1. Introduction
High-performance neodymium-iron-boron (Nd-Fe-B) magnets have been applied to various advanced electromagnetic devices, including hard disk drives, electric vehicles, and medical equipment [
1,
2,
3]. In particular, the production of electric cars equipped with Nd-Fe-B magnet motors has considerably increased owing to the global trend of enacting regulations to reduce the production of internal combustion engines, which emit large volumes of greenhouse gases [
4]. The growing demand for high-performance Nd-Fe-B magnets has raised concerns over the prices of rare-earth materials and their availability [
5,
6,
7,
8,
9,
10]. Therefore, the development of permanent magnets using the relatively abundant rare-earth element Sm has recently attracted interest.
Samarium-iron-nitride (Sm
2Fe
17N
3) powder consists of the Sm
2Fe
17N
3 compound. The Sm
2Fe
17N
3 compound has been produced by the nitrogenation of Sm
2Fe
17 alloy powder, and thus, the Sm
2Fe
17N
3 compound has been made in powder form. The Sm
2Fe
17N
3 compound possesses not only high saturation magnetization comparable to the Nd
2Fe
14B compound but also a higher Curie temperature and a higher uniaxial anisotropy [
11,
12,
13]. However, the phase decomposition of the Sm
2Fe
17N
3 compound at high temperatures above 873 K makes it difficult to produce Sm
2Fe
17N
3 bulk magnets in practice [
14]. Several attempts have been made to integrate Sm
2Fe
17N
3 powder into bulk magnets [
15,
16,
17,
18]. Sm
2Fe
17N
3 bulk magnets have been produced by nonconventional consolidation techniques such as dynamic compaction using explosion or gun methods [
15,
16]. The dynamic compaction has realized high-density Sm
2Fe
17N
3 bulk magnets. Another nonconventional consolidation technique, the so-called compression shearing method, has been successfully applied to produce the Sm
2Fe
17N
3 bulk magnets [
17]. The compression shearing method has also realized high-density Sm
2Fe
17N
3 bulk magnets. However, there has yet to be a practical application of these techniques due to the difficulty in production.
The SPS method has recently been effectively applied to produce Sm
2Fe
17N
3 bulk magnets [
18,
19]. The addition of zinc powder has been suggested to improve the coercivity of Sm
2Fe
17N
3 bulk magnets [
20,
21]. However, these magnets were magnetically isotropic, and their remanence magnetization was not comparable to that of Sm
