



Simulation Process for Allyl Alcohol Production via Deoxydehydration of Glycerol

Abstract
:1. Introduction
2. Methodology
2.1. Catalyst Synthesis
2.2. DODH Reaction of Glycerol to Allyl Alcohol in Batch Conditions
2.3. Hydrogenation of 2-Hexanone in Batch Conditions
2.4. Modelling and Simulation of the Whole Process
2.4.1. Allyl Alcohol Synthesis
 | (1) |
2.4.2. Solvent Recovery

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Entry | Component i | Component j | Aij | Aji | Bij | Bji | Ref. |
|---|---|---|---|---|---|---|---|
| 1 | Allyl Alcohol | 2-Hexanol | 0.205708 | −0.266409 | −205.474 | 178.806 | [11] |
| 2 | Allyl Alcohol | 2-Hexanone | −0.554112 | 1.49424 | 296.834 | −737.781 | [11] |
| 3 | 2-Hexanone | 2-Hexanol | −2.63732 | 4.67125 | 1208.08 | −2074 | [11] |
| 4 | Allyl Alcohol | Water | 2.8583 | −2.9539 | −1078.13 | 925.896 | APV90 VLE-IG |
| 5 | 2-Hexanol | Water | 0 | 0 | −552.14 | 73.5103 | APV90 VLE-IG |
| 6 | 2-Hexanone | Water | 1.6266 | 1.6266 | 1.6266 | 1.6266 | APV90 LLE-ASPEN |
| 7 | Allyl Alcohol | N-Methyl-2-pyrrolidone | −4.0312 | 1.1989 | 1265.26 | −280.81 | [13] |
| 8 | Allyl Alcohol | Glycerol | −0.400453 | 1.1989 | −0.400453 | −0.400453 | UNIFAC-DMD |
| 9 | 2-Hexanol | Glycerol | −0.562681 | 0.270421 | 18.2592 | −110.508 | UNIFAC-DMD |
| 10 | 2-Hexanone | Glycerol | −0.445955 | 0.248209 | −351.388 | −25.5053 | UNIFAC-DMD |
