
Combined Effects of Particle Size and Dough Improvers on Improving the Quality of Purple-Colored Whole Wheat Bread

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Milling Purple-Colored WWF and Measuring Particle Size Distribution
2.3. Analyzing Quality Characteristics of Purple-Colored WWF
2.4. Measuring the Dough-Mixing Property of Purple-Colored WWF Using a Mixograph
2.5. Preparation of WWB with Purple-Colored WWF
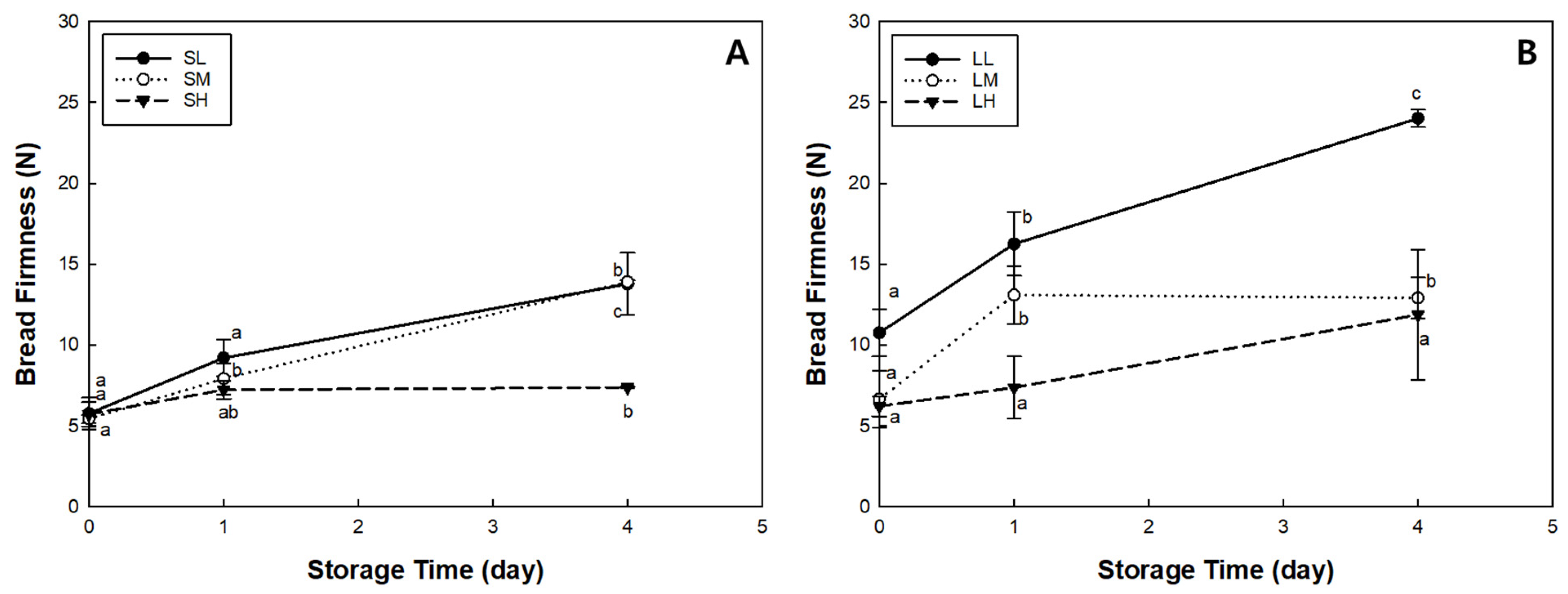
2.6. Analyzing the Quality Characteristics of Purple-Colored WWB and Changes during Storage
2.7. Analyzing Quality Characteristics of Purple-Colored WWB with the Addition of Dough Improvers
2.8. Statistical Analysis
3. Results and Discussion
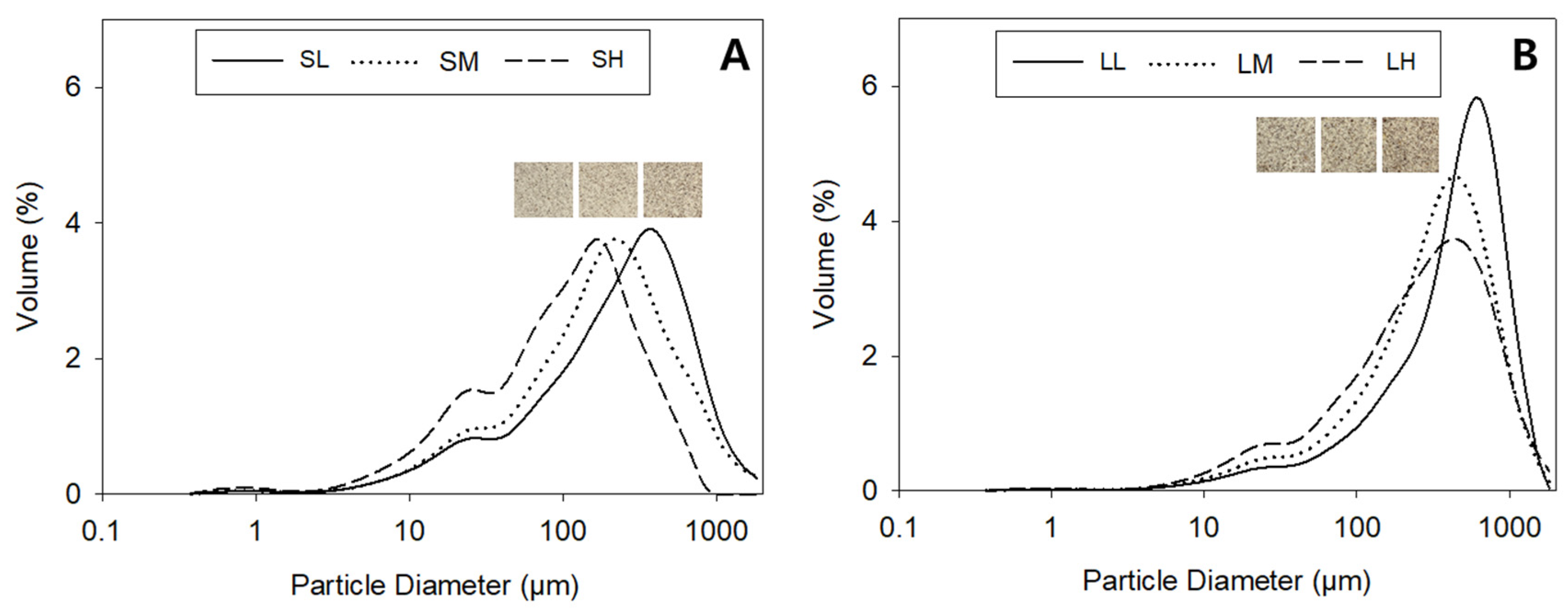
3.1. Particle Size Distribution of Purple-Colored WWF
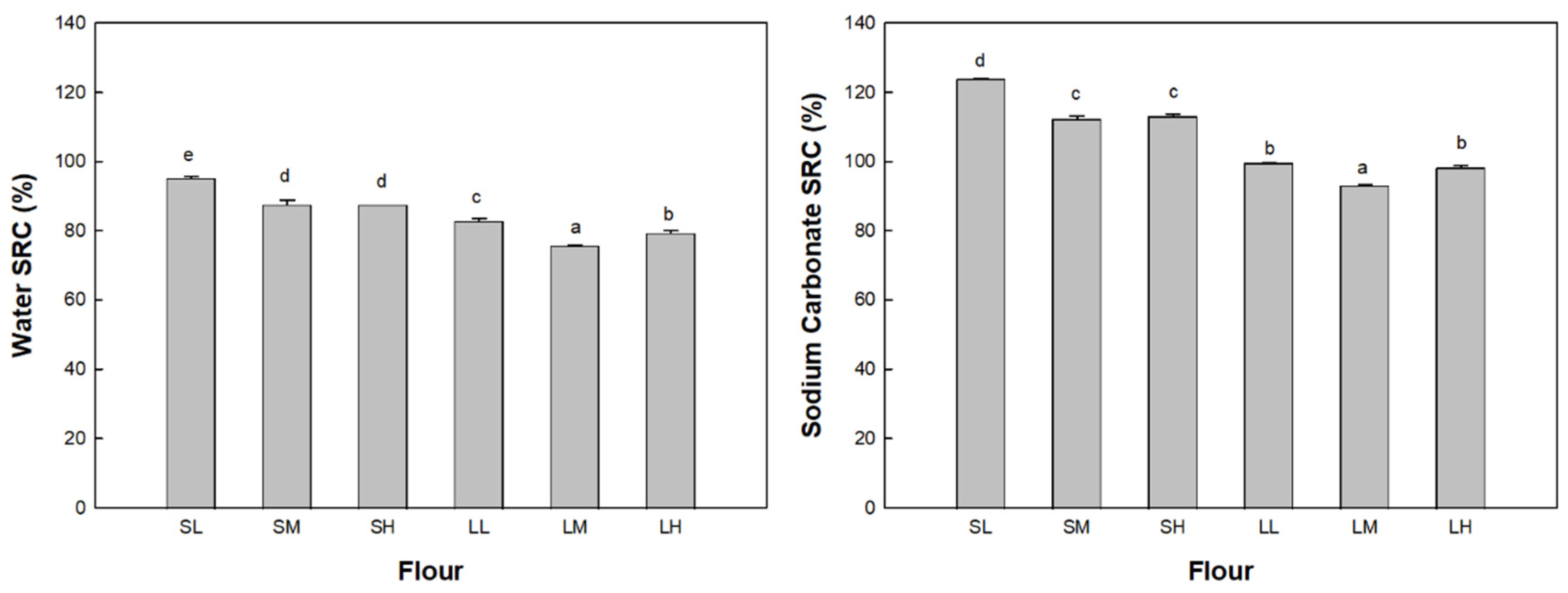
3.2. SRC of Purple-Colored WWF
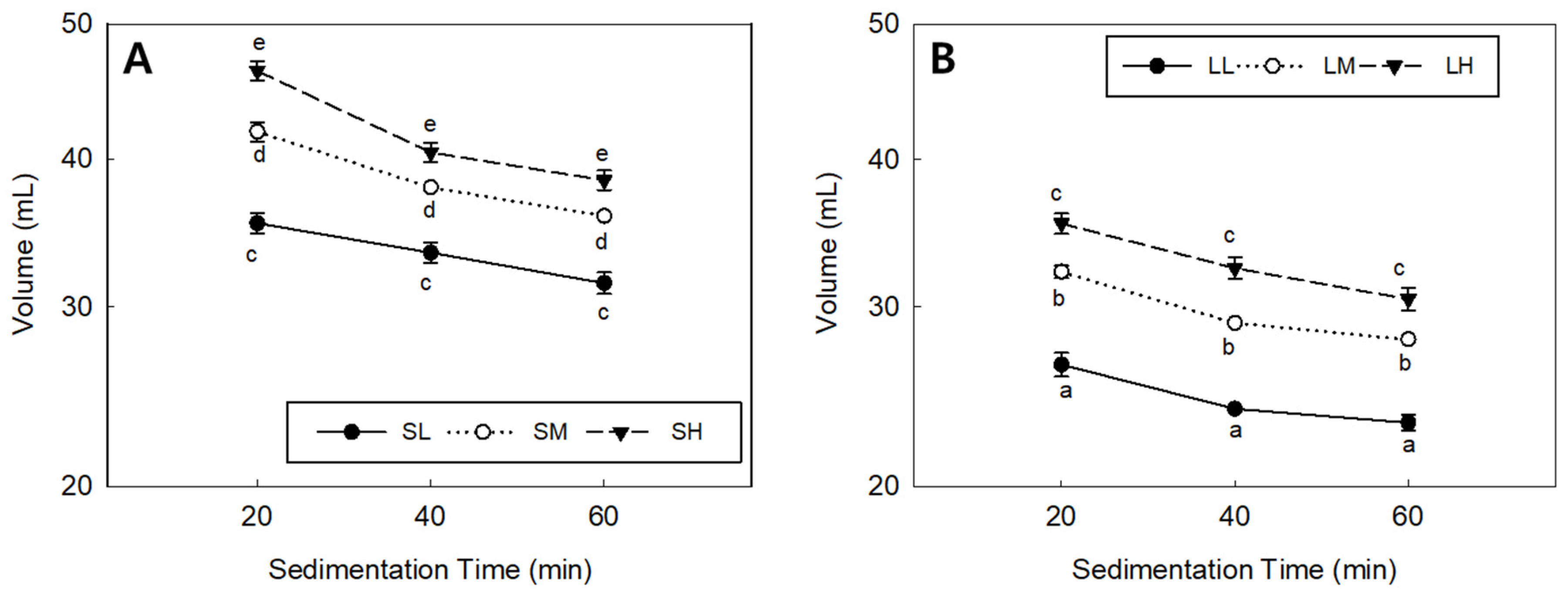
3.3. SDS Sedimentation Volume in the Purple-Colored WWF
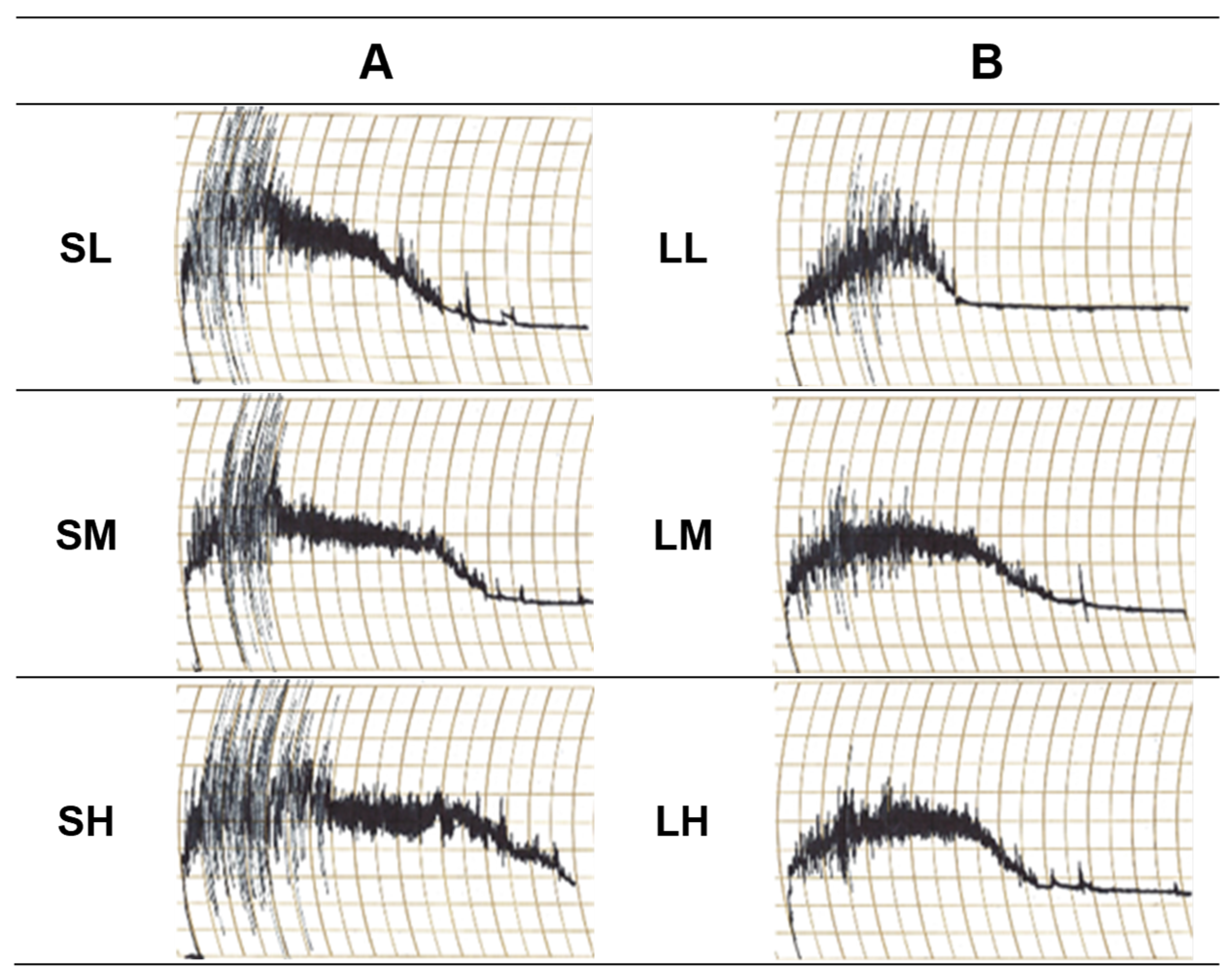
3.4. The Dough-Mixing Property of Purple-Colored WWF
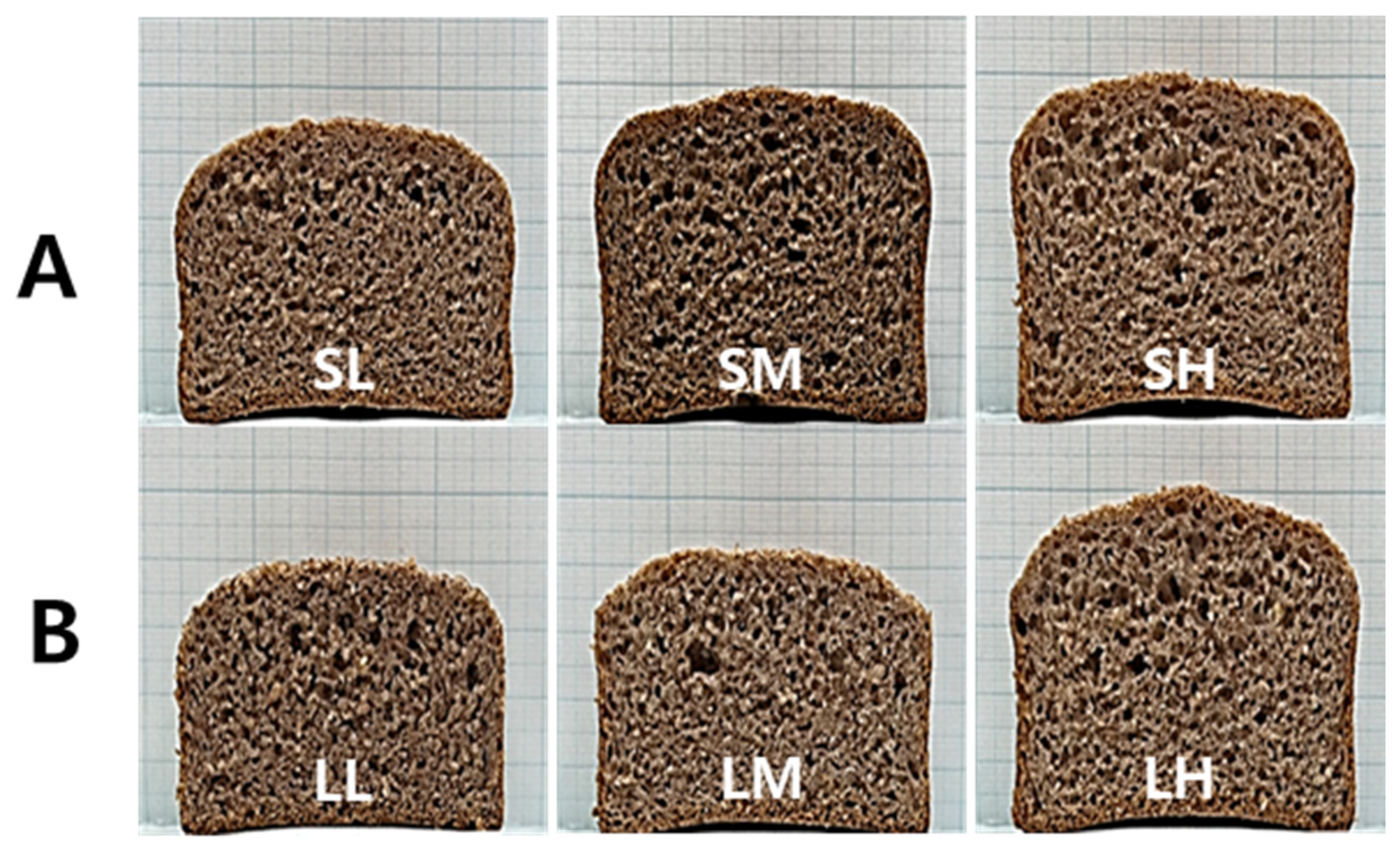
3.5. Bread-Making Performance of Purple-Colored WWF
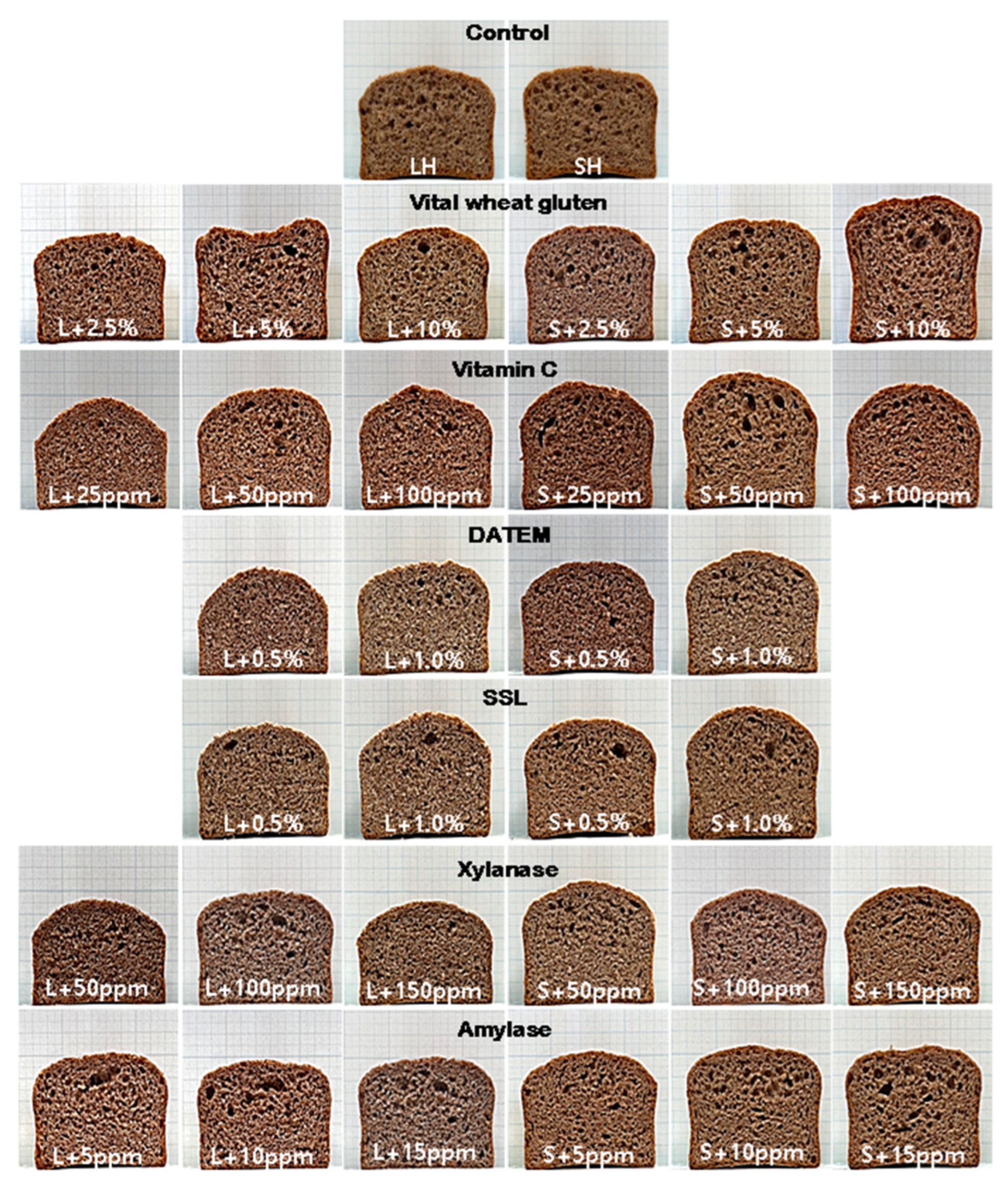
