1. Introduction
Fertilizers, plant protection products, and soil conditioners of natural origin are increasingly used in both conventional and organic agriculture. The widespread and often excessive use of fertilizers results in progressive soil acidification and consequently reduces the yield and quality of crop production. Acid rains additionally contribute to soil degradation [
1,
2,
3]. Under these circumstances, the use of commercially available magnesium-calcium fertilizers for deacidification purposes is no longer sufficient, and enrichment with suitable trace elements is required. One such fertilizer is dolomite, which in powder form, after grinding, acts as a fertilizer providing magnesium and calcium to the soil [
4,
5,
6]. It improves the quality of soil, especially acidic soil, and has good plant availability. The disadvantage of dolomite in powder form is the difficulty of its application. The unavoidable presence of a certain amount of dust in the mass (bed) of ground dolomite results in unintentional dispersion into the surrounding area during spreading, or any other form of soil application, which may in some cases cause specific environmental damage. An effective remedy to prevent unanticipated dusting of dolomite is granulation [
4,
5,
7].
The most common focus of that process is size enlargement (see
Figure 1), i.e., fusion of fine powder particles to larger agglomerates [
8,
9]. The main properties determined are the average granule size and the granule size distribution [
10,
11]. Furthermore, other properties like particle shape [
12,
13] and mechanical strength [
14], which have direct impact on product properties [
15] are of interest.
A wide range of granulation devices are commonly found in industrial applications, including fluidized-beds, drums, extruders, and discs [
9,
16]. For fertilizer manufacturing, the granulation of dusty raw materials is commonly carried out by hopper mixing in pan granulators because of the technical simplicity and economic advantages of the process [
12,
13,
17,
18,
19]. Here, granulated forms provide uniform composition allowing uniform supply of macro and microelements to the soil and reduction of the tendency for fertilizer aging, e.g., the tendency for phosphorus to volatilize into forms not available to plants. The biggest disadvantage of the fertilizer granulation process is increase in the cost of their manufacture, which can reach 30%. The continuous operation mode is especially promising with that respect as it enables constant throughput and product quality in terms of desired granule properties compared to batch operation [
20].
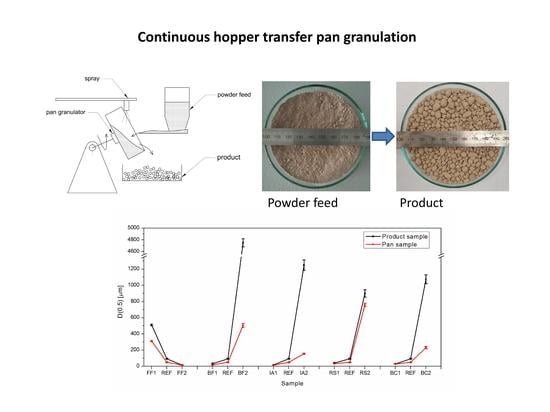
In the continuous pan transfer granulator, depicted schematically in
Figure 2, the particles of powder material are set in circular motion on the rotating pan of the device. During the granulation process, a binding liquid (binder) is distributed, e.g., by spraying, onto the material. As a result of wetting and continually repeated contact and separation, the granulated material builds up. Initially, agglomerates of small size and loose structure are formed. These agglomerates form the nucleus of the granules themselves. In the course of time, the seed particles are repeatedly covered by successive layers of moistened material particles during the pan circular motion. This leads to a gradual increase in the size of the granules until they reach the desired size and mechanical properties [
21,
22].
An efficient and economical operation of granulation requires the use of suitable binders, i.e., agents that bind solid phase particles into agglomerates. They are usually solid substances with a strongly developed surface which gives a high surface energy [
23]. Lignin binders, containing sodium and calcium lignosulfonates are widely applied to make full utilization of the properties of dolomite in soil. Calcium lignosulfonate was proved to provide the best granulation conditions for dolomite granulation while sodium lignosulfonate provided the best conditions for limestone meal [
24,
25,
26].