| 11 | 2-Hexanol | N-Methyl-2-pyrrolidone | 1.54778 | −3.1722 | −373.4 | 983.268 | UNIFAC-DMD |
| 12 | 2-Hexanone | N-Methyl-2-pyrrolidone | 0.265205 | −0.280694 | 66.428 | −118.297 | UNIFAC-DMD |
| 13 | Glycerol | N-Methyl-2-pyrrolidone | 12.0093 | −21.0165 | −6253.61 | 11070.1 | UNIFAC-DMD |
| (2) | ||
2.4.3. Allyl Alcohol Purification
2.4.4. Solvent Regeneration
 | (3) |
3. Results and Discussion
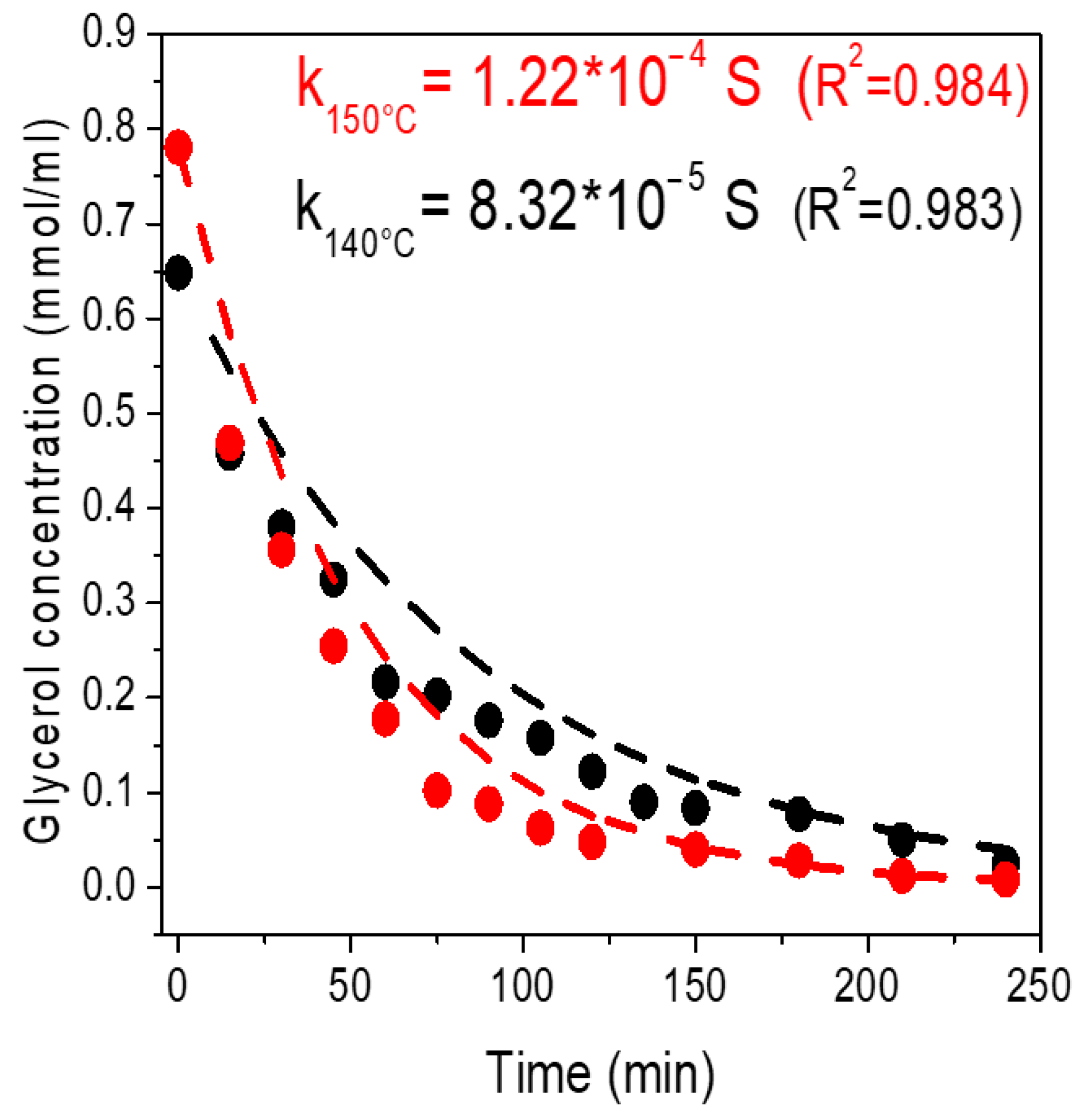
3.1. Kinetic Parameters of DODH Reaction
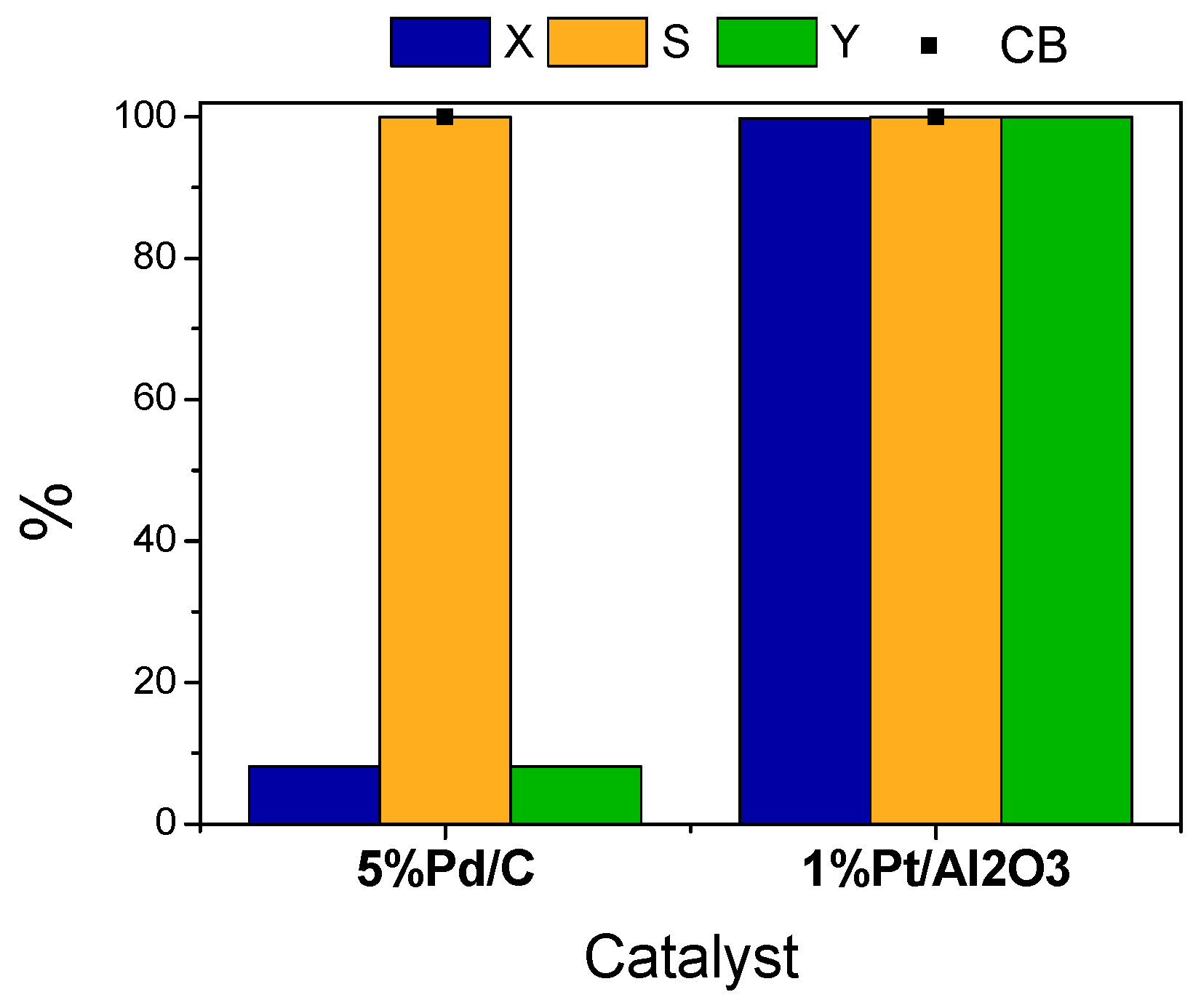
3.2. Hydrogenation of 2-Hexanone
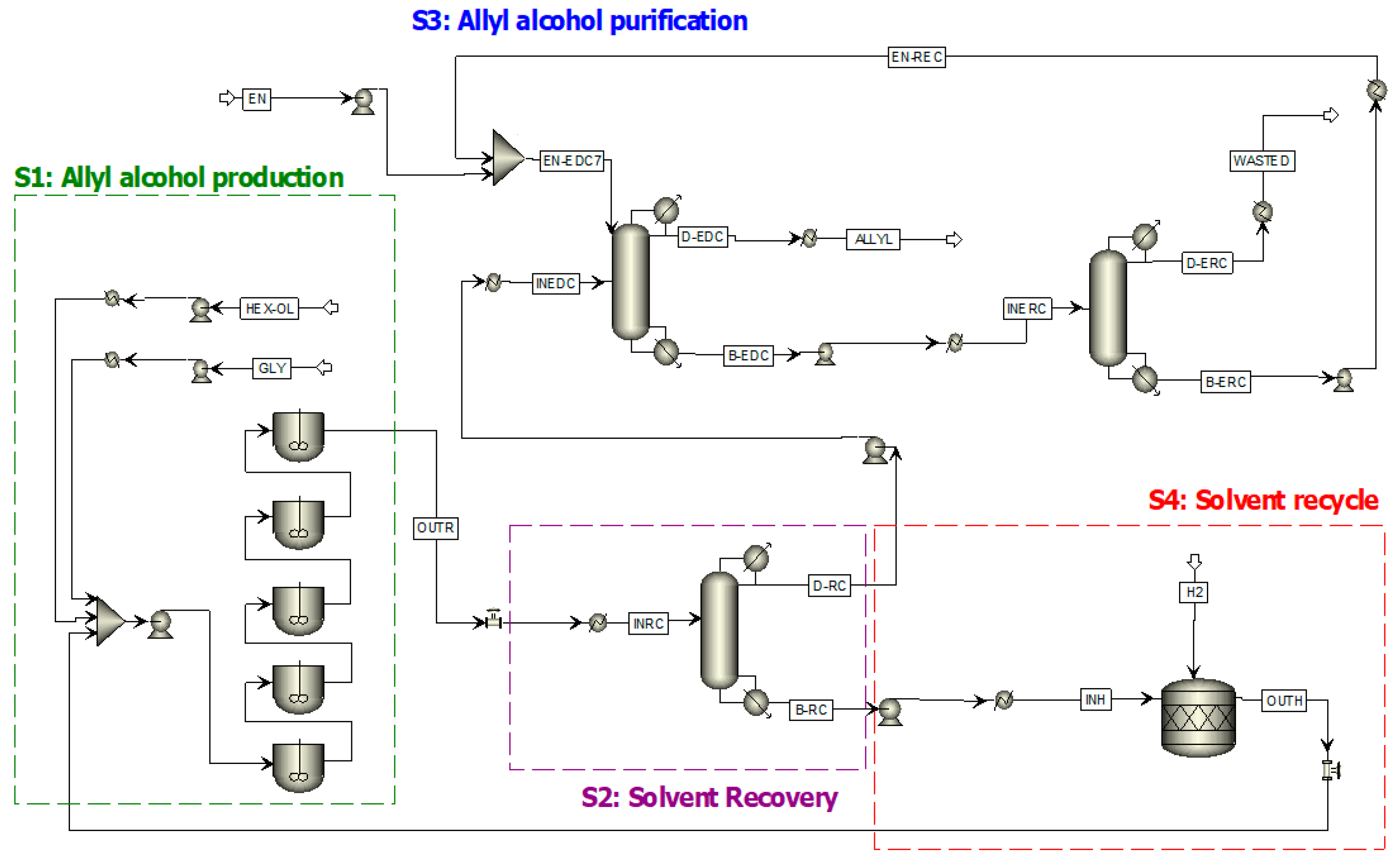
3.3. Modelling Process
- Allyl alcohol production (S1): Five continuously stirred tank reactors for the DODH reaction of glycerol to allyl alcohol in the presence of 2-hexanol. These reactors will be designed to achieve a maximum conversion of glycerol.
- Solvent recovery (S2): A distillation column for the separation of Allyl alcohol from the reaction mixture. This column will be designed to guarantee the recovery of the entire allyl alcohol from the DODH at the top.
- Allyl alcohol purification (S3): Purification of allyl alcohol using N-Methyl-2-pyrrolidone as an entrainer. This section will be designed to achieve the highest purity of allyl alcohol at the minimum loss of entrainer and product.
- Solvent regeneration (S4): Hydrogenation of 2-hexanone formed in the DODH reaction to obtain 2-hexanol.
