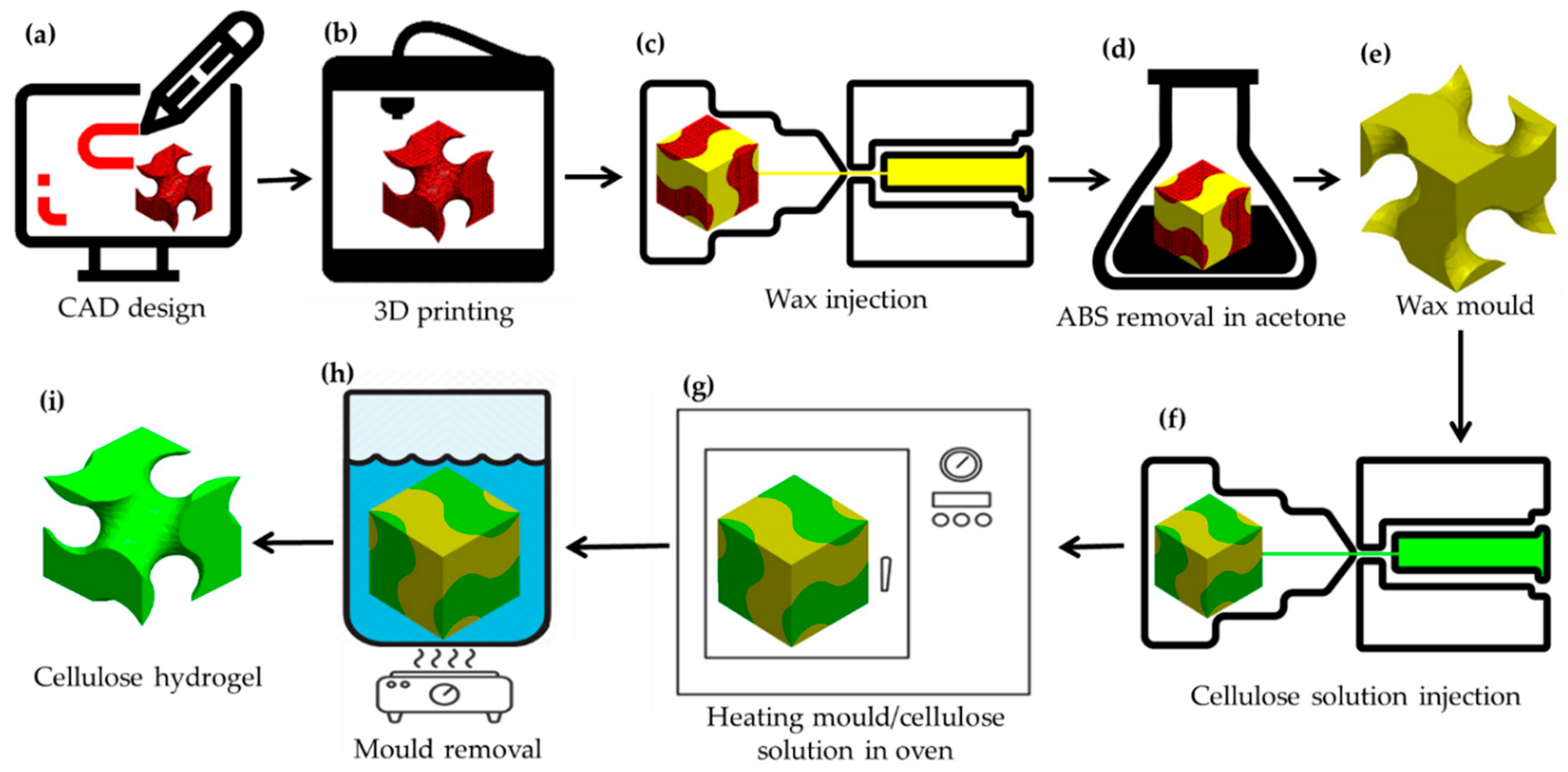
Complex Geometry Cellulose Hydrogels Using a Direct Casting Method




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
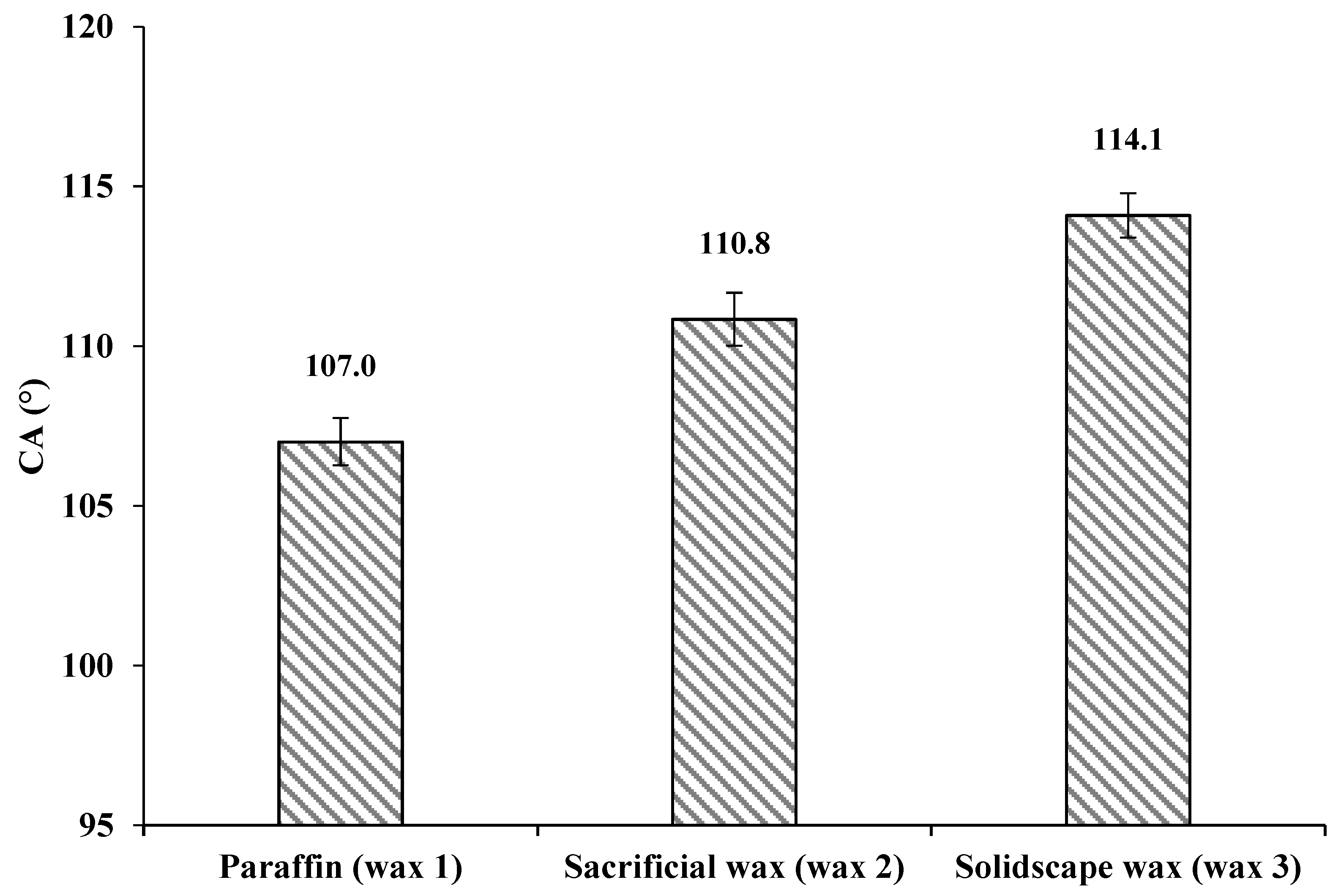
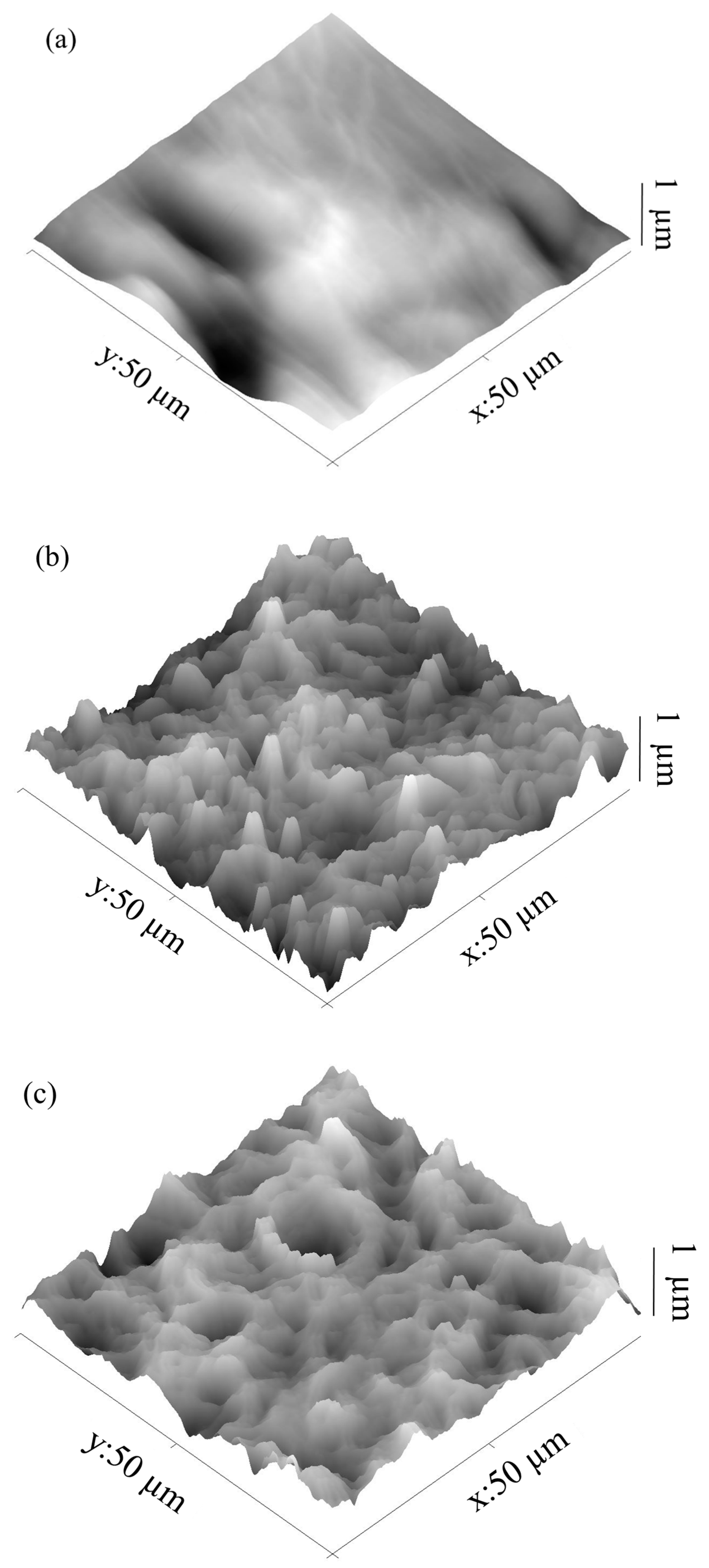
3.1. Mould Wettability
3.2. Thermophysical Analysis of Moulds
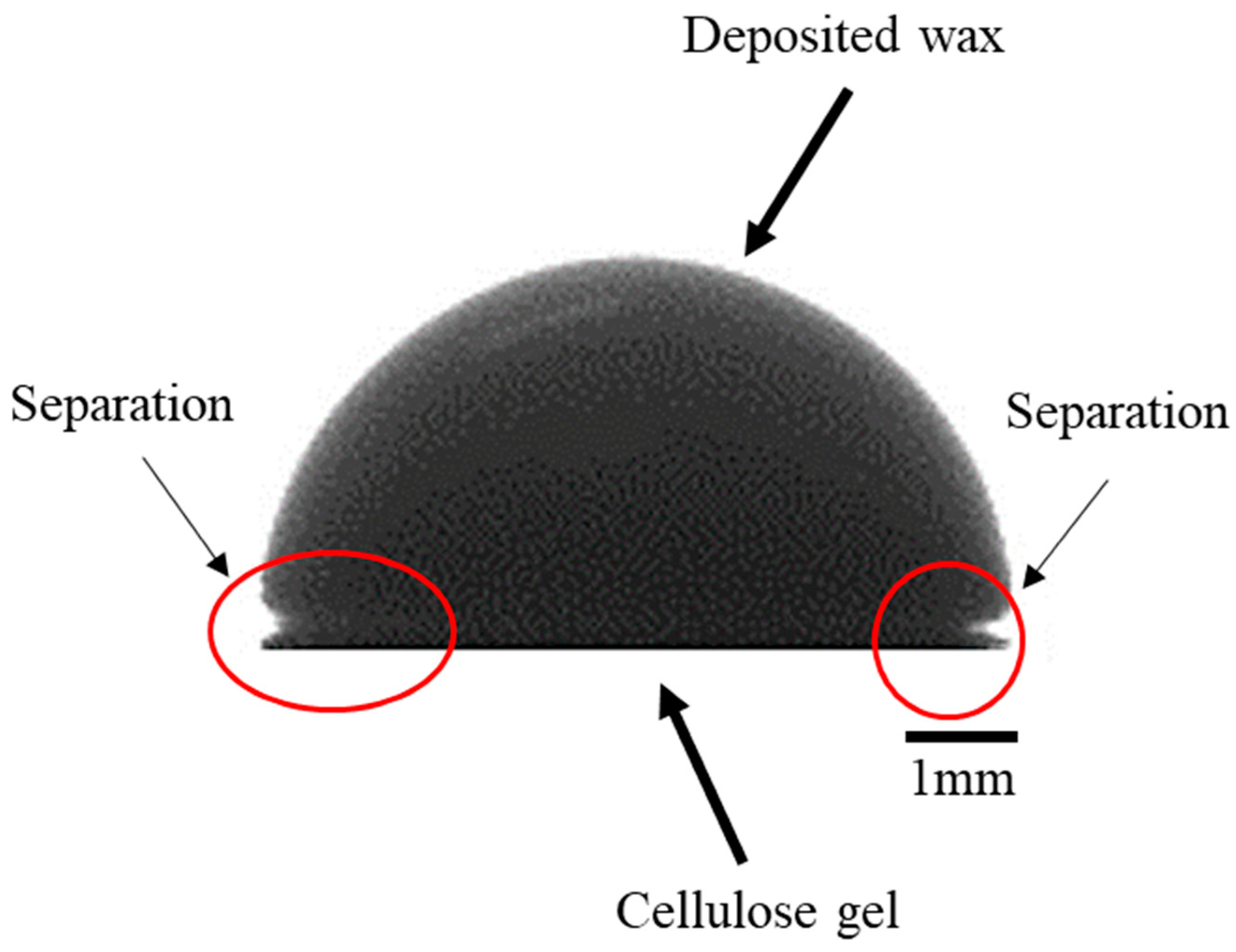
3.3. Mould Removal
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pó, R. Water-Absorbent Polymers: A Patent Survey. J. Macromol. Sci. Part C 1994, 34, 607–662. [Google Scholar] [CrossRef]
- Athukoralalage, S.S.; Balu, R.; Dutta, N.K.; Roy Choudhury, N. 3D bioprinted nanocellulose-based hydrogels for tissue engineering applications: A brief review. Polymers 2019, 11, 898. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.; Lee, K.W.; Hefferan, T.E.; Currier, B.L.; Yaszemski, M.J.; Lu, L. Synthesis and Evaluation of Novel Biodegradable Hydrogels Based on Poly(ethylene glycol) and Sebacic Acid as Tissue Engineering Scaffolds. Biomacromolecules 2008, 9, 149–157. [Google Scholar] [CrossRef]
- Narayanaswamy, R.; Torchilin, V.P. Hydrogels and their applications in targeted drug delivery. Molecules 2019, 24, 603. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Klein, M.; Poverenov, E. Natural biopolymer-based hydrogels for use in food and agriculture. J. Sci. Food Agric. 2020, 100, 2337–2347. [Google Scholar] [CrossRef]
- Puspitasari, F.H.; Salamah, U.; Sari, N.R.; Maddu, A.; Solikhin, A. Potential of Chitosan Hydrogel Based Activated Carbon Nanoparticles and Non-Activated Carbon Nanoparticles for Water Purification. Fibers Polym. 2020, 21, 701–708. [Google Scholar] [CrossRef]
