


Extraction, Composition, Functionality, and Utilization of Brewer’s Spent Grain Protein in Food Formulations


Abstract
:1. Introduction
2. Protein Extraction Approaches
2.1. Pretreatments
2.2. Alkaline Extraction
- Changing the solid-to-liquid ratio resulted in a maximum extraction yield of proteins at a ratio of 1:20 (4.8% w/v) [37].
- Increasing the number of extraction cycles also influenced the protein yield. Qin et al. [39], for instance, obtained a higher extraction yield of 78% after two extraction cycles, compared to most of the studies (Table 3). Similarly, Karlsen et al. [38], improved the extraction yield from 25 to 45% after three extraction cycles. Nonetheless, while multiple extraction cycles enhanced the extraction yield, the protein purities of the extracts remained low (42%).
2.3. Acid, Reducing Agent, and Salt Extraction
2.4. Solvent Extraction
2.5. Hydrothermal and Subcritical Water Extractions
2.6. Enzymatic Extraction
2.7. Cascade Extraction Methods
3. Influence of Processing and Extraction Conditions on Protein Composition
4. Physicochemical Properties
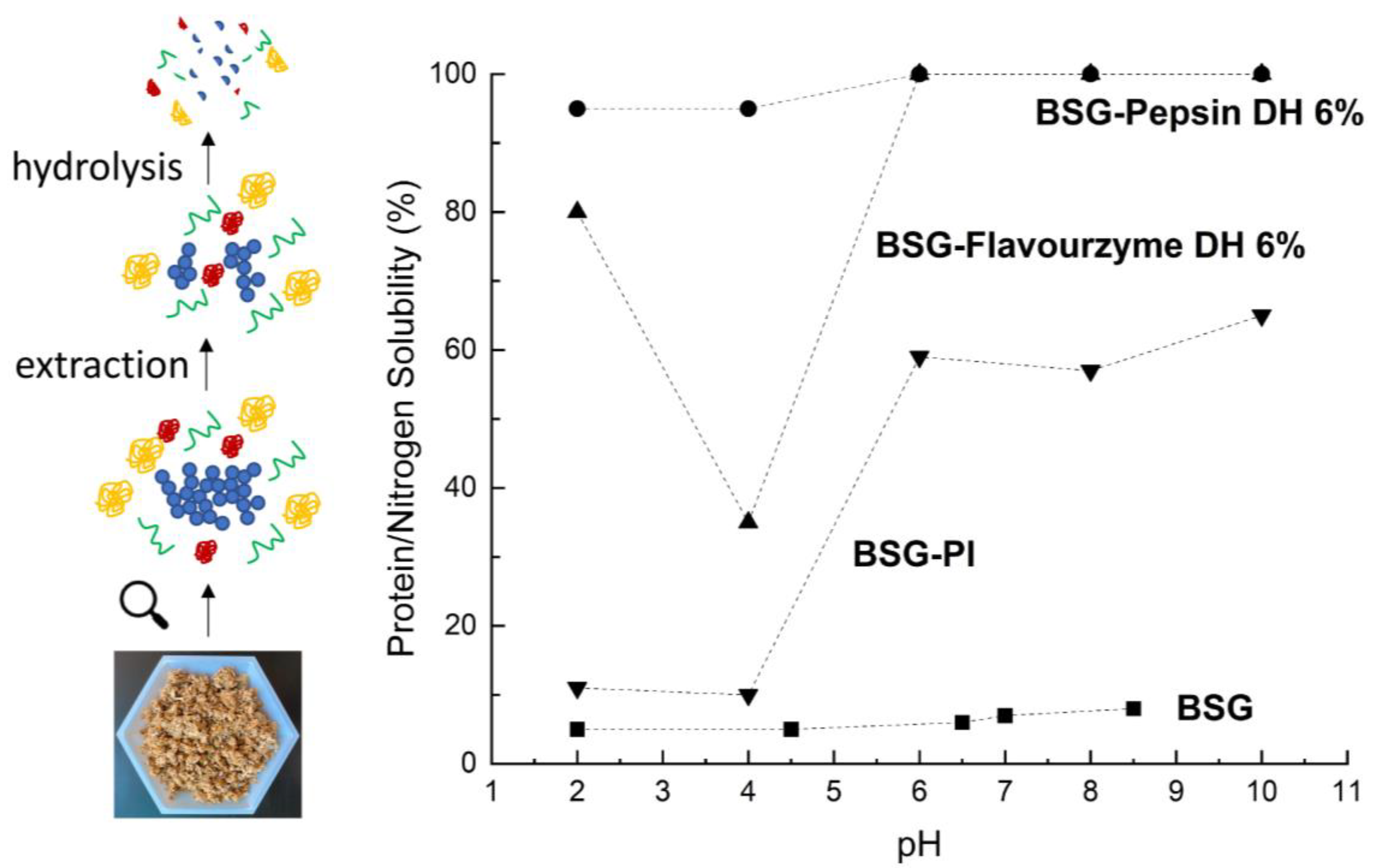
4.1. Protein Solubility
4.2. Thermal Stability
4.3. Surface Hydrophobicity
5. Techno-Functional Properties
5.1. Water and Oil Absorption Capacity (WAC/OAC)
5.2. Emulsifying
5.3. Foaming
- Li et al. [42] treated a BSG protein extract with ultrasound, which increased both foam formation (i.e., how much volume was generated) and foam stability. The results were attributed to changes in protein folding. Overtreatment decreased foam stability in this study.
- Proaño et al. [77] revealed that when a BSG protein extract is combined with λ-carrageenan the foam formation and foam stability are considerably increased. Foam expansion was almost doubled, and foam stability (half-time) was increased from a few seconds to 365 s for a formulation containing the protein extract and carrageenan at a 1:1 ratio at pH 3. The increased foam forming capabilities were related to particle formation due to associative complexation and an optimum balance of negative charges as well as hydrophobicity, which positively influenced film formation and thus foam stability.
- Celus et al. [36,89], Naibaho et al. [62], Connolly et al. [71], Vieira et al. [76], and Chin et al. [72] investigated how enzymatic/fungi hydrolysis affects the foaming ability of BSG proteins. Protein extraction generally enhanced the ability to form and stabilize foams, and hydrolysis further enhanced these capabilities in most studies (Table 5). Especially alcalase and pepsin have been shown to efficiently improve the foaming properties up to a degree of hydrolysis of 2–4% [36]. Higher degrees of hydrolysis typically decreased the foamability and foam stability [36,76].
5.4. Solid Structure Formation
6. Nutritional Properties: Amino Acid Profile and Protein Digestibility
- Temperature has been shown to influence the protein yield for different extraction methods. Connolly et al. [37], studied the impact of extraction temperature during alkaline extraction of BSG proteins and obtained a higher total amino acid content at 50 °C compared to 20 °C. Similarly, the total amount of free amino acids during subcritical water extraction was found to increase with increasing temperatures (125 to 160 °C) and extraction times (0 to 240 min) [47]. Additionally, amino acid profiles differed with extraction temperatures during salt extraction. Ervin et al. [50], for instance, found higher levels of glutamic acid and proline, but lower levels of the other amino acids in extracts produced at 75 °C compared to 100 °C.
- He et al. [44] studied the differences in the amino acid profiles of extracts obtained through alkaline, reducing agent, and enzymatic extraction approaches, and found higher amounts of lysine (4.1%, w/w) when an alcalase mediated extraction was used compared to alkaline extraction (3.1%, w/w). Further, the type of enzyme used during extraction also impacts the overall amino acid profile. Krissa et al. [48], for instance, showed that Flavourzyme (exopeptidase) and Protamex (endopeptidase) acted synergistically to enhance the availability of hydrophobic amino acids, which initially was much lower when each of these enzymes was used alone.
- The impact of different pretreatments was reported by Qin et al. [39], who showed a 33% increase in the total amount of amino acids when a diluted acid pretreatment using sulfuric acid was utilized to extract proteins instead of a chemical-free hydrothermal approach.
- While the use of different deep eutectic solvents (DES) did not alter the overall amino acid profile, lower lysine contents in the protein extracts and residues were obtained after DES treatment compared to raw BSG. This could potentially be related to lysine degradation or fragmentation into smaller molecular weight peptides that could not be retained during the dialysis step [45].
7. Current Market Applications
8. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mussatto, S.I.; Dragone, G.; Roberto, I.C. Brewers’ Spent Grain: Generation, Characteristics and Potential Applications. J. Cereal Sci. 2006, 43, 1–14. [Google Scholar] [CrossRef]
- Conway, J. Worldwide Beer Production 2021. Available online: https://www.statista.com/statistics/270275/worldwide-beer-production/ (accessed on 21 December 2022).
- Cesaro, R. Zero Waste City|Diverting 90% of Your Waste from Incineration and Landfill Is Possible—US Case Studies for Breweries. Zero Waste Consultant. Available online: https://zerowastecity.com/diverting-90-of-your-waste-from-incineration-and-landfill-is-possible-us-case-studies-for-breweries/ (accessed on 3 January 2023).