3.3.1. Allyl Alcohol Production (S1)
3.3.2. Solvent Recovery (S2)
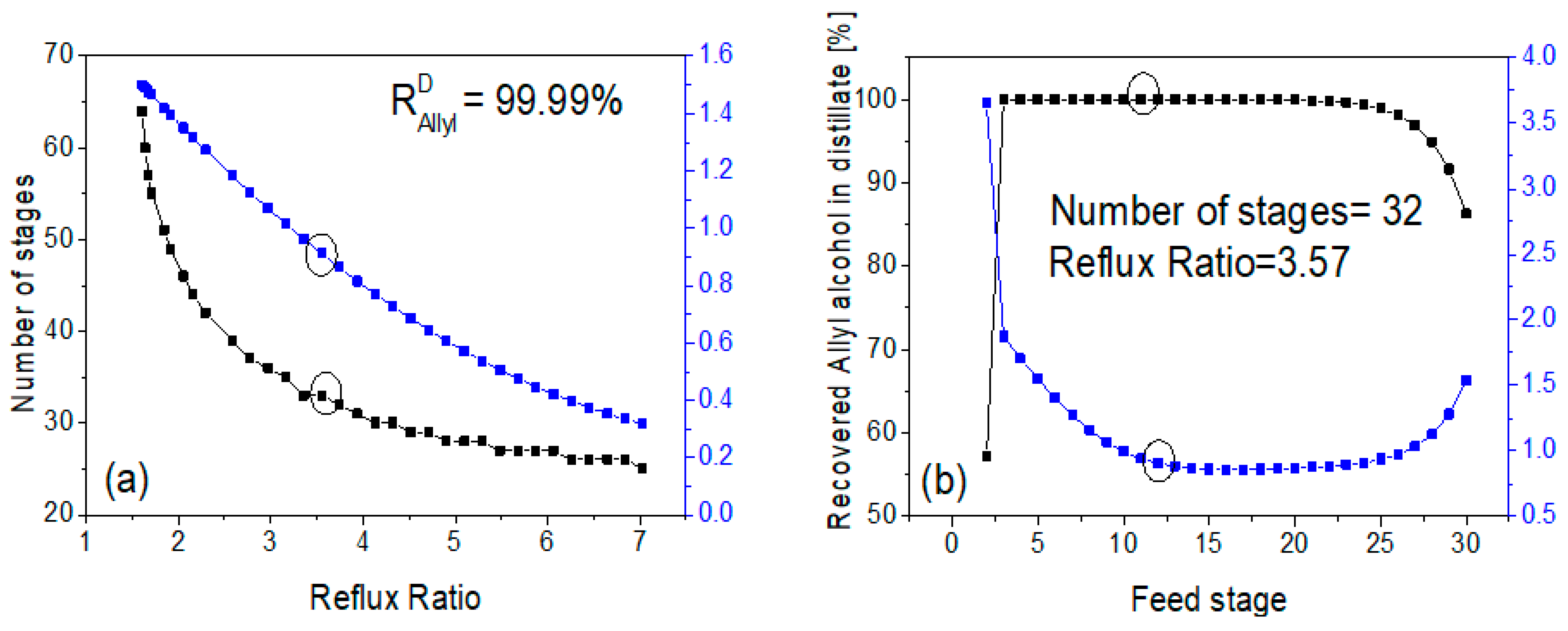
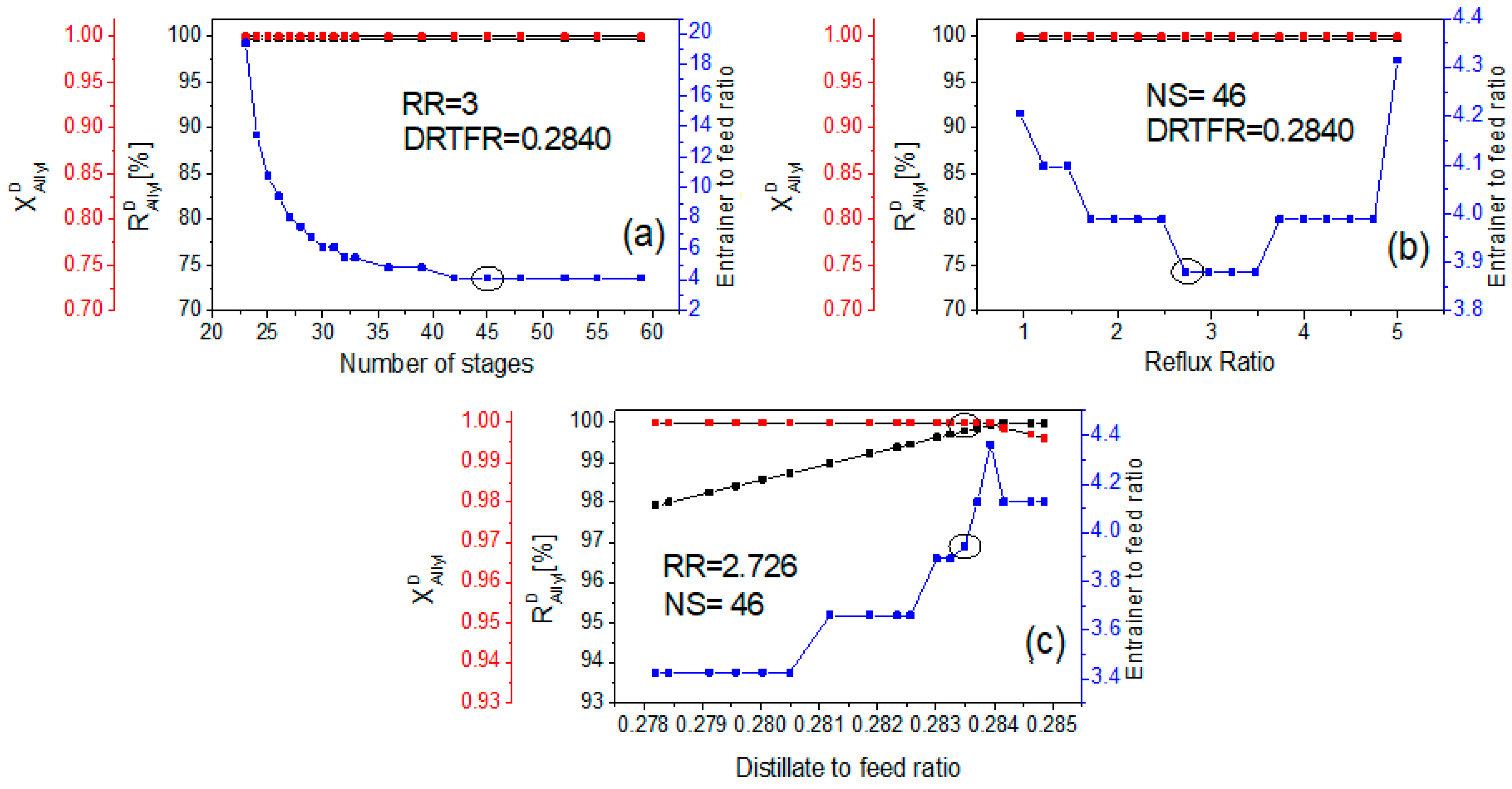
3.3.3. Purification of Allyl Alcohol (S3)
3.3.4. Solvent Regeneration (S4)
3.4. Energy and Mass Balance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tazawa, S.; Ota, N.; Tamura, M.; Nakagawa, Y.; Okumura, K.; Tomishige, K. Deoxydehydration with Molecular Hydrogen over Ceria-Supported Rhenium Catalyst with Gold Promoter. ACS Catal. 2016, 6, 6393–6397. [Google Scholar] [CrossRef]
- Sánchez, G.; Dlugogorski, B.Z.; Kennedy, E.M.; Stockenhuber, M. Zeolite-supported iron catalysts for allyl alcohol synthesis from glycerol. Appl. Catal. A Gen. 2016, 509, 130–142. [Google Scholar] [CrossRef]
- Meiko, S.; Hiroshi, U. Production Process of Allyl Alcohol, and Allyl Alcohol Obtained by the Production Processes. U.S. Patent Application 2006/0084829 A1, 20 April 2006. [Google Scholar]
- Buitelaar, M.M.; Van Daatselaar, E.; Van Teijlingen, D.G.; Stokvis, H.I.; Wendt, J.D.; De Sousa Ribeiro, R.J.; Brooks, A.M.M.; Kamphuis, E.C.; Lopez Montoya, S.; Van Putten, J.C.; et al. Process Designs for Converting Propylene Glycol to Acrylic Acid via Lactic Acid and Allyl Alcohol. Ind. Eng. Chem. Res. 2020, 59, 1183–1192. [Google Scholar] [CrossRef]
- Lari, G.M.; Pastore, G.; Haus, M.; Ding, Y.; Papadokonstantakis, S.; Mondelli, C.; Pérez-Ramírez, J. Environmental and economical perspectives of a glycerol biorefinery. Energy Environ. Sci. 2018, 11, 1012–1029. [Google Scholar] [CrossRef]
- D’Angelo, S.C.; Dall’Ara, A.; Mondelli, C.; Pérez-Ramírez, J.; Papadokonstantakis, S. Techno-Economic Analysis of a Glycerol Biorefinery. ACS Sustain. Chem. Eng. 2018, 6, 16563–16572. [Google Scholar] [CrossRef]
- Canale, V.; Tonucci, L.; Bressan, M.; D’Alessandro, N. Deoxydehydration of glycerol to allyl alcohol catalyzed by rhenium derivatives. Catal. Sci. Technol. 2014, 4, 3697–3704. [Google Scholar] [CrossRef]