In general, the mechanical strength of the wet granulation product, which is a crucial parameter for the fertilizer in practice, depends on at least three types of force—intergrain friction, surface tension, and capillary forces associated with the presence of liquids, which are predominant in static systems, and viscous forces associated with the presence of liquids, mainly active in dynamic systems [
27]. In a number of experimental studies, attempts have been made to determine the influence of individual physicochemical parameters and process conditions on the granulate properties [
14,
16,
28,
29,
30,
31,
32], including angle of repose, bulk density, compressive strength, and humidity. Angle of repose determines material flowability, which is an important property influencing processing, storage, and conveying of particular materials [
33]. Materials with low angle of repose are highly flowable and can be transported using gravitational force or little energy [
34]. Physically, the angle of repose can be defined as the angle that differentiates the transitions between phases of the granular material [
35]. It is the steepest slope of the unconfined material and is measured from the horizontal plane on which the material can be heaped without collapsing [
36]. Bulk density is of importance for economical and functional reasons. High bulk density is desirable for reducing shipping and packaging costs. On the other hand, low bulk density, influences other properties, such as flowability [
37]. Another important parameter of granules is their compressive strength [
15,
38,
39,
40]. It is an indicator of the ability to resist the external forces acting on the granules and one of the most important criteria for evaluating fertilizer quality. A generally accepted measure of the compressive strength is the force required to crush the granule. Humidity is a particularly important property for the formation of new and durable agglomerates. Humidity of the granules affects their dynamic mechanical strength and product durability [
28].
An additional advantageous and representative feature of pan granulation is the simultaneous classification of the granular material in terms of size, i.e., separation of its components caused by the difference in their size and density [
41,
42]. In the case of pan granulators, it is called trajectory segregation, where larger particles (with higher kinetic energy) travel further than smaller ones. As a result of this type of segregation, granules with smaller mass, and therefore smaller dimensions, move along tracks with smaller radius (closer to the axis of the machine), while larger granules, which are affected by a higher centrifugal force, are thrown towards the circumference of the granulator. Due to the occurrence of the so-called trajectory segregation, an intermediate product, termed a pan sample, is formed which can be acquired directly from the granulator pan. Larger granules, which are subjected to greater centrifugal force, are thrown outside, and form the granulation product.
As mentioned above, continuous operation is favored over batch as it enables constant product yield and quality. However, in practice variations in the raw materials’ properties and environmental conditions may affect the granulation and thereby the granules’ properties in an unfavorable manner. To prevent resulting deviations from the desired product granule properties, e.g., a specific characteristic size range of the particles, automatic feedback control can be applied. Here, depending on the current state of the product granules, process operation parameters are automatically adjusted to fulfill the desired specifications. Such approaches can also guarantee efficient change of the operation point, i.e., a change of product specifications, in the running process. Mostly, those methods are based on mathematical models of the underlying granulation process which can also be used to design process intensification schemes for more efficient and sustainable plant operation. In general, model development is challenging, particularly in view of the complex interaction mechanisms between granules. Besides lumped modeling approaches which only account for average product properties and complex DEM approaches, population balance modeling has been established as a meso-scale modelling method for this type of particle formation process. Here, dynamics are described in terms of the number density distribution function of particles with respect to particle properties which is affected by particle formation processes like growth, agglomeration, breakage, and nucleation which depend on the process operation parameters. The specific mechanisms of those are not known beforehand and as their first-principle modeling is generally too complex, they are commonly identified based on experimental data for varying process operation parameters. While many references discuss the properties of the product granules and how they are affected by operation conditions, there is a lack of references with respect to their effects on the trajectory separation. However, for the future design of a meaningful and predictive model, both effects must be analyzed from quantitative data.
Therefore, the aim of this manuscript is to present and analyze a consistent and sound data set for the development of advanced models, e.g., population balance models [
8,
9,
43,
44,
45], for continuous hopper transfer pan granulation of dolomite powder analogous to investigations presented in Strenzke et al. [
10] and Otto et al. [
43] for fluidized bed agglomeration. Focus is on description of effects of variation of inclination angle, angular velocity, binder spray rate and composition, and feed powder flow rate on particle size distribution (PSD), angle of repose, bulk density, humidity, and compressive strength. Furthermore, these data are presented for both, intermediate and final products. Thereby, the effects of the operation parameters on the trajectory separation can be inferred. Furthermore, the corresponding separation function, characterizing the differences between both, which also depends on the operation parameters and is crucial for future model development, can be determined.
The manuscript is structured as follows: In the next section, the experimental plant, raw materials, and analytical methods are described along with the experimental plan. The subsequent section contains presentation of the obtained results as well as their discussion and interpretation. In the last section, the results are summarized, and an outlook is given for possible future research.
3. Results and Discussion
First, the reference experiment (REF) is discussed in detail. Then, each investigated process operation parameter is discussed individually and results are compared to the reference experiment. For the comparison, the focus is on the following granule properties: PSD, D(0.5) diameter, D(3.2) diameter, angle of repose, aerated bulk density, humidity, and mechanical strength.
Qualitative results for the particle properties were not surprising, as the general effects of parameter changes have already been described more generally in the literature (see [
7,
9]). However, in this manuscript, to the best of the authors’ knowledge, the differences between intermediate and final product have been analyzed quantitatively for the first time.