3.6. Quality Characteristics of Purple-Colored WWB with the Addition of Dough Improvers
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
References
- Gomez, M.; Jimenez, S.; Ruiz, E.; Oliette, B. Effect of extruded wheat bran on dough rheology and bread quality. LWT-Food Sci. Technol. 2011, 44, 2231–2237. [Google Scholar] [CrossRef]
- Sudha, M.L.; Vetrimani, R.; Leelavathi, K. Influence of fibre from different cereals on the rheological characteristics of wheat flour dough and on biscuit quality. Food Chem. 2007, 100, 1365–1370. [Google Scholar] [CrossRef]
- Lee, S.Y. Development of Enzymatic Treatments on Whole Wheat Flour for Improving Bioavailability of Minerals and Food Application. Master’s Thesis, Hanyang University, Seoul, Republic of Korea, 2014. [Google Scholar]
- Han, A.R.; Kim, S.W.; Chun, S.H.; Nam, M.H.; Hong, C.O.; Kim, B.H.; Kim, T.C.; Lee, K.W. Effect of diet containing whole wheat bread with capsosiphon fulvescens and lindera obtusiloba ethanol extracts on plasma glucose and lipid levels in rats. Korean J. Food Sci. Tech. 2019, 48, 178–186. [Google Scholar] [CrossRef] [Green Version]
