
A Detailed Hydrodynamic Study of the Split-Plate Airlift Reactor by Using Non-Invasive Gamma-Ray Techniques

 ,
,  ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Work
2.1. Split-Plate Airlift Reactor
2.2. Measurement Techniques
2.2.1. Computed Tomography (CT) Technique
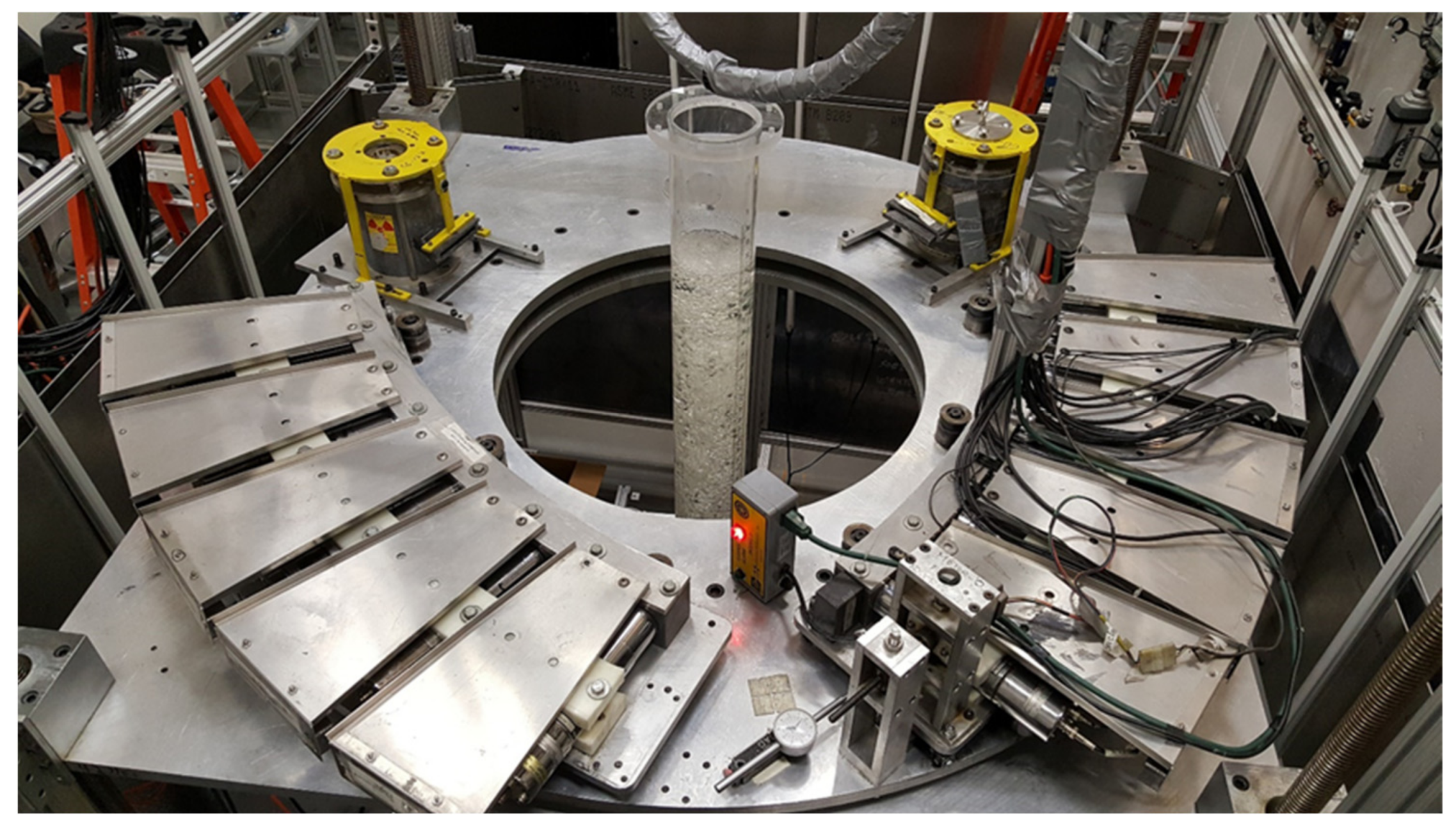
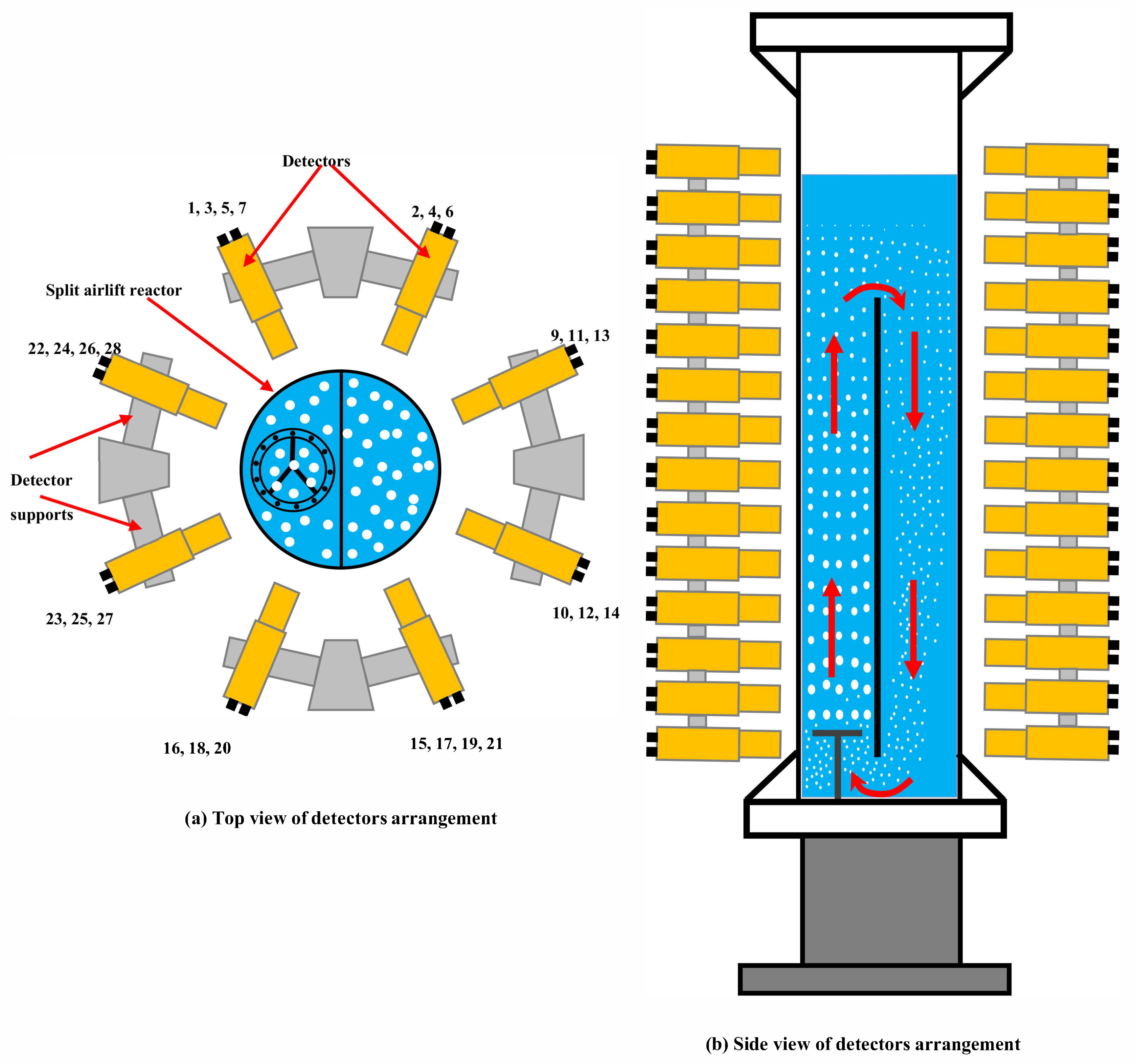
2.2.2. Radioactive Particle Tracking (RPT) Technique