- Tshibalonza, N.N.; Monbaliu, J.C.M. Revisiting the deoxydehydration of glycerol towards allyl alcohol under continuous-flow conditions. Green Chem. 2017, 19, 3006–3013. [Google Scholar] [CrossRef]
- Boucher-Jacobs, C.; Nicholas, K.M. Catalytic deoxydehydration of glycols with alcohol reductants. ChemSusChem 2013, 6, 597–599. [Google Scholar] [CrossRef] [PubMed]
- Silva Vargas, K.; Zaffran, J.; Araque, M.; Sadakane, M.; Katryniok, B. Deoxydehydration of glycerol to allyl alcohol catalysed by ceria-supported rhenium oxide. Mol. Catal. 2023, 535, 112856. [Google Scholar] [CrossRef]
- Silva Varga, K.; Katryniok, B.; Araque, M. Isobaric Vapor–Liquid Equilibrium Data for Six Binary Systems: Prop-2-en-1-ol (1)–Hexan-2-ol (2), Prop-2-en-1-ol (1)–Hexan-2-one (2), Hexan-2-one (1)–Hexan-2-ol (2), Prop-2-en-1-ol (1)–4-Methyl-pentan-2-ol (2), Prop-2-en-1-ol (1)–4-Methyl-pentan-2-one (2), and 4-Methyl-pentan-2-one (1)–4-Methyl-pentan-2-ol (2) at 101.32 kPa. J. Chem. Eng. Data 2021, 66, 1055–1067. [Google Scholar]
- Quintero, J.A.; Cardona, C.A. Process simulation of fuel ethanol production from lignocellulosics using aspen plus. Ind. Eng. Chem. Res. 2011, 50, 6205–6212. [Google Scholar] [CrossRef]
- Qu, S.; Dang, Y.; Wen, M.; Wang, Z.X. Mechanism of the methyltrioxorhenium-catalyzed deoxydehydration of polyols: A new pathway revealed. Chem. Eur. J. 2013, 19, 3827–3832. [Google Scholar] [CrossRef] [PubMed]
- Jang, J.H.; Sohn, H.; Camacho-Bunquin, J.; Yang, D.; Park, C.Y.; Delferro, M.; Abu-Omar, M.M. Deoxydehydration of Biomass-Derived Polyols with a Reusable Unsupported Rhenium Nanoparticles Catalyst. ACS Sustain. Chem. Eng. 2019, 7, 11438–11447. [Google Scholar] [CrossRef]