- Brownawell, A.M.; Caers, W.; Gibson, G.R.; Kendall, C.W.C.; Lewis, K.D.; Ringel, Y.; Slavin, J.L. Prebiotics and the health benefits of fiber: Current regulatory status, future research, and goals. J. Nutr. 2012, 142, 962–974. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cai, L.; Choi, I.; Hyun, J.N.; Jeong, Y.K.; Baik, B.K. Influence of bran particle size on bread-baking quality of whole grain wheat flour and starch retrogradation. Cereal Chem. 2014, 91, 65–71. [Google Scholar] [CrossRef]
- Noort, M.W.; van Haaster, D.; Hemery, Y.; Schols, H.A.; Hamer, R.J. The effect of particle size of wheat bran fractions on bread quality—evidence for fibre–protein interactions. J. Cereal Sci. 2010, 52, 59–64. [Google Scholar] [CrossRef]
- Wang, N.; Hou, G.G.; Dubat, A. Effects of flour particle size on the quality attributes of reconstituted whole-wheat flour and Chinese southern-type steamed bread. LWT-Food Sci. Technol. 2017, 82, 147–153. [Google Scholar] [CrossRef]
- Coda, R.; Kärki, I.; Nordlund, E.; Heiniö, R.L.; Poutanen, K.; Katina, K. Influence of particle size on bioprocess induced changes on technological functionality of wheat bran. Food Microbiol. 2014, 37, 69–77. [Google Scholar] [CrossRef]