2Fe
17N
3 powder. The key to producing high-performance Sm
2Fe
17N
3 bulk magnets using the SPS method is to increase their remanence. As Sm
2Fe
17N
3 powder possesses high magnetization, one solution is to align Sm
2Fe
17N
3 powder before sintering. Herein, anisotropic Sm
2Fe
17N
3 bulk magnets were successfully produced using the SPS method with the addition of zinc stearate powder and zinc powder, and the effects of their addition on the magnetic properties of the magnets were examined.
2. Results and Discussion
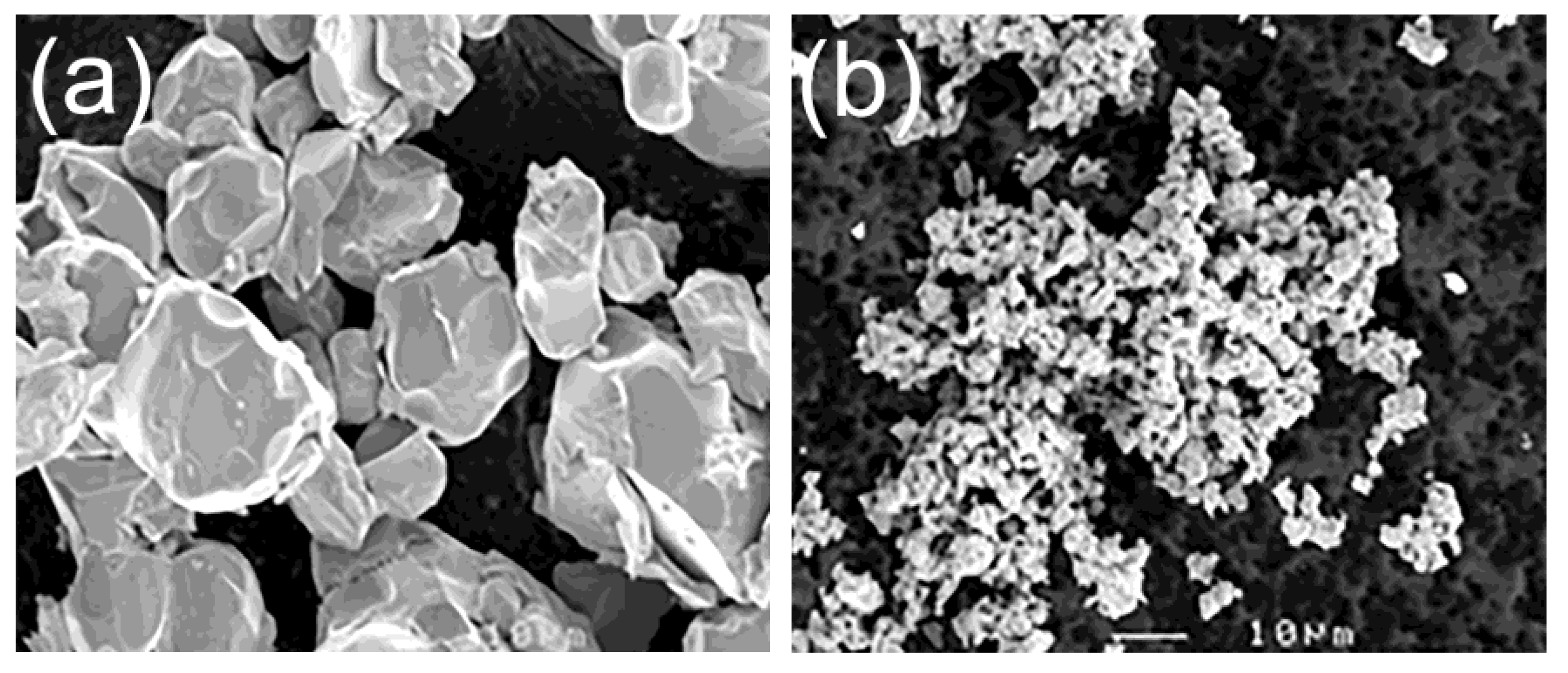
The images of the Sm
2Fe
17 alloy powder and Sm
2Fe
17N
3 powder are shown in
Figure 1. The Sm
2Fe
17 alloy powder was made using the diffusion reduction process [
22]. The Sm
2Fe
17 alloy powder was a coarse powder with an average particle size of about 30 μm. The Sm
2Fe
17N
3 powder was first made by nitrogenation of the Sm
2Fe
17 alloy powder and then pulverized into fine powder. The average particle size of the Sm
2Fe
17N
3 powder was about 3 μm. The fine Sm
2Fe
17N
3 powder was used in this study.
Before the consolidation of the Sm
2Fe
17N
3 powder using the SPS method, the powder was characterized by X-ray diffraction and thermomagnetic studies.
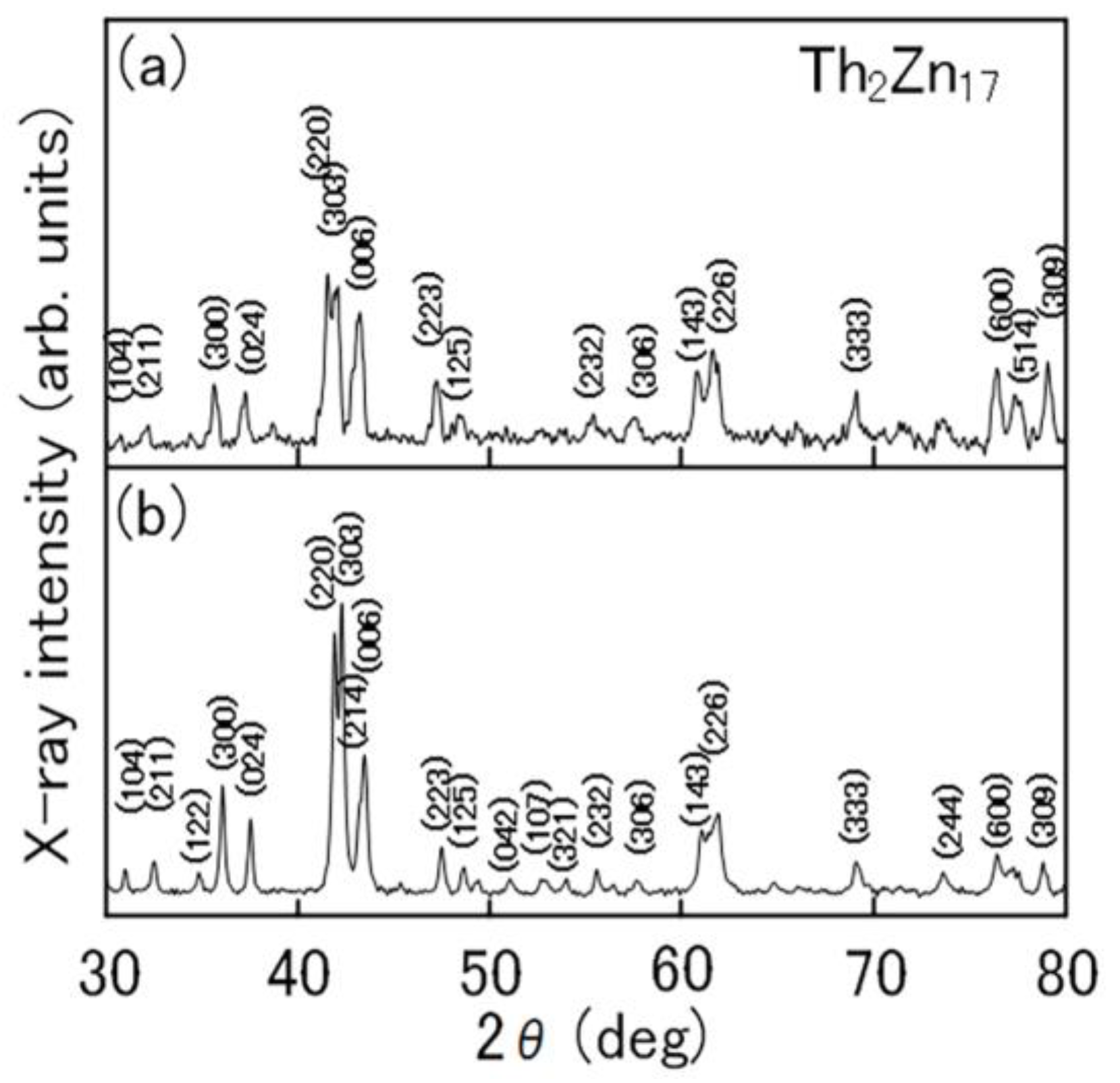
Figure 2 shows the X-ray diffraction pattern of the Sm
2Fe
17N
3 powder, together with that of the Sm
2Fe
17 alloy powder. The X-ray diffraction pattern of the Sm
2Fe
17 alloy powder shows a typical Th
2Zn
17-type phase. The diffraction peaks of the Sm
2Fe
17 alloy powder were indexed to be the Th
2Zn
17-type phase, and no clear diffraction peaks of Sm-oxides and α-Fe phase were detected in the X-ray diffraction pattern. This indicates that the Sm
2Fe
17 alloy powder made using the diffusion reduction process consisted of the Th
2Zn
17-type Sm
2Fe
17 phase. The X-ray diffraction pattern of the Sm
2Fe
17N
3 powder also exhibits a typical Th
2Zn
17-type phase. Although it is known that the Sm
2Fe
17N
3 phase decomposes into the α-Fe and SmN phases at high temperatures [
14], no diffraction peaks of these phases were noticed in the X-ray diffraction pattern. It is confirmed that the Sm
2Fe
17N
3 powder consisted of the Sm
2Fe
17N
3 phase.
Figure 3 shows the thermomagnetic curve of the Sm
2Fe
17N
3 powder, together with that of the Sm
2Fe
17 alloy powder. It was found that the thermomagnetic curves of the Sm
2Fe