- Ikram, S.; Huang, L.; Zhang, H.; Wang, J.; Yin, M. Composition and Nutrient Value Proposition of Brewers Spent Grain. J. Food Sci. 2017, 82, 2232–2242. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jin, Z.; Lan, Y.; Ohm, J.-B.; Gillespie, J.; Schwarz, P.; Chen, B. Physicochemical Composition, Fermentable Sugars, Free Amino Acids, Phenolics, and Minerals in Brewers’ Spent Grains Obtained from Craft Brewing Operations. J. Cereal Sci. 2022, 104, 103413. [Google Scholar] [CrossRef]
- Lynch, K.M.; Steffen, E.J.; Arendt, E.K. Brewers’ Spent Grain: A Review with an Emphasis on Food and Health. J. Inst. Brew. 2016, 122, 553–568. [Google Scholar] [CrossRef]
- Naibaho, J.; Korzeniowska, M. The Variability of Physico-Chemical Properties of Brewery Spent Grain from 8 Different Breweries. Heliyon 2021, 7, e06583. [Google Scholar] [CrossRef] [PubMed]
- Cuomo, F.; Trivisonno, M.C.; Iacovino, S.; Messia, M.C.; Marconi, E. Sustainable Re-Use of Brewer’s Spent Grain for the Production of High Protein and Fibre Pasta. Foods 2022, 11, 642. [Google Scholar] [CrossRef] [PubMed]
- Czubaszek, A.; Wojciechowicz-Budzisz, A.; Spychaj, R.; Kawa-Rygielska, J. Baking Properties of Flour and Nutritional Value of Rye Bread with Brewer’s Spent Grain. LWT 2021, 150, 111955. [Google Scholar] [CrossRef]
- Skrabanja, V.; Laerke, H.N.; Kreft, I. Protein-Polyphenol Interactions and in Vivo Digestibility of Buckwheat Groat Proteins. Pflug. Arch. 2000, 440, R129–R131. [Google Scholar] [CrossRef]
- Jaeger, A.; Zannini, E.; Sahin, A.W.; Arendt, E.K. Barley Protein Properties, Extraction and Applications, with a Focus on Brewers’ Spent Grain Protein. Foods 2021, 10, 1389. [Google Scholar] [CrossRef]
- Shewry, P.R.; Ellis, J.R.S.; Pratt, H.M.; Miflin, B.J. A Comparison of Methods for the Extraction and Separation of Hordein Fractions from 29 Barley Varieties. J. Sci. Food Agric. 1978, 29, 433–441. [Google Scholar] [CrossRef]
- Shewry, P.R.; Miflin, B.J. Seed Storage Proteins of Economically Important Cereals. Adv. Cereal Sci. Technol. 1985, 7, 1–83. [Google Scholar]
- Aragoncillo, C.; Sanchez-Monge, R.; Salcedo, G. Two Groups of Low Molecular Weight Hydrophobic Proteins from Barley Endosperm. J. Exp. Bot. 1981, 32, 1279–1286. [Google Scholar] [CrossRef]
- Shewry, P.R.; Parmar, S.; Field, J.M. Two-Dimensional Electrophoresis of Cereal Prolamins: Applications to Biochemical and Genetic Analyses. Electrophoresis 1988, 9, 727–737. [Google Scholar] [CrossRef]
- Celus, I.; Brijs, K.; Delcour, J.A. The Effects of Malting and Mashing on Barley Protein Extractability. J. Cereal Sci. 2006, 44, 203–211. [Google Scholar] [CrossRef]
- Tanner, G.J.; Colgrave, M.L.; Blundell, M.J.; Howitt, C.A.; Bacic, A. Hordein Accumulation in Developing Barley Grains. Front. Plant Sci. 2019, 10, 649. [Google Scholar] [CrossRef] [PubMed]
- Tapia-Hernández, J.A.; Del-Toro-Sánchez, C.L.; Cinco-Moroyoqui, F.J.; Juárez-Onofre, J.E.; Ruiz-Cruz, S.; Carvajal-Millan, E.; López-Ahumada, G.A.; Castro-Enriquez, D.D.; Barreras-Urbina, C.G.; Rodríguez-Felix, F. Prolamins from Cereal By-Products: Classification, Extraction, Characterization and Its Applications in Micro- and Nanofabrication. Trends Food Sci. Technol. 2019, 90, 111–132. [Google Scholar] [CrossRef]
- Balakireva, A.V.; Zamyatnin, A.A. Properties of Gluten Intolerance: Gluten Structure, Evolution, Pathogenicity and Detoxification Capabilities. Nutrients 2016, 8, 644. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Steiner, E.; Gastl, M.; Becker, T. Protein Changes during Malting and Brewing with Focus on Haze and Foam Formation: A Review. Eur. Food Res. Technol. 2011, 232, 191–204. [Google Scholar] [CrossRef]
- Linko, R.; Lapvetelainen, A.; Laakso, P.; Kallio’, H. Protein Composition of a High-Protein Barley Flour and Barley Grain. Cereal Chem. 1989, 66, 478–482. [Google Scholar]
- Vallée, F.; Kadziola, A.; Bourne, Y.; Juy, M.; Rodenburg, K.W.; Svensson, B.; Haser, R. Barley Alpha-Amylase Bound to Its Endogenous Protein Inhibitor BASI: Crystal Structure of the Complex at 1.9 A Resolution. Structure 1998, 6, 649–659. [Google Scholar] [CrossRef] [Green Version]
- Hejgaard, J. Purification and Properties of Protein Z—A Major Albumin of Barley Endosperm. Physiol. Plant. 1982, 54, 174–182. [Google Scholar] [CrossRef]
- Perrocheau, L.; Bakan, B.; Boivin, P.; Marion, D. Stability of Barley and Malt Lipid Transfer Protein 1 (LTP1) toward Heating and Reducing Agents: Relationships with the Brewing Process. J. Agric. Food Chem. 2006, 54, 3108–3113. [Google Scholar] [CrossRef] [PubMed]
- Osman, A.M.; Coverdale, S.M.; Cole, N.; Hamilton, S.E.; de Jersey, J.; Inkerman, P.A. Characterisation and Assessment of the Role of Barley Malt Endoproteases During Malting and Mashing1. J. Inst. Brew. 2002, 108, 62–67. [Google Scholar] [CrossRef]
- Smith, D.B.; Lister, P.R. Gel-Forming Proteins in Barley Grain and Their Relationships with Malting Quality. J. Cereal Sci. 1983, 1, 229–239. [Google Scholar] [CrossRef]
- Smith, D.B.; Simpson, P.A. Relationships of Barley Proteins Soluble in Sodium Dodecyl Sulphate to Malting Quality and Varietal Identification. J. Cereal Sci. 1983, 1, 185–197. [Google Scholar] [CrossRef]
- Jones, B.L.; Marinac, L. The Effect of Mashing on Malt Endoproteolytic Activities. J. Agric. Food Chem. 2002, 50, 858–864. [Google Scholar] [CrossRef]
- Marchylo, B.A.; Kruger, J.E.; Hatcher, D. High-Performance Liquid Chromatographic and Electrophoretic Analysis of Hordein During Malting for Two Barley Varieties of Contrasting Malting Quality. Cereal Chem. 1986, 63, 219–231. [Google Scholar]
- Tatham, A.S.; Shewry, P.R. The S-Poor Prolamins of Wheat, Barley and Rye. J. Cereal Sci. 1995, 22, 1–16. [Google Scholar] [CrossRef]
- Wallace, W.; Lance, R.C.M. The Protein Reserves of the Barley Grain and Their Degradation during Malting and Brewing. J. Inst. Brew. 1988, 94, 379–386. [Google Scholar] [CrossRef]
- Rodriguez, L.M.; Camina, J.L.; Borroni, V.; Pérez, E.E. Protein Recovery from Brewery Solid Wastes. Food Chem. 2023, 407, 134810. [Google Scholar] [CrossRef]
- Piercy, E.; Verstraete, W.; Ellis, R.P.; Banks, M.; Rockström, J.; Smith, P.; Witard, C.O.; Hallett, J.; Hogstrand, C.; Knott, G.; et al. A Sustainable Waste-to-Protein System to Maximise Waste Resource Utilisation for Developing Food- and Feed-Grade Protein Solutions. Green Chem. 2023, 25, 808–832. [Google Scholar] [CrossRef]
- Wen, C.; Zhang, J.; Duan, Y.; Zhang, H.; Ma, H. A Mini-Review on Brewer’s Spent Grain Protein: Isolation, Physicochemical Properties, Application of Protein, and Functional Properties of Hydrolysates. J. Food Sci. 2019, 84, 3330–3340. [Google Scholar] [CrossRef] [Green Version]
- Karlović, A.; Jurić, A.; Ćorić, N.; Habschied, K.; Krstanović, V.; Mastanjević, K. By-Products in the Malting and Brewing Industries—Re-Usage Possibilities. Fermentation 2020, 6, 82. [Google Scholar] [CrossRef]
- Celus, I.; Brijs, K.; Delcour, J.A. Enzymatic Hydrolysis of Brewers’ Spent Grain Proteins and Technofunctional Properties of the Resulting Hydrolysates. J. Agric. Food Chem. 2007, 55, 8703–8710. [Google Scholar] [CrossRef] [PubMed]
- Connolly, A.; Piggott, C.O.; FitzGerald, R.J. Characterisation of Protein-Rich Isolates and Antioxidative Phenolic Extracts from Pale and Black Brewers’ Spent Grain. Int. J. Food Sci. Technol. 2013, 48, 1670–1681. [Google Scholar] [CrossRef]
- Karlsen, F.; Lund, I.; Skov, P.V. Optimisation of Alkaline Extraction of Protein from Brewer’s Spent Grain. J. Inst. Brew. 2022, 128, 150–161. [Google Scholar] [CrossRef]
- Qin, F.; Johansen, A.Z.; Mussatto, S.I. Evaluation of Different Pretreatment Strategies for Protein Extraction from Brewer’s Spent Grains. Ind. Crops Prod. 2018, 125, 443–453. [Google Scholar] [CrossRef]
- Zhang, J.; Perez-Gavilan, A.; Neves, A.C. Evaluation of the In Vitro Bioactivities’ Profiles of Brewers’ Spent Grain Protein and Hydrolysates with and without Cellulase Pretreatment. Nutraceuticals 2022, 2, 218–233. [Google Scholar] [CrossRef]
- González-García, E.; Marina, M.L.; García, M.C. Impact of the Use of Pressurized Liquids on the Extraction and Functionality of Proteins and Bioactives from Brewer’s Spent Grain. Food Chem. 2021, 359, 129874. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Yang, H.; Coldea, T.E.; Zhao, H. Modification of Structural and Functional Characteristics of Brewer’s Spent Grain Protein by Ultrasound Assisted Extraction. LWT 2021, 139, 110582. [Google Scholar] [CrossRef]
- Frederix, S.; Greden, K. Protein Powder. US Patent US20220295824A1, 22 September 2022. Available online: https://patents.google.com/patent/US20220295824A1/en?assignee=evergrain&oq=evergrain (accessed on 15 November 2022).
