
Comparative Studies on Thickeners as Hydraulic Fracturing Fluids: Suspension versus Powder
 ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Results and Discussion
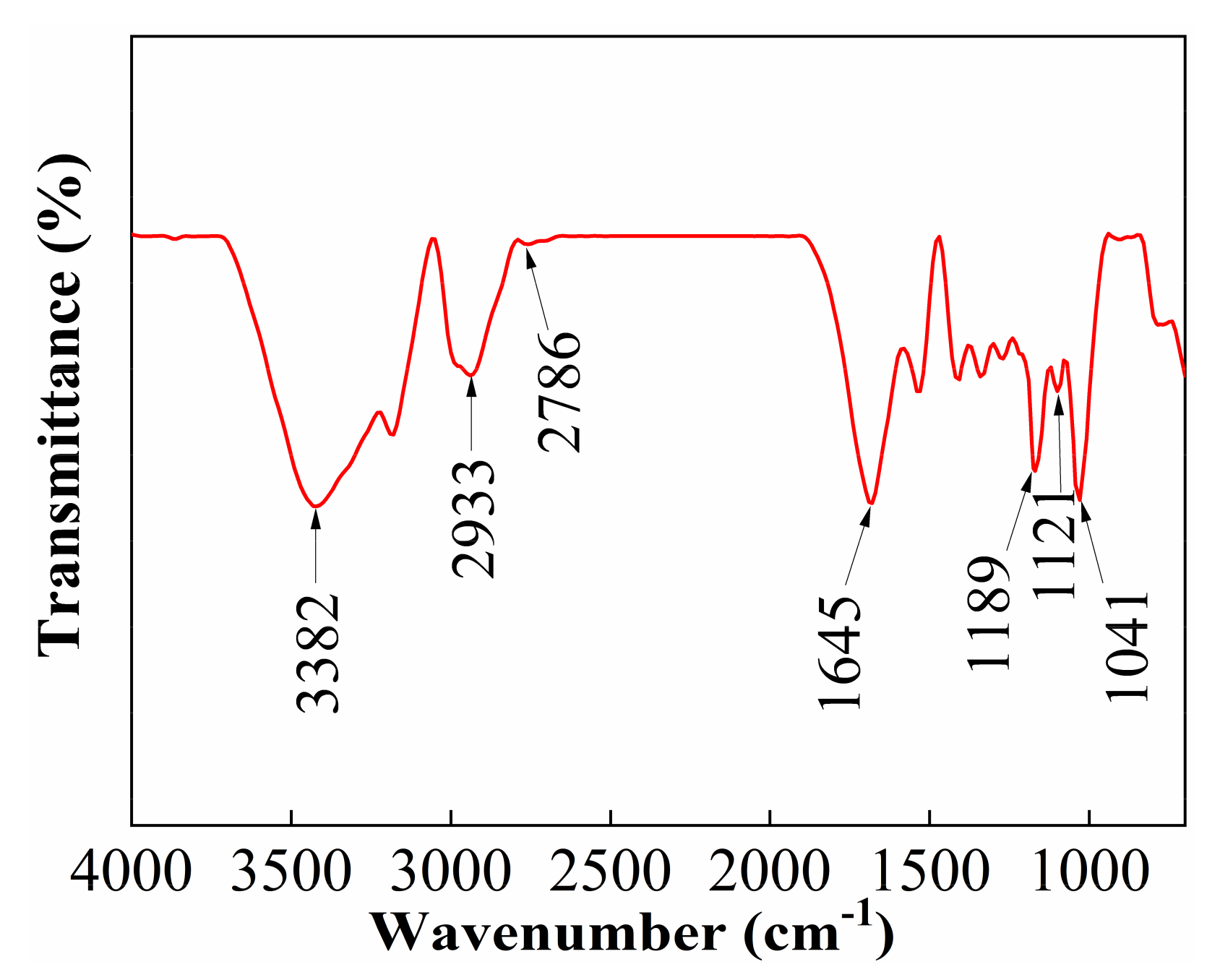