2.3. Reproducibility of Measurement Techniques
3. Results and Discussion
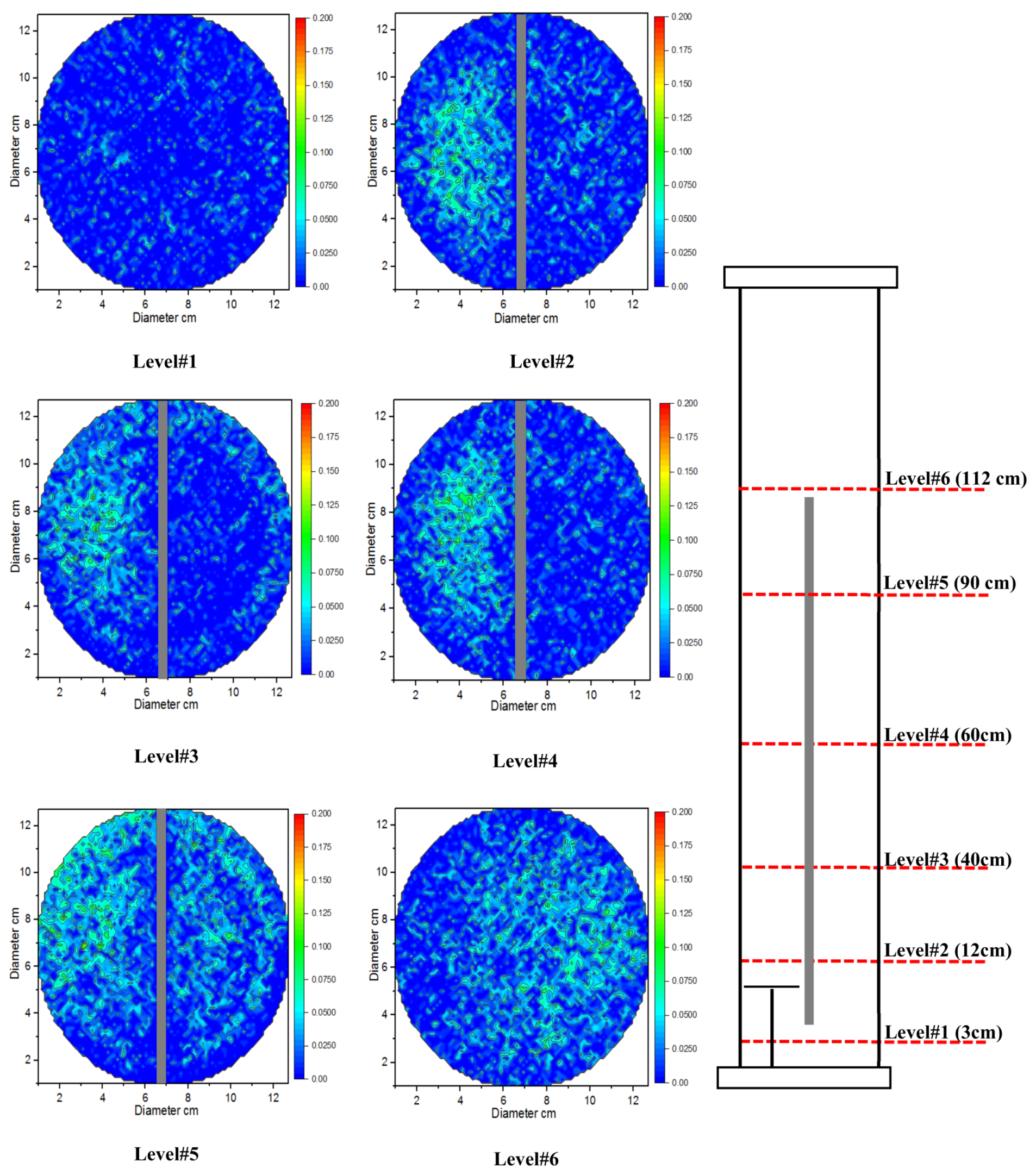
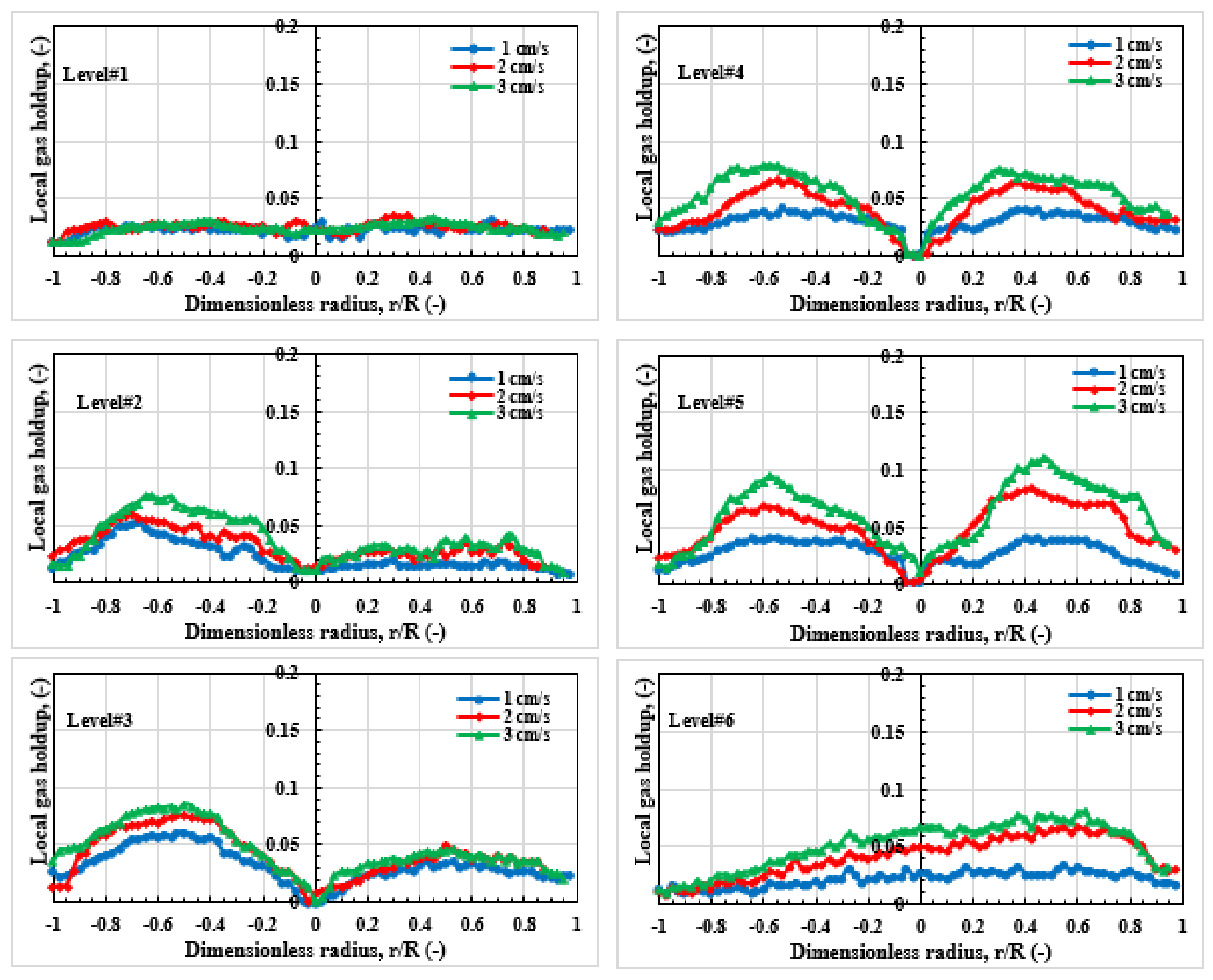
3.1. Cross-Sectional Gas Holdup Distributions
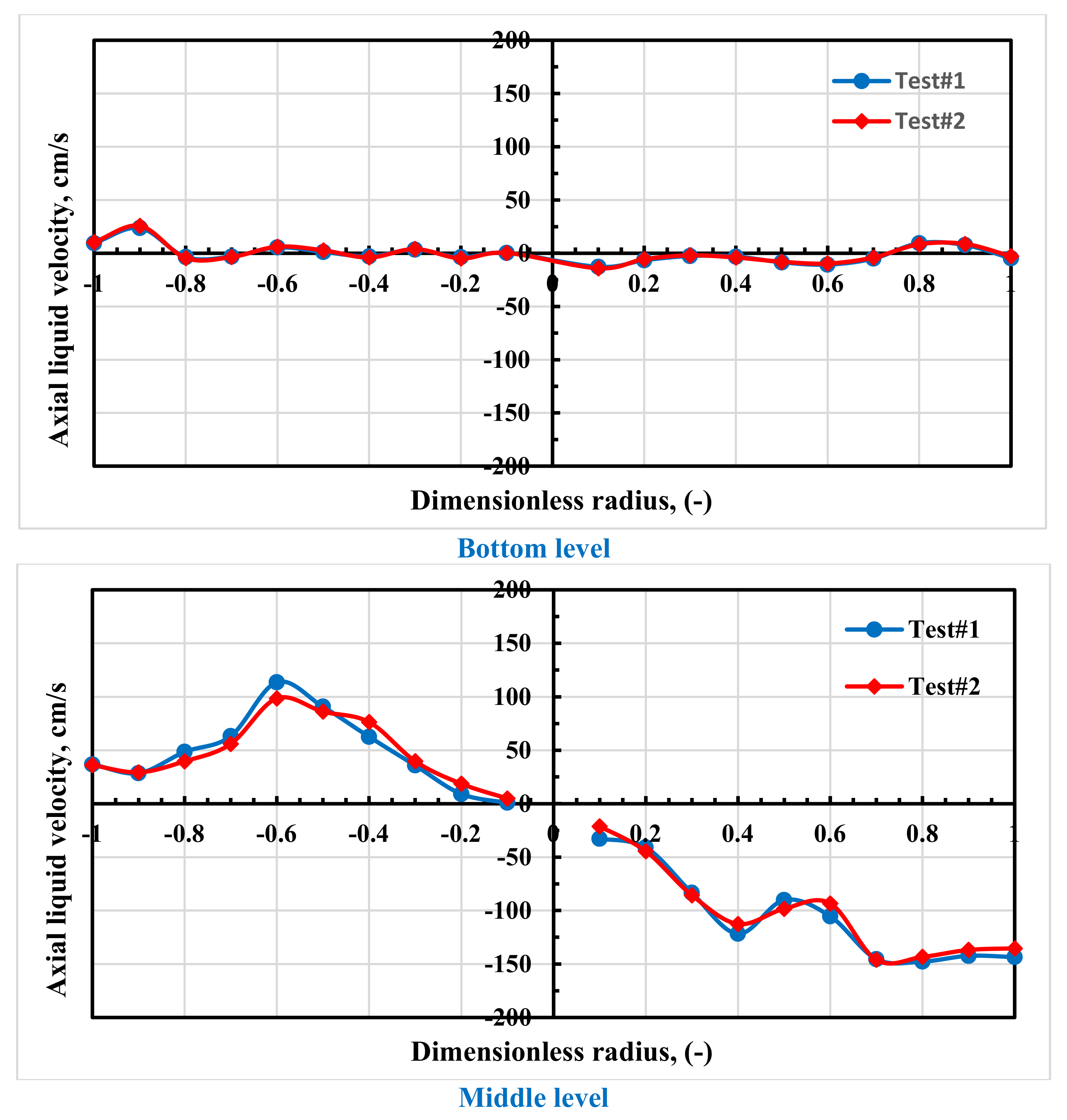
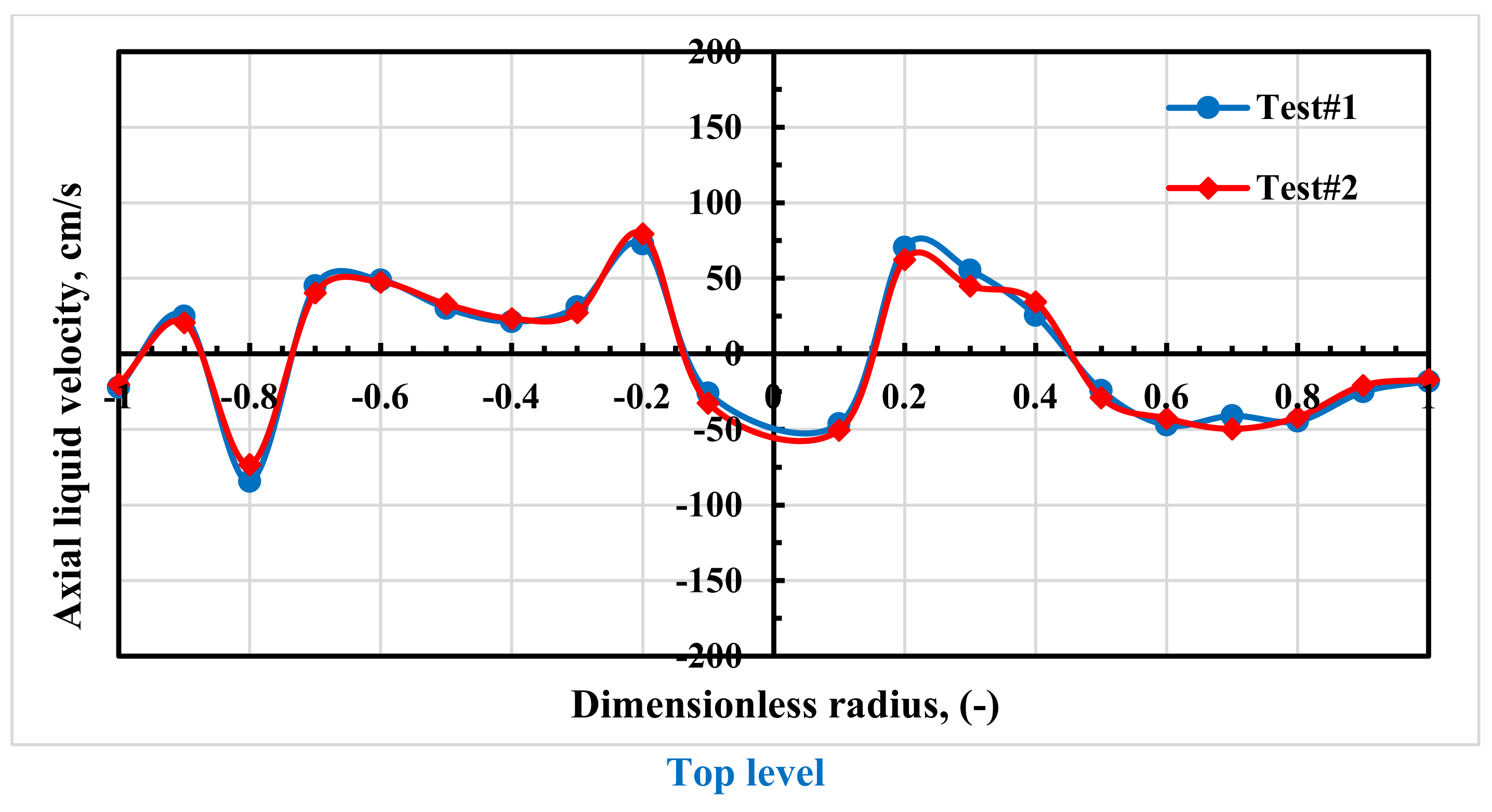
3.2. Axial Liquid Velocity Distributions and Their Profiles
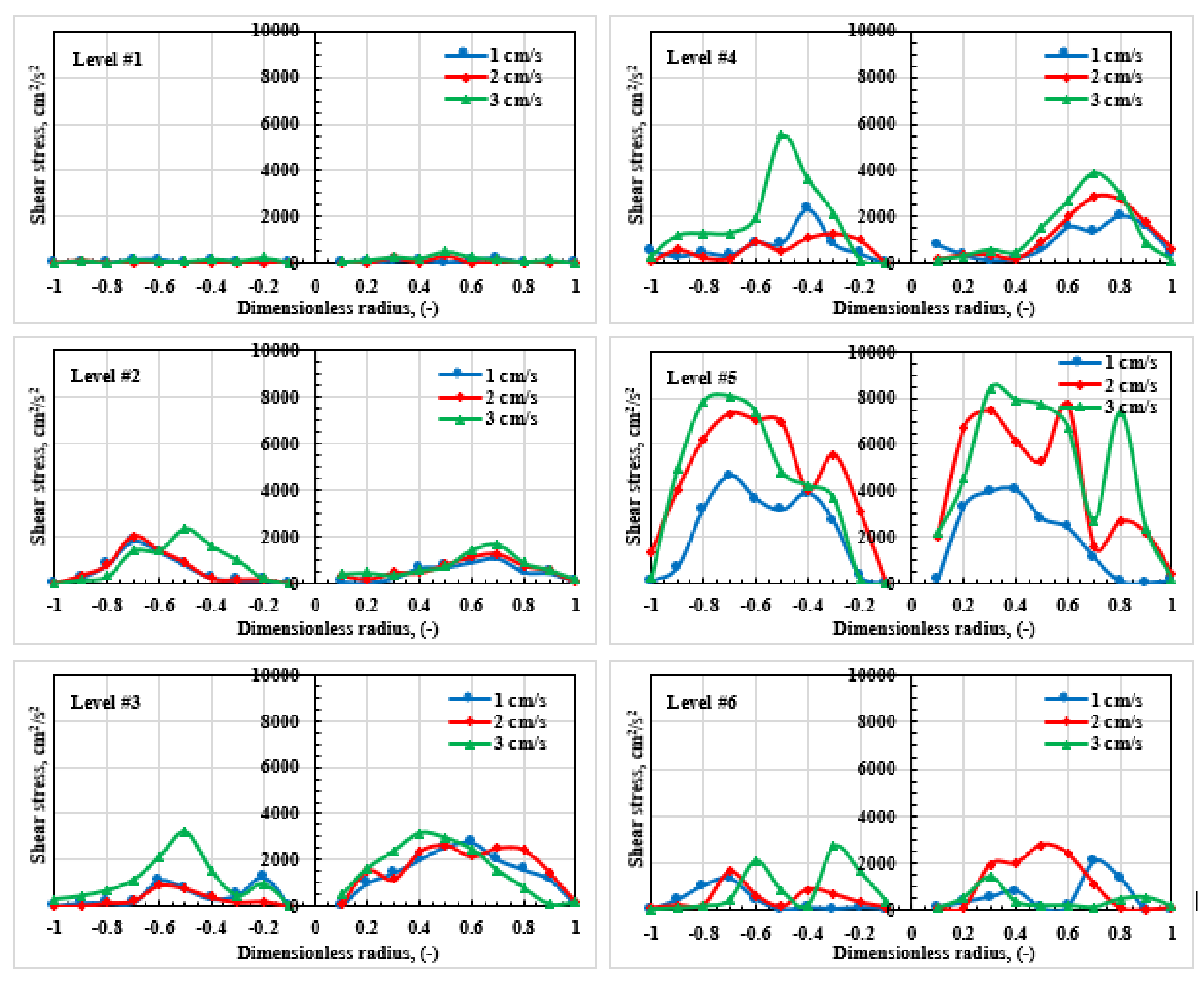
3.3. Shear Stress Distributions
3.4. Turbulent Kinetic Energy Distributions and Their Diametrical Profiles
4. Remarks
- A sophisticated gamma-ray technique CT and RPT were employed to find out the gas–liquid movements and behaviors in such split reactor.
- The distribution of local gas holdup was visualized in 2D Cross-sectional pattern in r-theta scales and its radial profiles was projected in r-z scales. The results represent an explicit variation in magnitude of local distributions in gas holdup with increasing in gas velocity that starting with 1, 2 until reach to 3 cm/s. High performance was shown at 3 cm/s related to big phase spreading in all zones inside the split airlift reactor.
- 2D cross-sectional distribution of the fields of local distributions in liquid velocity were mapped in r-theta planes and its axial delineation were figured in r-z scales. The outcomes represent an obvious difference in magnitude of the liquid velocity distribution with increasing in gas velocity started from 1, 2 to reach 3 cm/s. The performance of split reactor is in high mode at 3 cm/s in terms of a large gas–liquid phases distributions in all zones.
