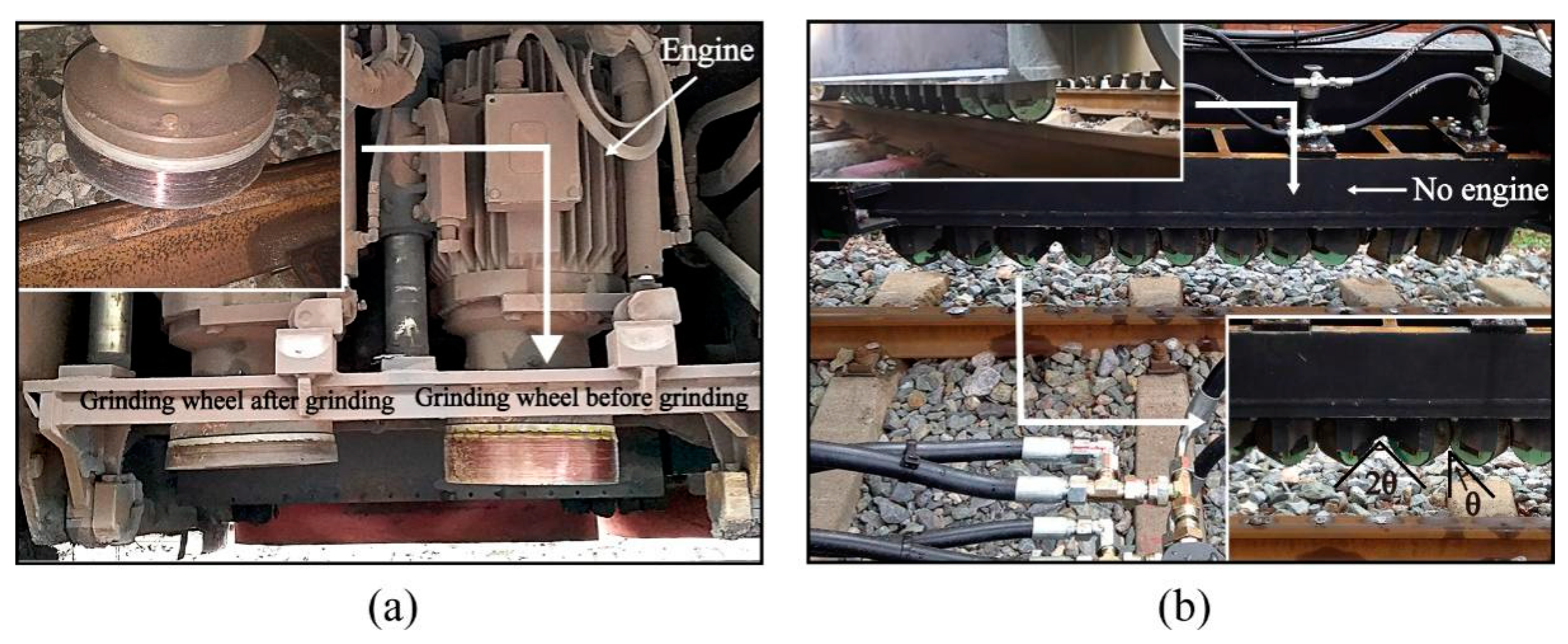
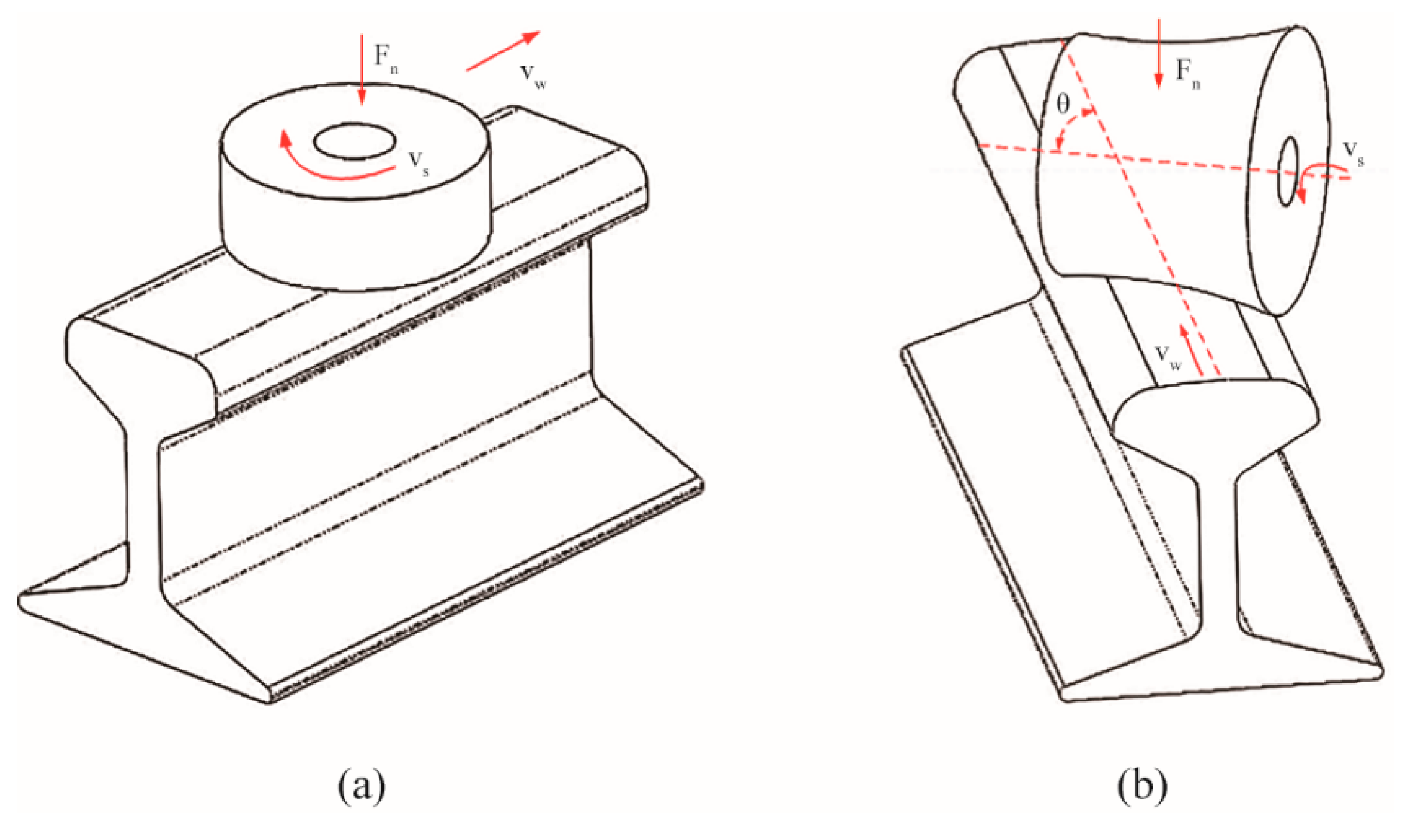
2. Rail Grinding Machine and Grinding Process
3. Design of the Passive Grinding Test Machine
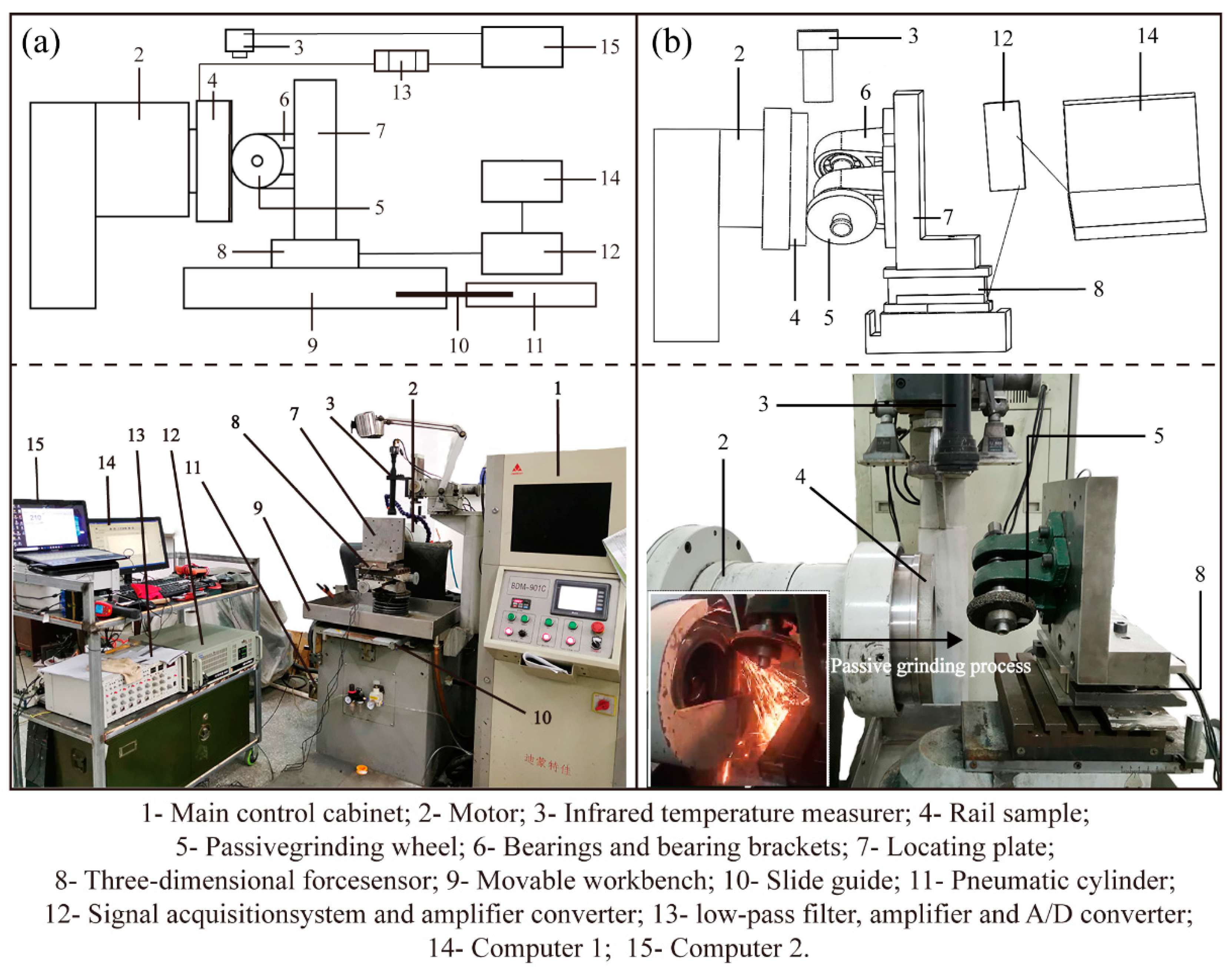
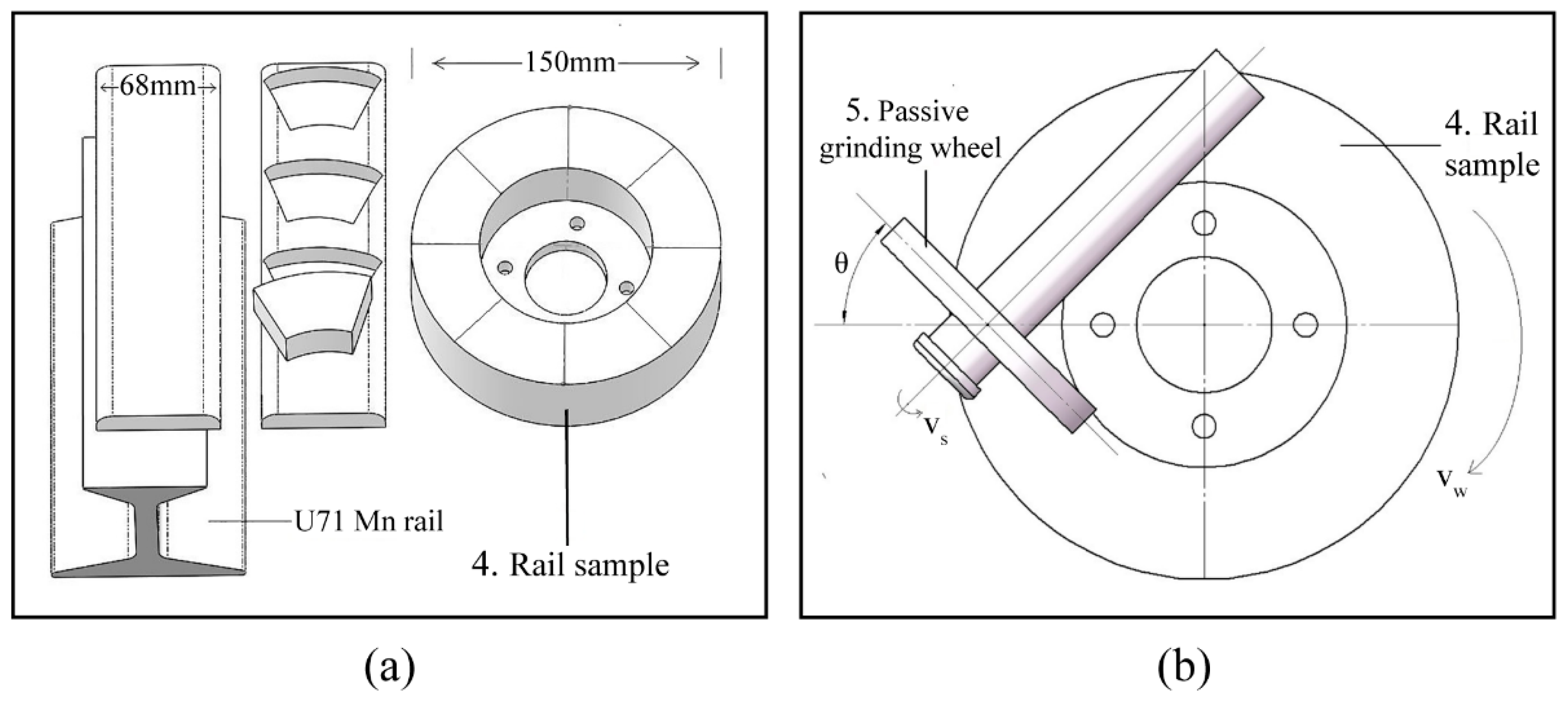