- Chang, C.; Zhang, L. Cellulose-based hydrogels: Present status and application prospects. Carbohydr. Polym. 2011, 84, 40–53. [Google Scholar] [CrossRef]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose nanomaterials review: Structure, properties and nanocomposites. Chem. Soc. Rev. 2011, 40, 3941–3994. [Google Scholar] [CrossRef]
- Diddens, I.; Murphy, B.; Krisch, M.; Müller, M. Anisotropic elastic properties of cellulose measured using inelastic X-ray scattering. Macromolecules 2008, 41, 9755–9759. [Google Scholar] [CrossRef]
- Medronho, B.; Romano, A.; Miguel, M.G.; Stigsson, L.; Lindman, B. Rationalizing cellulose (in)solubility: Reviewing basic physicochemical aspects and role of hydrophobic interactions. Cellulose 2012, 19, 581–587. [Google Scholar] [CrossRef]
- Lindman, B.; Karlström, G.; Stigsson, L. On the mechanism of dissolution of cellulose. J. Mol. Liq. 2010, 156, 76–81. [Google Scholar] [CrossRef]
- Medronho, B.; Lindman, B. Brief overview on cellulose dissolution/regeneration interactions and mechanisms. Adv. Colloid Interface Sci. 2015, 222, 502–508. [Google Scholar] [CrossRef] [PubMed]
- Budtova, T.; Navard, P. Cellulose in NaOH–water based solvents: A review. Cellulose 2016, 23, 5–55. [Google Scholar] [CrossRef] [Green Version]
- Cai, J.; Zhang, L. Unique gelation behavior of cellulose in NaOH/urea aqueous solution. Biomacromolecules 2006, 7, 183–189. [Google Scholar] [CrossRef]
- Cai, J.; Zhang, L. Rapid dissolution of cellulose in LiOH/urea and NaOH/urea aqueous solutions. Macromol. Biosci. 2005, 5, 539–548. [Google Scholar] [CrossRef]
- Kosan, B.; Michels, C.; Meister, F. Dissolution and forming of cellulose with ionic liquids. Cellulose 2007, 15, 59–66. [Google Scholar] [CrossRef]
- Mohanty, S.; Larsen, L.B.; Trifol, J.; Szabo, P.; Burri, H.V.R.; Canali, C.; Dufva, M.; Emnéus, J.; Wolff, A. Fabrication of scalable and structured tissue engineering scaffolds using water dissolvable sacrificial 3D printed moulds. Mater. Sci. Eng. 2015, 55, 569–578. [Google Scholar] [CrossRef] [Green Version]