2.1. Characterization of Powder Thickener ACM
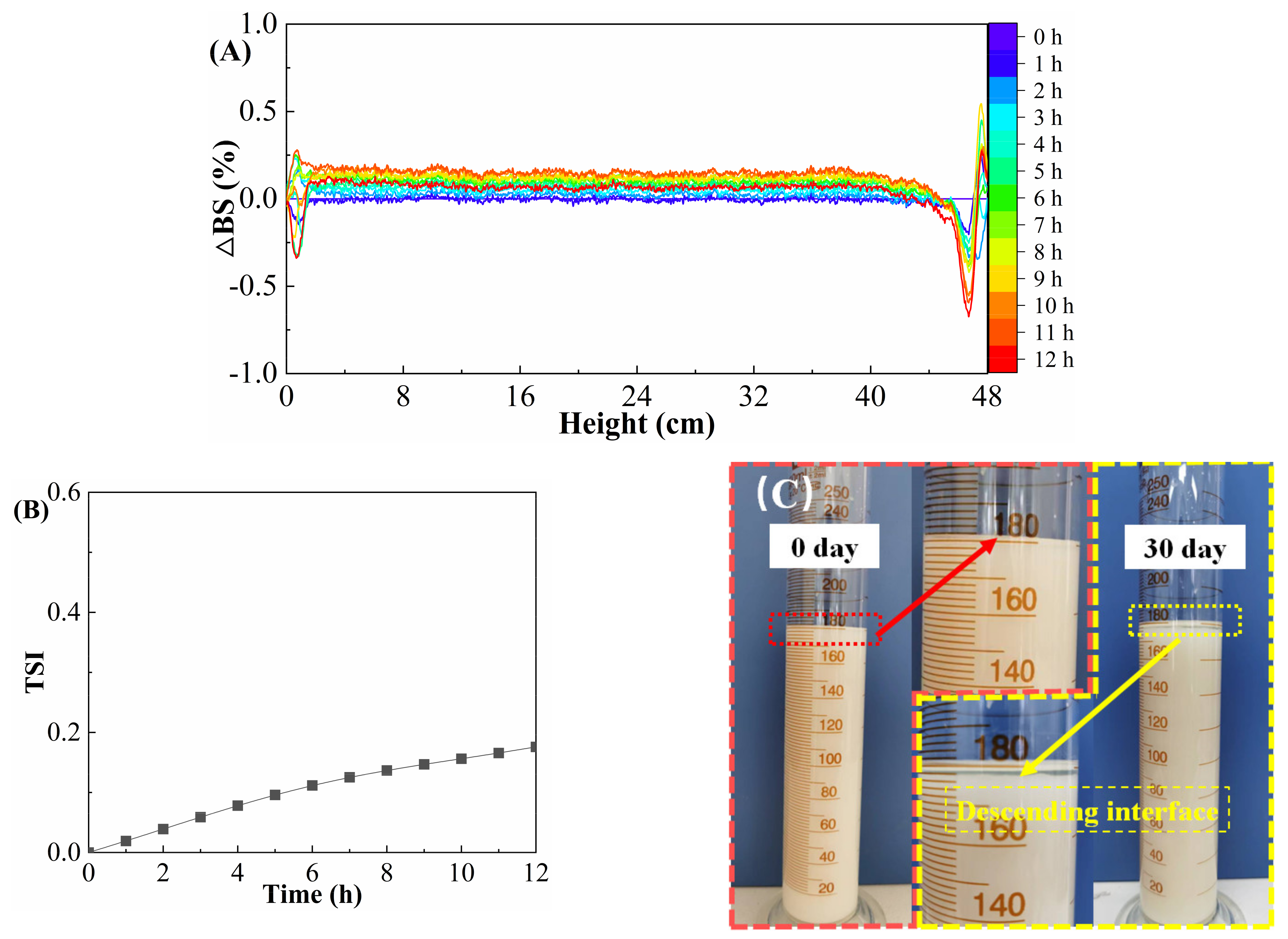
2.2. Stability Evaluation of Suspension SACM