3.1. Reference Experiment
As mentioned above, the reference experiment (REF) was chosen as a central experiment for the seven parameter variations of the two series (see
Table 1). It was conducted at temperature of 90 °C with a nuclei feed rate of 60 g/min and an average binder rate of 15 g/min. This reference ratio between binder and nuclei feed ensured appropriate humidity of the primary particles and agglomerates. At the beginning of the experiment, the initial mass of the loaded material was 200 g. The IA was 30 deg, the RS 30 rpm, and the used binder solution contained 5 wt% sodium lignosulfonate and 95 wt% of water. The nozzle air flow pressure was 2 bar. The obtained granulation product is shown in
Figure 4. The selection of the parameters for the reference sample was based on several preliminary granulation tests.
Figure 5 shows PSD for the product and pan samples used in REF. It can be seen that the product samples have a higher contribution of larger particle sizes, especially for sizes above 20 µm. Under the centrifugal force of the granulator pan, the heavier particles with larger sizes were pushed outside the plate, while the lighter smaller particles still remained inside the pan.
For all experimental cases, differences were observed between the product and pan samples indicating the simultaneous segregation and classification in the course of the process. Considering the nature of running a disc granulation process using rotary motion, this is a situation that was to be expected—larger granules with higher weight under the influence of centrifugal force get out of the granulator faster, whereas smaller granules remain inside the granulator longer. Since the process was carried out continuously, raw material was continuously fed into the granulator plate, which resulted in an excess of un-granulated material in the pan samples in each case. The results obtained may be useful in selecting process conditions suitable for formation of specific grain sizes.
3.2. Effects of Process Operation Parameters on Characteristic PSDs
In the first step, the effect of the process parameters on PSD was analyzed for each of the product and pan samples. The results are presented as cumulative size distribution curves with respect to mass (
Figure 6,
Figure 7,
Figure 8,
Figure 9 and
Figure 10). A curve for the powder material was included on each graph to facilitate interpretation. The effect of each process parameter on PSD was analyzed for three cases including a reference case with averaged parameters with respect to other samples.
The each of the changed process parameters affected the PSD. The greatest effect was observed by changing the binder flow rate (
Figure 7). The higher the binder flow rate, the larger the granules obtained for both product and pan samples. The higher the powder flow rate, the smaller the granules obtained. The granule size can therefore be determined by the mass flow ratio of binder liquid to raw material feed. The larger this ratio, the larger the granules. In the case of samples with lower ratios, a higher proportion of un-granulated material was observed, higher for the pan samples than the product samples.
The granule size distribution changed regularly with the change in the binder concentration. The higher the binder concentration, the larger the size of granules. The changes were particularly noticeable for the product samples. Increasing the binder concentration can be an alternative to increase in the binder flow rate or decrease in the raw material feed rate.
Regular changes in PSD were also observed when the IA was changed. The greater the IA of the granulator pan, the larger the granules obtained. The change in IA affected the residence time of the granules in the pan—a larger IA with respect to vertical axis induced a longer residence time. The nuclei formed by a combination of capillary adhesion forces and viscous forces due to the presence of a binder can attach a higher number of powder particles by staying longer in the granulator, resulting in larger granule sizes. Increase in IA also extends the distance that the granules cover inside the granulator, which also enhances attachment of powder particles and results in increase the size.
Significant changes in PSD were also observed for the samples for which the RS was changed. The higher RS, the larger the granules obtained. This may have been due to the elongation of the distance to be covered by the granules in the pan. Increase in RS causes the granules under the influence of inertia forces to move higher inside the granulator, and thus they are in contact with a larger number of raw material particles and can form permanent bonds with them.
Figure 11 and
Figure 12 illustrate the effect of process conditions on D(0.5) of the products. Significant changes were observed for each of the analyzed parameters. For all cases, D(0.5) of the product samples were larger compared with the pan samples. The most pronounced differences were observed when binder flow rate was changed. The higher the binder flow rate, the larger the granules obtained. For the sample BF2, the largest differences were observed between the product and pan samples, which indicated that higher binder flow rates have a beneficial effect on D(0.5). The changes in raw material flow rate had the smallest impact D(0.5).