17 alloy powder and the Sm
2Fe
17N
3 powder are pretty different. The thermomagnetic curve of the Sm
2Fe
17 alloy powder shows a magnetic transition at around 490 K. According to the results of the X-ray diffraction studies, the Sm
2Fe
17 alloy powder consisted of the Th
2Zn
17-type Sm
2Fe
17 phase. Thus, the magnetic transition is believed to be the Curie temperature of the Sm
2Fe
17 phase. On the other hand, a large magnetic transition at around 740 K is observed in the thermomagnetic curve of the Sm
2Fe
17N
3 powder. Since the Sm
2Fe
17N
3 powder consisted of the Sm
2Fe
17N
3 phase, the magnetic transition is believed to be the Curie temperature of the Sm
2Fe
17N
3 phase. The Sm
2Fe
17N
3 phase has a significantly high Curie temperature of 740 K, compared with the Nd
2Fe
14B phase in the Nd-Fe-B magnets (585 K) [
23]. The observed Curie temperature of the Sm
2Fe
17N
3 phase is consistent with the reported value [
11]. No magnetic transition of the Sm
2Fe
17 phase was noted in the thermomagnetic curve, indicating that the Sm
2Fe
17N
3 powder solely consisted of the Sm
2Fe
17N
3 phase.
However, a slight increase in magnetization at temperatures over the Curie temperature is observed in the thermomagnetic curve of the Sm
2Fe
17N
3 powder. This suggests that a new magnetic phase formed during the thermomagnetic measurement. The new magnetic phase is believed to be the α-Fe phase since the new magnetic phase shows the Curie temperature near 1050 K. The thermomagnetic study indicates that the Sm
2Fe
17N
3 phase decomposes into the α-Fe and SmN phases at high temperatures over 800 K. The observed decomposition temperature is slightly lower than the reported value (873 K) [
14]. In any case, it is essential to sinter the Sm
2Fe
17N
3 powder at the lowest possible temperature because the Sm
2Fe
17N
3 phase in Sm
2Fe
17N
3 powder decomposes into the α-Fe and SmN phases at high temperatures.
In order to confirm the decomposition of the Sm
2Fe
17N
3 powder, the specimen after the thermomagnetic measurement was examined using X-ray diffraction. The result is shown in
Figure 4. No diffraction peaks of the Sm
2Fe
17N
3 phase were seen in the X-ray diffraction pattern. Instead, diffraction peaks of the α-Fe and SmN phases were noticed in the X-ray diffraction pattern. This confirms that the Sm
2Fe
17N
3 phase decomposes into the α-Fe and SmN phases during thermomagnetic measurement.