- Flauder, S.; Heinze, T.; Müller, F.A. Cellulose scaffolds with an aligned and open porosity fabricated via ice-templating. Cellulose 2013, 21, 97–103. [Google Scholar] [CrossRef]
- Torres-Rendon, J.G.; Femmer, T.; De Laporte, L.; Tigges, T.; Rahimi, K.; Gremse, F.; Zafarnia, S.; Lederle, W.; Ifuku, S.; Wessling, M.; et al. Bioactive gyroid scaffolds formed by sacrificial templating of nanocellulose and nanochitin hydrogels as instructive platforms for biomimetic tissue engineering. Adv. Mater. 2015, 27, 2989–2995. [Google Scholar] [CrossRef]
- Huber, T.; Najaf Zadeh, H.; Feast, S.; Roughan, T.; Fee, C. 3D Printing of Gelled and Cross-Linked Cellulose Solutions, an Exploration of Printing Parameters and Gel Behaviour. Bioengineering 2020, 7, 30. [Google Scholar] [CrossRef] [Green Version]
- Richter, B.; Pauloehrl, T.; Kaschke, J.; Fichtner, D.; Fischer, J.; Greiner, A.M.; Wedlich, D.; Wegener, M.; Delaittre, G.; Barner-Kowollik, C.; et al. Three-dimensional microscaffolds exhibiting spatially resolved surface chemistry. Adv. Mater. 2013, 25, 6117–6122. [Google Scholar] [CrossRef]
- Annabi, N.; Tamayol, A.; Uquillas, J.A.; Akbari, M.; Bertassoni, L.E.; Cha, C.; Camci-Unal, G.; Dokmeci, M.R.; Peppas, N.A.; Khademhosseini, A. 25th Anniversary Article: Rational Design and Applications of Hydrogels in Regenerative Medicine. Adv. Mater. 2014, 26, 85–124. [Google Scholar] [CrossRef] [PubMed]
- Singh, S.; Ramakrishna, S.; Singh, R. Material issues in additive manufacturing: A review. J. Manuf. Process. 2017, 25, 185–200. [Google Scholar] [CrossRef]