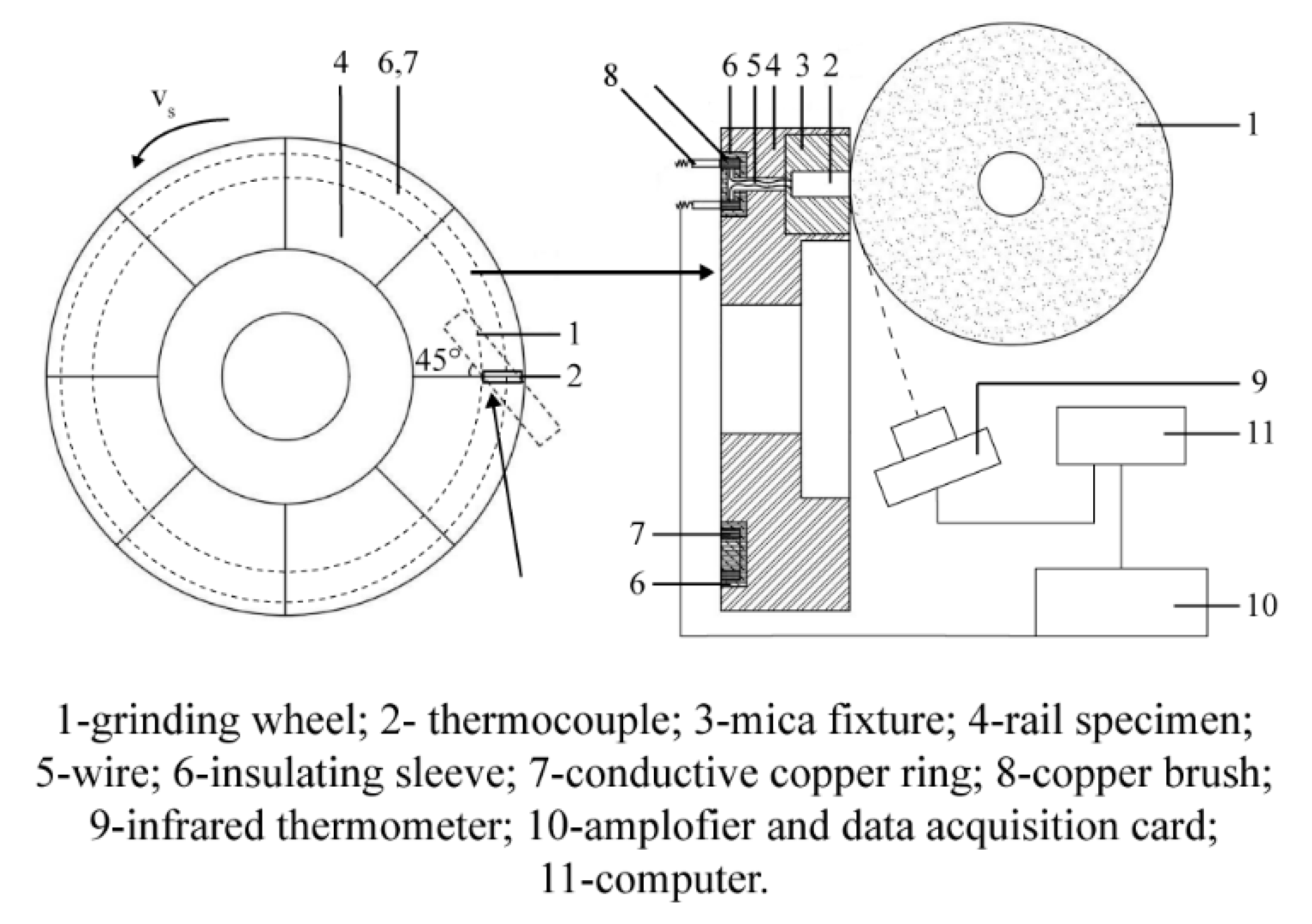
3.1. Structure of the Passive Grinding Machine
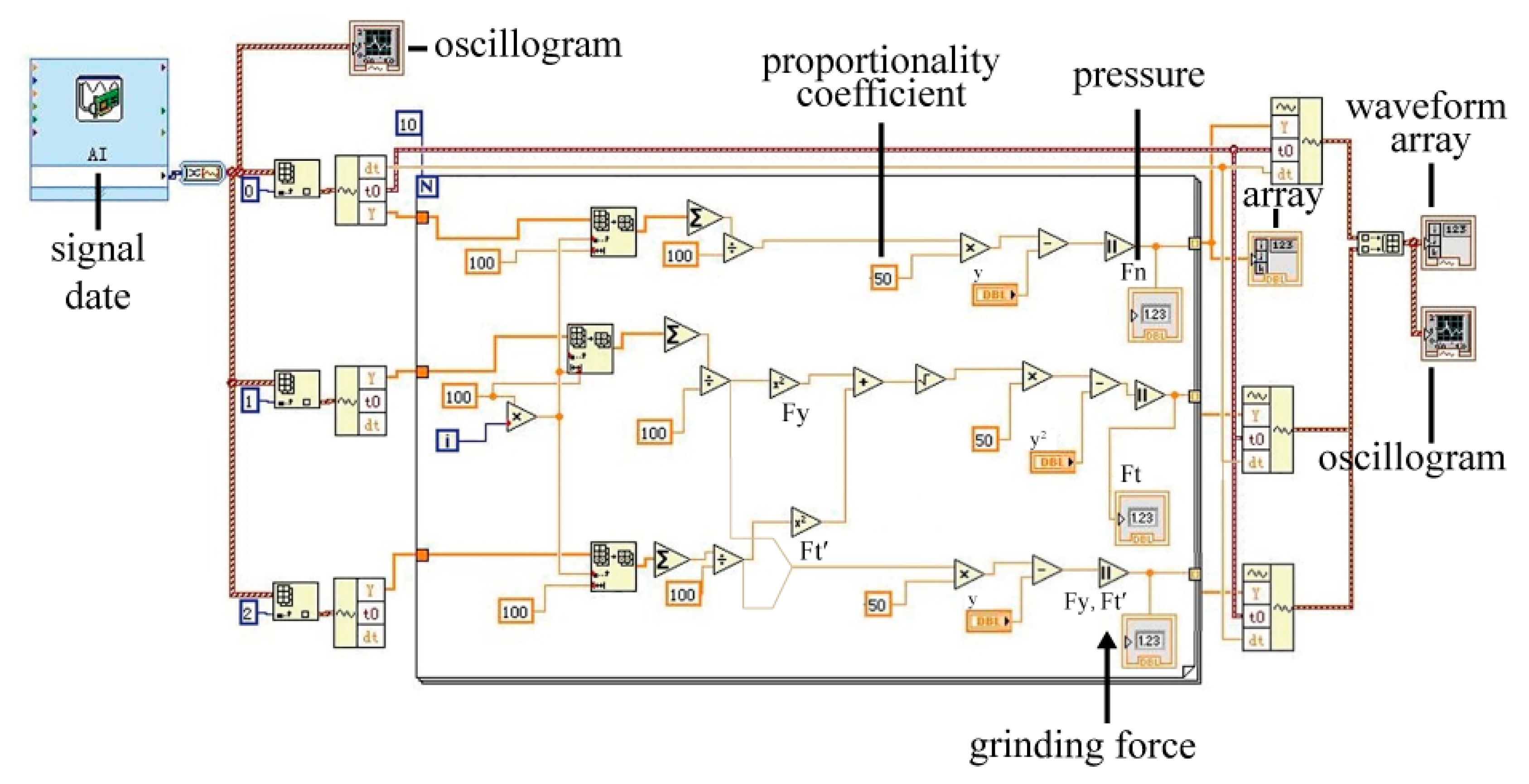
3.2. Force Measurement of the Passive Grinding Machine
3.3. Temperature Measurement of the Passive Grinding Machine
4. Discussion