Figure 5 shows the hysteresis loops of the Sm
2Fe
17 alloy powder and the Sm
2Fe
17N
3 powder. The Sm
2Fe
17 alloy powder showed a narrow hysteresis loop, but the Sm
2Fe
17N
3 powder exhibited a wide one. This indicates that the Sm
2Fe
17 alloy powder without nitrogenation did not display large coercivity. On the other hand, Sm
2Fe
17N
3 powder, prepared by nitriding the Sm
2Fe
17 alloy powder, exhibited a large coercivity. The Sm
2Fe
17N
3 powder exhibits a large coercivity of 12.4 kOe with a remanence of 75.3 emu/g.
In order to confirm the magnetic anisotropy of the Sm
2Fe
17N
3 powder, the magnetic properties of the Sm
2Fe
17N
3 powder were measured parallel to the magnetic alignment after the Sm
2Fe
17N
3 powder had been magnetically aligned.
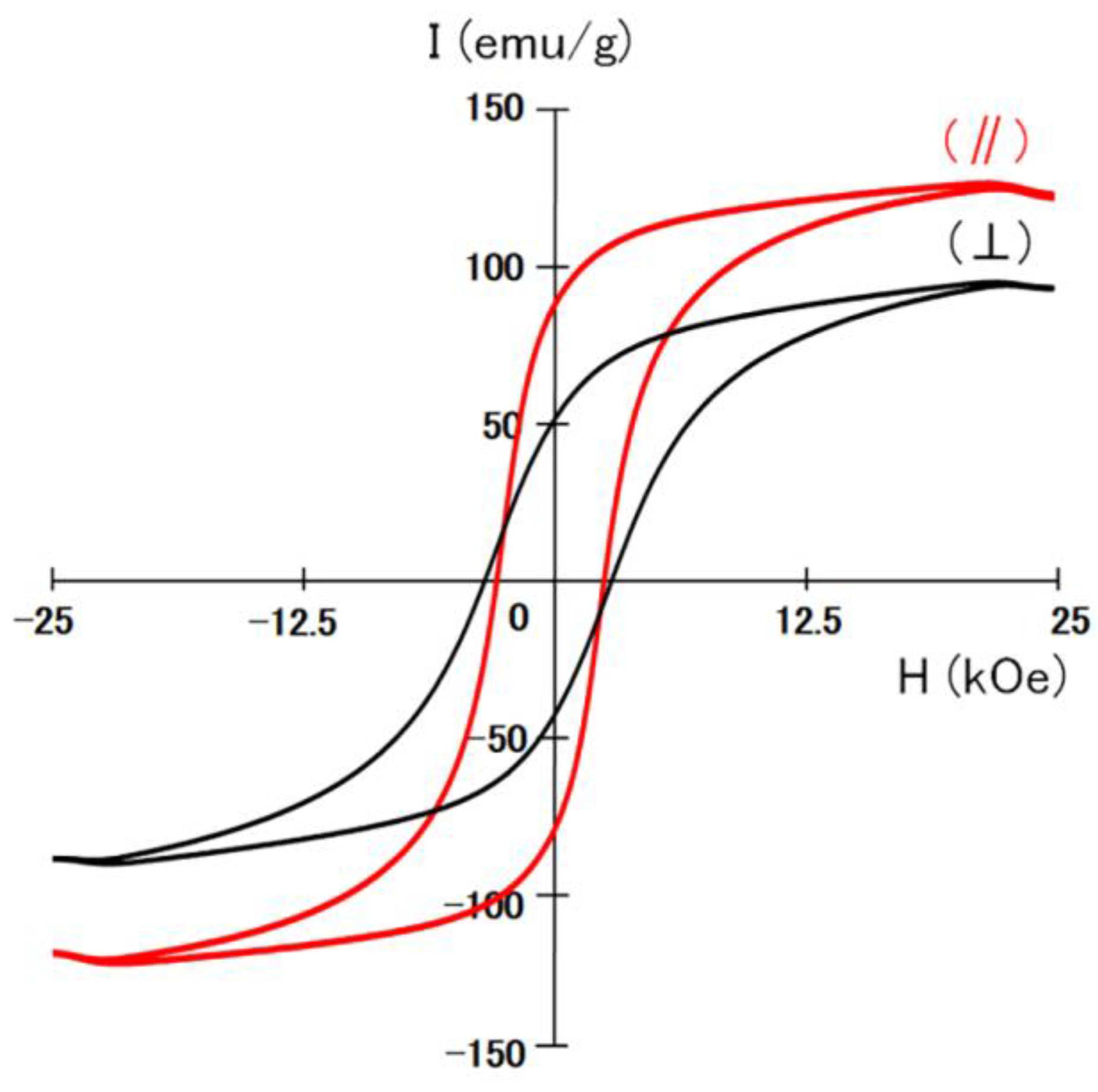
Figure 6 shows the hysteresis loops of the Sm
2Fe
17N
3 powder measured parallel and perpendicular to the direction of the magnetic alignment. The respective hysteresis loops are quite different. This confirms that the Sm
2Fe
17N
3 powder is magnetically anisotropic. The powder exhibited a high remanence of 107 emu/g and a large coercivity of 10.3 kOe when measured parallel to the direction of the magnetic alignment.