- Zhu, W.; Ma, X.; Gou, M.; Mei, D.; Zhang, K.; Chen, S. 3D printing of functional biomaterials for tissue engineering. Curr. Opin. Biotechnol. 2016, 40, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Watanabe, T.; Akiyama, M.; Totani, K.; Kuebler, S.M.; Stellacci, F.; Wenseleers, W.; Braun, K.; Marder, S.R.; Perry, J.W. Photoresponsive hydrogel microstructure fabricated by two-photon initiated polymerization. Adv. Funct. Mater. 2002, 12, 611–614. [Google Scholar] [CrossRef]
- Golden, A.P.; Tien, J. Fabrication of microfluidic hydrogels using molded gelatin as a sacrificial element. Lab Chip 2007, 7, 720–725. [Google Scholar] [CrossRef]
- Ohta, M.; Handa, A.; Iwata, H.; Rüfenacht, D.A.; Tsutsumi, S. Poly-vinyl alcohol hydrogel vascular models for in vitro aneurysm simulations: The key to low friction surfaces. Technol. Health Care 2004, 12, 225–233. [Google Scholar] [CrossRef]
- Huber, T.; Feast, S.; Dimartino, S.; Cen, W.; Fee, C. Analysis of the Effect of Processing Conditions on Physical Properties of Thermally Set Cellulose Hydrogels. Materials 2019, 12, 1066. [Google Scholar] [CrossRef] [Green Version]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Zadeh, H.N.; Huber, T.; Dixon, F.; Fee, C.; Clucas, D. Fabrication of Cellulose Hydrogel Objects Through 3D Printed Sacrificial Molds. In International Conference of Progress in Digital and Physical Manufacturing; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Ryan, G.E.; Pandit, A.S.; Apatsidis, D.P. Porous titanium scaffolds fabricated using a rapid prototyping and powder metallurgy technique. Biomaterials 2008, 29, 3625–3635. [Google Scholar] [CrossRef]
- Cai, J.; Zhang, L.; Zhou, J.; Li, H.; Chen, H.; Jin, H. Novel Fibers Prepared from Cellulose in NaOH/Urea Aqueous Solution. Macromol. Rapid Commun. 2004, 25, 1558–1562. [Google Scholar] [CrossRef]
- Żbik, M.; Horn, R.G.; Shaw, N. AFM study of paraffin wax surfaces. Colloids Surf. A Physicochem. Eng. Asp. 2006, 287, 139–146. [Google Scholar] [CrossRef]