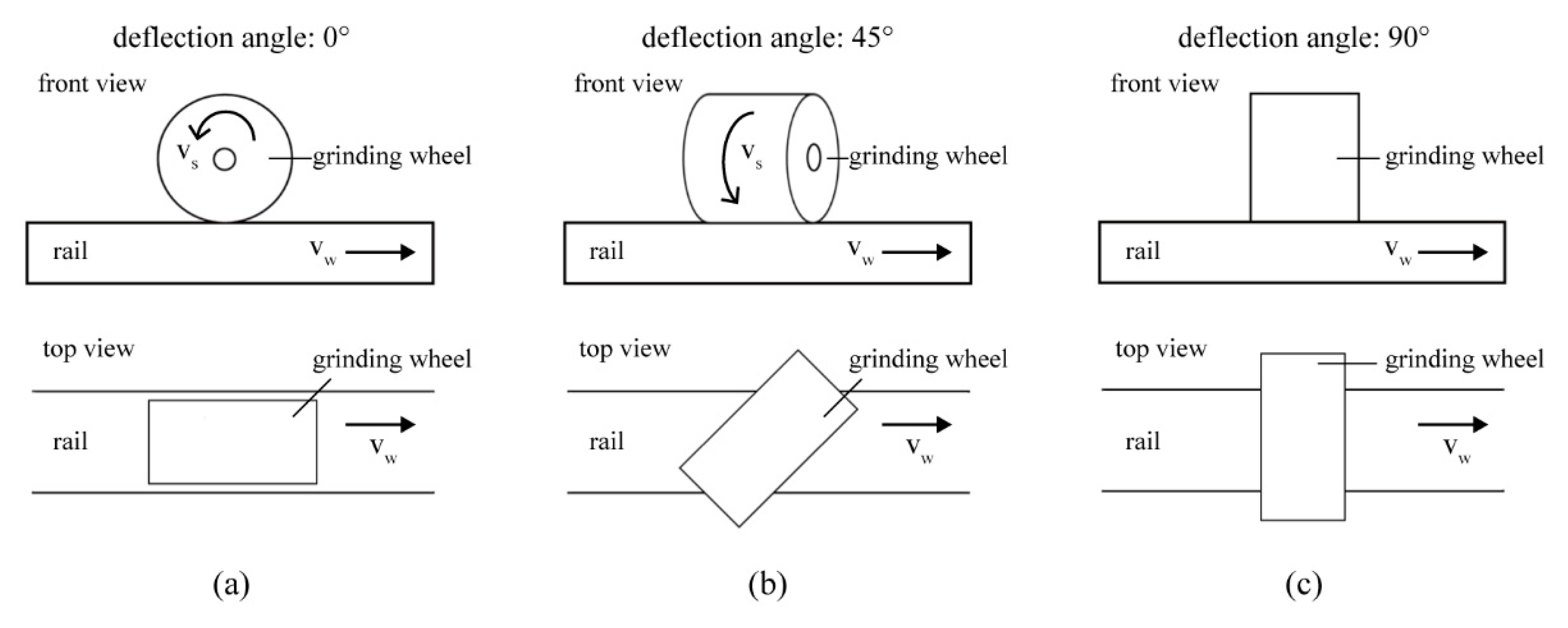
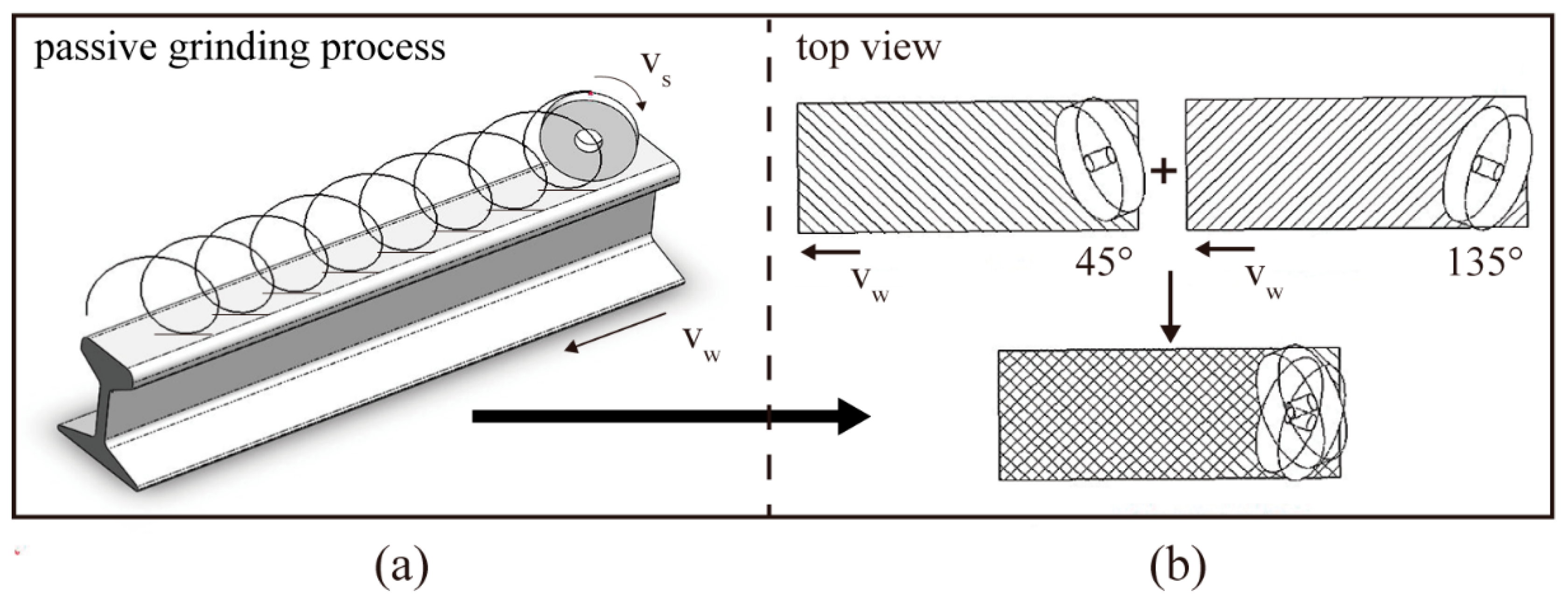
4.1. Effect of Deflection Angle on Passive Grinding Process
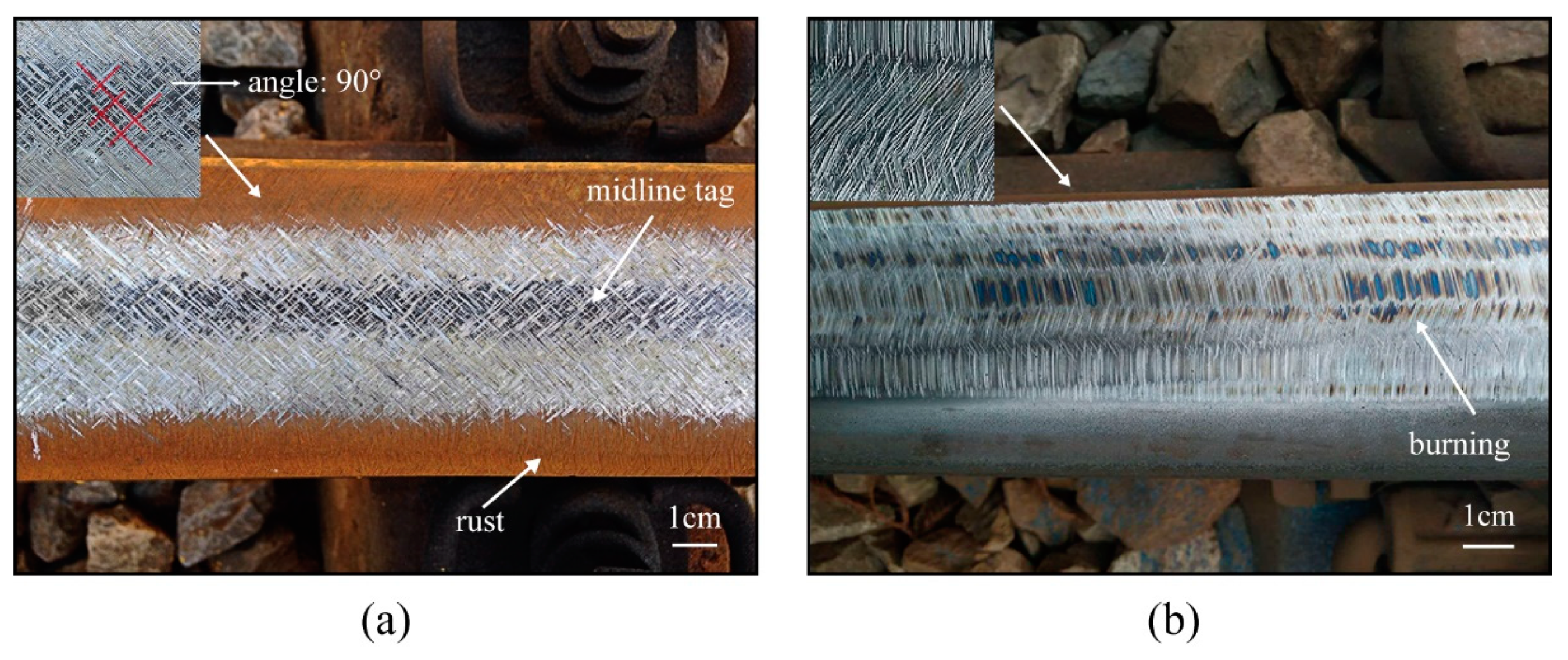
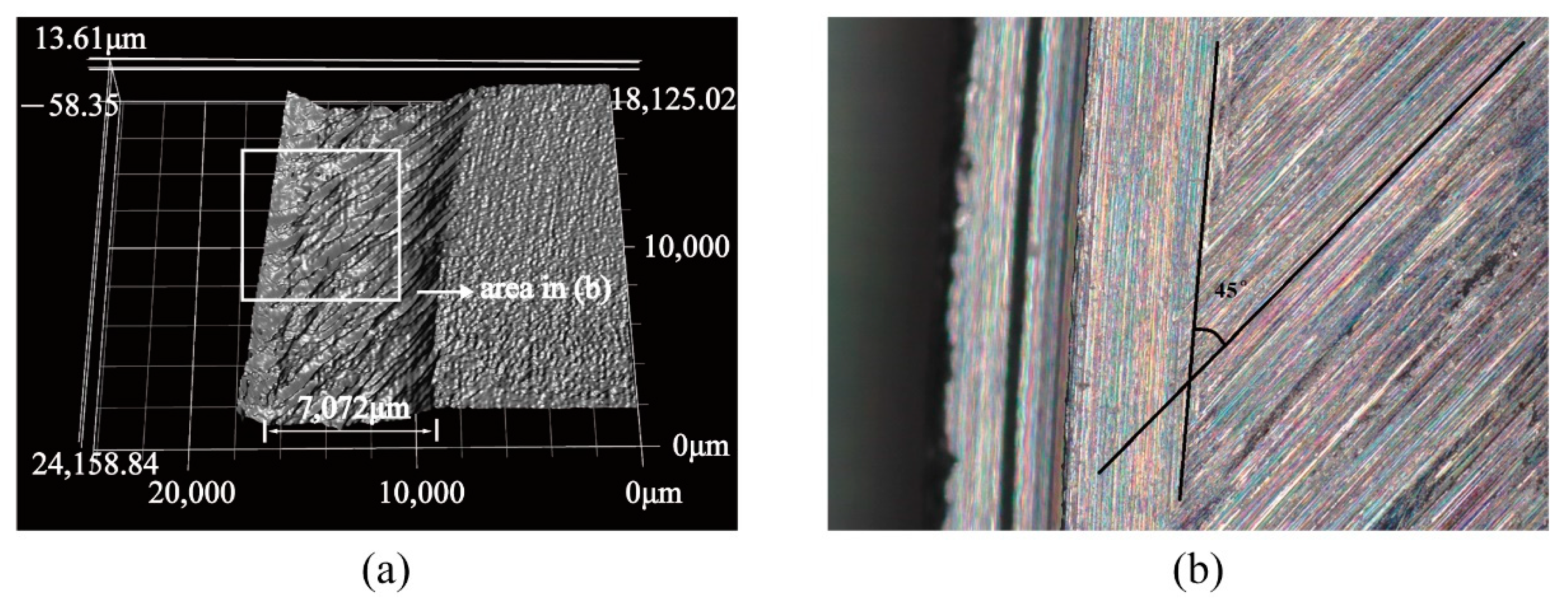
4.2. Characteristics of the Grinding Marks
4.3. Grinding Pressure for the Test Machine
5. Conclusions
- The passive grinding machine simulates the passive grinding process through the relative movement between the grinding wheel and the sample generated by the sample rotation. Additionally, it is equipped with the force and temperature measuring device to monitor the grinding process.
- The deflection angle affects the passive grinding process. The analysis concluded that a deflection angle of 45° is reasonable for passive grinding.
- The characteristics of grinding marks on the surface of the rail sample after passive grinding are consistent with those of the rail passive grinding online, which shows the feasibility of the passive grinding tester to simulate the passive grinding behavior and process.