- The local shear stress distribution was raised up with the increasing of gas velocity which is visually noticeable in the 2D cross-sectional pattern which shown the results in r-theta plane and its radial profile in r-z planes. Some differences in magnitude of the shear stress were observed in the sparger location, upper and lower the split plate which a slightly higher than in differ positions inner the split column. Additionally, the shear stress values at 3 cm/s (higher gas velocity) in the downcomer section were lower than in the riser section.
- The 2D cross-sectional distribution of local turbulence kinetic energy were clearly showing a distinguishing behavior at gas velocity 3 cm/s with a higher magnitude than at 1, 2 cm/s. Additionally, in the upper and lower zones includes the riser side, the turbulence kinetic energy behaviors show a significant high strength, as clearly shown visually and in radial profiles.
- The flow structure in this internal-loop reactor column affected significantly by inserting the split plate which divided the column in to different four regions, riser, downcomer, top and bottom section. This plate gives a good circulation behavior and movements for gas and liquid in all column regions which has a satisfactory effect on in the cylinder column particularly with its microorganism culturing applications in terms of sensible shear stresses, good distribution for turbulence kinetic energy, and liquid velocity, gas velocity of 3 cm/s.
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Stanbury, P.F.; Whitaker, A.; Hall, S.J. Principles of Fermentation Technology, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar] [CrossRef]
- Rosa, E.A.R.; Bianchini, L.F.; Ramos, R.C.P.d.; Arantes, A.B.; da Silva, R.F.; Glassey, J. Hydrodynamics of split-rectangle-internal loop airlift bioreactor with variations in riser and downcomer cross-sectional areas based on the golden ratio. J. Chem. Technol. Biotechnol. 2019, 94, 1323–1329. [Google Scholar] [CrossRef]
- Esperança, M.N.; Béttega, R.; Badino, A.C. Effect of geometric design on performance of square cross-section concentric-duct and split airlift bioreactors. Can. J. Chem. Eng. 2017, 95, 2324–2332. [Google Scholar] [CrossRef]
- Luo, H.P.; Al-Dahhan, M.H. Macro-mixing in a draft-tube airlift bioreactor. Chem. Eng. Sci. 2008, 63, 1572–1585. [Google Scholar] [CrossRef]
- Sabri, L.S.; Sultan, A.J.; Al-Dahhan, M.H. Mapping of microalgae culturing via radioactive particle tracking. Chem. Eng. Sci. 2018, 192, 739–758. [Google Scholar] [CrossRef]
- Fernandes, B.D.; Mota, A.; Ferreira, A.; Dragone, G.; Teixeira, J.A.; Vicente, A.A. Characterization of split cylinder airlift photobioreactors for efficient microalgae cultivation. Chem. Eng. Sci. 2014, 117, 445–454. [Google Scholar] [CrossRef] [Green Version]
- Zhang, T.; We, C.; Ren, Y.; Feng, C.; Wu, H. Advances in airlift reactors: Modified design and optimization of operation conditions. Rev. Chem. Eng. 2017, 33, 163–182. [Google Scholar] [CrossRef]
- Ojha, A.; Al-Dahhan, M. Local gas holdup and bubble dynamics investigation during microalgae culturing in a split airlift photobioreactor. Chem. Eng. Sci. 2018, 175, 185–198. [Google Scholar] [CrossRef]
- Sabri, L.S.; Sultan, A.J.; Al-Dahhan, M.H. Investigating the cross-sectional gas holdup distribution in a split internal-loop photobioreactor during microalgae culturing using a sophisticated computed tomography (CT) technique. Chem. Eng. Res. Des. 2019, 149, 13–33. [Google Scholar] [CrossRef]
- Wu, J.; Feng, P. Hydrodynamics and oxygen transfer in airlift-loop bioreactor with the internals. In Experimental Heat Transfer, Fluid Mechanics, and Thermodynamics; Elsevier: Amsterdam, The Netherlands, 1993; pp. 1713–1719. [Google Scholar]
- Delattre, C.; Pierre, G.; Laroche, C.; Michaud, P. Production, extraction and characterization of microalgal and cyanobacterial exopolysaccharides. Biotechnol. Adv. 2016, 34, 1159–1179. [Google Scholar] [CrossRef]
- Solimeno, A.; Gabriel, F.; García, J. Mechanistic model for design, analysis, operation and control of microalgae cultures: Calibration and application to tubular photobioreactors. Algal Res. 2017, 21, 236–246. [Google Scholar] [CrossRef] [Green Version]
- Luo, H.P.; Al-Dahhan, M.H. Airlift column photobioreactors for Porphyridium sp. culturing: Part I. effects of hydrodynamics and reactor geometry. Biotechnol. Bioeng. 2012, 109, 932–941. [Google Scholar] [CrossRef]
- Pawar, S.B. Computational fluid dynamics (CFD) analysis of airlift bioreactor: Effect of draft tube configurations on hydrodynamics, cell suspension, and shear rate. Bioprocess Biosyst. Eng. 2018, 41, 31–45. [Google Scholar] [CrossRef]
- Sabri, L.S. Characterization of the Cylindrical Split Internal-Loop Photobioreactor with Scenedesmus Microalgae: Advanced Culturing, Modeling, and Hydrodynamics; Missouri University of Science and Technology. 2018. Available online: http://scholarsmine.mst.edu/cgi/viewcontent.cgi?article=3733&context=doctoral_dissertations (accessed on 11 December 2021).