- McManus, I.; Daly, H.; Thompson, J.M.; Connor, E.; Hardacre, C.; Wilkinson, S.K.; Sedaie Bonab, N.; Ten Dam, J.; Simmons, M.J.H.; Stitt, E.H.; et al. Effect of solvent on the hydrogenation of 4-phenyl-2-butanone over Pt based catalysts. J. Catal. 2015, 330, 344–353. [Google Scholar] [CrossRef]
- Alonso, F.; Riente, P.; Rodríguez-Reinoso, F.; Ruiz-Martínez, J.; Sepúlveda-Escribano, A.; Yus, M. A highly reusable carbon-supported platinum catalyst for the hydrogen-transfer reduction of ketones. ChemCatChem 2009, 1, 75–77. [Google Scholar] [CrossRef]
- Silva, K. Upscaling Allyl Alcohol Synthesis from Glycerol. Ph.D. Thesis, Université de Lille, Lille, France, 2020. [Google Scholar]
- Cespi, D.; Passarini, F.; Mastragostino, G.; Vassura, I.; Larocca, S.; Iaconi, A.; Chieregato, A.; Dubois, J.-L.; Cavani, F. Glycerol as feedstock in the synthesis of chemicals, a life cycle analysis for acrolein production. Green Chem. 2015, 17, 343–355. [Google Scholar] [CrossRef]





| Conversion (XGLY) [%] | 96 |
| k (170 °C) [s−1] | 3.09 × 10−3 |
| Volume [m3] | 1.54 |
| τ (total) [min] | 24.3 |
| Optimum number of stages (NS) | 32 |
| Minimum number of stages (Nmin) | 14.8 |
| Optimum reflux ratio (RR) | 3.57 |
| Minimum reflux ratio (Rmin) | 2.38 |
| Distillate-to-feed ratio (DTFR) | 0.126 |
| Feed stage (FS) | 12 |
| Feed temperature [°C] | 124.8 |
| Reboiler temperature [°C] | 145.3 |
| Condenser temperature [°C] | 88.7 |
| Optimum number of stages (NS) | 46 |
| Minimum number of stages (Nm) | 23 |
| Optimum reflux ratio (RR) | 2.72 |
| Distillate-to-feed ratio (DTFR) | 0.284 |
| Feed stage (FS) | 18 |
| Entrainer-to-feed ratio (ENTFR) | 3.87 |
| Entrainer feed stage (FS) | 5 |
| Feed inlet temperature [°C] | 106.32 |
| Entrainer feed inlet temperature [°C] | 83 |
| Reboiler temperature [°C] | 184.36 |
| Condenser temperature [°C] | 96.76 |
| Inlet streams | Glycerol [Kg/h] | 88.406 (0.960) a |
| 2-hexanol [Kg/h] | 51.097 (0.5) | |
| Entrainer [Kg/h] | 0.01 (1 × 10−4) | |