- He, Y.; Kuhn, D.D.; Ogejo, J.A.; O’Keefe, S.F.; Fraguas, C.F.; Wiersema, B.D.; Jin, Q.; Yu, D.; Huang, H. Wet Fractionation Process to Produce High Protein and High Fiber Products from Brewer’s Spent Grain. Food Bioprod. Process. 2019, 117, 266–274. [Google Scholar] [CrossRef]
- Wahlström, R.; Rommi, K.; Willberg-Keyriläinen, P.; Ercili-Cura, D.; Holopainen-Mantila, U.; Hiltunen, J.; Mäkinen, O.; Nygren, H.; Mikkelson, A.; Kuutti, L. High Yield Protein Extraction from Brewer’s Spent Grain with Novel Carboxylate Salt—Urea Aqueous Deep Eutectic Solvents. ChemistrySelect 2017, 2, 9355–9363. [Google Scholar] [CrossRef]
- Junttila, M.H. Extraction of Brewers’ Spent Grain in near Subcritical Conditions: A Method to Obtain High Protein Contents Extracts. J. Agric. Food Res. 2022, 10, 100378. [Google Scholar] [CrossRef]
- Alonso-Riaño, P.; Sanz, M.T.; Benito-Román, O.; Beltrán, S.; Trigueros, E. Subcritical Water as Hydrolytic Medium to Recover and Fractionate the Protein Fraction and Phenolic Compounds from Craft Brewer’s Spent Grain. Food Chem. 2021, 351, 129264. [Google Scholar] [CrossRef] [PubMed]
- Kriisa, M.; Taivosalo, A.; Föste, M.; Kütt, M.-L.; Viirma, M.; Priidik, R.; Korzeniowska, M.; Tian, Y.; Laaksonen, O.; Yang, B.; et al. Effect of Enzyme-assisted Hydrolysis on Brewer’s Spent Grain Protein Solubilization—Peptide Composition and Sensory Properties. Appl. Food Res. 2022, 2, 100108. [Google Scholar] [CrossRef]
- Rojas-Chamorro, J.A.; Romero, I.; López-Linares, J.C.; Castro, E. Brewer’s Spent Grain as a Source of Renewable Fuel through Optimized Dilute Acid Pretreatment. Renew. Energy 2020, 148, 81–90. [Google Scholar] [CrossRef]
- Ervin, V.; Alli, I.; Smith, J.P.; Li, Z. Extraction and Precipitation of Proteins From Brewer’s Spent Grain. Can. Inst. Food Sci. Technol. J. 1989, 22, 216–221. [Google Scholar] [CrossRef]
- Diptee, R.; Smith, J.P.; Alli, I.; Khanizadeh, S. Application of response surface methodology in protein extraction studies from brewer’s spent gRAIN. J. Food Process. Preserv. 1989, 13, 457–474. [Google Scholar] [CrossRef]
- Parchami, M.; Ferreira, J.A.; Taherzadeh, M.J. Starch and Protein Recovery from Brewer’s Spent Grain Using Hydrothermal Pretreatment and Their Conversion to Edible Filamentous Fungi—A Brewery Biorefinery Concept. Bioresour. Technol. 2021, 337, 125409. [Google Scholar] [CrossRef]
- Niemi, P.; Martins, D.; Buchert, J.; Faulds, C.B. Pre-Hydrolysis with Carbohydrases Facilitates the Release of Protein from Brewer’s Spent Grain. Bioresour. Technol. 2013, 136, 529–534. [Google Scholar] [CrossRef]
- Yu, D.; Sun, Y.; Wang, W.; O’Keefe, S.F.; Neilson, A.P.; Feng, H.; Wang, Z.; Huang, H. Recovery of Protein Hydrolysates from Brewer’s Spent Grain Using Enzyme and Ultrasonication. Int. J. Food Sci. Technol. 2020, 55, 357–368. [Google Scholar] [CrossRef]
- Connolly, A.; Cermeño, M.; Crowley, D.; O’Callaghan, Y.; O’Brien, N.M.; FitzGerald, R.J. Characterisation of the in Vitro Bioactive Properties of Alkaline and Enzyme Extracted Brewers’ Spent Grain Protein Hydrolysates. Food Res. Int. 2019, 121, 524–532. [Google Scholar] [CrossRef] [PubMed]
- Barrios, C.; Fernández-Delgado, M.; López-Linares, J.C.; García-Cubero, M.T.; Coca, M.; Lucas, S. A Techno-Economic Perspective on a Microwave Extraction Process for Efficient Protein Recovery from Agri-Food Wastes. Ind. Crops Prod. 2022, 186, 115166. [Google Scholar] [CrossRef]
- Kumari, B.; Tiwari, B.K.; Walsh, D.; Griffin, T.P.; Islam, N.; Lyng, J.G.; Brunton, N.P.; Rai, D.K. Impact of Pulsed Electric Field Pre-Treatment on Nutritional and Polyphenolic Contents and Bioactivities of Light and Dark Brewer’s Spent Grains. Innov. Food Sci. Emerg. Technol. 2019, 54, 200–210. [Google Scholar] [CrossRef]
- Deleu, L.J.; Lambrecht, M.A.; Van de Vondel, J.; Delcour, J.A. The Impact of Alkaline Conditions on Storage Proteins of Cereals and Pseudo-Cereals. Curr. Opin. Food Sci. 2019, 25, 98–103. [Google Scholar] [CrossRef]
- Houde, M.; Khodaei, N.; Benkerroum, N.; Karboune, S. Barley Protein Concentrates: Extraction, Structural and Functional Properties. Food Chem. 2018, 254, 367–376. [Google Scholar] [CrossRef]
- Yalcin, E.; Celik, S. Solubility Properties of Barley Flour, Protein Isolates and Hydrolysates. Food Chem. 2007, 104, 1641–1647. [Google Scholar] [CrossRef]
- Zielinski, A.A.F.; del Pilar Sanchez-Camargo, A.; Benvenutti, L.; Ferro, D.M.; Dias, J.L.; Salvador Ferreira, S.R. High-Pressure Fluid Technologies: Recent Approaches to the Production of Natural Pigments for Food and Pharmaceutical Applications. Trends Food Sci. Technol. 2021, 118, 850–869. [Google Scholar] [CrossRef]
- Naibaho, J.; Korzeniowska, M.; Wojdyło, A.; Muchdatul Ayunda, H.; Foste, M.; Yang, B. Techno-Functional Properties of Protein from Protease-Treated Brewers’ Spent Grain (BSG) and Investigation of Antioxidant Activity of Extracted Proteins and BSG Residues. J. Cereal Sci. 2022, 107, 103524. [Google Scholar] [CrossRef]
- Spaen, J.; Silva, J.V.C. Oat Proteins: Review of Extraction Methods and Techno-Functionality for Liquid and Semi-Solid Applications. LWT 2021, 147, 111478. [Google Scholar] [CrossRef]
- Van den Broeck, H.C.; America, A.H.P.; Smulders, M.J.M.; Bosch, D.; Hamer, R.J.; Gilissen, L.J.W.J.; van der Meer, I.M. A Modified Extraction Protocol Enables Detection and Quantification of Celiac Disease-Related Gluten Proteins from Wheat. J. Chromatogr. B 2009, 877, 975–982. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Z.; Robards, K.; Helliwell, S.; Blanchard, C. Composition and Functional Properties of Rice. Int. J. Food Sci. Technol. 2002, 37, 849–868. [Google Scholar] [CrossRef]
- Rani, M.; Sogi, D.S.; Gill, B.S. Characterization of Gliadin, Secalin and Hordein Fractions Using Analytical Techniques. Sci. Rep. 2021, 11, 23135. [Google Scholar] [CrossRef] [PubMed]
- Howard, K.A.; Gayler, K.R.; Eagles, H.A.; Halloran, G.M. The Relationship Between D Hordein and Malting Quality in Barley. J. Cereal Sci. 1996, 24, 47–53. [Google Scholar] [CrossRef]
- Shewry, P.R. Barley Grain Proteins. In Barley: Chemistry and Technology, 2nd ed.; American Association of Cereal Chemists (AACC): St Paul, MN, USA, 2014; pp. 123–168. [Google Scholar]
- Vieira, E.; Rocha, M.A.M.; Coelho, E.; Pinho, O.; Saraiva, J.A.; Ferreira, I.M.P.L.V.O.; Coimbra, M.A. Valuation of Brewer’s Spent Grain Using a Fully Recyclable Integrated Process for Extraction of Proteins and Arabinoxylans. Ind. Crops Prod. 2014, 52, 136–143. [Google Scholar] [CrossRef]
- Wu, X.; Du, J.; Zhang, K.; Ju, Y.; Jin, Y. Changes in Protein Molecular Weight during Cloudy Wheat Beer Brewing. J. Inst. Brew. 2015, 121, 137–144. [Google Scholar] [CrossRef]