- Ziegenhein, T.; Zalucky, J.; Rzehak, R.; Lucas, D. On the hydrodynamics of airlift reactors, Part I: Experiments. Chem. Eng. Sci. 2016, 150, 54–65. [Google Scholar] [CrossRef]
- Kumar, N.; Gupta, R.; Bansal, A. Effect of Surface Tension on Hydrodynamics and Mass Transfer Coefficient in Airlift Reactors. Chem. Eng. Technol. 2020, 43, 995–1004. [Google Scholar] [CrossRef]
- Wadaugsorn, K.; Limtrakul, S.; Vatanatham, T.; Ramachandran, P.A. Hydrodynamic behaviors and mixing characteristics in an internal loop airlift reactor based on CFD simulation. Chem. Eng. Res. Des. 2016, 113, 125–139. [Google Scholar] [CrossRef]
- Han, M.; González, G.; Vauhkonen, M.; Laari, A.; Koiranen, T. Local gas distribution and mass transfer characteristics in an annulus-rising airlift reactor with non-Newtonian fluid. Chem. Eng. J. 2017, 308, 929–939. [Google Scholar] [CrossRef]
- Dejaloud, A.; Vahabzadeh, F.; Habibi, A. Hydrodynamics and oxygen transfer characterization in a net draft tube airlift reactor with water-in-diesel microemulsion. Fuel Process. Technol. 2018, 171, 265–276. [Google Scholar] [CrossRef]
- Yang, T.; Geng, S.; Yang, C.; Huang, Q. Hydrodynamics and mass transfer in an internal airlift slurry reactor for process intensification. Chem. Eng. Sci. 2018, 184, 126–133. [Google Scholar] [CrossRef]
- Tao, J.; Huang, J.; Geng, S.; Gao, F.; He, T.; Huang, Q. Experimental investigation of hydrodynamics and mass transfer in a slurry multistage internal airlift loop reactor. Chem. Eng. J. 2019, 386, 122769. [Google Scholar] [CrossRef]
- Salehpour, R.; Jalilnejad, E.; Nalband, M.; Ghasemzadeh, K. Hydrodynamic behavior of an airlift reactor with net draft tube with different configurations: Numerical evaluation using CFD technique. Particuology 2019, 51, 91–108. [Google Scholar] [CrossRef]
- Zhang, T.; Wei, C.; Feng, C.; Ren, Y.; Wu, H.; Preis, S. Advances in characteristics analysis, measurement methods and modelling of flow dynamics in airlift reactors. Chem. Eng. Process. Process Intensif. 2019, 144, 1–19. [Google Scholar] [CrossRef]
- Pelivanoski, B.; Detmann, B.; Ooms, K.; Winkler, M.; Vasyukova, E.; Denecke, M. Design of a 1000 L pilot-scale airlift bioreactor for nitrification with application of a three-phase hydrodynamic mathematical model and prediction of a low liquid circulation velocity. Chem. Eng. Res. Des. 2020, 153, 257–262. [Google Scholar] [CrossRef]
- Molina, E.; Contreras, A.; Chisti, Y. Gas holdup, liquid circulation and mixing behaviour of viscous Newtonian media in a split-cylinder airlift bioreactor. Food Bioprod. Process. 1999, 77, 27–32. [Google Scholar] [CrossRef] [Green Version]
- Moraveji, M.K.; Sajjadi, B.; Davarnejad, R. Gas-Liquid Hydrodynamics and Mass Transfer in Aqueous Alcohol Solutions in a Split-Cylinder Airlift Reactor. Chem. Eng. Technol. 2011, 34, 465–474. [Google Scholar] [CrossRef]
- Albdiri, A.D.Z.; Ojha, A.; Al-Dahhan, M. Study of Local Gas Holdup and Specific Interfacial Area in a Split-Column Airlift Bioreactor Using Sphosticated 4-Point Optical Probe for Culturing Microlgae/Cyanobacteria. Chem. Eng. Commun. 2015, 202, 892–898. [Google Scholar] [CrossRef]
- Ojha, A.; Al-Dahhan, M. Investigation of Local Gas Holdup and Bubble Dynamics using Four-Point Optical Probe Technique in a Split-Cylinder Airlift Reactor. Int. J. Multiph. Flow 2018, 102, 1–15. [Google Scholar] [CrossRef]
- Luo, H.P.; Kemoun, A.; Al-Dahhan, M.H.; Sevilla, J.M.F.; Sánchez, J.L.G.; Camacho, F.G.; Grima, E.M. Analysis of photobioreactors for culturing high-value microalgae and cyanobacteria via an advanced diagnostic technique: CARPT. Chem. Eng. Sci. 2003, 58, 2519–2527. [Google Scholar] [CrossRef]
- Al Mesfer, M.; Sultan, A.; Al-Dahhan, M. Impacts of dense heat exchanging internals on gas holdup cross-sectional distributions and profiles of bubble column using gamma ray Computed Tomography (CT) for FT synthesis. Chem. Eng. J. 2016, 300, 317–333. [Google Scholar] [CrossRef]
- Sultan, A.J.; Sabri, L.S.; Al-Dahhan, M.H. Investigating the influence of the configuration of the bundle of heat exchanging tubes and column size on the gas holdup distributions in bubble columns via gamma-ray computed tomography. Exp. Therm. Fluid Sci. 2018, 98, 68–85. [Google Scholar] [CrossRef]
- Chen, J.; Rados, N.; Al-dahhan, M.H.; Dudukovic, M.P.; Nguyen, D.; Parimi, K. Particle Motion in Packed/Ebullated Beds by CT and CARPT. AIChE J. 2001, 47, 994–1004. [Google Scholar] [CrossRef]
- Roy, S.; Kemoun, A.; Al-Dahhan, M.H.; Dudukovic, M.P.; Skourlis, T.B.; Dautzenberg, F.M. Countercurrent flow distribution in structured packing via computed tomography. Chem. Eng. Process. Process. Intensif. 2005, 44, 59–69. [Google Scholar] [CrossRef]