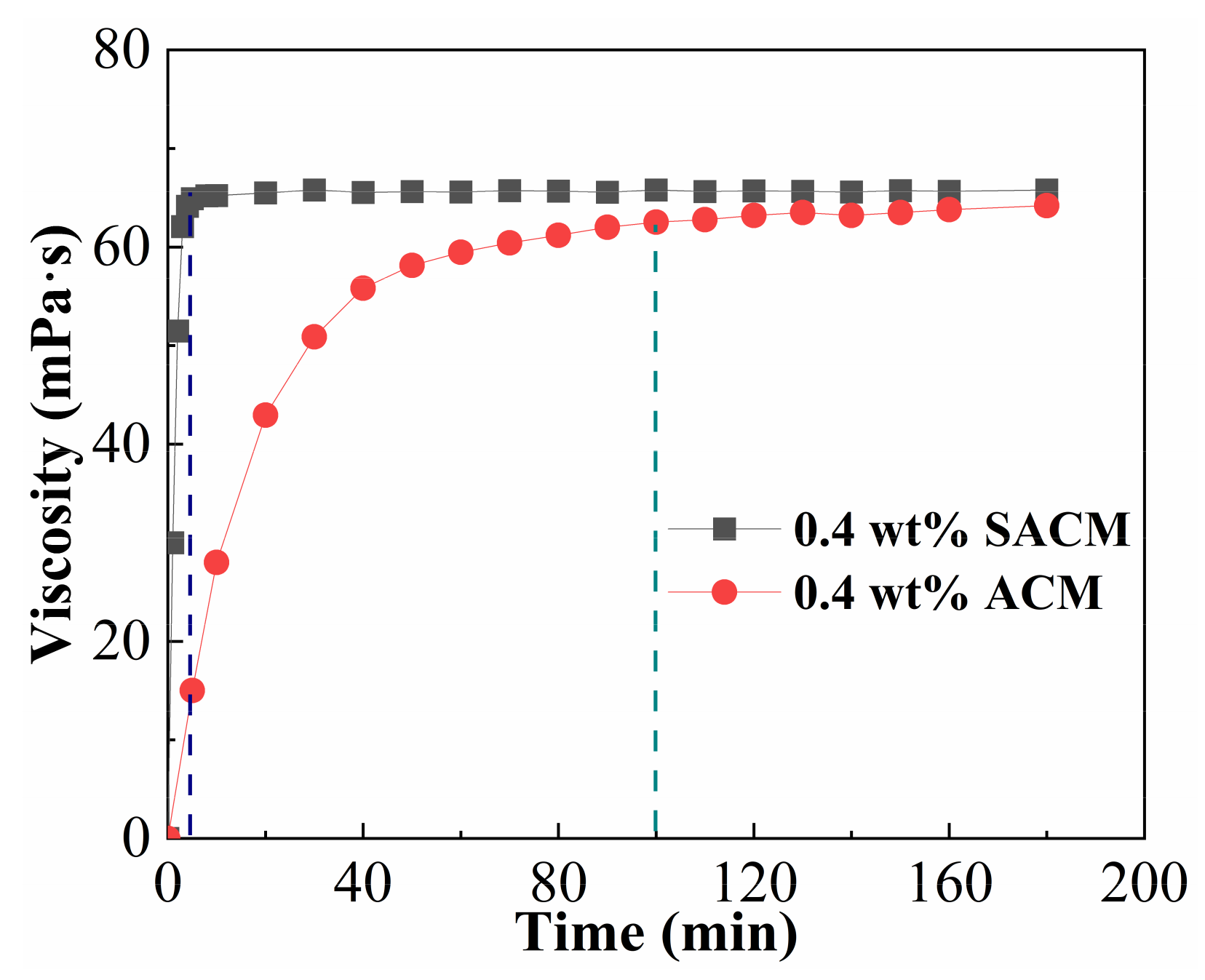
2.3. Dissolution Rate
2.4. Rheological Behaviors
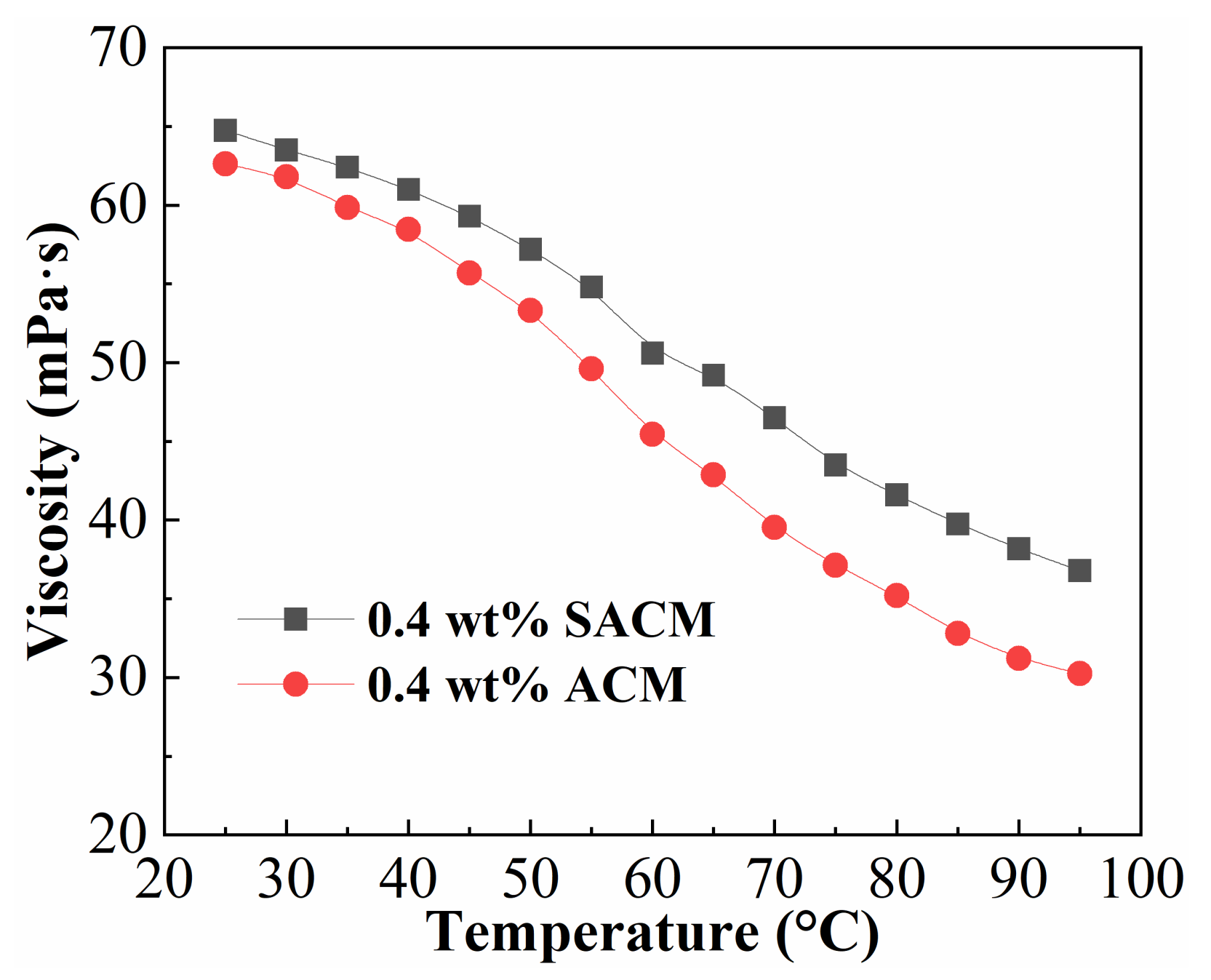