- Connolly, A.; Piggott, C.O.; FitzGerald, R.J. Technofunctional Properties of a Brewers’ Spent Grain Protein-Enriched Isolate and Its Associated Enzymatic Hydrolysates. LWT-Food Sci. Technol. 2014, 59, 1061–1067. [Google Scholar] [CrossRef]
- Chin, Y.L.; Chai, K.F.; Chen, W.N. Upcycling of Brewers’ Spent Grains via Solid-State Fermentation for the Production of Protein Hydrolysates with Antioxidant and Techno-Functional Properties. Food Chem. X 2022, 13, 100184. [Google Scholar] [CrossRef]
- Da Silva, A.M.M.; Almeida, F.S.; da Silva, M.F.; Goldbeck, R.; Sato, A.C.K. How Do PH and Temperature Influence Extraction Yield, Physicochemical, Functional, and Rheological Characteristics of Brewer Spent Grain Protein Concentrates? Food Bioprod. Process. 2023, 139, 34–45. [Google Scholar] [CrossRef]
- Jaeger, A.; Sahin, A.W.; Nyhan, L.; Zannini, E.; Arendt, E.K. Functional Properties of Brewer’s Spent Grain Protein Isolate: The Missing Piece in the Plant Protein Portfolio. Foods 2023, 12, 798. [Google Scholar] [CrossRef]
- Negi, R.; Naik, A. Non-Prolamin Fraction from Brewer’s Spent Grain: A Novel Plant-Based Emulsifier. Food Meas. 2017, 11, 887–893. [Google Scholar] [CrossRef]
- Vieira, M.C.; Brandelli, A.; Thys, R.C.S. Evaluation of the Technological Functional Properties and Antioxidant Activity of Protein Hydrolysate Obtained from Brewers’ Spent Grain. J. Food Process. Preserv. 2022, 46, e16638. [Google Scholar] [CrossRef]
- Proaño, J.L.; Pérez, A.A.; Drago, S.R. Foaming Properties Are Improved by Interactions between Brewer’s Spent Grain Proteins and Carrageenans in Aqueous Solution. J. Sci. Food Agric. 2022, 103, 2585–2592. [Google Scholar] [CrossRef]
- Hellebois, T.; Gaiani, C.; Planchon, S.; Renaut, J.; Soukoulis, C. Impact of Heat Treatment on the Acid Induced Gelation of Brewers’ Spent Grain Protein Isolate. Food Hydrocoll. 2021, 113, 106531. [Google Scholar] [CrossRef]
- Cosson, A.; Oliveira Correia, L.; Descamps, N.; Saint-Eve, A.; Souchon, I. Identification and Characterization of the Main Peptides in Pea Protein Isolates Using Ultra High-Performance Liquid Chromatography Coupled with Mass Spectrometry and Bioinformatics Tools. Food Chem. 2022, 367, 130747. [Google Scholar] [CrossRef]
- Bi, X.; Ye, L.; Lau, A.; Kok, Y.J.; Zheng, L.; Ng, D.; Tan, K.; Ow, D.; Ananta, E.; Vafiadi, C.; et al. Proteomic Profiling of Barley Spent Grains Guides Enzymatic Solubilization of the Remaining Proteins. Appl. Microbiol. Biotechnol. 2018, 102, 4159–4170. [Google Scholar] [CrossRef] [PubMed]
- Marcus, A.; Fox, G. Fungal Biovalorization of a Brewing Industry Byproduct, Brewer’s Spent Grain: A Review. Foods 2021, 10, 2159. [Google Scholar] [CrossRef]
- Grossmann, L.; Holder, A.; Hinrichs, J. Technofunktionelle Peptide Als Emulgatoren in Der Lebensmittelindustrie. DMW Milchwirtsch. 2014, 5, 113–116. [Google Scholar]
- Xia, Y.; Wang, Y.; Chen, L. Molecular Structure, Physicochemical Characterization, and in Vitro Degradation of Barley Protein Films. J. Agric. Food Chem. 2011, 59, 13221–13229. [Google Scholar] [CrossRef]
- Cheng, S.; Li, F.; Mei, X. Structure, Mechanical and Physical Properties of Hordein/Chitosan Composite Films. LWT 2022, 163, 113596. [Google Scholar] [CrossRef]
- Kotlar, C.E.; Ponce, A.G.; Roura, S.I. Improvement of Functional and Antimicrobial Properties of Brewery Byproduct Hydrolysed Enzymatically. LWT-Food Sci. Technol. 2013, 50, 378–385. [Google Scholar] [CrossRef]
- Kotlar, C.; Ponce, A.; Roura, S. Characterization of a Novel Protease from Bacillus Cereus and Evaluation of an Eco-Friendly Hydrolysis of a Brewery Byproduct. J. Inst. Brew. 2015, 121, 558–565. [Google Scholar] [CrossRef]
- Arntfield, S.D.; Murray, E.D.; Ismond, M.A.H. The Influence of Processing Parameters on Food Protein Functionality III. Effect of Moisture Content on the Thermal Stability of Fababean Protein. Can. Inst. Food Sci. Technol. J. 1985, 18, 226–232. [Google Scholar] [CrossRef]
- Grossmann, L.; Weiss, J. Alternative Protein Sources as Technofunctional Food Ingredients. Annu. Rev. Food Sci. Technol. 2021, 12, 93–117. [Google Scholar] [CrossRef] [PubMed]
- Celus, I.; Brijs, K.; Delcour, J.A. Fractionation and Characterization of Brewers’ Spent Grain Protein Hydrolysates. J. Agric. Food Chem. 2009, 57, 5563–5570. [Google Scholar] [CrossRef] [PubMed]
- Moll, P.; Grossmann, L.; Kutzli, I.; Weiss, J. Influence of Energy Density and Viscosity on Foam Stability—A Study with Pea Protein (Pisum Sativum L.). J. Dispers. Sci. Technol. 2020, 41, 1789–1796. [Google Scholar] [CrossRef]
- Roberts, R.T. Use of an Extract of Spent Grains as an Antifoaming Agent in Fermentors. J. Inst. Brew. 1976, 82, 96. [Google Scholar] [CrossRef]
- Yalçın, E.; Çelik, S.; İbanoğlu, E. Foaming Properties of Barley Protein Isolates and Hydrolysates. Eur. Food Res. Technol. 2008, 226, 967–974. [Google Scholar] [CrossRef]
- Ainsworth, P.; İbanoğlu, Ş.; Plunkett, A.; İbanoğlu, E.; Stojceska, V. Effect of Brewers Spent Grain Addition and Screw Speed on the Selected Physical and Nutritional Properties of an Extruded Snack. J. Food Eng. 2007, 81, 702–709. [Google Scholar] [CrossRef]
- Gutiérrez-Barrutia, M.B.; del Castillo, M.D.; Arcia, P.; Cozzano, S. Feasibility of Extruded Brewer’s Spent Grain as a Food Ingredient for a Healthy, Safe, and Sustainable Human Diet. Foods 2022, 11, 1403. [Google Scholar] [CrossRef]
- Kirjoranta, S.; Tenkanen, M.; Jouppila, K. Effects of Process Parameters on the Properties of Barley Containing Snacks Enriched with Brewer’s Spent Grain. J. Food Sci. Technol. 2016, 53, 775–783. [Google Scholar] [CrossRef] [Green Version]
- Nascimento, T.A.; Calado, V.; Carvalho, C.W.P. Effect of Brewer’s Spent Grain and Temperature on Physical Properties of Expanded Extrudates from Rice. LWT-Food Sci. Technol. 2017, 79, 145–151. [Google Scholar] [CrossRef]
- Nocente, F.; Taddei, F.; Galassi, E.; Gazza, L. Upcycling of Brewers’ Spent Grain by Production of Dry Pasta with Higher Nutritional Potential. LWT 2019, 114, 108421. [Google Scholar] [CrossRef]
- Reis, S.F.; Abu-Ghannam, N. Antioxidant Capacity, Arabinoxylans Content and in Vitro Glycaemic Index of Cereal-Based Snacks Incorporated with Brewer’s Spent Grain. LWT-Food Sci. Technol. 2014, 55, 269–277. [Google Scholar] [CrossRef] [Green Version]
- Sobukola, O.P.; Babajide, J.M.; Ogunsade, O. Effect of Brewers Spent Grain Addition and Extrusion Parameters on Some Properties of Extruded Yam Starch-Based Pasta. J. Food Process. Preserv. 2013, 37, 734–743. [Google Scholar] [CrossRef]
- Steinmacher, N.C.; Honna, F.A.; Gasparetto, A.V.; Anibal, D.; Grossmann, M.V.E. Bioconversion of Brewer’s Spent Grains by Reactive Extrusion and Their Application in Bread-Making. LWT-Food Sci. Technol. 2012, 46, 542–547. [Google Scholar] [CrossRef]
