

Particle Cut Diameter Prediction of Uniflow Cyclone Systems with Fuzzy System Analysis



Abstract
:1. Introduction
2. Materials and Methods
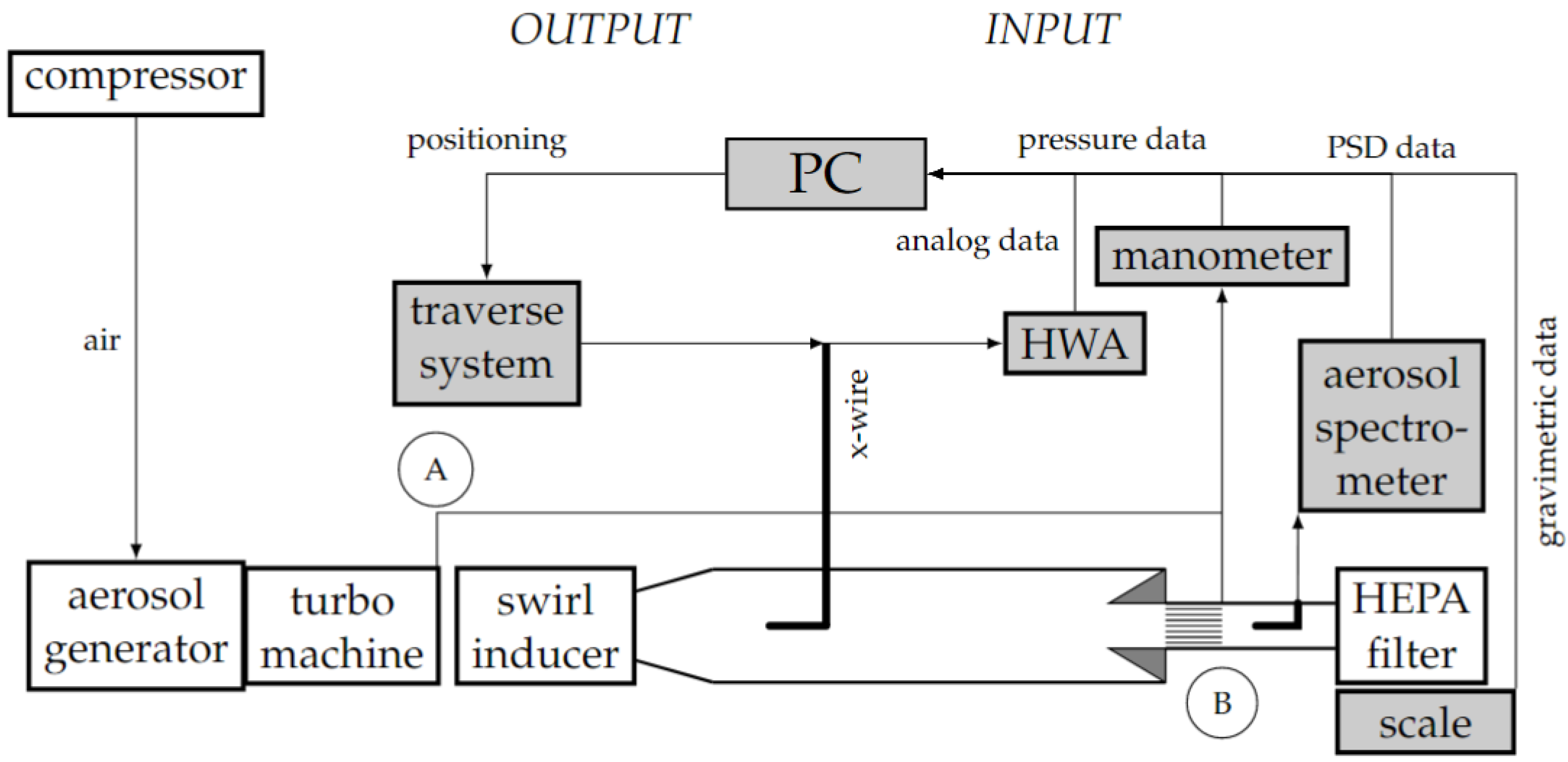
2.1. Experimental Setup and Velocity Measurements
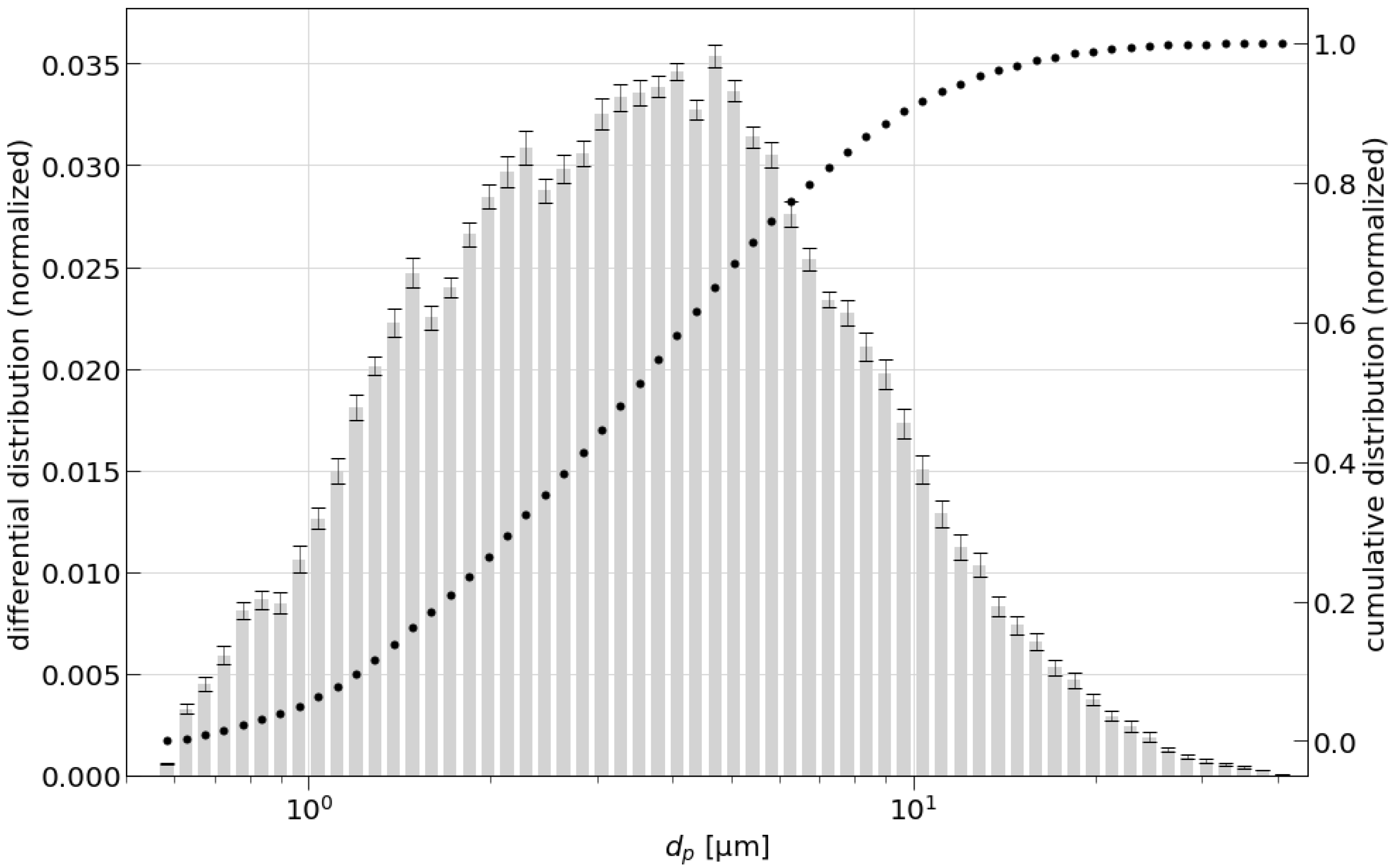
2.2. Particle Separation Efficiency Measurements
2.3. Fuzzy Logic Prediction Model
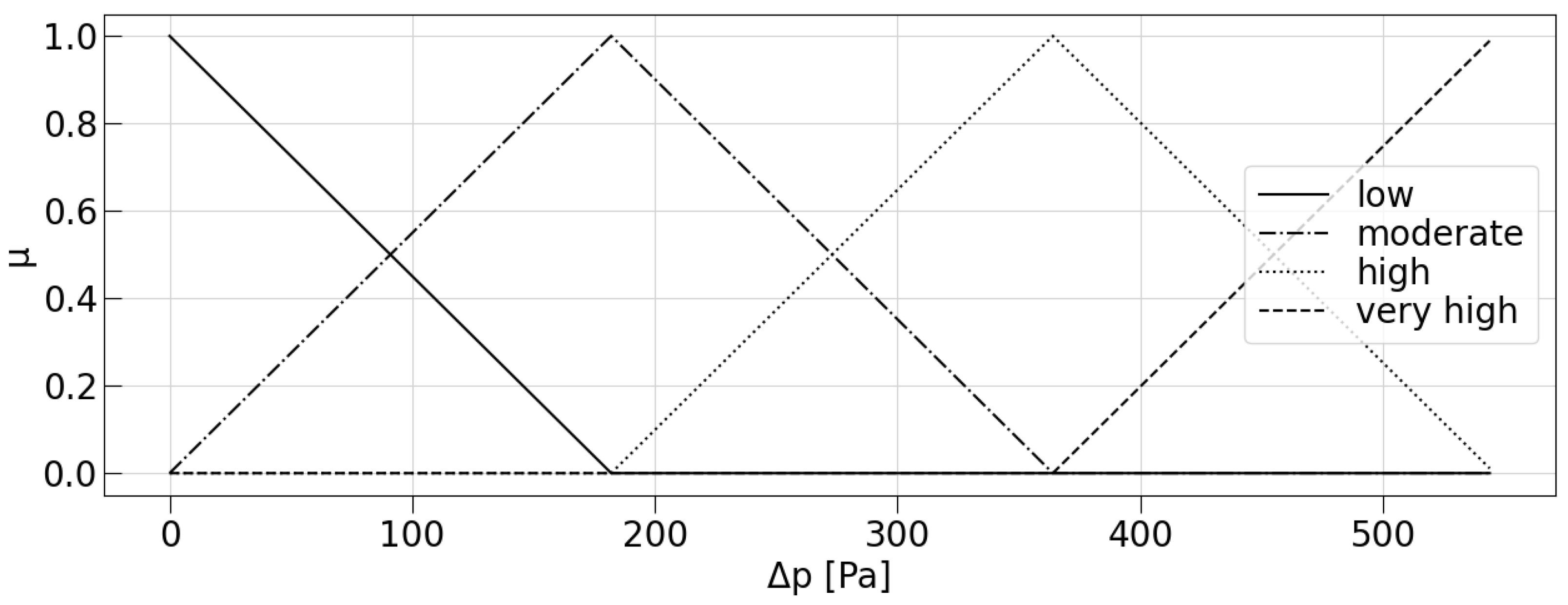