3.3. Effects of the Operation Parameters on Angle of Repose
For all cases, larger values of angle of repose were observed for the pan samples than for the product samples (
Figure 13). The product samples contained higher amounts of granules with a regular shape. When the grains are smooth and rounded, the angle of repose is low. The highest values of angle of repose, and thus the worst flowability, were exhibited by the pan samples of BC1 with the lowest binder concentration and FF2 with the highest raw material flow rate. Both samples contained significant amounts of un-granulated material. The FF1 sample with the lowest raw material flow rate showed the lowest angle of repose value. It can be concluded that the higher number of granules with larger diameters, the smaller angle of repose, and thus the better flowability of the material. The lower the raw material flow rate, the higher the binder flow rate, the higher inclination angle of the granulator plate, the higher the binder concentration, and the lower the angle of repose value. In the case of rotational speed, the changes were the least significant for the investigated parameter variations.
3.4. Effects of the Process Operation Parameters on Bulk Density
As in case of angle of repose, higher bulk density values were observed for the pan samples than for the product, as pan samples contained more ungranulated raw material. The samples with the lowest ratio of binder flow rate to raw material flow rate, i.e., FF2 and BF1, had the highest bulk density. They contained the most powder material with a small size. Small raw material particles can fill free space between the granules, and thus increase bulk density and impair flowability of the material. The higher the value of the bulk density, the higher the raw material flow rate, the lower the binder flow rate, the smaller AI of the granulator plate, and the lower the binder concentration. As in case of angle of repose, changes in RS were the least significant for the investigated samples.
3.5. Effects of the Operation Parameters on Compressive Strength
The compressive strength varied significantly depending on the operating parameters. A correlation between particle size and compressive strength was observed. Larger granules had higher compressive strength. This trend was observed for all cases; higher compressive strength was observed for the product samples than for the pan samples. The BC2 sample with the highest binder concentration had the highest compressive strength. In this case, the viscous forces from the binder were so high that the compressive strength was over 110 N. In addition, the samples with higher binder to raw material flow ratio (FF1, BF2) were characterized by higher compressive strengths. Changes in the AI of the granulator plate and the RS do not significantly affect the compressive strength. Samples FF2 and BF1 showed the lowest strength values, unacceptable for use as granular fertilizer.
3.6. Effects of Process Operation Parameters on Humidity
The results obtained revealed an increase in D(0.5) with increasing moisture content. The samples with the highest moisture content also showed the highest value of compressive strength. Samples with the highest moisture content had a lower bulk density value, which seems to be the opposite to the expected result. However, it should be considered that the bulk density value was also affected by the presence of a large amount of un-granulated raw material, and in the case of samples with a high moisture content a predominance of granules with a size larger than the powdered raw material was observed. The higher the moisture content, the lower angle of repose; that conclusion may also contradict the general trend of increasing the value of angle of repose with increasing moisture content, and thus the cohesion of the powder materials.
An increase in moisture content resulted in more durable granules with regular shapes. The process of granule growth prevailed over granule disintegration. The obtained granules were characterized by a regular spherical shape, which facilitated the movement of granules in relation to each other and thus reduced the value of angle of repose (improved flowability). The higher the ratio of binder flow rate to raw material, the higher the IA of the granulator (higher residence time in the granulator), the higher the RS and the higher the binder concentration, the higher the material moisture content. A higher moisture content was observed for the pan samples, which can be related to the higher residence time of the particles in the granulator. Another reason may be the fact that in the pan, smaller and wetter particles had a higher density and segregated to the bottom of the pan. Those particles were not observed in such quantities in the product.
3.7. Effects of Process Operation Parameters on Trajectory Separation
It was shown that trajectory separation did not only affect the mean value of the corresponding product particle size distribution but also its shape in comparison to the pan particles (e.g., influence of binder flow,
Figure 7, BF2). Furthermore, for some parameters, differences between intermediate and final product strongly depended on the parameter values. For D(0.5) and D(3.2) and higher values for the binder feed (
Figure 11 and
Figure 12, BF2) and the binder content (
Figure 11 and
Figure 12, BC2), a significant difference between pan and product samples was observed, while this feature only weakly manifested for lower parameter values (
Figure 11 and
Figure 12, BF1/REF/BC1). In contrast, changes in feed-flow did not have a strong effect on the trajectory separation.
For angle of repose, significant differences between pan and product samples were observed for low binder content (
Figure 13, BC1). In contrast, for higher binder content (
Figure 13, BC2/REF) differences were small. A similar observation was also made for changes in the other operation parameters, for which changes between pan and product were about the same for all experimental settings. Thus, it can be stated that those parameters did not have a significant effect on the trajectory separation.
From the results displayed in
Figure 14, a similar behavior was observed for bulk density. The effects of the operation parameter levels were not as pronounced as for particle size. Only for lower values of the inclination angle (IA1) was there a stronger difference between pan and product samples. In contrast, other parameters did not have significant effects on the trajectory separation.