- Bressiani, J.; Oro, T.; Da Silva, P.; Montenegro, F.; Bertolin, T.; Gutkoski, L.; Gularte, M. Influence of milling whole wheat grains and particle size on thermo-mechanical properties of flour using Mixolab. Czech J. Food Sci. 2019, 37, 276–284. [Google Scholar] [CrossRef] [Green Version]
- Protonotariou, S.; Batzaki, C.; Yanniotis, S.; Mandala, I. Effect of jet milled whole wheat flour in biscuit properties. LWT-Food Sci. Technol. 2016, 74, 106–113. [Google Scholar] [CrossRef]
- Lin, S.; Gao, J.; Jin, X.; Wang, Y.; Dong, Z.; Ying, J.; Zhou, W. Whole-wheat flour particle size influences dough properties, bread structure and in vitro starch digestibility. Food Funct. 2020, 11, 3610–3620. [Google Scholar] [CrossRef] [PubMed]
- Hemdane, S.; Jacobs, P.J.; Dornez, E.; Verspreet, J.; Delcour, J.A.; Courtin, C.M. Wheat (Triticum aestivum L.) bran in bread making: A critical review. Comp. Rev. Food Sci. Food Saf. 2016, 15, 28–42. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Indrani, D.; Venkateswara Rao, G. Effect of improvers on the quality of whole wheat flour bread. J. Food Sci. Technol. 1992, 29, 357–359. [Google Scholar]
- Boz, H.; Karaoğlu, M.M. Improving the quality of whole wheat bread by using various plant origin materials. Czech J. Food Sci. 2013, 31, 457–466. [Google Scholar] [CrossRef]