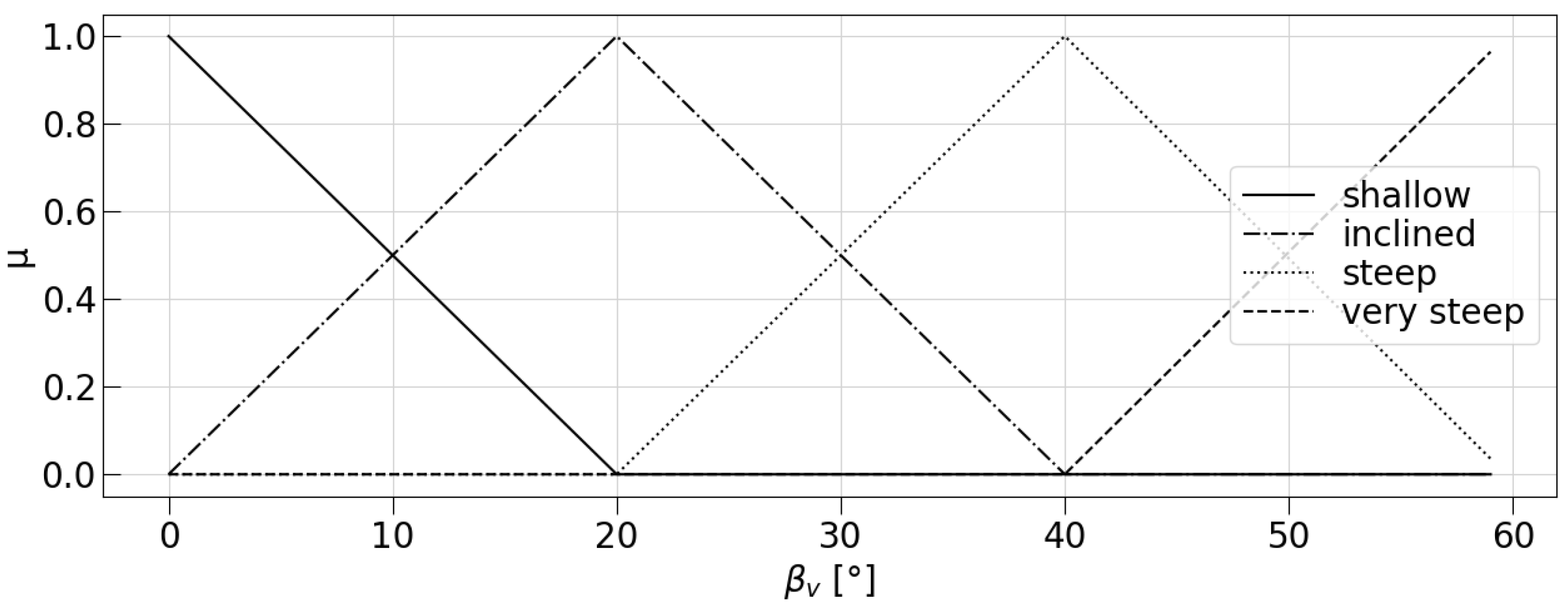
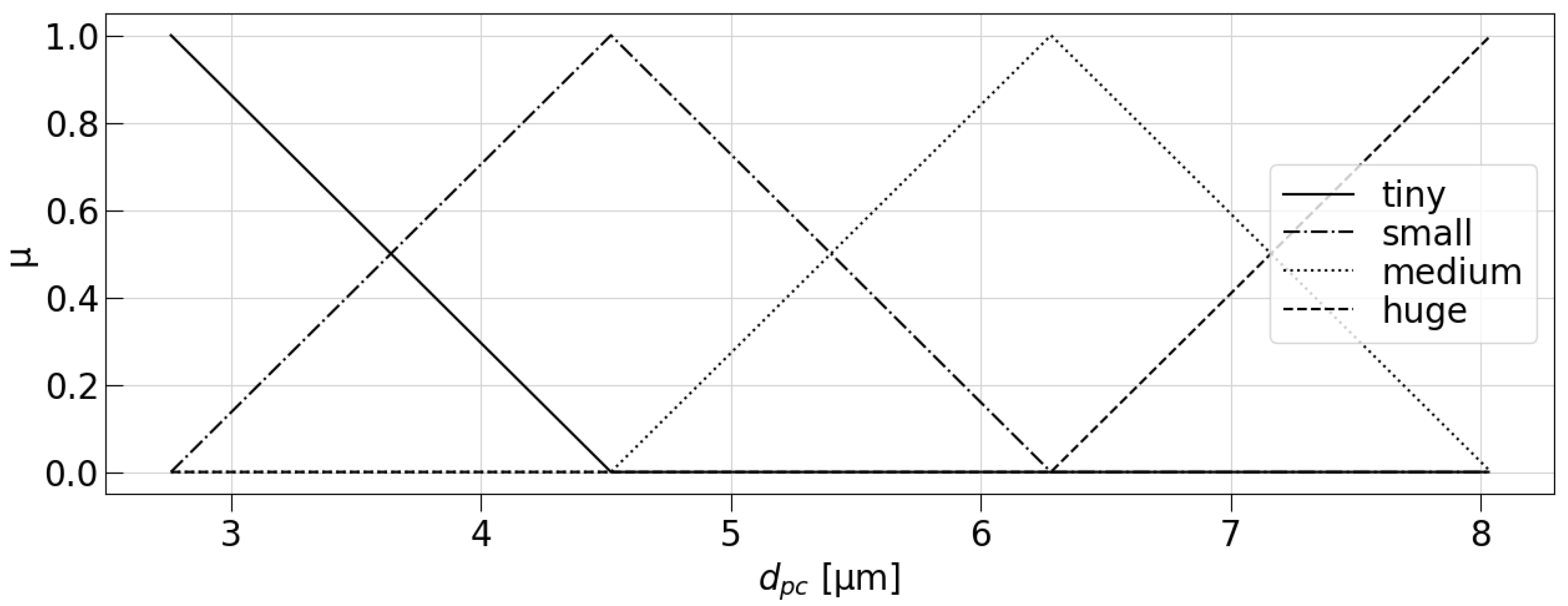
2.3.1. Membership Functions and Fuzzification
2.3.2. Fuzzy Operators and Fuzzy Rules
2.3.3. Defuzzification
3. Results and Discussion
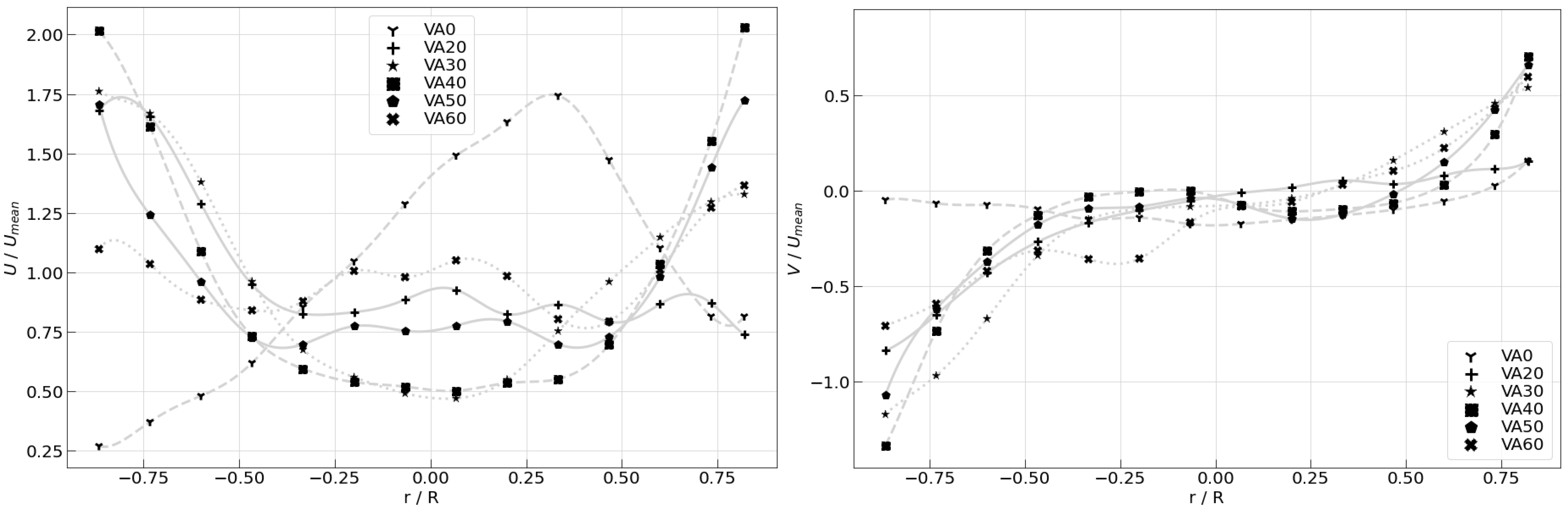
3.1. Axial and Radial Velocities
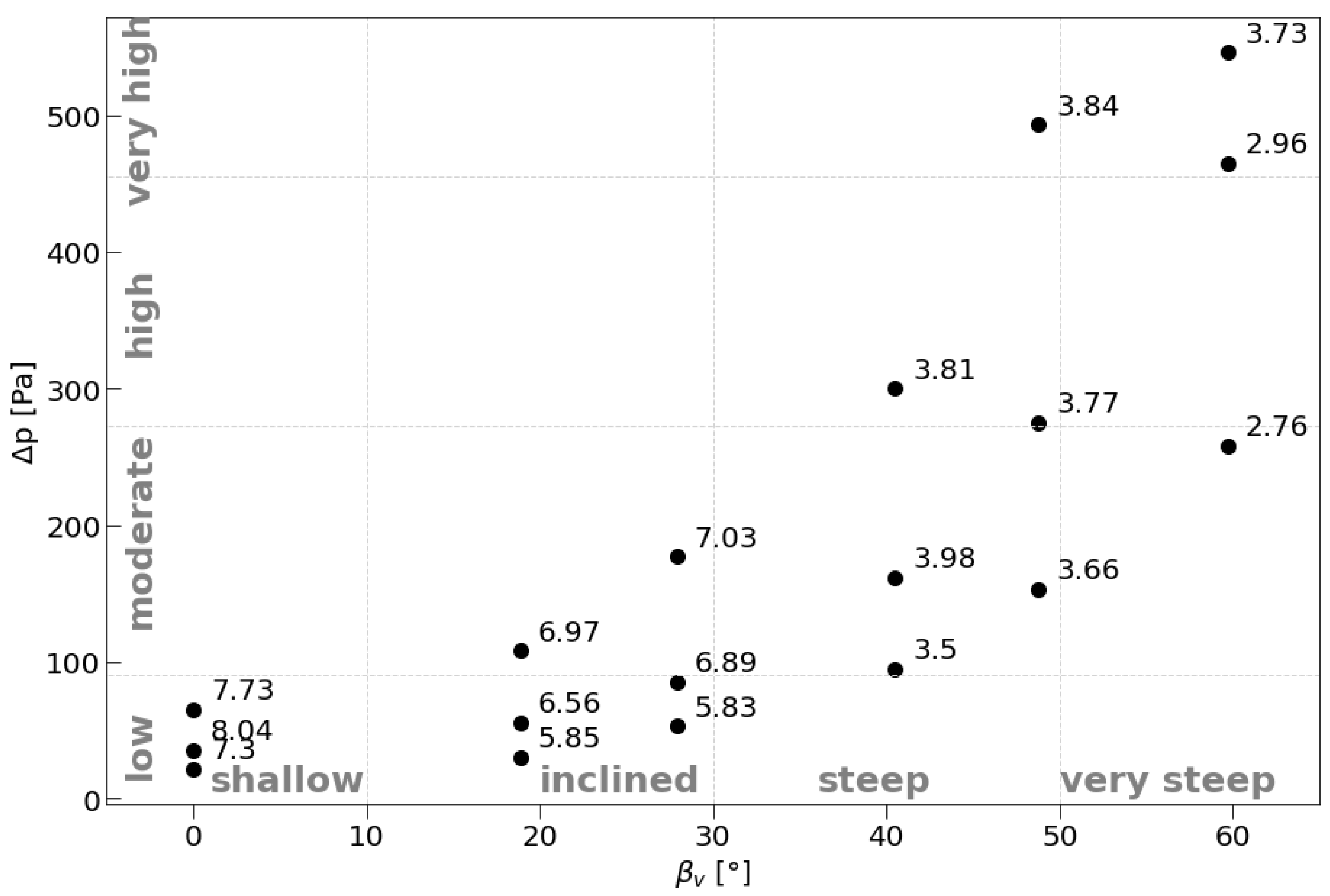
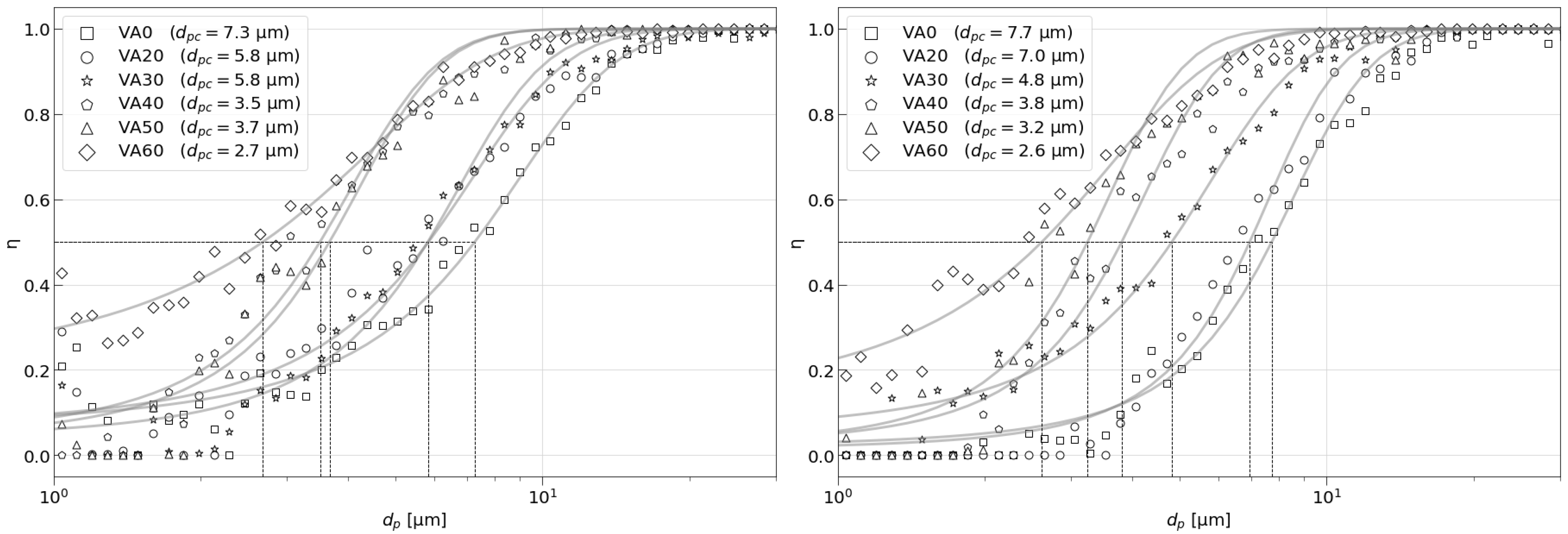