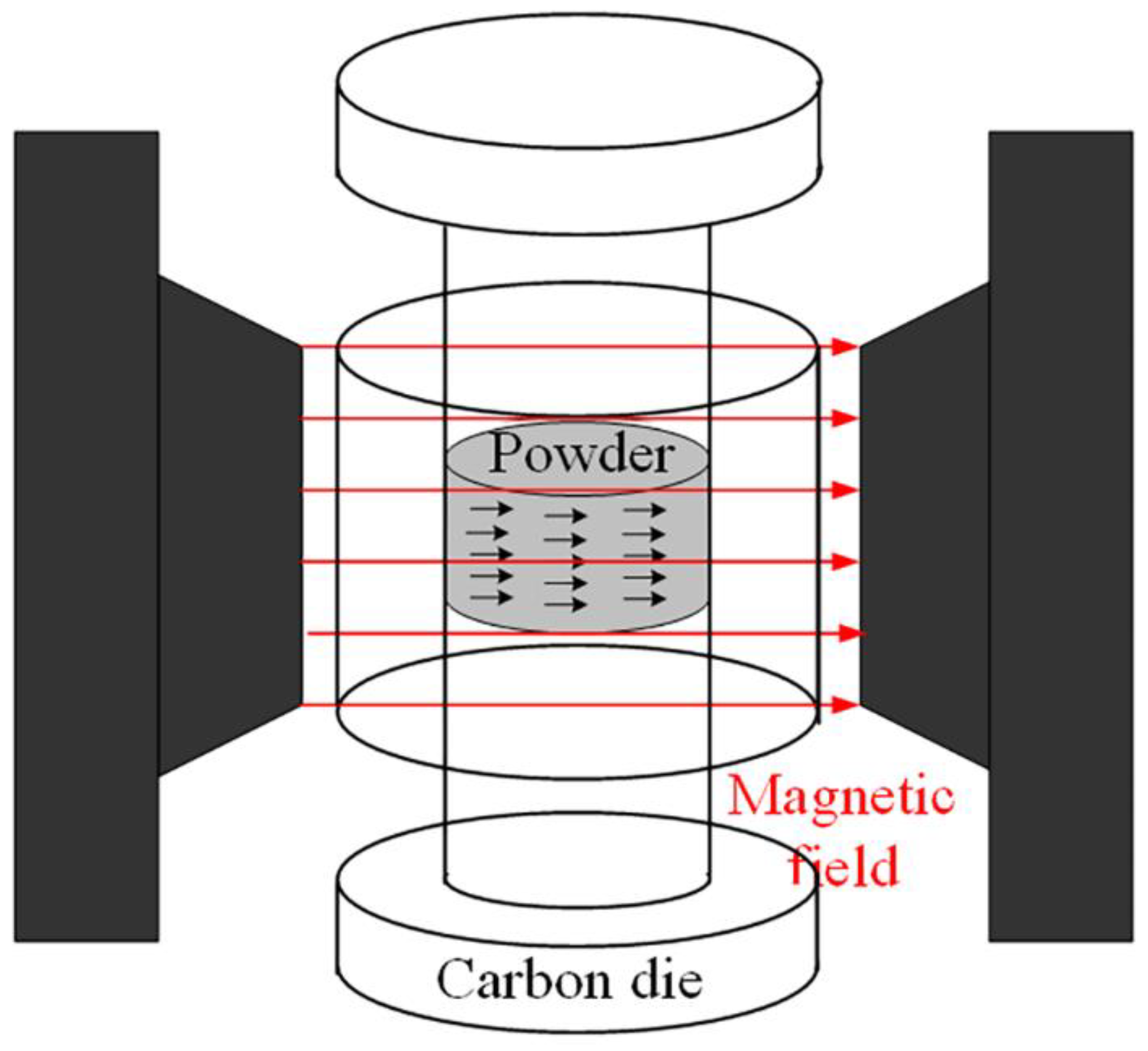
In this study, the Sm
2Fe
17N
3 powder was sintered into bulk magnets carried out at 673 K, far below its decomposition temperature of 800 K. Since the Sm
2Fe
17N
3 powder is magnetically anisotropic, the Sm
2Fe
17N
3 powder was magnetically aligned before sintering (see
Figure 7). Despite the low sintering temperature, Sm
2Fe
17N
3 bulk magnets were produced from the magnetically aligned Sm
2Fe
17N
3 powder using the SPS method.
Carbon contamination from carbon dies might occur in the SPS method [
24]. To avoid this, the SPS experiment was done with a BN-coated carbon die, and the surface of the Sm
2Fe
17N
3 bulk magnets was ground to remove carbon contamination before the property measurements.