- Boz, H.; Murat Karaoğlu, M.; Gürbüz Kotancilar, H.; Emre Gerçekaslan, K. The effects of different materials as dough improvers for organic whole wheat bread. Int. J. Food Sci. Technol. 2010, 45, 1472–1477. [Google Scholar] [CrossRef]
- Tebben, L.; Shen, Y.; Li, Y. Improvers and functional ingredients in whole wheat bread: A review of their effects on dough properties and bread quality. Trends Food Sci. Technol. 2018, 81, 10–24. [Google Scholar] [CrossRef]
- Tebben, L.; Chen, G.; Tilley, M.; Li, Y. Individual effects of enzymes and vital wheat gluten on whole wheat dough and bread properties. J. Food Sci. 2020, 85, 4201–4208. [Google Scholar] [CrossRef]
- Mettler, E.; Seibel, W. Effects of emulsifiers and hydrocolloids on whole wheat bread quality: A response surface methodology study. Cereal Chem. 1993, 70, 373–377. [Google Scholar]
- Galliard, T.; Collins, A.D. Effects of oxidising improvers, an emulsifier, fat and mixer atmosphere on the performance of wholemeal flour in the Chorleywood bread process. J. Cereal Sci. 1988, 8, 139–146. [Google Scholar] [CrossRef]
- Korean Flour Millers Industrial Association. Available online: http://www.kofmia.org/data/stat_idx01.jsp (accessed on 3 August 2021).
