1. Introduction
Every year, more than 130,000 tonnes of hop cones are processed into hop pellets to supply the growing brewing industry [
1]. Hop cones are the inflorescences of the female plant
Humulus lupulus L., which belongs to the
Cannabaceae family. This plant is a perennial climbing vine, native to Europe, Southwest Asia, and North America, and requires a temperate climate [
2]. There is only one harvest per year, and this occurs between the end of August and the first weeks of September. Almost 97% of hops produced are destined for brewing purposes [
3]. The USA leads world production with 44.3 tonnes, followed by Germany and the Czech Republic with 39.0 tonnes and 6.1 tonnes, respectively [
4]. The glands of the female plant produce and secrete lupulin, a small yellowish resinous powder found at the base of the inflorescence brackets. These glands have a high concentration of essential oils and resins, which are responsible for the organoleptic properties of beer [
5]. They serve as storage for the resins and essential oils (EO) synthesised by the plant [
6]. The production of these compounds depends on the hop variety and plays a crucial role in the final fragrance [
7]. At the end of the harvest, the hop cones have a water content of over 75%. In this state, decomposition, and mould growth can occur very quickly, so it is important to dry the material as soon as possible. To preserve the EO and avoid losses, it is important to keep the temperature as low as possible throughout the process. When moisture content reaches 10%, the matrix can be stored for one year in a controlled atmosphere (ca. 6 °C) to prevent oxidation. Normally, however, the cones are converted into pellets, as they have a much higher density and are more practical to use. Pelletisation is carried out in two successive steps: first, the cones are crushed and then conveyed to an extruder, which produces the typical cylindrical shape of 2–3 cm long and 5 mm in diameter [
8].
Hop cones are of complex chemical composition, as listed in
Table 1 [
2,
9,
10]. Since the cones are mainly composed of bracts, the amounts of proteins, cellulose, and polyphenols is very high compared to those of resins and EO, which are the active aroma molecules. This fact shows how strong these molecules are in terms of flavour, especially in beer, where the hops represent less than 5% of the ingredients used but are still able to characterise the final product to such an extent.
The most critical constituents for brewers are resins and EO. The first class of compounds can be divided into hard and soft resins, depending on their solubility in hexane. The latter are divided into α- and β-acids. The α-acids are primarily responsible for the bitter taste in beer [
11].
The EO are, by definition, the lipophilic volatile fraction of the hops and are responsible for the aroma imparted to the beverage. The aroma can change significantly depending on plant variety and growing environment [
12]. Many studies have reported that this volatile fraction is a complex mixture of more than 200 components [
13], and even more recently, the use of comprehensive multidimensional gas chromatography and a flame ionisation detector (FID) has led to the detection of about 1000 different compounds [
14]. Due to the low concentrations involved, the human gustatory system cannot perceive most of these molecules. The chemical composition of the EO of
Humulus lupulus L. can be divided into three main groups: hydrocarbons, oxygenated compounds, and sulphur-containing components [
15,
16]. The hydrocarbons group is the most significant and accounts for about 60–75% of EO and can be further divided into monoterpenes and sesquiterpenes, depending on the number of isoprene units (two or three, respectively). The monoterpenes are less numerous, although they include β-myrcene, which is generally the most abundant EO, accounting for 30–60% of the total [
17]. Another detectable monoterpene is limonene, which is only present in some hop varieties, but provides a very pungent characteristic flavour [
13]. In fact, the Citra hop variety, bred by Yakima Chief Hops, was given its name because of the citrus aromas that develop during ripening. The second class of compounds that make up the EO are sesquiterpenes, which are characterised by a higher boiling point; the main components are humulene, caryophyllene, and farnesene. Due to their chemical nature, the hydrocarbon group is more volatile than other EOs with the same molecular weight and has higher oxidation and polymerisation reaction rates [
18].