- Dickens, P.M.; Stangroom, R.; Greul, M.; Holmer, B.; Hon, K.K.B.; Hovtun, R.; Neumann, R.; Noeken, S.; Wimpenny, D. Conversion of RP models to investment castings. Rapid Prototyp. J. 1995, 1, 4–11. [Google Scholar] [CrossRef]
- Friedman, J.A.; Windebank, A.J.; Moore, M.J.; Spinner, R.J.; Currier, B.L.; Yaszemski, M.J. Biodegradable Polymer Grafts for Surgical Repair of the Injured Spinal Cord. Neurosurgery 2002, 51, 742–752. [Google Scholar] [CrossRef]
- Taylor, P.M.; Sachlos, E.; Dreger, S.A.; Chester, A.H.; Czernuszka, J.T.; Yacoub, M.H. Interaction of human valve interstitial cells with collagen matrices manufactured using rapid prototyping. Biomaterials 2006, 27, 2733–2737. [Google Scholar] [CrossRef]
- Park, C.H.; Rios, H.F.; Jin, Q.; Bland, M.E.; Flanagan, C.L.; Hollister, S.J.; Giannobile, W.V. Biomimetic hybrid scaffolds for engineering human tooth-ligament interfaces. Biomaterials 2010, 31, 5945–5952. [Google Scholar] [CrossRef] [Green Version]
- Bibb, R.; Eggbeer, D.; Williams, R. Rapid manufacture of removable partial denture frameworks. Rapid Prototyp. J. 2006, 12, 95–99. [Google Scholar] [CrossRef]
- Chen, V.J.; Smith, L.A.; Ma, P.X. Bone regeneration on computer-designed nano-fibrous scaffolds. Biomaterials 2006, 27, 3973–3979. [Google Scholar] [CrossRef]
- Young, T. An essay on the cohesion of fluids. Philos. Trans. R. Soc. Lond. 1805, 95, 65–87. [Google Scholar]
- Yuan, Y. ; Randall Lee., T. Contact Angle and Wetting Properties. Surface Science Techniques; Springer: Berlin/Heidelberg, Germany, 2013; Volume 51, pp. 3–34. [Google Scholar]
- Drelich, J. Guidelines to measurements of reproducible contact angles using a sessile-drop technique. Surf. Innov. 2013, 1, 248–254. [Google Scholar] [CrossRef]