- Abdel-Aal, E.-S.M.; Hucl, P. Composition and stability of anthocyanins in blue-grained wheat. J. Agric. Food Chem. 2003, 51, 2174–2180. [Google Scholar] [CrossRef]
- Hosseinian, E.S.; Li, W.; Beta, T. Measurement of anthocyanins and other phytochemicals in purple in purple wheat. Food Chem. 2008, 109, 916–924. [Google Scholar] [CrossRef]
- Hu, C.; Cai, Y.-Z.; Li, W.; Corke, H.; Kitts, D.D. Anthocyanin characterization and bioactivity assessment of a dark blue grained wheat (Triticum aestivum L. cv. Hedong Wumai) extract. Food Chem. 2007, 104, 955–961. [Google Scholar] [CrossRef]
- Moon, Y.; Seo, Y.; Kim, K.; Kweon, M. Identification of significant formula and processing factors for bread formulated with the blends of Korean domestic wheat flour and purple wheat bran using a factorial design. Korean J. Food Cook. Sci. 2021, 37, 144–152. [Google Scholar]
- Park, G.; Cho, H.; Kim, K.; Kweon, M. Quality characteristics and antioxidant activity of fresh noodles formulated with flour-bran blends varied by particle size and blend ratio of purple-colored wheat bran. Processes 2022, 10, 584. [Google Scholar] [CrossRef]
- Seo, Y.; Moon, Y.; Kweon, M. Effect of purple-colored wheat bran addition on quality and antioxidant property of bread and optimization of bread-making conditions. Appl. Sci. 2021, 11, 4034. [Google Scholar] [CrossRef]
- Rural Development Administration. Definition of Whole-Wheat Flour. 2021. Available online: https://www.nongsaro.go.kr/portal/ps/psq/psqb/farmTermDicLst.ps?pageIndex=1&pageSize=4&menuId=PS00064&searchTagWord=whole-wheat+flour&option=0&tabType=&farmngWordNo=0&sWordNm=whole-wheat+flour (accessed on 15 February 2021).
- Whole Grain Initiative. Global Definition of Whole Grain as Food Ingredient. 2020. Available online: https://wgi.meetinghand.com/projectData/775/webData/Definition-of-Whole-Grain-as-FoodIngredient-Version-20190501C.pdf (accessed on 15 February 2021).
- Doblado-Maldonado, A.F.; Pike, O.A.; Sweley, J.C.; Rose, D.J. Key issues and challenges in whole wheat flour milling and storage. J. Cereal Sci. 2012, 56, 119–126. [Google Scholar] [CrossRef]
- AACC. Approved Method of Analysis, 11th ed; AACC International: St. Paul, MN, USA, 2010. [Google Scholar]
- Kweon, M.; Slade, L.; Levine, H. Solvent retention capacity (SRC) testing of wheat flour: Principles and value in predicting flour functionality in different wheat-based food processes, as well as in wheat breeding—A review. Cereal Chem. 2011, 88, 537–552. [Google Scholar] [CrossRef]
- Moon, Y.; Tianyi, X.; Cho, H.; Kweon, M. Comparison of particle size and quality characteristics of commercial whole wheat flour made from Korean domestic and foreign wheat. Korean J. Food Cook. Sci. 2021, 37, 41–52. [Google Scholar] [CrossRef]
- Ahmed, J.; Al-Jassar, S.; Thomas, L. A comparison in rheological, thermal, and structural properties between Indian Basmati and Egyptian Giza rice flour dispersions as influenced by particle size. Food Hydrocoll 2015, 48, 72–83. [Google Scholar] [CrossRef]
- Onipe, O.O.; Jideani, A.I.O.; Beswa, D. Composition and functionality of wheat bran and its application in some cereal food products. Int. J. Food Sci. Technol. 2015, 50, 2509–2518. [Google Scholar] [CrossRef]
- Joo, O.S.; Jung, Y.M. Effects of attrition milling in wheat flour on starch damaged of dough and bread baking properties. Korean J. Postharvest Sci. Technol. 2001, 8, 434–441. [Google Scholar]
- Gaines, C.S.; Reid, J.F.; Vander Kant, C.; Morris, C.F. Comparison of methods for gluten strength assessment. Cereal Chem. 2006, 83, 284–286. [Google Scholar] [CrossRef]
- Khatkar, B.S.; Bell, A.E.; Schofield, J.D. A Comparative study of the inter-relationships between mixograph parameters and bread-making qualities of wheat flours and glutens. J. Sci. Food Agric. 1996, 72, 71–85. [Google Scholar] [CrossRef]