3.2. Fractional Particle Separation Efficiency and Particle Cut Diameter
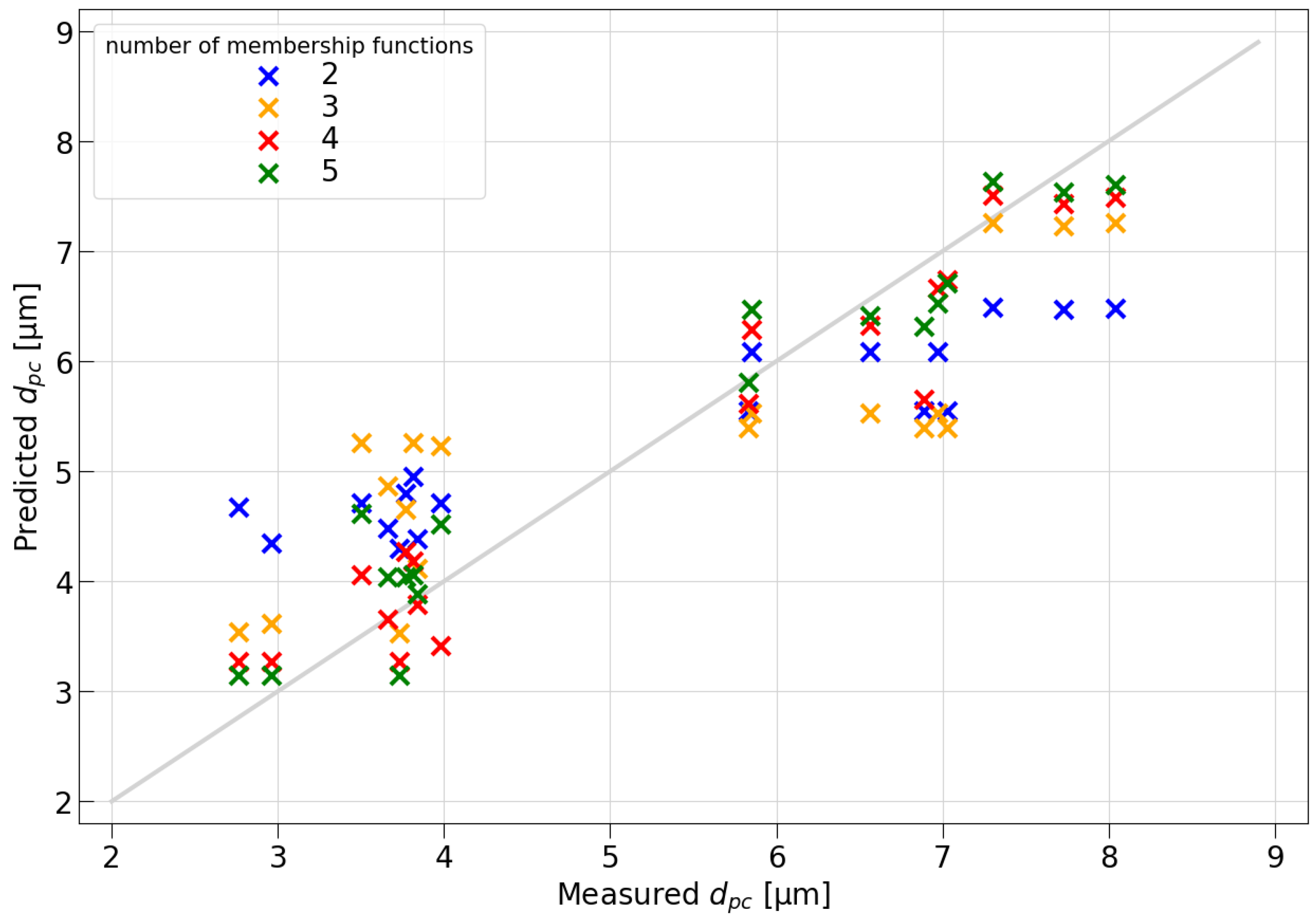
3.3. Performance of the Model
4. Conclusions
5. Patents
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| BOA | bisector of area |
| COG | center of gravity |
| COS | center of sum |
| FDM | fuse-deposition modeling |
| FOM | first value of maximum |