The oxygen-bearing components can make up to 30% of the volatiles fraction [
8], and their composition is far more complex, including alcohols, aldehydes, acids, ketones, epoxides, and esters [
2,
19]. This category can be further divided into volatiles and non-volatiles depending on boiling point: generally, if the component has a higher boiling point than humulene, it is considered non-volatile. Even if this group is present in lower concentrations than the hydrocarbons, it is significant for the final aroma of the hops [
20]. In this category, we find compounds, such as linalool and geraniol, which bring a strong floral scent that characterises many hops, such as the Cascade and the Continental variety [
21,
22]. Sulphur-containing EO are present as traces in the volatiles, and sulphur flavours are generally considered defective in beer. However, those aromas are generally caused by the stressed fermentation of
Saccharomyces cerevisiae or a low-quality malt [
16]. Unfortunately, these sulphur-containing components have a low odour threshold and can influence the final hop aroma [
23,
24,
25]. EO can deteriorate over time, causing changes in the flavouring fingerprint that are mainly due to oxidation reactions. For this reason, it is always suggested that hops are maintained in an oxygen-free atmosphere at low temperatures, even during the processing from hop cones to pellets. It is worth noticing that hops are not only a flavouring agent but that their components are investigated for a wide range of applications, such as therapeutic, cosmetic, and nutritional uses [
26,
27]. They also show interesting bioactivity, such as antioxidant, antimicrobial, antiviral [
28,
29], antitumoral [
30,
31], and pest-control features [
32].
The conventional extraction of EO from the hops consists of steam distillation that lasts up to 5 h [
33]. This process is very time and energy-consuming and uses a traditional heating method. In the last decade, companies have been investing considerable resources into the optimisation of their effective practices thanks to an increasing concern about the environmental situation [
34]. These new strategies, which follow the “green extraction” approach [
35], must enhance process intensification and extraction efficiency while using safe and sustainable solvents. One suitable example is MW-assisted hydrodistillation, which has already been tested on hops and
Cannabis sativa L. in our research group [
36,
37]. The most commonly used technique for the industrial extraction of the volatile fraction on
Humulus lupulus L. is supercritical CO
2 (sc-CO
2). This technology exploits the polarity of the supercritical fluid, which, in this state, is capable of extracting both the resins and the volatile fraction [
38,
39,
40]. This method gives good yields, and the product is stable and can be easily introduced during the brewing process since the solvent is a component of the beer itself. The main drawback lies in the fact that the extract is a complex mix of many different compounds and also includes resins with high bittering power.
Based on the principle of adsorption/absorption and desorption, headspace solid-phase microextraction (HS-SPME) uses a coated fibre to trap and concentrate volatile and semi-volatile analytes from the vapor phase above a sample in a static or dynamic headspace process [
41]. HS-SPME is a simple aroma extraction technique that extracts a wide boiling-point range of volatile compounds without artifact formation and integrates sample preparation, extraction, concentration, and the introduction of the sample into gas-chromatography (GC). This technique, generally applied to samples with concentrations in the ppb–low ppm range, has been validated for numerous applications and, in particular, for reliable quantitative analysis since a direct proportion between the amount of analyte extracted by the fibre and its initial concentration in the sample matrix has been demonstrated [
42]. In order to overcome problems with extraction reproducibility and therefore optimise analyte recovery, the polymeric fibre coating and coating volume, sample preparation, extraction time (sample/HS equilibrium), equilibration time (HS/fiber equilibrium), and desorption time must be optimised. Several studies have investigated the aroma profile of hops using SPME extraction, in which the semi-quantitative analysis of compounds is performed using the total peak area [
43], relative peak area (%) [
44,
45,
46], and peak-area ratios of analyte internal standards (IS) [
47,
48]. In 2021, Su and Yin quantitated hop aroma compounds using a combination of stable isotope dilution analysis (SIDA) and standard addition method (SAM) in order to eliminate the matrix effect [
49].