For compressive strength (
Figure 15), feed flow rate, binder feed rate, and binder content showed mild effects on the separation, while inclination angle and rotational speed had no significant effects.
For particle humidity (
Figure 16), binder feed, rotational speed, and binder content levels do not significantly affect the trajectory separation. In contrast, different feed flow rates and angles of inclination had mild effects on the trajectory separation.
4. Discussion
As expected, a significant effect of the process parameters on the measured granule properties was observed. The results indicate an increase in the average particle size with increasing binder flow rate to feed rate ratio, increasing binder concentration, and inclination angle of the pan. Compressive strength varied significantly depending on the operating parameters. A relationship between particle size and compressive strength was observed—larger granules were characterized by higher compressive strength. Based on the research, several conditions must be met to produce large particles with lower shear strength. One should strive to reduce the mass accumulated in the pan (e.g., by changing the inclination angle of the pan) causing less mass pressure on the newly formed granules, which increases their porosity and consequently reduces their compressive strength. At the same time, one should aim to increase the amount of binder or its concentration so that the tendency of the granules to grow is maintained. Thus, production of large particles with smaller compressive strength is possible via smaller amounts of binder liquid. The samples with the lowest ratio of binder flow rate to raw material flow rate had the highest bulk density.
Furthermore, significant effects of the operation parameters on the trajectory separation were observed—larger values of angle of repose were observed for the pan samples than for product samples. The product samples contained a higher number of larger granules with a regular shape. When the granules were smooth and rounded, the angle of repose was low. The highest values of angle of repose, and thus the worst flowability, were exhibited by the pan samples with the lowest binder concentration and with the highest raw material flow rate. As in case of angle of repose, higher bulk density values were observed for the pan samples than for the product samples, since the pan samples contained higher amount of un-granulated raw material.
It was shown that some operation parameters had stronger effects on the trajectory separation, i.e., the difference between intermediate and final product granules, than other ones. In particular, for average particle size and variations of the binder feed or rotational velocity, higher values resulted in a much more distinct separation than lower values. In contrast, for bulk density, parameter variations did not significantly affect the degree of separation.
From the points discussed above, it can be deducted that during continuous operation, measurement of pan granules in addition to product granules may be advantageous as it allows direct monitoring and control of the actual manufacturing process. In contrast, measurement of product granules alone may, on the one hand, give information on the properties of the product granule, but, on the other, only limited information on the manufacturing process as the operation parameters affect the granule properties not only directly but also indirectly via the trajectory separation.
5. Conclusions and Outlook
In this study the influence of different operation conditions on the process behavior and properties of the produced granules for hopper pan transfer granulation was investigated. The specific aim was to provide a concise set of experimental data for subsequent formulation of mathematical models, e.g., population balance models. Here, focus was on the analysis of effects not only on granule size distribution, but also on humidity, angle of repose, bulk density, and compressive strength. Moreover, the influence of the operation parameters on the trajectory separation were investigated.
It was observed that during continuous process operation the operation parameters affected the properties of the product granules not only directly but also indirectly via the trajectory separation. Therefore, it can be concluded that simultaneous measurement of intermediate and product granules may be advantageous for improved control of the process.
So far, only the effects of single parameter variations have been researched. It is commonly assumed that variations of multiple parameters result in a simple overlay or superposition of one-parameter-variation effects. However, in general, when more than one parameter is changed, additional combined effects may be observed. Such effects need to be analyzed quantitatively in future experimental studies.
Furthermore, currently focus is on steady-state operation, as it simplifies analysis of the effects of operation parameter variations. In the case of transient non-steady-state operation, additional effects, e.g., changing total number of particles or total particle surface area, may affect the process which makes analysis of separate parameter changes difficult. In fact, for a full mathematical model, also those dynamic effects need to be taken into account, requiring additional experimental work in the future. However, in practice, focus is on steady-state continuous operation with constant product particle properties and rarely on transient operation. Thus, mathematical models for the steady-state process are valuable tools for model-based process intensification and control.
Therefore, the experimental data presented in this manuscript represents a sound basis for subsequent mathematical modeling approaches, e.g., using population balance equations [
41,
42]. Those will be topic of future investigations. Such models can be used to predict and optimize the process dynamics and temporal evolution of the product granule properties. Moreover, as shown recently for fluidized bed granulation [
46,
47], mathematical models facilitate the application of sophisticated process intensification and automatic control approaches to ensure reliable and sustainable plant operation as well as constant product quality and throughput for continuous operation mode, e.g., in face of unforeseen variations in the raw materials’ properties.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}