| HEPA | high efficiency particulate air [filter] |
| LOM | last value of maximum |
| MOM | mean value of maximum |
| MSE | mean squared error |
| PSD | particle size distribution |
| VA | vane angle |
References
- Herald, K. Artificial Rain Test Failed to Ease Fine Dust Level. 2019. Available online: www.koreaherald.com/view.php?ud=20190227000638 (accessed on 28 September 2022).
- Staudt, J.E. Control Technologies to Reduce Conventional and Hazardous Air Pollutants from Coal-Fired Power Plants. 2011. Available online: /www-f.nescaum.org/documents/coal-control-technology-nescaum-report-20110330.pdf/view (accessed on 3 October 2022).
- Lapple, C.E. Gravity and Centrifugal Separation. Am. Ind. Hyg. Assoc. Q. 1950, 11, 40–48. [Google Scholar] [CrossRef]
- Wadenpohl, C.; Löffler, F. Electrostatic agglomeration and centrifugal separation of diesel soot particles. Chem. Eng. Process. Process Intensif. 1994, 33, 371–377. [Google Scholar] [CrossRef]
- ISO 5167; Measurement of Fluid Flow by Means of Pressure Differential Devices Inserted in Circular Cross-Section Conduits Running Full. 2nd ed. International Organisation for Standardization: Geneva, Switzerland, 2003.