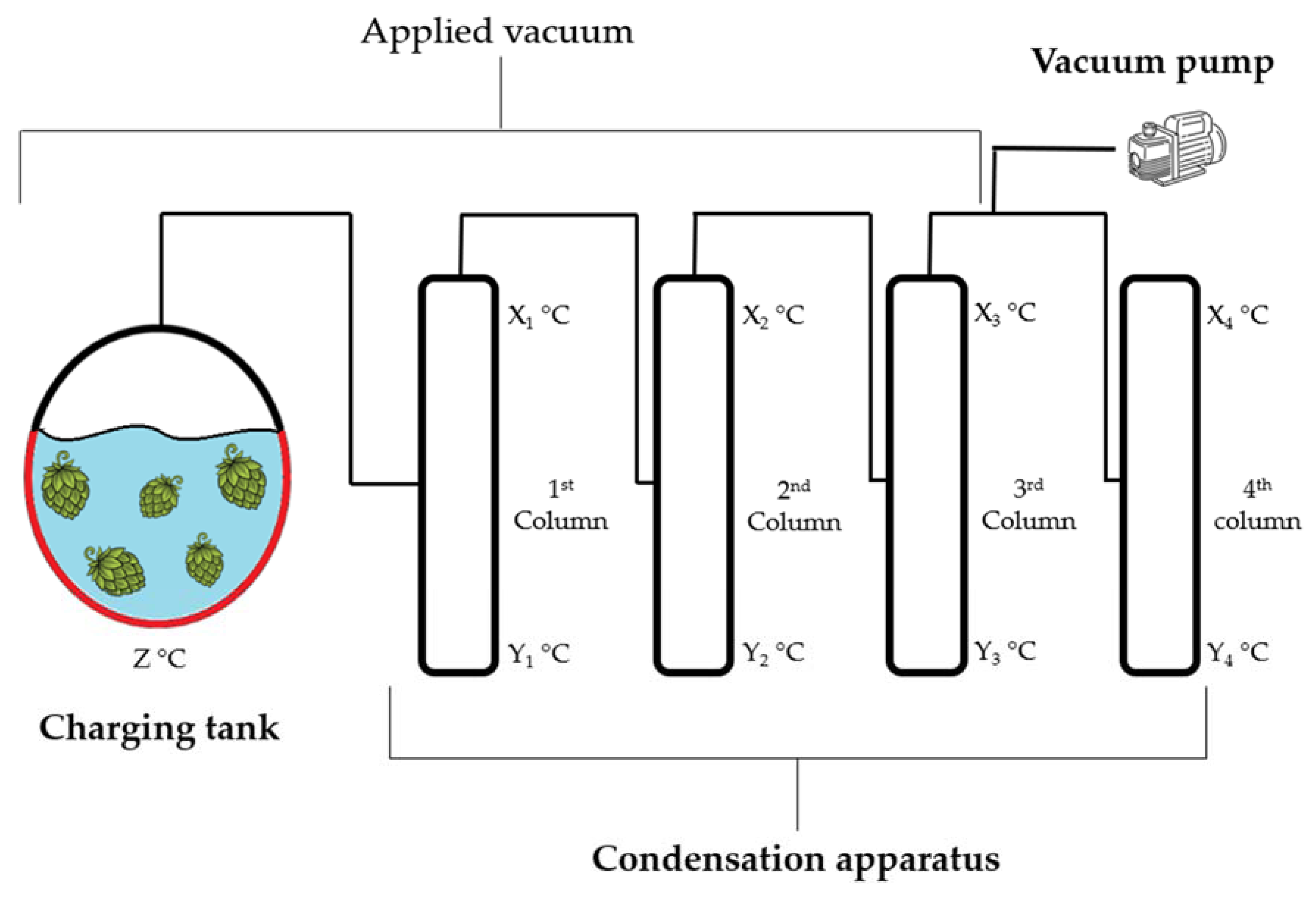
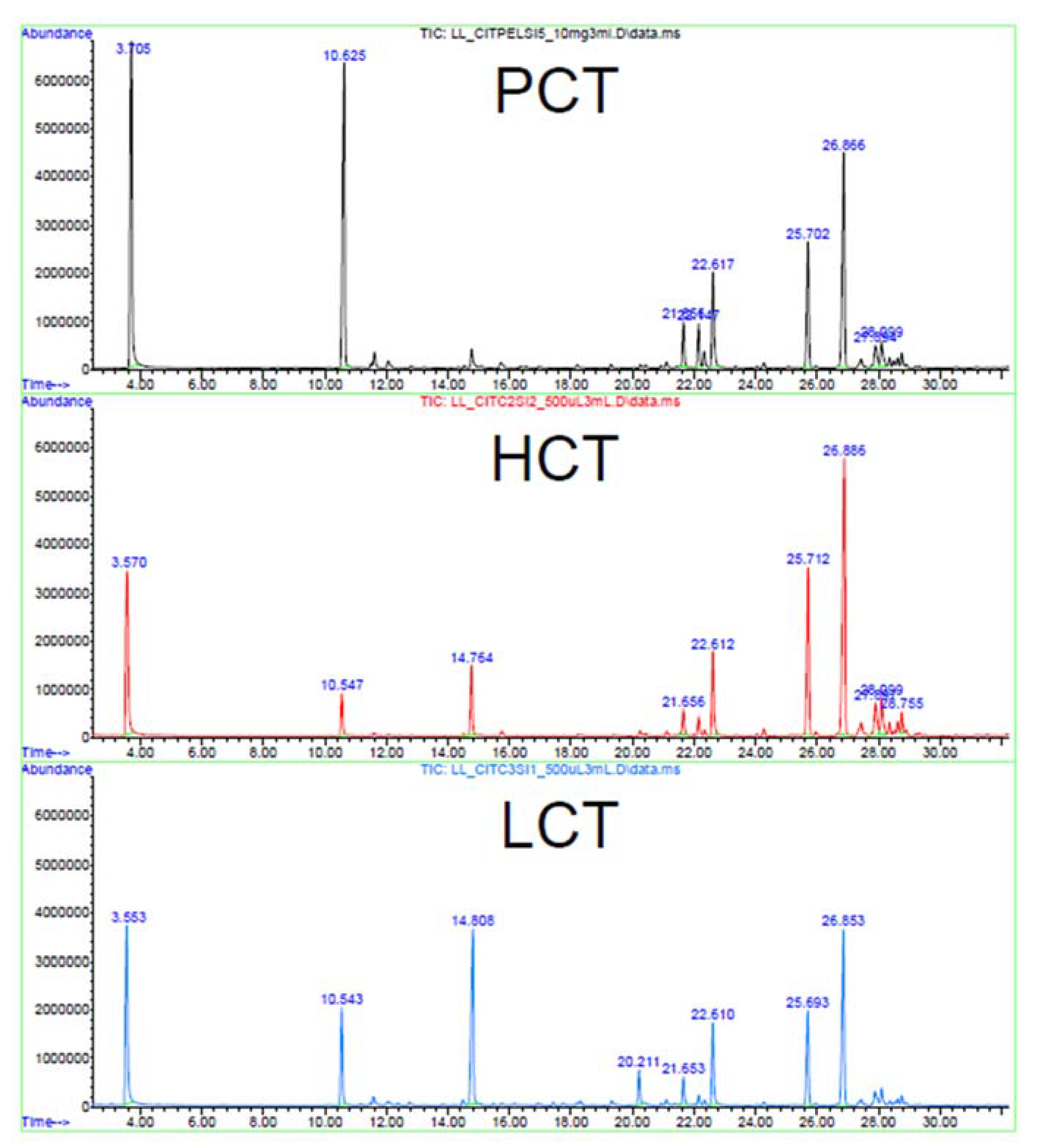
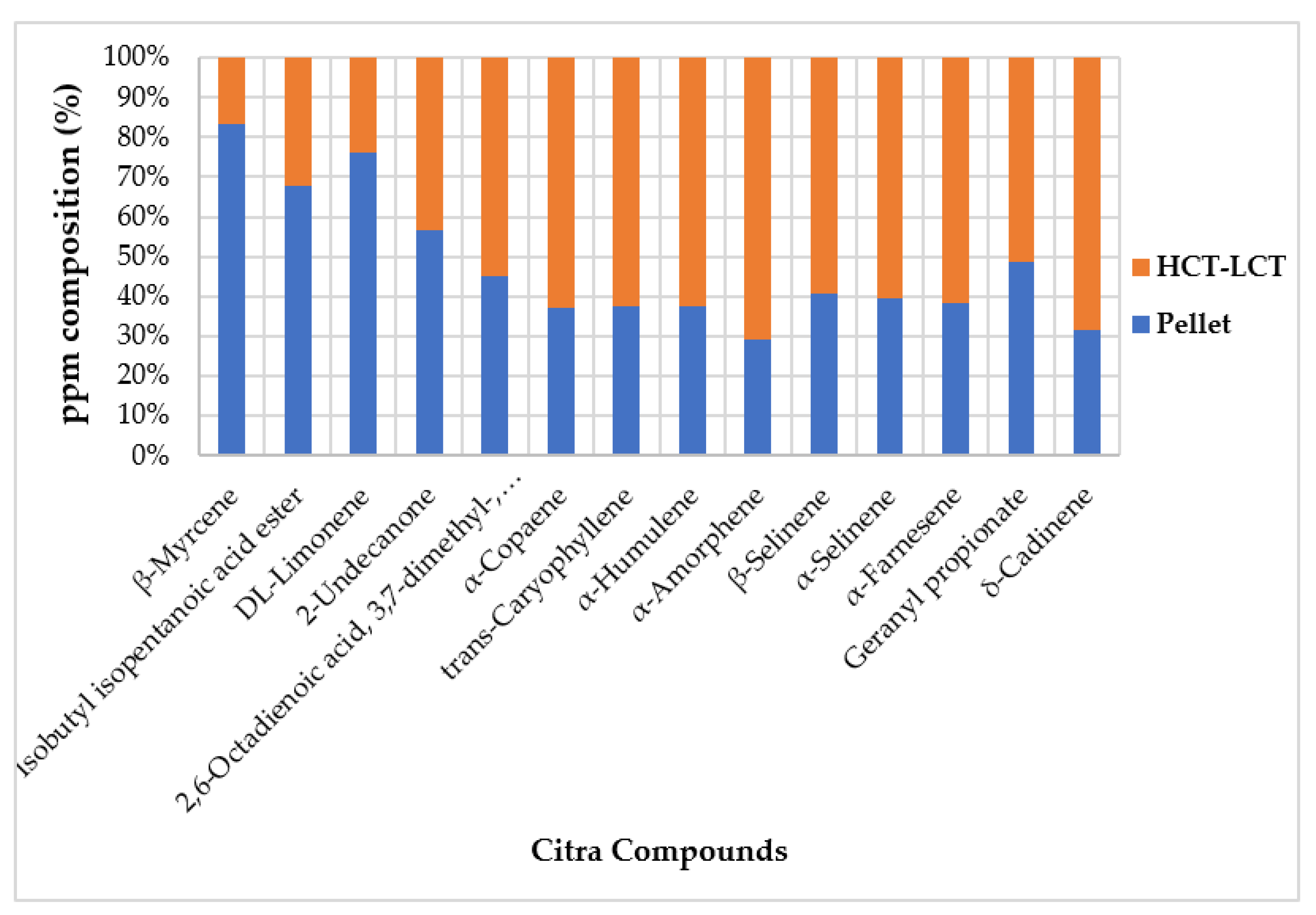
The present study tests Multiple-Effect Fractional Condensation Under Vacuum (MEFCUV) in recovering the lipophilic volatile fraction from hops. This technique is not only able to selectively extract the terpenes but also to separate the volatiles into two fractions, one enriched in sesquiterpenes, such as caryophyllene, farnesene, and humulene, and the other enriched in monoterpenes. The production of separated extracts increases potential applications in brewing as well as in other beverages and perfumes. Myrcene, for example, is often used in the perfume industry, especially in men’s fragrances, because of its pungent aroma. In this case, when the floral and grassy scents of sesquiterpenes may be undesirable, a fragrance that is heavily enriched with myrcene would be preferable. HS-SPME has been applied to distilled hop fractions to determine their qualitative and semi-quantitative composition in volatiles. For this purpose, gas chromatography was coupled with mass spectrometry (GC-MS), and an IS was added to the samples before SPME extraction [
47].