- Stojceska, V.; Ainsworth, P.; Plunkett, A.; İbanoglu, S. The Recycling of Brewer’s Processing by-Product into Ready-to-Eat Snacks Using Extrusion Technology. J. Cereal Sci. 2008, 47, 469–479. [Google Scholar] [CrossRef]
- Stojceska, V.; Ainsworth, P.; Plunkett, A.; İbanoğlu, Ş. The Effect of Extrusion Cooking Using Different Water Feed Rates on the Quality of Ready-to-Eat Snacks Made from Food by-Products. Food Chem. 2009, 114, 226–232. [Google Scholar] [CrossRef]
- Thorvaldsson, M. Biotransformation of Brewer’s Spent Grain and Application as a Food Ingredient in Extruded Breakfast Cereals. Master’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2020. [Google Scholar]
- Nocente, F.; Natale, C.; Galassi, E.; Taddei, F.; Gazza, L. Using Einkorn and Tritordeum Brewers’ Spent Grain to Increase the Nutritional Potential of Durum Wheat Pasta. Foods 2021, 10, 502. [Google Scholar] [CrossRef]
- Sahin, A.W.; Hardiman, K.; Atzler, J.J.; Vogelsang-O’Dwyer, M.; Valdeperez, D.; Münch, S.; Cattaneo, G.; O’Riordan, P.; Arendt, E.K. Rejuvenated Brewer’s Spent Grain: The Impact of Two BSG-Derived Ingredients on Techno-Functional and Nutritional Characteristics of Fibre-Enriched Pasta. Innov. Food Sci. Emerg. Technol. 2021, 68, 102633. [Google Scholar] [CrossRef]
- Schettino, R.; Verni, M.; Acin-Albiac, M.; Vincentini, O.; Krona, A.; Knaapila, A.; Cagno, R.D.; Gobbetti, M.; Rizzello, C.G.; Coda, R. Bioprocessed Brewers’ Spent Grain Improves Nutritional and Antioxidant Properties of Pasta. Antioxidants 2021, 10, 742. [Google Scholar] [CrossRef] [PubMed]
- Sahin, A.W.; Atzler, J.J.; Valdeperez, D.; Münch, S.; Cattaneo, G.; O’Riordan, P.; Arendt, E.K. Rejuvenated Brewer’s Spent Grain: EverVita Ingredients as Game-Changers in Fibre-Enriched Bread. Foods 2021, 10, 1162. [Google Scholar] [CrossRef] [PubMed]
- Waters, D.M.; Jacob, F.; Titze, J.; Arendt, E.K.; Zannini, E. Fibre, Protein and Mineral Fortification of Wheat Bread through Milled and Fermented Brewer’s Spent Grain Enrichment. Eur. Food Res. Technol. 2012, 235, 767–778. [Google Scholar] [CrossRef]
- Fărcaș, A.C.; Socaci, S.A.; Chiș, M.S.; Pop, O.L.; Fogarasi, M.; Păucean, A.; Igual, M.; Michiu, D. Reintegration of Brewers Spent Grains in the Food Chain: Nutritional, Functional and Sensorial Aspects. Plants 2021, 10, 2504. [Google Scholar] [CrossRef]
- Heredia-Sandoval, N.G.; Granados-Nevárez, M.d.C.; Calderón de la Barca, A.M.; Vásquez-Lara, F.; Malunga, L.N.; Apea-Bah, F.B.; Beta, T.; Islas-Rubio, A.R. Phenolic Acids, Antioxidant Capacity, and Estimated Glycemic Index of Cookies Added with Brewer’s Spent Grain. Plant Foods Hum. Nutr. 2020, 75, 41–47. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Tian, Z.; Chen, L.; Temelli, F.; Liu, H.; Wang, Y. Functionality of Barley Proteins Extracted and Fractionated by Alkaline and Alcohol Methods. Cereal Chem. 2010, 87, 597–606. [Google Scholar] [CrossRef]
- Yu, S.; Tian, L. Breeding Major Cereal Grains through the Lens of Nutrition Sensitivity. Mol. Plant 2018, 11, 23–30. [Google Scholar] [CrossRef] [Green Version]
- Nosworthy, M.G.; House, J.D. Factors Influencing the Quality of Dietary Proteins: Implications for Pulses. Cereal Chem. 2017, 94, 49–57. [Google Scholar] [CrossRef]
- Dangin, M.; Boirie, Y.; Garcia-Rodenas, C.; Gachon, P.; Fauquant, J.; Callier, P.; Ballèvre, O.; Beaufrère, B. The Digestion Rate of Protein Is an Independent Regulating Factor of Postprandial Protein Retention. Am. J. Physiol.-Endocrinol. Metab. 2001, 280, E340–E348. [Google Scholar] [CrossRef] [Green Version]
- Ribeiro, M.; de Sousa, T.; Poeta, P.; Bagulho, A.S.; Igrejas, G. Review of Structural Features and Binding Capacity of Polyphenols to Gluten Proteins and Peptides In Vitro: Relevance to Celiac Disease. Antioxidants 2020, 9, 463. [Google Scholar] [CrossRef]
- Chetrariu, A.; Dabija, A. Brewer’s Spent Grains: Possibilities of Valorization, a Review. Appl. Sci. 2020, 10, 5619. [Google Scholar] [CrossRef]
- McHugh, T.H.; Bustillos, R.D.A.; Olson, D.A.; Pan, Z.; Kurzrock, D.J.; Schwartz, J.L. Intermittent Infrared Drying for Brewery-Spent Grain 2020. US Patent US10578358B2, 3 March 2020. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| Protein | Fiber | Lipids | Starch | Ash |
|---|---|---|---|---|
| 15–30% | 50–80% | 3–10% | 1–12% | 2–5% |
| Barley Proteins | Content | Mono/Di/Polymer | MW Range (kDa) | Theoretical MW (Da) ** | Number of Amino Acids ** | Negatively: Positively Charged Residues ** | Amino Acids (%) ** | Theoretical pI ** | GRAVY ** | Aliphatic Index ** | UniProtKB Reference * | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cys + Met | Lys | |||||||||||
| Prolamins and Glutelins * | 35–55% and 35–45% [11] | 10 → >100 | ||||||||||
| D-hordein | 2–4% [17] | Polymers or aggregated with B-hordeins [18,19] | >100 [18] | 80,410 | 757 | 19/21 | 1.8 S-poor [12,13] | 1.2 | 8.10 | −1.104 | 37.70 | Q84LE9 |
| C-hordein | 10–20% [18] | Monomers [18,19] | 55–75 [18] | 36,508 | 310 | 4/4 | 1.3 S-poor [12,13] | 0.3 | 6.81 | −1.225 | 40.55 | Q41210 |
| B-hordein | 70–80% [18] | Monomers or polymers or aggregated with D hordeins [15,18] | 35–50 [18] | S-rich [12,13] | n.d. | |||||||
| B1 | 33,422 | 293 | 5/10 | 4.1 | 1.0 | 8.86 | −0.554 | 74.16 | P06470 | |||
| B2 | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | |||
| B3 | 32,412 | 284 | 8/9 | 4.6 | 0.7 | 8.16 | −0.533 | 79.58 | I6SW30 | |||
| γ-hordein | 1–2% [17] | Monomers or polymers [18] | 35–45 [18] | S-rich [12,13] | ||||||||
| γ1 | 34,737 | 305 | 8/11 | 5.6 | 2.0 | 8.34 | −0.497 | 71.81 | P17990 | |||
| γ2 | n.d. | n.d. | n.d. | n.d. | n.d. | n.d. | ||||||
| γ3 | 33,189 | 289 | 10/9 | 5.2 | 1.7 | 6.70 | −0.762 | 68.10 | P80198 | |||
| A-hordeins/Low Molecular Weight Hordeins | n.d. | n.d. | 10–25 [14,15] | n.d. | n.d. | n.d. | S-rich [14] | n.d. | n.d. | n.d. | n.d. | |
| Albumin/Leucosin | 11% [20] | <14 to 58 [21] | ||||||||||
| α-Amylase | n.d. | n.d. | 45 [22] | 47,403 | 427 | 53/43 | 2.3 | 5.9 | 5.92 | −0.312 | 83.19 | Q40015 |
| Protein Z | Dimer and tetramer 10 | 40 [20,23] | ||||||||||
| Z4 | 5–7% [20] | 43,276 | 399 | 42/34 | 2.3 | 5.5 | 5.72 | 0.040 | 96.09 | P06293 | ||
| Z7 | 42,821 | 397 | 42/33 | 2.1 | 5.0 | 5.45 | 0.071 | 96.07 | Q43492 | |||
| ZX | 42,947 | 398 | 42/41 | 2.0 | 7.3 | 6.77 | −0.014 | 89.45 | Q40066 | |||
| Lipid transfer proteins | ∼5% [24] | n.d. | 7 or 9 [20] | 9694.96 | 91 | 6/8 | 9.9 | 4.4 | 8.19 | −0.385 | 74.95 | O81135 |
| Globulin or Edestin (α, β, ϒ, and δ) | 15% [20] | n.d. | <14 to 53 [21] | 24,560 | 224 | 21/28 | 6.3 | 2.2 | 9.04 | 61.79 | −0.664 | Q84NG7 |
| Type of Extraction | Pretreatment of BSG | Main Extraction Parameters | Extraction Yield * | Protein Purity | Reference |
|---|---|---|---|---|---|