- The passive grinding machine can convert the grinding pressure load by the size of the grinding wheel to simulate the pressure parameters of the actual passive grinding conditions to achieve the same grinding effect.
- With the designed passive grinding test machine, grinding tests can be used to investigate the effects of grinding wheel deflection angle, relative motion speed, grinding pressure, and grinding time on the passive grinding process in future studies. In addition, the simulation test of passive grinding can be used to study the grinding performance of passive grinding wheels of different structures and materials on rails.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Calzada-Infante, L.; Adenso-Díaz, B.; García Carbajal, S. Analysis of the European international railway network and passenger transfers. Chaos Solitons Fractals 2020, 141, 110357. [Google Scholar] [CrossRef]
- Peetawan, W.; Suthiwartnarueput, K. Identifying factors affecting the success of rail infrastructure development projects contributing to a logistics platform: A Thailand case study. Kasetsart J. Soc. Sci. 2018, 39, 320–327. [Google Scholar] [CrossRef]
- Krishna, V.V.; Hossein-Nia, S.; Casanueva, C.; Stichel, S. Long term rail surface damage considering maintenance interventions. Wear 2020, 460–461, 203462. [Google Scholar] [CrossRef]
- Shen, C.; Deng, X.; Wei, Z.; Dollevoet, R.; Li, Z. Comparisons between beam and continuum models for modelling wheel-rail impact at a singular rail surface defect. Int. J. Mech. Sci. 2021, 198, 106400. [Google Scholar] [CrossRef]
- Ma, L.; Guo, J.; Liu, Q.Y.; Wang, W.J. Fatigue crack growth and damage characteristics of high-speed rail at low ambient temperature. Eng. Fail. Anal. 2017, 82, 802–815. [Google Scholar] [CrossRef]
- Markine, V.L.; Steenbergen, M.; Shevtsov, I.Y. Combatting RCF on switch points by tuning elastic track properties. Wear 2011, 271, 158–167. [Google Scholar] [CrossRef]
- Markine, V.L.; Liu, X.; Mashal, A.A.; Ma, Y. Analysis and improvement of railway crossing performance using numerical and experimental approach: Application to 1: 9 double crossovers. In The Dynamics of Vehicles on Roads and Tracks; CRC Press: Boca Raton, FL, USA, 2018; pp. 717–722. [Google Scholar]
- Kampczyk, A. Geodezyjno-analityczne opracowanie projektów połączeń torowych. Cz. 1. Przegld Geodezyjny 2010, 82, 3–8. [Google Scholar]
- Kampczyk, A. Toromierz DTGi torów w Transporcie Szynowym. Magazyn Geoinformacyjny; GEODETA Sp. z o. o: Gorzów Wielkopolski, Poland, 2009; Volume 12. (In Dutch) [Google Scholar]
- Dindar, S.; Kaewunruen, S.; An, M. Identification of appropriate risk analysis techniques for railway turnout systems. J. Risk Res. 2018, 21, 974–995. [Google Scholar] [CrossRef]
- Dindar, S.; Kaewunruen, S.; An, M. Rail accident analysis using large-scale investigations of train derailments on switches and crossings: Comparing the performances of a novel stochastic mathematical prediction and various assumptions. Eng. Fail. Anal. 2019, 103, 203–216. [Google Scholar] [CrossRef]
- Zhang, S.; Zhou, K.; Ding, H.; Guo, J.; Liu, Q.; Wang, W. Effects of Grinding Passes and Direction on Material Removal Behaviours in the Rail Grinding Process. Materials 2018, 11, 2293. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singleton, R.; Marshall, M.B.; Lewis, R.; Evans, G. Rail grinding for the 21st century—Taking a lead from the aerospace industry. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2014, 229, 457–465. [Google Scholar] [CrossRef] [Green Version]
- Cuervo, P.A.; Santa, J.F.; Toro, A. Correlations between wear mechanisms and rail grinding operations in a commercial railroad. Tribol. Int. 2015, 82, 265–273. [Google Scholar] [CrossRef]
- Zhao, C.Y.; Li, J.Y.; Wang, W.X. Forming mechanisms based simulation and prediction of grinding surface roughness for abrasive belt rail grinding. Procedia CIRP 2020, 87, 503–508. [Google Scholar] [CrossRef]
- Zhou, K.; Ding, H.H.; Wang, W.J.; Wang, R.X.; Guo, J.; Liu, Q.Y. Influence of grinding pressure on removal behaviours of rail material. Tribol. Int. 2019, 134, 417–426. [Google Scholar] [CrossRef]
- Zhou, K.; Ding, H.; Wang, R.; Yang, J.; Guo, J.; Liu, Q.; Wang, W. Experimental investigation on material removal mechanism during rail grinding at different forward speeds. Tribol. Int. 2020, 143, 106040. [Google Scholar] [CrossRef]
- Fang, H.; Su, Y.; Du, X.; Wang, F.; Li, B. Experimental and Numerical Investigation on Repairing Effect of Polymer Grouting for Settlement of High-Speed Railway Unballasted Track. Appl. Sci. 2019, 9, 4496. [Google Scholar] [CrossRef] [Green Version]
- Satoh, Y.; Iwafuchi, K. Effect of rail grinding on rolling contact fatigue in railway rail used in conventional line in Japan. Wear 2008, 265, 1342–1348. [Google Scholar] [CrossRef]
- Gustavsson, E.; Patriksson, M.; Strmberg, A.-B.; Wojciechowski, A.; Önnheim, M. Preventive maintenance scheduling of multi-component systems with interval costs. Comput. Ind. Eng. 2014, 76, 390–400. [Google Scholar] [CrossRef] [Green Version]