4. Discussion
This study has tested the ability of a MEFCUV system to recover the volatile compounds from two commercial hop varieties, and the results herein reported highlight the number of potential applications in flavouring areas. Since hydrodistillation is the common protocol for recovery/quantification of EO, this method was chosen to provide a comparative reference. The strength of this technology lies in its ability to extract volatiles from biomass under mild conditions and without organic solvents. This environmentally friendly approach is particularly useful for applications in the food industry, where the use of organic solvents is strictly regulated. In brewing applications, classic dry-hopping involves the soaking of the hop pellets at low temperatures (generally below 15 °C) for two to three weeks at the end of fermentation. This time-consuming process is inefficient and not cost-effective. Standard steam distillation for EO recovery is also time and energy consuming, plus the obtained volatiles bring several drawbacks in terms of dissolution. The lipophilic nature of EO poses two major problems for its application in beer products: low solubility and reduced foam stability. These two problems are closely related because, since EO are not water-soluble, their lower density causes them to migrate upward in aqueous media. When they reach the surface, the formation of a second lipophilic phase prevents foam stabilisation. These problems would not occur when LCT and HCT are used. This behaviour is due to the stable water suspension achieved during the evaporation and condensation cycles in the distillation columns. It should also be noted that even if the resulting aqueous components are close to the saturation limit, they cannot produce any lipophilic layers after adding them to the beer. This process offers the possibility of producing an extract that is extremely rich in sesquiterpene and monoterpene fractions since the depleted biomass has lost all of its flavour while at the same time achieving a reduction in the total volume ingested.
MEFCUV is highly versatile thanks to its industrial scalability and ability to produce extract fractions with different organoleptic properties. In a typical working day, a single operator can easily process 50–100 kg of hop pellets, and the extract collected can be easily stored and transported. MEFCUV is extremely versatile thanks to its industrial scalability and its ability to produce extract fractions with different organoleptic properties. In a typical working day, a single operator can easily process 50–100 kg of hop pellets, and the extract obtained can be easily stored and transported. Considering that the application requires storage at 4 °C, recovering the extract concentrate using MECUV can halve the volume of the refrigerator compared to pelletised hops, which also results in energy savings. The production yields achieved are sufficient to supply all types of craft breweries, and it should be noted that MEFCUV, with double volume and productivity, is already commercially available. In an industrial brewery, a more powerful chiller could be used, the volume of the feed tank could be increased, and even two extractors could be used in parallel. It is also important to emphasise the economic relevance of producing different extract fractions for original blends. The dispersion of terpenes in water also allows the extracts to be used in non-alcoholic beverages such as soft drinks, juices, integrators, and non-alcoholic beers. These aromatic terpene fractions can also be used in the cosmetic and perfume industries.
The HS-SPME/GC-MS technique was used for the identification and semi-quantification of volatiles in the collected hop samples. This analytical approach proved to be very efficient, with grey fibre application meeting expectations [
43].
Work is in progress to confirm the enhanced shelf-life of the achieved aqueous extracts. Microbiological stability will be determined by storing samples at room temperature, 4 °C and −6 °C. In the meanwhile, it is possible to consider that samples stored at room temperature, after 4 months, maintained the same colour and clearness, do not presenting any mould or particle formations. A strong loss in the monoterpene fraction is expected at room temperature, while the refrigerated samples should fully preserve the compounds. Further studies are planned to introduce the different recovered fractions into a non-dry-hopped beer in order to evaluate differences with a traditional dry-hopped beer.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}