A photograph of the Sm
2Fe
17N
3 bulk magnet is shown in
Figure 8. No significant cracks were found in the Sm
2Fe
17N
3 bulk magnet. The relative density of the Sm
2Fe
17N
3 bulk magnet was as high as 91.7% (compared with the density of the Sm
2Fe
17N
3 powder). A higher consolidation temperature is known to promote the densification of bulk materials produced using the SPS method [
25]. A further increase in the consolidation temperature may result in an increase in density, but the consolidation temperature was kept below 673 K in this study because the Sm
2Fe
17N
3 phase in Sm
2Fe
17N
3 powder easily decomposes into the α-Fe and SmN phases at high temperatures.
Figure 9 shows the magnetic hysteresis loops of the Sm
2Fe
17N
3 powder and the magnet produced. The powder exhibited a high remanence of 107 emu/g and a large coercivity of 10.3 kOe. However, the magnets showed a remanence of 68.6 emu/g and a coercivity of 3.05 kOe. This indicates that the magnetic properties of the powder deteriorated during sintering. Thus, it is essential to reduce the deterioration of the magnetic properties of Sm
2Fe
17N
3 powder during sintering.
As remanence is related to the magnetic alignment of the powder in the magnet, small amounts of sintering aid powder were added to the Sm
2Fe
17N
3 powder before magnetic alignment, and its effects on the magnetic properties of the magnets were examined. In this study, various sintering aid powders, such as graphite and silica powders, were applied for this purpose. It was found that the zinc stearate powder could improve the density and magnetic alignment of the Sm
2Fe
17N
3 powder. The effects of zinc stearate powder addition on the relative density of the Sm
2Fe
17N
3 bulk magnets are shown in
Figure 10. The relative density of the Sm
2Fe
17N
3 bulk magnet increased from 91.7% to 95.8% as the zinc stearate content increased. Although the density of the zinc stearate powder was 1.095 g/cm
3, much smaller than that of the Sm
2Fe
17N
3 powder (7.66 g/cm
3), the zinc stearate powder drastically improved the density of the Sm
2Fe
17N
3 bulk magnet. The resultant Sm
2Fe
17N
3 bulk magnet with small amounts of zinc stearate powder had a high density of over 95%.
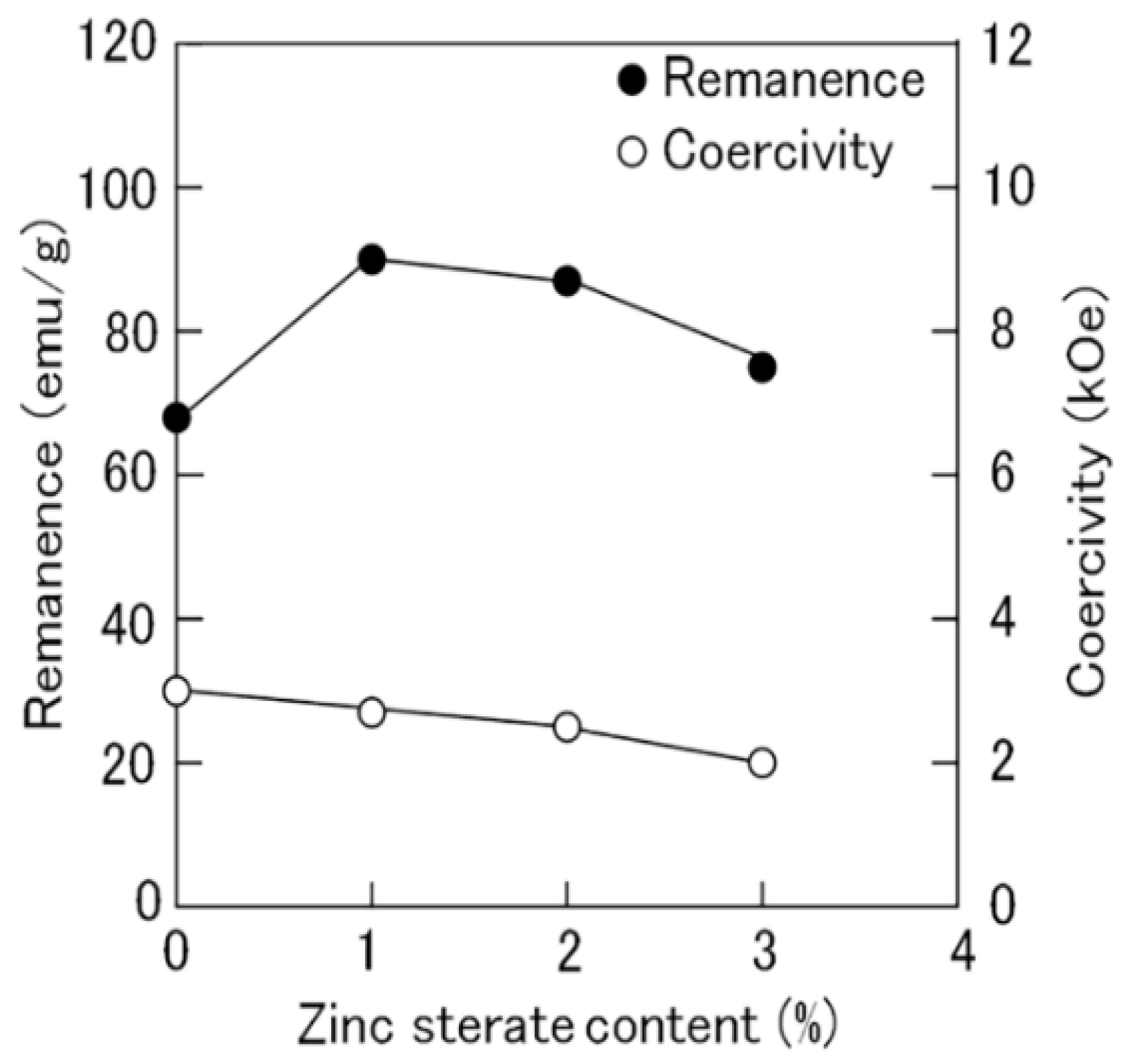
Figure 11 shows the effects of zinc stearate powder addition on the remanence and coercivity of the magnets. The remanence significantly increased but then decreased as the amount of zinc stearate powder was increased. In contrast, the coercivity gradually decreased as the amount of zinc stearate increased. This confirms that the addition of zinc stearate powder before magnetic alignment improved the magnetic alignment of the Sm
2Fe
17N
3 powder.