- Vicente, C.; André, P.; Ferreira, R. Simple measurement of surface free energy using a web cam. Rev. Bras. De Ensino De Física 2012, 34, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Elmer, P. STA 6000 Simultaneous Thermal Analyzer; Perkin Elmer: Waltham, MA, USA, 2008. [Google Scholar]
- Nečas, D.; Klapetek, P. Gwyddion: Open-Source Softw. Spm Data Analysis. Open Phys. 2012, 10, 181–188. [Google Scholar] [CrossRef]
- Zisman, W.A. Relation of the Equilibrium Contact Angle to Liquid and Solid Constitution; ACS Publications: Washington, DC, USA, 1964. [Google Scholar]
- Ström, G.; Fredriksson, M.; Stenius, P. Contact angles, work of adhesion, and interfacial tensions at a dissolving hydrocarbon surface. J. Colloid Interface Sci. 1987, 119, 352–361. [Google Scholar] [CrossRef]
- Wenzel, R.N. Resistance of solid surfaces to wetting by water. Ind. Eng. Chem. 1936, 28, 988–994. [Google Scholar] [CrossRef]
- Kamusewitz, H.; Possart, W.; Paul, D. The relation between Young’s equilibrium contact angle and the hysteresis on rough paraffin wax surfaces. Colloids Surf. A Physicochem. Eng. Asp. 1999, 156, 271–279. [Google Scholar] [CrossRef]
- Ray, B.R.; Bartell, F.E. Hysteresis of contact angle of water on paraffin. Effect of surface roughness and of purity of paraffin. J. Colloid Sci. 1953, 8, 214–223. [Google Scholar] [CrossRef] [Green Version]
- Boinovich, L.B.; Emelyanenko, A.M. Hydrophobic materials and coatings: Principles of design, properties and applications. Russ. Chem. Rev. 2008, 77, 583–600. [Google Scholar] [CrossRef]
- Quéré, D. Wetting and Roughness. Annu. Rev. Mater. Res. 2008, 38, 71–99. [Google Scholar] [CrossRef]
- He, B.; Lee, J.; Patankar, N.A. Contact angle hysteresis on rough hydrophobic surfaces. Colloids Surf. A Physicochem. Eng. Asp. 2004, 248, 101–104. [Google Scholar] [CrossRef]