- Efhaima, A.; Al-Dahhan, M. Local time-averaged gas holdup in fluidized bed reactor using gamma ray computed tomography technique (CT). Int. J. Ind. Chem. 2015, 6, 143–152. [Google Scholar] [CrossRef] [Green Version]
- Ali, N.; Al-Juwaya, T.; Al-Dahhan, M. Demonstrating the non-similarity in local holdups of spouted beds obtained by CT with scale-up methodology based on dimensionless groups. Chem. Eng. Res. Des. 2016, 114, 129–141. [Google Scholar] [CrossRef] [Green Version]
- Al-Juwaya, T.; Ali, N.; Al-Dahhan, M. Investigation of cross-sectional gas-solid distributions in spouted beds using advanced non-invasive gamma-ray computed tomography (CT). Exp. Therm. Fluid Sci. 2017, 86, 37–53. [Google Scholar] [CrossRef] [Green Version]
- Al Falahi, F.; Mueller, G.; Al-Dahhan, M. Pebble bed nuclear reactor structure study: A comparison of the experimental and calculated void fraction distribution. Prog. Nucl. Energy 2018, 106, 153–161. [Google Scholar] [CrossRef]
- O’Sullivan, J.A.; Benac, J. Alternating minimization algorithms for transmission tomography. IEEE Trans. Med. Imaging 2007, 26, 283–297. [Google Scholar] [CrossRef] [Green Version]
- Varma, R.; Bhusarapu, S.; Sullivan, J.A.O. A comparison of alternating minimization and expectation maximization algorithms for single source gamma ray tomography. Imaging 2007, 18, 1–13. [Google Scholar] [CrossRef]
- Sultan, A.J.; Sabri, L.S.; Shao, J.; Al-Dahhan, M.H. Overcoming the gamma-ray computed tomography data processing pitfalls for bubble column equipped with vertical internal tubes. Can. J. Chem. Eng. 2018, 96, 2206–2226. [Google Scholar] [CrossRef]
- Sultan, A.J.; Sabri, L.S.; Al-Dahhan, M.H. Impact of heat-exchanging tube configurations on the gas holdup distribution in bubble columns using gamma-ray computed tomography. Int. J. Multiph. Flow 2018, 106, 202–219. [Google Scholar] [CrossRef]
- Sultan, A.J.; Sabri, L.S.; Al-Dahhan, M.H. Influence of the size of heat exchanging internals on the gas holdup distribution in a bubble column using gamma-ray computed tomography. Chem. Eng. Sci. 2018, 186, 1–25. [Google Scholar] [CrossRef]
- Sultan, A.J. Hydrodynamics Study of the Bubble Columns with Intense Vertical Heat-Exchanging Tubes Using Gamma-Ray Computed Tomography and Radioactive Particle Tracking Techniques; Missouri University of Science and Technology: Rolla, MO, USA, 2018. [Google Scholar]
- Luo, H.-P.; Al-Dahhan, M.H. Local characteristics of hydrodynamics in draft tube airlift bioreactor. Chem. Eng. Sci. 2008, 63, 3057–3068. [Google Scholar] [CrossRef]
- Luo, H.-P. Analyzing and Modeling of Airlift Photobioreactors for Microalgal and Cyanobacteria Cultures; Washington University: St. Louis, MO, USA, 2005. [Google Scholar]
- HLuo, P.; Al-Dahhan, M.H. Airlift column photobioreactors for Porphyridium sp. culturing: Part II. verification of dynamic growth rate model for reactor performance evaluation. Biotechnol. Bioeng. 2012, 109, 942–949. [Google Scholar] [CrossRef]
- Talvy, S.; Cockx, A.; Line, A. Modeling of oxygen mass transfer in a gas-liquid airlift, reactor. AIChE J. 2007, 53, 316–326. [Google Scholar] [CrossRef]
- Wu, X.; Merchuk, J.C. A model integrating fluid dynamics in photosynthesis and photoinhibition processes. Chem. Eng. Sci. 2001, 56, 3527–3538. [Google Scholar] [CrossRef]
- Behin, J.; Farhadian, N. Residence time distribution measurements in a two dimensional rectangular airlift reactor by digital image processing. Exp. Therm. Fluid Sci. 2013, 51, 244–250. [Google Scholar] [CrossRef]

























Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sabri, L.S.; Sultan, A.J.; Majdi, H.S.; Jebur, S.K.; Al-Dahhan, M.H. A Detailed Hydrodynamic Study of the Split-Plate Airlift Reactor by Using Non-Invasive Gamma-Ray Techniques. ChemEngineering 2022, 6, 18. https://doi.org/10.3390/chemengineering6010018
Sabri LS, Sultan AJ, Majdi HS, Jebur SK, Al-Dahhan MH. A Detailed Hydrodynamic Study of the Split-Plate Airlift Reactor by Using Non-Invasive Gamma-Ray Techniques. ChemEngineering. 2022; 6(1):18. https://doi.org/10.3390/chemengineering6010018
Chicago/Turabian StyleSabri, Laith S., Abbas J. Sultan, Hasan Shakir Majdi, Shadha K. Jebur, and Muthanna H. Al-Dahhan. 2022. "A Detailed Hydrodynamic Study of the Split-Plate Airlift Reactor by Using Non-Invasive Gamma-Ray Techniques" ChemEngineering 6, no. 1: 18. https://doi.org/10.3390/chemengineering6010018
APA StyleSabri, L. S., Sultan, A. J., Majdi, H. S., Jebur, S. K., & Al-Dahhan, M. H. (2022). A Detailed Hydrodynamic Study of the Split-Plate Airlift Reactor by Using Non-Invasive Gamma-Ray Techniques. ChemEngineering, 6(1), 18. https://doi.org/10.3390/chemengineering6010018