- Neto, A.C.; Diest, K.V.; Ferrarotti, G.; Kik, W. Wear Analysis of the High-Speed-Grinding Vehicle HSG-2: Validation, Simulation and Comparison with Measurements. In Dynamics of Vehicles on Roads and Tracks, Proceedings of the 25th International Symposium on Dynamics of Vehicles on Roads and Tracks (IAVSD 2017), Rockhampton, Australia, 14–18 August 2017; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Liu, P.-Z.; Zou, W.-J.; Peng, J.; Song, X.-D.; Xiao, F.-R. Study on the Effect of Grinding Pressure on Material Removal Behavior Performed on a Self-Designed Passive Grinding Simulator. Appl. Sci. 2021, 11, 4128. [Google Scholar] [CrossRef]
- Reddy, V.; Chattopadhyay, G.; Larsson-Kraik, P.O.; Hargreaves, D.J. Modelling and analysis of rail maintenance cost. Int. J. Prod. Econ. 2007, 105, 475–482. [Google Scholar] [CrossRef]
- Mesaritis, M.; Shamsa, M.; Cuervo, P.; Santa, J.F.; Toro, A.; Marshall, M.B.; Lewis, R. A laboratory demonstration of rail grinding and analysis of running roughness and wear. Wear 2020, 456–457, 203379. [Google Scholar] [CrossRef]
- Wu, H.; Xiao, B.; Xiao, H.; Zhang, Y.; Dou, L. Study on wear characteristics of brazed diamond sheet for rail’s composite grinding wheel under different pressures. Wear 2019, 424–425, 183–192. [Google Scholar] [CrossRef]
- Uhlmann, E.; Lypovka, P.; Hochschild, L.; Schröer, N. Influence of rail grinding process parameters on rail surface roughness and surface layer hardness. Wear 2016, 366–367, 287–293. [Google Scholar] [CrossRef]
- Zhe, H.; Li, J.; Liu, Y.; Meng, N.; Fan, W. Investigating the effects of contact pressure on rail material abrasive belt grinding performance. Int. J. Adv. Manuf. Technol. 2017, 93, 779–786. [Google Scholar] [CrossRef]
- Gu, K.K.; Lin, Q.; Wang, W.J.; Wang, H.Y.; Guo, J.; Liu, Q.Y.; Zhu, M.H. Analysis on the effects of rotational speed of grinding stone on removal behavior of rail material. Wear 2015, 342–343, 52–59. [Google Scholar] [CrossRef]
- Pereverzev, P.P.; Pimenov, D.Y. A grinding force model allowing for dulling of abrasive wheel cutting grains in plunge cylindrical grinding. J. Frict. Wear 2016, 37, 60–65. [Google Scholar] [CrossRef]
- Von Diest, K. High Speed Grinding: Evolution einer etablierten Technik. Senbahntechnische Rundsch. 2015, 64, 54–57. [Google Scholar]
- Lin, B.; Zhou, K.; Guo, J.; Liu, Q.Y.; Wang, W.J. Influence of grinding parameters on surface temperature and burn behaviors of grinding rail. Tribol. Int. 2018, 122, 151–162. [Google Scholar] [CrossRef]
- Wang, W.J.; Gu, K.K.; Zhou, K.; Cai, Z.B.; Guo, J.; Liu, Q.Y. Influence of granularity of grinding stone on grinding force and material removal in the rail grinding process. Arch. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2019, 233, 355–365. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, W.; Yuan, Y.; Fan, X.; Zhu, M. Probing the effect of grinding-heat on material removal mechanism of rail grinding. Tribol. Int. 2020, 147, 105942. [Google Scholar] [CrossRef]
- Kuriyagawa, T.; Syoji, K.; Ohshita, H. Grinding temperature within contact arc between wheel and workpiece in high-efficiency grinding of ultrahard cutting tool materials. J. Mater. Process. Technol. 2003, 136, 39–47. [Google Scholar] [CrossRef]
- Qian, N.; Fu, Y.; Chen, J.; Khan, A.M.; Xu, J. Axial rotating heat-pipe grinding wheel for eco-benign machining: A novel method for dry profile-grinding of Ti-6Al-4V alloy. J. Manuf. Process. 2020, 56, 216–227. [Google Scholar] [CrossRef]
- Von Diest, K.; Meyer, R. German turnouts get the high-speed grinding treatment. Int. Railw. J. 2016, 56, 36–38. [Google Scholar]
- Yuan, Y.; Zhang, W.; Zhang, P.; Fan, X.; Zhu, M. Porous grinding wheels toward alleviating the pre-fatigue and increasing the material removal efficiency for rail grinding. Tribol. Int. 2021, 154, 106692. [Google Scholar] [CrossRef]
- Malkin, S. Grinding Technology: Theory and Applications of Machining with Abrasives; SME: Southfield, MI, USA, 1989. [Google Scholar]
- Osa, J.L.; Sánchez, J.A.; Ortega, N.; Iordanoff, I.; Charles, J.L. Discrete-element modelling of the grinding contact length combining the wheel-body structure and the surface-topography models. Int. J. Mach. Tools Manuf. 2016, 110, 43–54. [Google Scholar] [CrossRef] [Green Version]












Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.-Z.; Zou, W.-J.; Peng, J.; Song, X.-D.; Xiao, F.-R. Designed a Passive Grinding Test Machine to Simulate Passive Grinding Process. Processes 2021, 9, 1317. https://doi.org/10.3390/pr9081317
Liu P-Z, Zou W-J, Peng J, Song X-D, Xiao F-R. Designed a Passive Grinding Test Machine to Simulate Passive Grinding Process. Processes. 2021; 9(8):1317. https://doi.org/10.3390/pr9081317
Chicago/Turabian StyleLiu, Peng-Zhan, Wen-Jun Zou, Jin Peng, Xu-Dong Song, and Fu-Ren Xiao. 2021. "Designed a Passive Grinding Test Machine to Simulate Passive Grinding Process" Processes 9, no. 8: 1317. https://doi.org/10.3390/pr9081317
APA StyleLiu, P. -Z., Zou, W. -J., Peng, J., Song, X. -D., & Xiao, F. -R. (2021). Designed a Passive Grinding Test Machine to Simulate Passive Grinding Process. Processes, 9(8), 1317. https://doi.org/10.3390/pr9081317