- Meiron, T.S.; Marmur, A.; Saguy, I.S. Contact angle measurement on rough surfaces. J. Colloid Interface Sci. 2004, 274, 637–644. [Google Scholar] [CrossRef]
- Chibowski, E.; Jurak, M. Comparison of contact angle hysteresis of different probe liquids on the same solid surface. Colloid Polym. Sci. 2013, 291, 391–399. [Google Scholar] [CrossRef] [Green Version]
- Pechook, S.; Pokroy, B. Self-Assembling, Bioinspired Wax Crystalline Surfaces with Time-Dependent Wettability. Adv. Funct. Mater. 2012, 22, 745–750. [Google Scholar] [CrossRef]
- Najaf Zadeh, H. Mass Fabrication of High-Resolution Hydrogels by a High-Speed Process Using a Thermal 3D Screen Printing Method, in Mechanical Engineering; University of Canterbury: Christchurch, New Zealand, 2019. [Google Scholar]
- Ukrainczyk, N.; Kurajica, S.; Šipušić, J. Thermophysical comparison of five commercial paraffin waxes as latent heat storage materials. Chem. Biochem. Eng. Q. 2010, 24, 129–137. [Google Scholar]
- Pattnaik, S.; Karunakar, D.B.; Jha, P. Developments in investment casting process—A review. J. Mater. Process. Technol. 2012, 212, 2332–2348. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, A. Study on petroleum derived waxes and their uses. J. Adv. Sci. Technol. 2013, 2, 1–8. [Google Scholar]
- Matysiak, H.; Haratym, R.; Biernacki, R. Evaluation of wax pattern properties in the lost-wax process. Arch. Foundry Eng. 2011, 11, 85–88. [Google Scholar]
- Yoda, M.; Toyoda, H.; Kan, K.; Uosaki, H. Polyethylene Wax, Lost Wax Composition for Precision Casting Containing the Same, and Method for Forming Model for Precision Casting. U.S. Patent Application 10/561,842, 2006. [Google Scholar]
- Do, A.V.; Khorsand, B.; Geary, S.M.; Salem, A.K. 3D printing of scaffolds for tissue regeneration applications. Adv. Healthc. Mater. 2015, 4, 1742–1762. [Google Scholar] [CrossRef] [Green Version]