| Alkaline | 4.8% w/v Pale BSG−water; shearing 24,000 rpm, 2 min; incubation 1 h, room T, stirring | 0.11 M NaOH; incubation 50 °C, 1 h; centrifugation 2700× g, 10 °C, 20 min; liquid recovery; acid precipitation 2 N HCl, pH 3.8; incubation room T (n.d.), 15 min; centrifugation (n.d.); pellet recovery; addition water, 2 N NaOH, pH 7; freeze drying | 59% | 46% | [37] |
| 12.5% w/v BSG−water; shearing (n.d.), 1 min | 1 M NaOH, pH 11–12; incubation T (n.d.), 60 min; centrifugation 3800× g, 4 °C, 15 min; liquid recovery; acid precipitation (n.d.), pH ~2.5; centrifugation (n.d.); pellet recovery; freeze drying | 66% | n.d. | [40] | |
| n.a. | 17% w/v BSG−water, 0.1 M NaOH; incubation 60 °C, 1 h; filtration 180 μm; liquid recovery; acid precipitation, 2 M citric acid, pH 4; centrifugation 10,000× g, 4 °C, 10 min; pellet recovery; freeze drying | 41% | 60%; dry basis | [36] | |
| Drying 60 °C, 6.5 h | (n.d.) BSG−solution 0.1 M NaOH; incubation room T (n.d.), 2 h; acid precipitation 2 M HCl; incubation refrigeration T (n.d.), 18 h; centrifugation 2700× g, 10 min; pellet recovery; drying 60 °C, until constant weight | ~50% | 69% | [46] | |
| 5% w/w BSG-water; wet milling (n.d.), ×2, mean particle size 162 μm | 5% w/w NaOH−BSG solution, (n.d.) M NaOH; incubation 60 °C, 4 h; sieve shaking-water filtration, 278 oscillation/min, 15 min, 75 μm; liquid recovery; drying 60 °C, 24 h | 82% ** | 37% | [44] | |
| Drying 60 °C, until 5% moisture content; defatting 24% w/v BSG−hexane, 200 rpm, 37 °C, 1 h; centrifugation 4500× g, 25 °C, 10 min, repeat until colorless hexane; filtration Whatman grade 1; drying T (n.d.), until constant weight | 5% w/v BSG−water, 0.11 M NaOH; incubation 50 °C, 1 h, 200 rpm; centrifugation 5000 rpm, 10 min; liquid recovery; repeat the extraction, ×2 | 78% | 42% | [39] | |
| Washing with water, until neutral pH; drying 45 °C, 3 h or until 8% w/w moisture content | 5% w/v BSG−water, 0.1 M NaOH; incubation with stirring (n.d.), 50 °C, 4 h; separation (n.d.); liquid recovery | 51% | n.d. | [47] | |
| Drying 70 °C; milling (n.d.); sieving 385 μm | 10% BSG−water, 2 M NaOH, pH 8.5; incubation 50 °C, 3 h, 150 rpm; centrifugation 4000× g, 15 min, liquid recovery | ~18% | n.d. | [48] | |
| Autoclaving 121 °C, 15 min; drying 60 °C, until < 10% moisture content; micronization (n.d.), 125–250 μm | 6.7% w/v BSG−solution 0.01 M NaOH, pH 12.4; incubation 60 °C, 30 min; centrifugation 3871× g, 25 °C, 15 min; liquid recovery; repeat the extraction, ×3; freeze drying | ~45% | n.d. | [38] | |
| Autoclaving 121 °C, 15 min; drying 60 °C, until < 10% moisture content; micronization (n.d.), 125–250 μm; defatting 6.25% BSG−solvent mixture 50% v/v methanol−chloroform, 1 h, room T; vacuum filtration (n.d.); drying 60 °C, time (n.d.); delignification 20% BSG−solution 60% ethanol, 180 °C, 90 min; vacuum filtration (n.d.); solid recovery; washing with ethanol, ×3; drying 60 °C, time (n.d.) | 6.7% w/v BSG−solution 0.01 M NaOH, pH 12.4; incubation 60 °C, 30 min; centrifugation 3871× g, 25 °C, 15 min; supernatant recovery; repeat the extraction, ×3; freeze drying | ~38% | n.d. | [38] | |
| Acids | n.a. | 0.35% w/w BSG−acid solution, 4% w/w sulfuric acid; autoclaving 121 °C, 60 min; filtration (n.d.); liquid recovery | 90% | 24% | [39] |
| Washing with water, until neutral pH; drying 50 °C, time (n.d.) | 12.5% w/w BSG−acid solution, 1% (n.d.) sulfuric acid; autoclaving 130 °C, 26 min; liquid recovery | ~63% | ~24% | [49] | |
| Reducing agent | 5% w/w BSG−water; wet milling (n.d.), ×2, particle size (mean) 162 μm | 5% w/w sodium bisulfite−BSG in solution, (n.d.) M sodium bisulfite; incubation pH 5, 60 °C, 4 h; sieve shaking-water filtration, 278 oscillation/min, 15 min, 75 μm; liquid recovery; drying 60 °C, 24 h | 68% | 39% | [44] |
| Salt | Drying (n.d.); milling (n.d.), particle size 1 mm | 5% w/v BSG−salt solution (3% sodium dodecyl sulphate + 0.5% Na2HPO4), pH 7, l h, 100 °C; filtration, liquid recovery; ethanol precipitation, 95% ethanol (0.7 mL per mL of extract), refrigeration 4 °C, 16 h; centrifugation 9500× g, 0 °C; ethanol wash; freeze drying. | 49% | 61% | [50] |
| Drying (n.d.); milling (n.d.), particle size 1–2 mm | 2.5% w/v BSG−salt solution (0.5% sodium dodecyl sulphate + 0.6% Na2HPO4), 91 °C, 98 min | ~58% | n.d. | [51] | |
| Deep eutectic solvents | Two-stage drying 50 °C, 1 h, 40 °C, overnight | 10% w/w BSG−solvent, molar ratio 1:2 sodium acetate and urea; incubation 80 °C, 4 h; filtration 150 μm; liquid recovery; washing solids with hot water, T (n.d.), ×8; liquid recovery; blend of the liquids; membrane filtration (n.d.); liquid recovery; freeze drying | 79% | 54% | [45] |
| Pressurized solvent extraction | n.a. | (n.d.) BSG−solution 4.7% ethanol; heating 155 °C, 10 min, ×5; liquid recovery; centrifugation (n.d.); liquid recovery | 69% | 20% | [41] |
| Hydrothermal | Drying 60 °C, until 5% moisture content; defatting 24% w/v BSG−hexane, 200 rpm, 37 °C, 1 h; centrifugation 4500× g, 25 °C, 10 min; repeat until colorless hexane; filtration Whatman grade 1; solid recovery; drying T (n.d.), until constant weight | 4% w/v BSG−water; heating 60 °C, 24 h, 250 rpm; cooling T (n.d.), until room T (n.d.); membrane filtration (n.d.) | 66% | 53% | [39] |
| Drying room T, 3 days | 25% w/w BSG−water; heating 180 °C, 40 min, filtration 250 μm | 49% | n.d. | [52] | |
| Subcritical water | Washing with water, until neutral pH; drying 45 °C, 3 h or until 8% w/w moisture content | 12 g BSG, water 4 mL/min; autoclaving 185 °C, 5 MPa, static holding time 30 min, extraction time 150 min; extract recovery | 78% | n.d. | [47] |
| Enzymatic | Drying T, time (n.d.); milling (n.d.); sieving 300 μm | 10% w/v BSG−water, 100 U/g Depol 740 L; incubation 50 °C, 5 h; centrifugation 4000 rpm, 30 min; liquid recovery | ~63% | n.d. | [53] |
| Drying T, time (n.d.); milling (n.d.); sieving 300 μm | 10% w/v BSG−water, 100 U/g Depol 740 L; incubation 50 °C, 5 h; centrifugation 4000 rpm, 30 min; pellet recovery; second hydrolysis 10% w/v solids, 10 U/g Alcalase 2.4 L, 0.05 M sodium carbonate and NaOH, pH 9.5; incubation 40 °C, 4 h; centrifugation 4000 rpm, 4 °C, 30 min; liquid recovery | ~86% | n.d. | [53] | |
| Drying T, time (n.d.); milling (n.d.); sieving 300 μm | 10% w/v BSG−water, 100 U/g Depol 740 L; incubation 50 °C; 5 h; centrifugation 4000 rpm, 30 min; pellet recovery; second hydrolysis, 10% w/v solids, 10 U/g Acid Protease A, 0.05 M sodium citrate, pH 3.5; incubation 40 °C, 4 h; centrifugation 4000 rpm, 4 °C, 30 min; supernatant recovery | ~40% | n.d. | [53] | |
| Drying T, time (n.d.); milling (n.d.); sieving 300 μm | 10% w/v BSG−water, 100 U/g Depol 740 L; incubation 50 °C, 5 h; centrifugation 4000 rpm, 30 min; pellet recovery; second hydrolysis 10% w/v solids, 10 U/g Promod 144 GL, 0.05 M McIlvaine’s buffer, pH 6.5; incubation 40 °C, 4 h; centrifugation 4000 rpm, 4 °C, 30 min; supernatant recovery | ~31% | n.d. | [53] | |