| Hydrogen [Kg/h] | 1.349 (0.669) | |
| Total inlet flow [Kg/h] | 140.862 (2.129) | |
| Outlet streams | Allyl alcohol [Kg/h] | 53.519 (0.922) |
| Allyl alcohol purity [wt.%] | 0.9999 | |
| Total waste [Kg/h] | 87.343 (3.379) | |
| Loss in Allyl alcohol [Kg/h] | 0.123 (2.12 × 10−3) | |
| 2-hexanol loss [Kg/h] | 21.312 (0.209) | |
| 2-hexanone loss [Kg/h] | 29.109 (0.291) | |
| Total outlet flow [Kg/h] | 140.826 (3.379) | |
| Overall process yield OPY [%] | 45.0 | |
| High-pressure steam [kW] | 177.2 |
| Medium-pressure steam [kW] | 214.9 |
| Low-pressure steam [kW] | 42.5 |
| Electricity [kW] | 229.1 |
| Cooling water [kW] | 680.8 |
| Total energy in utilities [kW] | 1344.6 |
| Energy savings [kW] a | 481.1 |
| Net primary energy (NPE) [kW] b | 863.5 |
| Input flow energy [kW] | 231.6 |
| Output flow energy [kW] | 248.7 |
| Energy efficiency [%] | 20.8 |
| Carbon footprint [kgCO2/h] | 100.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Assaad, G.; Silva Vargas, K.; Katryniok, B.; Araque, M. Simulation Process for Allyl Alcohol Production via Deoxydehydration of Glycerol. ChemEngineering 2024, 8, 10. https://doi.org/10.3390/chemengineering8010010
Assaad G, Silva Vargas K, Katryniok B, Araque M. Simulation Process for Allyl Alcohol Production via Deoxydehydration of Glycerol. ChemEngineering. 2024; 8(1):10. https://doi.org/10.3390/chemengineering8010010
Chicago/Turabian StyleAssaad, Ghadir, Karen Silva Vargas, Benjamin Katryniok, and Marcia Araque. 2024. "Simulation Process for Allyl Alcohol Production via Deoxydehydration of Glycerol" ChemEngineering 8, no. 1: 10. https://doi.org/10.3390/chemengineering8010010
APA StyleAssaad, G., Silva Vargas, K., Katryniok, B., & Araque, M. (2024). Simulation Process for Allyl Alcohol Production via Deoxydehydration of Glycerol. ChemEngineering, 8(1), 10. https://doi.org/10.3390/chemengineering8010010