- Sharma, A.; Tyagi, V.V.; Chen, C.R.; Buddhi, D. Review on thermal energy storage with phase change materials and applications. Renew. Sustain. Energy Rev. 2009, 13, 318–345. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cooling Rate °C/min | Heating Rate °C/min | Melting Temp. °C | Onset of Melting °C | Latent Heat of Fusion J/g | Supplementary Figures | |
|---|---|---|---|---|---|---|
| Wax 1 | 10 | 10 | 65.82 | 57.26 | 183.7 | Figure S1 |
| 25 | 10 | 65.72 | 57.36 | 186.3 | Figure S2 | |
| 50 | 1 | 64.25 | 57.88 | 208.5 | Figure S3 | |
| Wax 2 | 10 | 10 | 59.66 | 45.97 | 115.8 | Figure S4 |
| 25 | 10 | 58.82 | 46.43 | 113.4 | Figure S5 | |
| 50 | 1 | 56.69 | 48.60 | 121.4 | Figure S6 | |
| Wax 3 | 10 | 10 | 48.58 | 40.79 | 155.4 | Figure S7 |
| 25 | 10 | 48.52 | 41.14 | 156.7 | Figure S8 | |
| 50 | 1 | 47.77 | 41.41 | 212.9 | Figure S9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Najaf Zadeh, H.; Huber, T.; Nock, V.; Fee, C.; Clucas, D. Complex Geometry Cellulose Hydrogels Using a Direct Casting Method. Bioengineering 2020, 7, 58. https://doi.org/10.3390/bioengineering7020058
Najaf Zadeh H, Huber T, Nock V, Fee C, Clucas D. Complex Geometry Cellulose Hydrogels Using a Direct Casting Method. Bioengineering. 2020; 7(2):58. https://doi.org/10.3390/bioengineering7020058
Chicago/Turabian StyleNajaf Zadeh, Hossein, Tim Huber, Volker Nock, Conan Fee, and Don Clucas. 2020. "Complex Geometry Cellulose Hydrogels Using a Direct Casting Method" Bioengineering 7, no. 2: 58. https://doi.org/10.3390/bioengineering7020058
APA StyleNajaf Zadeh, H., Huber, T., Nock, V., Fee, C., & Clucas, D. (2020). Complex Geometry Cellulose Hydrogels Using a Direct Casting Method. Bioengineering, 7(2), 58. https://doi.org/10.3390/bioengineering7020058