| 5% w/w BSG−water; wet milling (n.d.), ×2, particle size (mean) 162 μm | 3.5% v/w Alcalase−BSG; incubation 60 °C, 4 h; sieve-shaking and water filtration 15 min, 75 μm, 278 oscillation/min, 120 mL water; liquid recovery; drying 60 °C, 24 h | 83% ** | 43% | [44] | |
| Drying 60 °C. time (n.d.); milling (n.d.); sieving 840 μm | 5% w/v BSG−water, 4% v/w Alcalase 2.4 L-BSG, 5 M NaOH, pH 8; incubation 110 rpm, 60 °C, 4 h; centrifugation 13,800× g, 4 °C, 10 min; liquid recovery; washing pellet with water, ×2; liquid recovery; blend of the liquids; drying 60 °C, time (n.d.) | ~65% ** | n.d. | [54] | |
| Drying 70 °C, time (n.d.); milling (n.d.); sieving 385 μm | 9% w/v BSG−water, 0.5% Protamex-BSG, 2 M NaOH, pH 8.5; incubation 150 rpm, 50 °C, 3 h; inactivation 95 °C, 10 min; centrifugation 4000× g, 15 min; supernatant recovery | ~58% | n.d. | [48] | |
| Drying 70 °C, time (n.d.); milling (n.d.); sieving 385 μm | 9% w/v BSG−water; 0.5% Protamex−BSG, 0.1% w/w Flavourzyme−BSG, 2 M NaOH, pH 8.5; incubation 150 rpm, 50 °C, 3 h; inactivation 95 °C, 10 min; centrifugation 4000× g, 15 min; liquid recovery | ~64% | n.d. | [48] | |
| 10% w/v BSG−water; shearing 1 min, 24,000 rpm | 7.5% v/w carbohydrases−BSG, pH 5; incubation 50 °C, 4 h; inactivation 80 °C, 20 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; second hydrolysis of the pellet, 10% solution in water, Alcalase 2.4 L (2% w/w protein), Flavourzyme 500 L (1% w/w protein); incubation 50 °C, 4 h; inactivation 80 °C, 20 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; 7% pellet-water; incubation 50 °C, 30 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; blend of the liquids; freeze drying | 63% | 44% | [55] | |
| 10% w/v BSG−water; shearing 1 min, 24,000 rpm | 7.5% v/w carbohydrases−BSG, pH 5; incubation 50 °C, 4 h; inactivation 80 °C, 20 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; second hydrolysis of the pellet, 10% solution in water, Alcalase 2.4 L (2% w/w protein), Protease P (1% w/w protein); incubation 50 °C, 4 h; inactivation 80 °C, 20 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; 7% pellet-water; incubation 50 °C, 30 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; blend of the liquids; freeze drying | 53% | 39% | [55] | |
| 10% w/v BSG−water; shearing 1 min, 24,000 rpm | 7.5% v/w carbohydrases−BSG, pH 5; incubation 50 °C, 4 h; inactivation 80 °C, 20 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; second hydrolysis of the pellet, 10% solution in water, Prolyve 1000 (2% w/w protein), Protease P (1% w/w protein); incubation 50 °C, 4 h; inactivation 80 °C, 20 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; 7% pellet-water; incubation 50 °C, 30 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; blend of the liquids; freeze drying | 59% | 44% | [55] | |
| 10% w/v BSG−water; shearing 1 min, 24,000 rpm | 7.5% v/w carbohydrases−BSG, pH 5; incubation 50 °C, 4 h; inactivation 80 °C, 20 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; second hydrolysis of the pellet, 10% solution in water, Corolase PP (2% w/w protein) and Flavourzyme 500 L (1% w/w protein); 10% solution in water; incubation 50 °C, 4 h; inactivation 80 °C, 20 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; 7% pellet-water; incubation 50 °C, 30 min; centrifugation 2700× g, 10 °C, 10 min; liquid recovery; blend of the liquids; freeze drying | 52% | 43% | [55] | |
| Size reduction (n.d.); ~10% BSG−water | (n.d.) % Glucoamylase−BSG; incubation 50–65 °C, 15–60 min; second hydrolysis (n.d.) % alkaline protease-BSG, NaOH or KOH, pH 7–10; incubation 50–75 °C, 15–60 min or until ~10 degree of hydrolysis; inactivation 75–90 °C, 10–25 min; decantation-centrifugation (n.d.); liquid recovery; washing of solids (n.d.); blend of the liquids; microfiltration 0.03–0.5 μm; permeate recovery; nanofiltration 1–8 bar, 0.5–2 kDa; retentate recovery; vacuum evaporation (n.d.), to 55% solids; spray drying (n.d.) | n.d. | 80–85% | [43] | |
| Acid and alkaline | Drying 60 °C, 6.5 h; (n.d.) % BSG−water, 0.5% w/v sulfuric acid; autoclaving 100 °C, 20 min, 103.4 bar; extract recovery; 1% NaOH, pH 3, overnight; centrifugation 2700× g, 10 min; pellet recovery; drying 60 °C, 18 h | (n.d.) BSG−solution 0.1 M NaOH; incubation 40 °C, 60 min; acid precipitation 2 M HCl; incubation cooling T (n.d.), 18 h; centrifugation 2700× g, 10 min; pellet recovery; drying 60 °C, until constant weight | 65% | 60% | [46] |
| Enzymatic and alkaline | 20% w/v BSG−water; shearing (n.d.), 1 min; 1.96% cellulase−BSG solution, 1 M HCl, pH 4.5; incubation 50 °C, 60 min; inactivation 85 °C, 20 min; centrifugation 3800× g, 4 °C, 15 min; pellet recovery | 11% w/v BSG−water, 1 M NaOH, pH ~11.5; incubation T (n.d.), 60 min; centrifugation 3800× g, 4 °C, 15 min; liquid recovery; acid precipitation pH ~2.5; centrifugation (n.d.); pellet recovery; freeze drying | 50% | n.d. | [40] |
| Ultrasound and alkaline | Drying 50 °C, time (n.d.); milling (n.d.); sieving 355 μm | 6.7% w/v solid-solution 0.11 M NaOH; incubation with ultrasound 20–25 kHz, 250 W, 25 °C, 20 min, 60% duty cycle, pulses mode; centrifugation 8000× g, 10 °C, 20 min; liquid recovery acid precipitation 2 M HCl, pH 3.8; centrifugation 8000× g, 10 °C, 20 min; pellet recovery; solubilization 2 M NaOH, pH 7; dialysis 1000 Da, 4 °C, overnight (n.d.); freeze drying | 86% | 58% | [42] |
| n.a. | 5% w/v BSG−solution 0.11 M NaOH; incubation with ultrasound 70% amplitude 60 °C, 15 min, ×2; centrifugation (n.d.); liquid recovery; acid precipitation (n.d.) M HCl, pH 3.8; centrifugation 4000× g, 10 min; pellet recovery; freeze drying | 43% | n.d. | [41] | |
| Drying 60 °C, 6.5 h; 5% w/v BSG−water; ultrasound 37 kHz, pulses mode, 30 °C, 20 min; decantation (n.d.); solid recovery | (n.d.) BSG−solution 0.1 M NaOH; incubation 40 °C, 60 min; acid precipitation 2 M HCl; incubation cooling T (n.d.), 18 h; centrifugation 2700× g, 10 min; pellet recovery; drying 60 °C, until constant weight | 55% | ~65% | [46] | |
| Ultrasound and enzymatic | Drying 60 °C, time (n.d.); milling (n.d.); sieving 840 μm; 5% w/v BSG−water; ultrasound 227.5 W/L, pulse 5 s, 10 min | 5% w/v BSG−solution 4% Alcalase 2.4 L, 5 M NaOH, pH 8; incubation 110 rpm, 60 °C, 4 h; centrifugation 13,800× g, 4 °C, 10 min; liquid recovery; washing pellet with water, ×2; liquid recovery; blend of the liquids; drying 60 °C, time (n.d.) | ~70% ** | n.d. | [54] |
| Microwave and alkaline | Drying 60 °C, until 3% moisture; milling (n.d.), particle size 1 mm; 10% w/w BSG−water | 0.05 M NaOH; microwave 110 °C, 10 min, power 1800 W; centrifugation 10,000 rpm, 10 min; liquid recovery | 92% | n.d. | [56] |