- ISO 7708; Air Quality—Particle Size Fraction Definitions for Health-Related Sampling. 1st ed. International Organisation for Standardization: Geneva, Switzerland, 1995.
- Nel, A.; Xia, T. Toxic Potential of Materials at the Nanolevel. Science 2006, 311, 7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dirgo, J.; Leith, D. Cyclone Collection Efficiency: Comparison of Experimental Results with Theoretical Predictions. Aerosol Sci. Technol. 1985, 4, 401–415. [Google Scholar] [CrossRef] [Green Version]
- Iozia, D.L.; Leith, D. The Logistic Function and Cyclone Fractional Efficiency. Aerosol Sci. Technol. 1990, 12, 598–606. [Google Scholar] [CrossRef] [Green Version]
- Klujszo, L.A.; Rafaelof, M.; Rajamani, R.K. Dust collection performance of a swirl air cleaner. Powder Technol. 1999, 103, 130–138. [Google Scholar] [CrossRef]
- Ngerntong, S.; Butdee, S. Surface roughness prediction with chip morphology using fuzzy logic on milling machine. Mater. Today Proc. 2020, 26, 2357–2362. [Google Scholar] [CrossRef]
- Kasabov, N.K. Foundations of Neural Networks, Fuzzy Systems, and Knowledge Engineering; MIT Press: Cambridge, MA, USA, 1996. [Google Scholar]
- Mahadevappa, J.; Groß, F.; Delgado, A. Fuzzy logic based process control strategy for effective sheeting of wheat dough in small and medium-sized enterprises. J. Food Eng. 2017, 199, 93–99. [Google Scholar] [CrossRef]
- Janarthanan, R.; Balamurali, R.; Annapoorani, A.; Vimala, V. Prediction of rainfall using fuzzy logic. Mater. Today Proc. 2021, 37, 959–963. [Google Scholar] [CrossRef]
- Greenworkstools 80V Cordless Brushless Blower GBL80320—Owner’s Manual. 2014. Available online: https://cdn.shopify.com/s/files/1/0593/9537/5264/files/GBL80321_E.pdf?v=3671320346805040703 (accessed on 3 October 2022).
- Litvinov, I.; Suslov, D.; Gorelikov, E.; Shtork, S. Swirl number and nozzle confinement effects in a flat-vane axial swirler. Int. J. Heat Fluid Flow 2021, 91, 108–812. [Google Scholar] [CrossRef]
- Beeckmans, M. Analysis of the efficiency of reverse flow cyclones. Can. J. Chem. Eng. 1977, 55, 4. [Google Scholar] [CrossRef]
- White, F. Fluid Mechanics; McGraw-Hill Series in Mechanical Engineering; McGraw Hill: New York, NY, USA, 2011. [Google Scholar]
- Faulkner, W.B.; Shaw, B.W. Efficiency and pressure drop of cyclones across a range of inlet velocities. Appl. Eng. Agric. 2006, 22, 155–161. [Google Scholar] [CrossRef] [Green Version]
- Debasis, S. Soft-Computing Applications. 2015. Available online: https://cse.iitkgp.ac.in/~dsamanta/courses/sca/index.html (accessed on 15 November 2022).
- Dehzangi, O.; Zolghadri, M.J.; Taheri, S.; Fakhrahmad, S.M. Efficient Fuzzy Rule Generation: A New Approach Using Data Mining Principles and Rule Weighting. In Proceedings of the Fourth International Conference on Fuzzy Systems and Knowledge Discovery (FSKD 2007), Haikou, China, 24–27 August 2007; IEEE: Haikou, China, 2007; pp. 134–139. [Google Scholar] [CrossRef]
- Dutu, L.C.; Mauris, G.; Bolon, P. A Fast and Accurate Rule-Base Generation Method for Mamdani Fuzzy Systems. IEEE Trans. Fuzzy Syst. 2018, 26, 715–733. [Google Scholar] [CrossRef] [Green Version]
- Leith, D.; Licht, W. The Collection Efficiency of Cyclone Type Particle Collectors—A New Theoretical Approach. Atmos. Environ. (1967) 1972, 68, 196–206. [Google Scholar]
- Barth, W. Berechnung und Auslegung von Zyklonabscheidern aufgrund neuerer Untersuchungen. Brennst. Warme Kraft 1956, 8, 1–9. [Google Scholar]
- Gimbun, J.; Choong, T.S.Y.; Fakhru’l–Razi, A.; Chuah, T.G. Prediction of the Effect of Dimension, Particle Density, Temperature, and Inlet Velocity on Cyclone Collection Efficiency. J. Teknol. 2012, 40, 37–50. [Google Scholar] [CrossRef] [Green Version]
- Jin, Y. On Generating FC Fuzzy Rule Systems from Data Using Evolution Strategies. PART B 1999, 29, 831–832. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Unit | VA0 | VA20 | VA30 | VA40 | VA50 | VA60 | |
|---|---|---|---|---|---|---|---|---|