- Khalid, K.H.; Manthey, F.; Simsek, S. Whole grain wheat flour production using an ultracentrifugal mill. Cereal Chem. 2017, 94, 1001–1007. [Google Scholar] [CrossRef]
- Grosch, W.; Wieser, H. Redox reactions in wheat dough as affected by ascorbic acid. J. Cereal Sci. 1999, 29, 1–16. [Google Scholar] [CrossRef]
- Lai, C.S.; Davis, A.B.; Hoseney, R.C. Production of whole wheat bread with good loaf volume. Cereal Chem. 1989, 66, 224–227. [Google Scholar]
- Altınel, B.; Ünal, S.S. The effects of certain enzymes on the rheology of dough and the quality characteristics of bread prepared from wheat meal. J. Food Sci. Technol. 2017, 54, 1628–1637. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ghoshal, G.; Shivhare, U.S.; Banerjee, U.C. Effect of xylanase on quality attributes of whole-wheat bread. J. Food Qual. 2013, 36, 172–180. [Google Scholar] [CrossRef]
- Jaekel, L.Z.; Silva, C.B.D.; Steel, C.J.; Chang, Y.K. Influence of xylanase addition on the characteristics of loaf bread prepared with white flour or whole grain wheat flour. Food Sci. Technol. 2012, 32, 844–849. [Google Scholar] [CrossRef] [Green Version]
- Both, J.; Biduski, B.; Gomez, M.; Bertolin, T.E.; Friedrich, T.M.; Gutkoski, L.C. Micronized whole wheat flour and xylanase application: Dough properties and bread quality. J. Food Sci. Technol. 2021, 58, 3902–3912. [Google Scholar] [CrossRef]
- Shah, A.R.; Shah, R.K.; Madamwar, D. Improvement of the quality of whole wheat bread by supplementation of xylanase from Aspergillus foetidus. Bioresour. Technol. 2006, 97, 2047–2053. [Google Scholar] [CrossRef] [PubMed]
- Matsushita, K.; Santiago, D.M.; Noda, T.; Tsuboi, K.; Kawakami, S.; Yamauchi, H. The bread making qualities of bread dough supplemented with whole wheat flour and treated with enzymes. Food Sci. Technol. Res. 2017, 23, 403–410. [Google Scholar] [CrossRef] [Green Version]
- Armero, E.; Collar, C. Antistaling additives, flour type and sourdough process effects on functionality of wheat doughs. J. Food Sci. 1996, 61, 299–303. [Google Scholar] [CrossRef]
- Bae, W.; Lee, B.; Hou, G.G.; Lee, S. Physicochemical characterization of whole-grain wheat flour in a frozen dough system for bake off technology. J. Cereal Sci. 2014, 60, 520–525. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | Group S | Group L |
|---|---|---|
| Flour (g) | 100 | 100 |
| Sucrose (g) | 6 | 6 |
| Non-fat dry milk (g) | 4 | 4 |
| NaCl (g) | 1.5 | 1.5 |
| Shortening (g) | 3 | 3 |
| Yeast (g) | 2 | 2 |
| Water (g) | 75 | 70 |
| Mixing time (s) | 220 | 210 |
| Fermentation time (min) | 50 | 50 |
| Improver | Tested Concentration | |
|---|---|---|
| Vital wheat gluten (%) | 2.5, 5.0, 10.0 | |
| Vitamin C (ppm) | 25, 50, 100 | |
| Emulsifier (%) | DATEM | 0.5, 1.0 |
| SSL | 0.5, 1.0 | |
| Enzyme (ppm) | Amylase | 5, 10, 15 |
| Xylanase | 50, 100, 150 | |
| Sample | Dough Height (mm) | Weight Loss during Baking (%) | Bread Height (mm) | Bread Volume (mL) | L* | a* | b* | |
|---|---|---|---|---|---|---|---|---|
| Group S (1) | SL | 47.7 ± 1.3 c (2) | 8.3 ± 0.7 a | 40.5 ± 0.8 c | 307.8 ± 0.3 c | 41.3 ± 0.4 a | 14.9 ± 0.5 c | 22.0 ± 0.5 ab |
| SM | 49.4 ± 1.2 cd | 8.6 ± 0.7 a | 41.6 ± 0.5 cd | 320.4 ± 2.3 d | 42.1 ± 1.4 ab | 14.3 ± 0.3 bc | 21.6 ± 0.4 ab | |
| SH | 50.3 ± 0.7 d (1) | 8.7 ± 0.1 a | 42.3 ± 0.3 d | 326.8 ± 0.8 e | 39.9 ± 1.4 a | 14.7 ± 0.1 c | 20.7 ± 0.7 a | |
| Group L | LL | 40.3 ± 0.2 a | 7.9 ± 0.7 a | 32.6 ± 0.5 a | 247.6 ± 0.1 a | 44.4 ± 1.0 b | 11.8 ± 0.3 a | 20.7 ± 0.8 a |
| LM | 44.6 ± 0.6 b | 8.3 ± 0.6 a | 36.2 ± 0.3 b | 281.1 ± 0.8 b | 43.9 ± 0.7 b | 13.2 ± 0.2 ab | 22.1 ± 0.6 ab | |
| LH | 48.6 ± 0.8 cd | 8.2 ± 0.5 a | 41.4 ± 0.5 cd | 323.9 ± 2.6 de | 44.0 ± 0.5 b | 13.5 ± 0.3 bc | 22.4 ± 0.1 b | |
| Sample | Vital Wheat Gluten | Vitamin C | ||||||
|---|---|---|---|---|---|---|---|---|
| Conc. (%) | Dough Height (mm) | Bread | Conc. (ppm) | Dough Height (mm) | Bread | |||