Figure 12 shows the hysteresis loops of the Sm
2Fe
17N
3 bulk magnet with 1 wt% zinc stearate powder measured parallel and perpendicular to the magnetic alignment in order to examine the magnetic anisotropy. The Sm
2Fe
17N
3 bulk magnet is anisotropic and shows a higher remanence, 90.6 emu/g, in the parallel direction than the perpendicular direction. The magnet exhibits magnetic anisotropy due to the magnetic alignment of the Sm
2Fe
17N
3 powder.
As the magnetic alignment of the Sm
2Fe
17N
3 powder is determined via the crystallographic alignment in the Sm
2Fe
17N
3 phase, the crystallographic alignment of the Sm
2Fe
17N
3 phase in the magnets was examined using X-ray diffraction patterns.
Figure 13 shows the X-ray diffraction patterns of the magnet with 1% zinc stearate powder. As shown in the figure, X-ray diffraction patterns were measured perpendicularly and parallel to the direction of magnetic alignment. The X-ray diffraction pattern of the magnet shows a typical powder pattern of the Sm
2Fe
17N
3 phase when measured perpendicular (⊥) to the direction of magnetic alignment. However, when measured parallel (//) to the direction of magnetic alignment, the X-ray diffraction pattern exhibited a prominent (006) peak of the Sm
2Fe
17N
3 phase owing to the crystallographic alignment of the c-axis of the Sm
2Fe
17N
3 phase in the magnet. This confirms that the crystallographic alignment of the Sm
2Fe
17N
3 phase was retained in the Sm
2Fe
17N
3 bulk magnet even after sintering using the SPS method.
In the Nd-Fe-B magnets, the crystallographic alignment of the tetragonal Nd
2Fe
14B phase in the Nd-Fe-B magnets has been evaluated by the ratio, I(006)/I(0410), of the intensity of the c-axis-related peak (006) to that of the strongest peak (410) [
26,
27]. As the same token, the crystallographic alignment of the Sm
2Fe
17N
3 phase can be evaluated by the ratio I(006)/I(303). The ratio of I(006)/I(303) was 0.27 for the Sm
2Fe
17N
3 bulk magnet measured perpendicular to the direction of magnetic alignment, while the ratio of I(006)/I(303) was 10.8 for the Sm
2Fe
17N
3 bulk magnet measured parallel to the direction of magnetic alignment. This indicates the crystallographic alignment of the Sm
2Fe
17N
3 phase in the magnet.
As the coercivity of the magnets was improved by adding a small amount of Zn [
20,
21], zinc powder and 1% zinc stearate powder were added to the Sm
2Fe
17N
3 powder before magnetic alignment. Consequently, the effects of this addition on the density and magnetic properties of the magnets were examined.
Figure 14 shows the effects of zinc powder addition on the relative density of the Sm
2Fe
17N
3 bulk magnets with 1% zinc stearate powder. Unlike in the case of the zinc stearate powder addition, the relative density of the Sm
2Fe
17N
3 bulk magnets decreased from 95.4% to 91.5% as the zinc content increased. This indicates that the addition of zinc powder deteriorated the density of the Sm
2Fe
17N
3 bulk magnets with 1% zinc stearate powder.
Figure 15 shows the effects of zinc powder addition on the remanence and coercivity of the Sm
2Fe
17N
3 bulk magnets. Since the 1 wt% zinc stearate powder addition effectively increased the magnetic alignment of the Sm
2Fe
17N
3 powder, the Sm
2Fe
17N
3 bulk magnets with 1 wt% zinc stearate powder were used as the base magnet. While the remanence slightly decreased as the amount of zinc powder increased, the coercivity considerably increased with increasing amounts. This verifies that the addition of zinc powder before the magnetic alignment improved the coercivity of the magnets.