| length | mm | 0 | 112.5 | 67.5 | 45 | 67.5 | 45 | |
| diameter | mm | 0 | 77 | 77 | 77 | 77 | 77 | |
| vane angle | 0 | 18.9 | 29.7 | 40.5 | 48.8 | 59.7 | ||
| twist ratio | - | - | 1.46 | 0.88 | 0.58 | 0.88 | 0.58 | |
| pitch length | mm | - | 450 | 270 | 180 | 135 | 90 | |
| geom. swirl nb | - | - | 0.23 | 0.38 | 0.57 | 0.76 | 1.14 |
| Parameter | Linguistic Term | Abbreviation | Range | Unit |
|---|---|---|---|---|
| pressure drop | low | l | 0–91 | |
| moderate | m | 91–273 | ||
| high | h | 273–455 | ||
| very high | vh | 455–546 | ||
| vane angle | shallow | sh | 0–10 | |
| inclined | i | 10–30 | ||
| steep | st | 30–50 | ||
| very steep | vs | 50–60 | ||
| particle cut diameter | tiny | t | 2.76–3.64 | |
| small | s | 3.64–5.40 | ||
| medium | m | 5.40–7.16 | ||
| huge | h | 7.16–8.04 |
| Rule | Inputs | Output | ||
|---|---|---|---|---|
| Operator | ||||
| 1 | shallow | ∩ | low | huge |
| 2 | inclined | ∩ | low | medium |
| 3 | steep | ∩ | low | small |
| 4 | inclined | ∩ | moderate | huge |
| 5 | steep | ∩ | moderate | tiny |
| 6 | very steep | ∩ | moderate | tiny |
| 7 | steep | ∩ | high | small |
| 8 | very steep | ∩ | high | tiny |
| 9 | steep | ∪ | very high | tiny |
| 10 | very steep | ∪ | very high | tiny |
| Defuzzification Method | BOA | MOM | LOM | FOM | COG |
|---|---|---|---|---|---|
| Relative error in % | 8.36 | 12.19 | 14.35 | 11.82 | 10.20 |
| Re | VA0 | VA20 | VA30 | VA40 | VA50 | VA60 |
|---|---|---|---|---|---|---|
| 7.3 | 5.8 | 5.8 | 3.5 | 3.7 | 2.7 | |
| 8.0 | 6.6 | 4.3 | 4.0 | 3.8 | 3.0 | |
| 7.7 | 7.0 | 4.8 | 3.8 | 3.2 | 2.6 |
| Particle Parameter | Geometrical Parameter | Process Parameter | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Category | Aerosol Type | Particle Density | Cyclone Type | Cyclone Dia. | Cyclone 0 | Outlet Dia. | Particle Range | Feed Rate | Inlet Velocity | Flow Rate | Pressure Drop | Cut Dia. |
| Symbol | ||||||||||||
| Unit | kg m | m | m | m | m | g m | m s | L s | kPa | m | ||
| Stairmand (cited in [8]) | n.a. | 2000 | reverse-flow * | 0.203 | 0.8 | 0.1 | n.a. | 10 | 15.2 | 62.6 | n.a. (∼0.785) | 1.38 |
| Beeckmans [17] | uranine | n.a | reverse-flow | 0.15 | 0.6 | 0.075 | 0.6–4.7 | n.a. | 6.1 | 19.1 | n.a. | 4.7 |
| Dirgo & Leith [8] | min. oil | 860 | reverse-flow * | 0.305 | 1.2 | 0.15 | 1–7 | 0.05 | 25 | 231.8 | 2.21 | 1.8 |
| Iozia & Leith [9] | min. oil | 876 | reverse-flow | 0.25 | 1.0 | 0.075–0.175 | 1.4–7.4 | n.a. | 15.2 | 95.0 | 0.40 | 3.2 |
| Faulkner [19] | starch | 1500 | reverse-flow | 0.15 | 0.616 | 0.072 | 17.95 | 2 | 16.3 | 42.5 | 0.32–1.03 | 4.7–5 |
| Klujszo [10] | Arizona test dust A4 | 2650 | uniflow | 0.15 | 0.11–0.06 | 0.051 | 4–100 | <5 | 7.4 | 15.0 | n.a. | 5 |
| This study | Arizona test dust A1 | 2650 | uniflow | 0.15 | 1.0 | 0.086 | 1-40 | 0.0162 | 49.4 | 236.0 | 0.546 | 2.6 |
| Membership Functions | Relative Error | Coefficient of Determination | MSE |
|---|---|---|---|
| 2 | 0.2189 | 0.6290 | 1.17 |
| 3 | 0.1947 | 0.6579 | 1.08 |
| 4 | 0.0836 | 0.9288 | |
| 5 | 0.0843 | 0.9344 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klapper, V.; Luzi, G.; Prah, B.; Delgado, A. Particle Cut Diameter Prediction of Uniflow Cyclone Systems with Fuzzy System Analysis. Separations 2023, 10, 345. https://doi.org/10.3390/separations10060345
Klapper V, Luzi G, Prah B, Delgado A. Particle Cut Diameter Prediction of Uniflow Cyclone Systems with Fuzzy System Analysis. Separations. 2023; 10(6):345. https://doi.org/10.3390/separations10060345
Chicago/Turabian StyleKlapper, Vinzenz, Giovanni Luzi, Benedict Prah, and Antonio Delgado. 2023. "Particle Cut Diameter Prediction of Uniflow Cyclone Systems with Fuzzy System Analysis" Separations 10, no. 6: 345. https://doi.org/10.3390/separations10060345
APA StyleKlapper, V., Luzi, G., Prah, B., & Delgado, A. (2023). Particle Cut Diameter Prediction of Uniflow Cyclone Systems with Fuzzy System Analysis. Separations, 10(6), 345. https://doi.org/10.3390/separations10060345