| Pulsed electric field and hydrothermal | 16.7% w/w BSG−water; pulsed electric field application at 2.8 kV/cm, 3000 pulses, 20 μs pulse width | Aqueous extraction, 55 °C, 220 rpm, 16 h | n.d. | 20–24%; dry basis | [57] |
| Extraction Technique | Molecular Weight Distribution (kDa) | Associated Protein Type, if Known | References | |
|---|---|---|---|---|
| Alcohol extract | 55–80 | C-hordeins | [16] | |
| 35–50 | B-hordeins | |||
| Alkaline/acid | Light | Dark | [37] | |
| >10 (72%) | <5 (88%) | |||
| < 5 (21%) | ||||
| Alkaline/acid + ultrasound) | 34–55 | B-hordeins | [42] | |
| 17 | A-hordein | |||
| 72 | C-hordein | |||
| 43 | protein Z | |||
| 35–50 | B-hordein (31%) | [41] | ||
| 55–85 | C-hordein (10%) | |||
| <20 | γ-hordein (14%) | |||
| n.d. | β-amylase (19%) | |||
| Others (26%) | ||||
| Pressurized solvent extraction | 35–50 | B-hordein (45%) | [41] | |
| 55–85 | C-hordein (11%) | |||
| <20 | γ-hordein (18%) | |||
| Others (26%) | ||||
| Pulsed electric field | Light | Dark | n.d. | [57] |
| 13.7 | 18.5 | |||
| 247 | ||||
| Enzymatic (with or w/o ultrasound) | <15 | n.d. | [53,54] | |
| >250 | ||||
| Enzymatic + micro and nanofiltration | 2–4.5 kDa | n.d. | [43] | |
| Source | Extraction | Treatment | Findings | Reference |
|---|---|---|---|---|
| Solubility | ||||
| Barley | Alkaline | Hydrolysis with Alcalase, Flavourzyme, Pepsin | Highest solubility increase in the range of pH 2–10 for Pepsin | [36] |
| Barley | Alkaline | Hydrolysis with Alcalase, Corolase, Flavourzyme, Promod | Alcalase achieved highest solubility increase with minimum solubility of around 45% at pH 4 | [71] |
| Not Specified | Alkaline | Hydrolysis with Protamex, Flavourzyme | Highest amount of solubilized protein by combination of Protamex and Flavourzyme | [48] |
| Not Specified | Ethanolic−alkali mixture | Rhizopus oligosporus ATCC 64,063 fermentation | Solubility increases except for at pH4 for fermented BSG | [72] |
| Not Specified | Ultrasound-assisted enzymatic | Hydrolysis with Alcalase | Solubility >75% in pH 1–11, higher after ultrasound | [54] |
| Surface hydrophobicity (H0) | ||||
| Not Specified | Alkaline | none | H0 increased with extraction pH (8 < 11 < 12) and temperature (60 < 80 °C) | [73] |
| Barley and Rice | Enzymatic | Starch hydrolysis with glucoamylase followed by protein hydrolysis by alkaline protease | Could not be determined due to increased amount of small molecular weight peptides (<15 kDa) | [43,74] |
| Water absorption capacity | ||||
| Not Specified | Alkaline | none | 3.2–5 g/g, no effect of extraction temperature (40 to 80 °C), increase with extraction pH from 8 to 12 | [73] |
| Not specified | Ultrasound-assisted alkaline | none | 3.7–5.5 g/g, increased with ultrasonic power but varied with ultrasonic time and duty cycle | [42] |
| Oil absorption capacity | ||||
| Not Specified | Alkaline | none | 3.2–5.1 g/g, no effect of varied pH and temperature during extraction | [73] |
| Barley and Rice | Enzymatic | Starch hydrolysis with glucoamylase followed by protein hydrolysis by alkaline protease | 1.82 ± 0.02 g/g | [43,74] |
| Not specified | Ultrasound-assisted alkaline | none | 2.5–3.6 g/g, increased with ultrasonic power and extraction time | [42] |
| Emulsifying | ||||
| Not specified | Ultrasound-assisted alkaline | none | The ultrasound-treated extract has higher EAI and ESI | [42] |
| 50% wheat/50% barley | Solvent extraction (Osborne) | none | Prolamins showed higher EAI and ESI compared to non-prolamins, particle size 6–7 μm | [75] |
| Barley | Alkaline | Hydrolysis with Alcalase, Flavourzyme, Pepsin | Highest EAI with Flavourzyme and Pepsin, highest ESI with Pepsin | [36] |
| Not Specified | Ethanolic−alkali mixture | Rhizopus oligosporus ATCC 64,063 fermentation of BSG | Fungi hydrolysis increases EAI and ESI (depending on pH) | [72] |
| Not specified | Alkaline | Alcalase hydrolysis | Hydrolyzed proteins showed higher EAI and ESI | [76] |
| Barley | Alkaline | Hydrolysis with Alcalase, Corolase, Flavourzyme, Promod | Corolase increases EAI at neutral pH, and ESI from pH 5–12 | [71] |
| Not specified | Alkaline−enzymatic assisted | None | Increase in EAI after hydrolysis (protamex, flavourzyme), decreased ESI | [62] |
| Foaming | ||||
| Barley | Alkaline | Hydrolysis with Alcalase, Flavourzyme, Pepsin | Alcalase (DH 6%) highest foamability, Flavourzyme (DH 2%) highest foam stability | [36] |
| Not specified | Alkaline | None | Electrostatic complexation with carrageenan (iota/lambda) increases foamability and foam stability | [77] |
| Not specified | Ultrasound-assisted alkaline | none | The ultrasound-treated extract has higher foamability and stability | [42] |
| Not specified | Alkaline−enzymatic assisted | None | Increase in foamability and stability after hydrolysis (protamex, flavourzyme) | [62] |
| Barley | Alkaline | Hydrolysis with Alcalase, Corolase, Flavourzyme, Promod | No foam pH < 8, highest foamability and stability for unhydrolyzed protein extract at pH 12 | [71] |
| Not specified | Alkaline | Alcalase hydrolysis | No significant difference in foamability and foam stability between hydrolyzed and control sample | [76] |
| Not Specified | Ethanolic−alkali mixture | Rhizopus oligosporus ATCC 64,063 fermentation of BSG | Higher foamability and foam stability for fungi hydrolyzed BSG | [72] |
| Gelling | ||||
| Not specified | Alkaline−enzymatic (carbohydrases) assisted | none | Gelation induced by acidification to pH 4.2, higher elasticity and yield stress for heat-treated protein extract | [78] |
| Barley and Rice | Enzymatic | Starch hydrolysis with glucoamylase followed by protein hydrolysis by alkaline protease | No gelation | [74] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Devnani, B.; Moran, G.C.; Grossmann, L. Extraction, Composition, Functionality, and Utilization of Brewer’s Spent Grain Protein in Food Formulations. Foods 2023, 12, 1543. https://doi.org/10.3390/foods12071543
Devnani B, Moran GC, Grossmann L. Extraction, Composition, Functionality, and Utilization of Brewer’s Spent Grain Protein in Food Formulations. Foods. 2023; 12(7):1543. https://doi.org/10.3390/foods12071543
Chicago/Turabian StyleDevnani, Bhanu, Galo Chuchuca Moran, and Lutz Grossmann. 2023. "Extraction, Composition, Functionality, and Utilization of Brewer’s Spent Grain Protein in Food Formulations" Foods 12, no. 7: 1543. https://doi.org/10.3390/foods12071543
APA StyleDevnani, B., Moran, G. C., & Grossmann, L. (2023). Extraction, Composition, Functionality, and Utilization of Brewer’s Spent Grain Protein in Food Formulations. Foods, 12(7), 1543. https://doi.org/10.3390/foods12071543