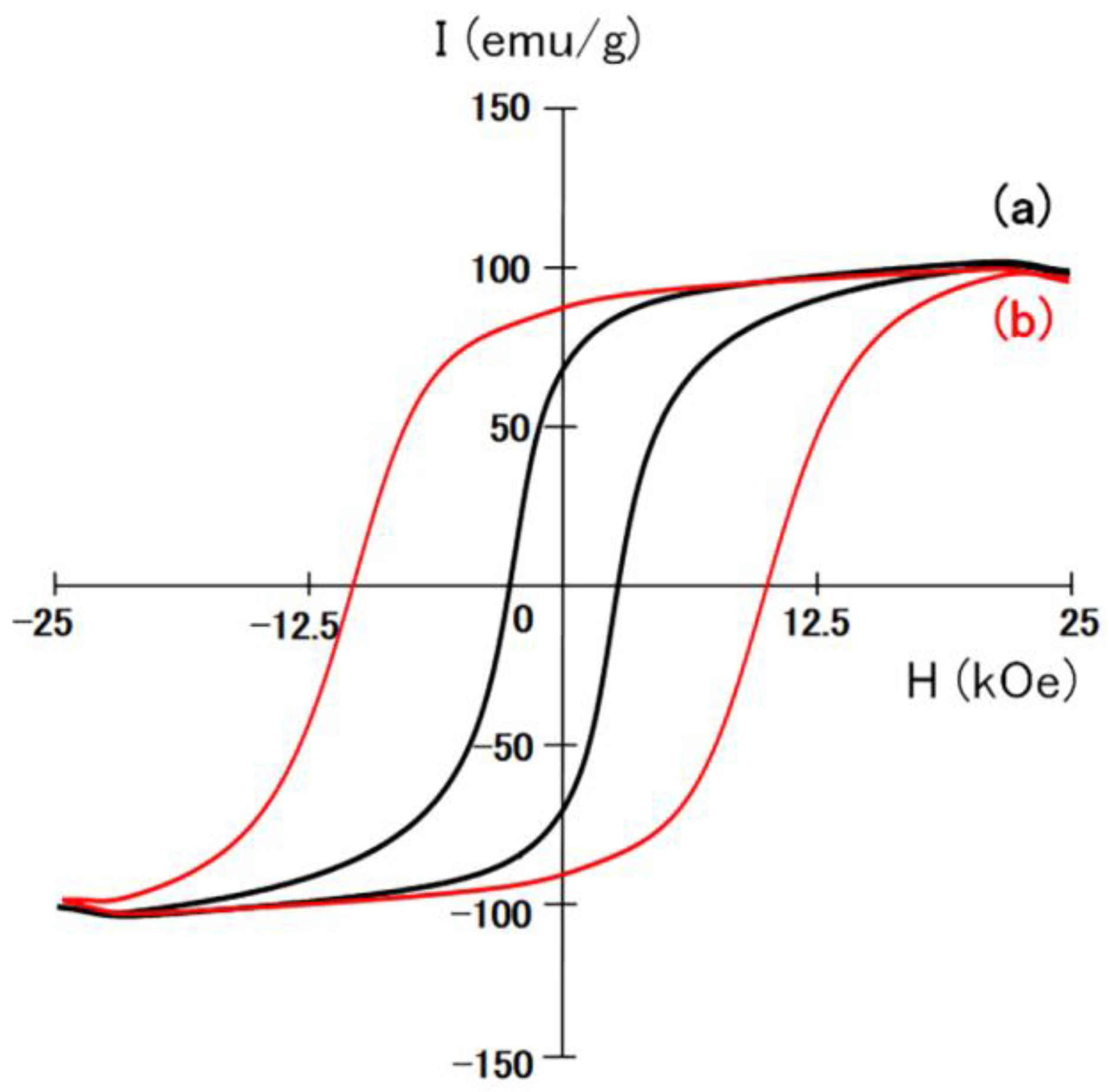
Figure 16 shows the hysteresis loop of the magnet with 1 wt% zinc stearate and 5 wt% zinc powder. The hysteresis loop of the magnet without additives is also shown. The magnet with 1 wt% zinc stearate and 5 wt% zinc powder exhibited a wider hysteresis loop than the magnet without additives, indicating that the use of small amounts of zinc stearate powder and zinc powder increased the magnetic properties of the Sm
2Fe
17N
3 bulk magnet. The magnet with 1 wt% zinc stearate and 5 wt% zinc powder showed a high remanence of 86.8 emu/g and a large coercivity of 9.82 kOe.
Compared with the hysteresis loop of the Sm
2Fe
17N
3 powder (see
Figure 6), the remanence and coercivity of the Sm
2Fe
17N
3 bulk magnets with 1 wt% zinc stearate powder were slightly smaller than those of the Sm
2Fe
17N
3 powder. Thus, further work is still necessary to improve the magnetic properties of the Sm
2Fe
17N
3 bulk magnets.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}