| Height (mm) | Volume (mL) | Height (mm) | Volume (mL) | |||||
| SH (1) | 0 | 50.3 ± 0.7 b (2) | 41.6 ± 0.5 ab | 320.4 ± 2.3 a | 0 | 50.3 ± 0.7 ab | 41.6 ± 0.5 ab | 320.4 ± 2.3 ab |
| 2.5 | 50.5 ± 1.3 b | 42.7 ± 0.5 b | 339.1 ± 3.6 ab | 25 | 54.7 ± 1.5 c | 48.1 ± 1.1 e | 367.2 ± 2.1 e | |
| 5.0 | 51.8 ± 2.4 bc | 45.6 ± 0.9 c | 365.2 ± 2.1 b | 50 | 52.7 ± 2.2 bc | 46.7 ± 1.9 de | 371.4 ± 0.3 e | |
| 10.0 | 54.1 ± 2.0 c | 50.4 ± 1.7 d | 403.5 ± 15.9 c | 100 | 51.4 ± 0.6 c | 45.6 ± 0.8 cd | 354.8 ± 2.4 d | |
| LH | 0 | 48.6 ± 0.8 ab | 41.4 ± 0.5 ab | 323.9 ± 2.6 a | 0 | 48.6 ± 0.8 a | 41.4 ± 0.5 a | 323.9 ± 2.6 b |
| 2.5 | 46.1 ± 2.2 a | 39.7 ± 0.9 a | 326.2 ± 2.2 a | 25 | 50.4 ± 1.4 ab | 40.4 ± 0.9 a | 314.8 ± 3.2 a | |
| 5.0 | 50.8 ± 1.4 bc | 40.2 ± 2.4 ab | 344.2 ± 18.0 ab | 50 | 51.3 ± 1.0 b | 44.2 ± 1.4 c | 333.0 ± 1.8 c | |
| 10.0 | 51.0 ± 1.3 bc | 42.9 ± 1.6 bc | 346.7 ± 17.4 ab | 100 | 50.9 ± 1.6 ab | 43.8 ± 1.2 bc | 338.0 ± 0.9 c | |
| Sample | DATEM | SSL | |||||
|---|---|---|---|---|---|---|---|
| Conc. (%) | Dough Height (mm) | Bread | Dough Height (mm) | Bread | |||
| Height (mm) | Volume (mL) | Height (mm) | Volume (mL) | ||||
| SH (1) | 0 | 50.3 ± 0.7 a (2) | 41.6 ± 0.5 bc | 320.4 ± 2.3 ab | 50.3 ± 0.7 b | 41.6 ± 0.5 a | 320.4 ± 2.3 a |
| 0.5 | 45.3 ± 1.7 ab | 42.0 ± 1.0 c | 320.0 ± 10.0 ab | 45.9 ± 1.2 a | 43.3 ± 1.0 a | 338.3 ± 2.1 b | |
| 1.0 | 47.2 ± 1.2 a | 43.3 ± 1.2 c | 340.4 ± 3.4 b | 50.3 ± 1.2 b | 46.7 ± 1.3 b | 357.5 ± 4.0 c | |
| LH | 0 | 48.6 ± 0.8 a | 41.4 ± 0.5 abc | 323.9 ± 2.6 ab | 48.6 ± 0.8 b | 41.4 ± 0.5 a | 323.9 ± 2.6 a |
| 0.5 | 41.6 ± 5.6 a | 39.6 ± 0.8 a | 306.1 ± 19.5 a | 45.4 ± 1.6 a | 41.8 ± 1.3 a | 318.7 ± 7.1 a | |
| 1.0 | 45.2 ± 1.0 a | 39.9 ± 1.1 ab | 310.6 ± 8.8 a | 45.7 ± 0.9 a | 42.5 ± 1.4 a | 331.2 ± 6.7 ab | |
| Sample | Conc. (ppm) | Xylanase | Conc. (ppm) | Amylase | ||||
|---|---|---|---|---|---|---|---|---|
| Dough Height (mm) | Bread | Dough Height (mm) | Bread | |||||
| Height (mm) | Volume (mL) | Height (mm) | Volume (mL) | |||||
| SH (1) | 0 | 50.3 ± 0.7 c (2) | 41.6 ± 0.5 bc | 320.4 ± 2.3 ab | 0 | 50.3 ± 0.7 d | 41.6 ± 0.5 abc | 320.4 ± 2.3 a |
| 50 | 47.1 ± 3.4 abc | 42.6 ± 1.3 c | 354.4 ± 13.3 c | 5 | 49.0 ± 1.2 cd | 41.2 ± 1.4 abc | 338.9 ± 0.9 ab | |
| 100 | 42.1 ± 4.8 a | 39.0 ± 1.1 a | 322.6 ± 10.3 ab | 10 | 49.7 ± 1.3 cd | 42.2 ± 1.3 c | 349.4 ± 14.8 b | |
| 150 | 46.7 ± 3.9 abc | 42.2 ± 1.2 c | 348.0 ± 13.7 bc | 15 | 49.0 ± 1.8 cd | 41.7 ± 1.9 bc | 348.9 ± 17.0 b | |
| LH | 0 | 48.6 ± 0.8 bc | 41.4 ± 0.5 bc | 323.9 ± 2.6 ab | 0 | 48.6 ± 0.8 bcd | 41.4 ± 0.5 abc | 323.9 ± 2.6 ab |
| 50 | 42.4 ± 4.2 ab | 38.2 ± 0.7 a | 306.3 ± 4.8 a | 5 | 47.2 ± 1.2 abc | 39.6 ± 1.3 ab | 330.0 ± 8.2 ab | |
| 100 | 46.9 ± 1.6 abc | 40.1 ± 1.6 ab | 325.1 ± 8.2 ab | 10 | 45.9 ± 1.2 ab | 39.1 ± 1.5 a | 316.3 ± 5.8 a | |
| 150 | 42.0 ± 1.0 a | 38.6 ± 0.6 a | 312.9 ± 13.7 a | 15 | 44.7 ± 2.4 a | 39.9 ± 0.8 abc | 328.1 ± 1.6 ab | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Avarzed, E.; Kweon, M. Combined Effects of Particle Size and Dough Improvers on Improving the Quality of Purple-Colored Whole Wheat Bread. Foods 2023, 12, 2591. https://doi.org/10.3390/foods12132591
Avarzed E, Kweon M. Combined Effects of Particle Size and Dough Improvers on Improving the Quality of Purple-Colored Whole Wheat Bread. Foods. 2023; 12(13):2591. https://doi.org/10.3390/foods12132591
Chicago/Turabian StyleAvarzed, Enkhtungalag, and Meera Kweon. 2023. "Combined Effects of Particle Size and Dough Improvers on Improving the Quality of Purple-Colored Whole Wheat Bread" Foods 12, no. 13: 2591. https://doi.org/10.3390/foods12132591
APA StyleAvarzed, E., & Kweon, M. (2023). Combined Effects of Particle Size and Dough Improvers on Improving the Quality of Purple-Colored Whole Wheat Bread. Foods, 12(13), 2591. https://doi.org/10.3390/foods12132591