2.4.1. Temperature Resistance
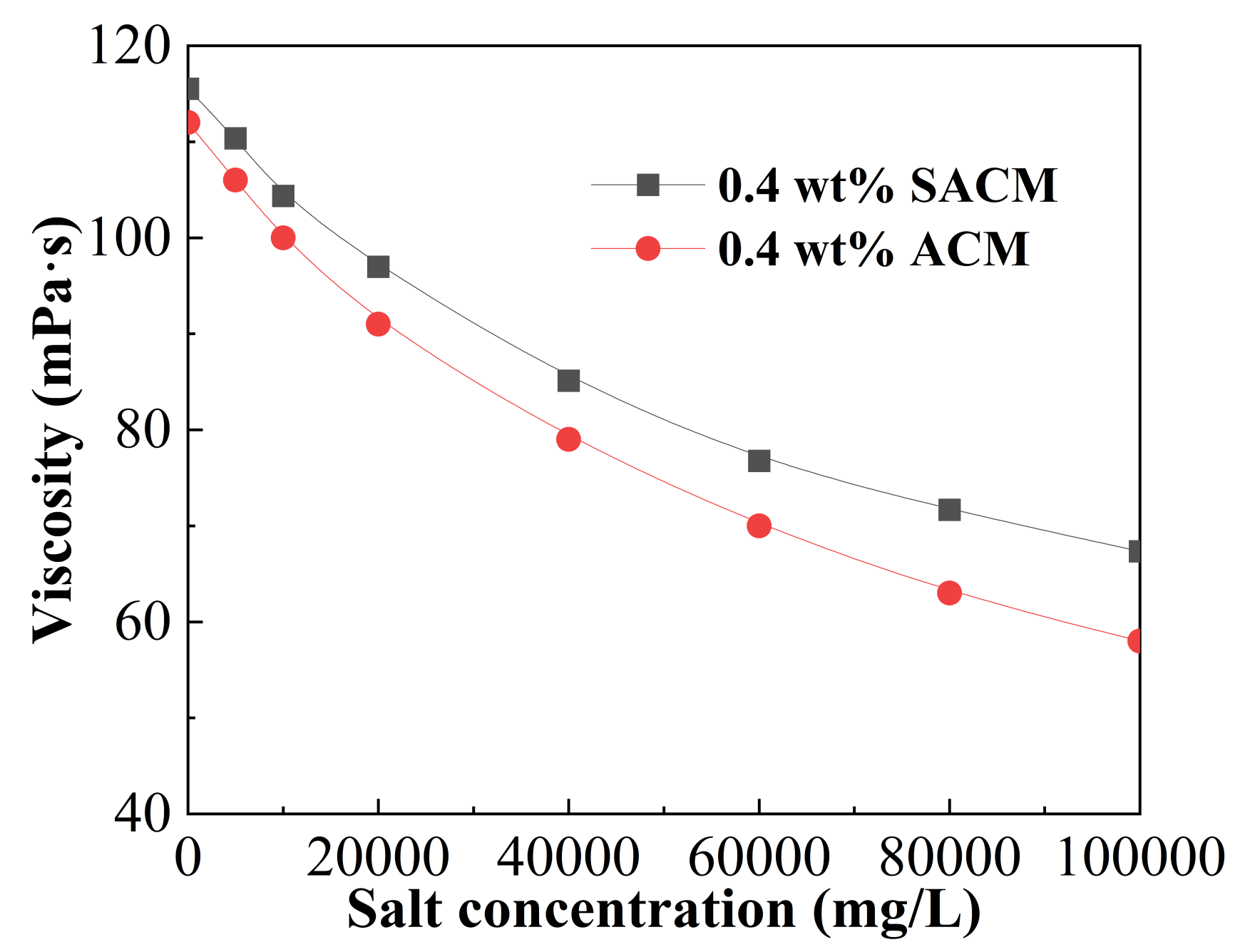
2.4.2. Salt Resistance
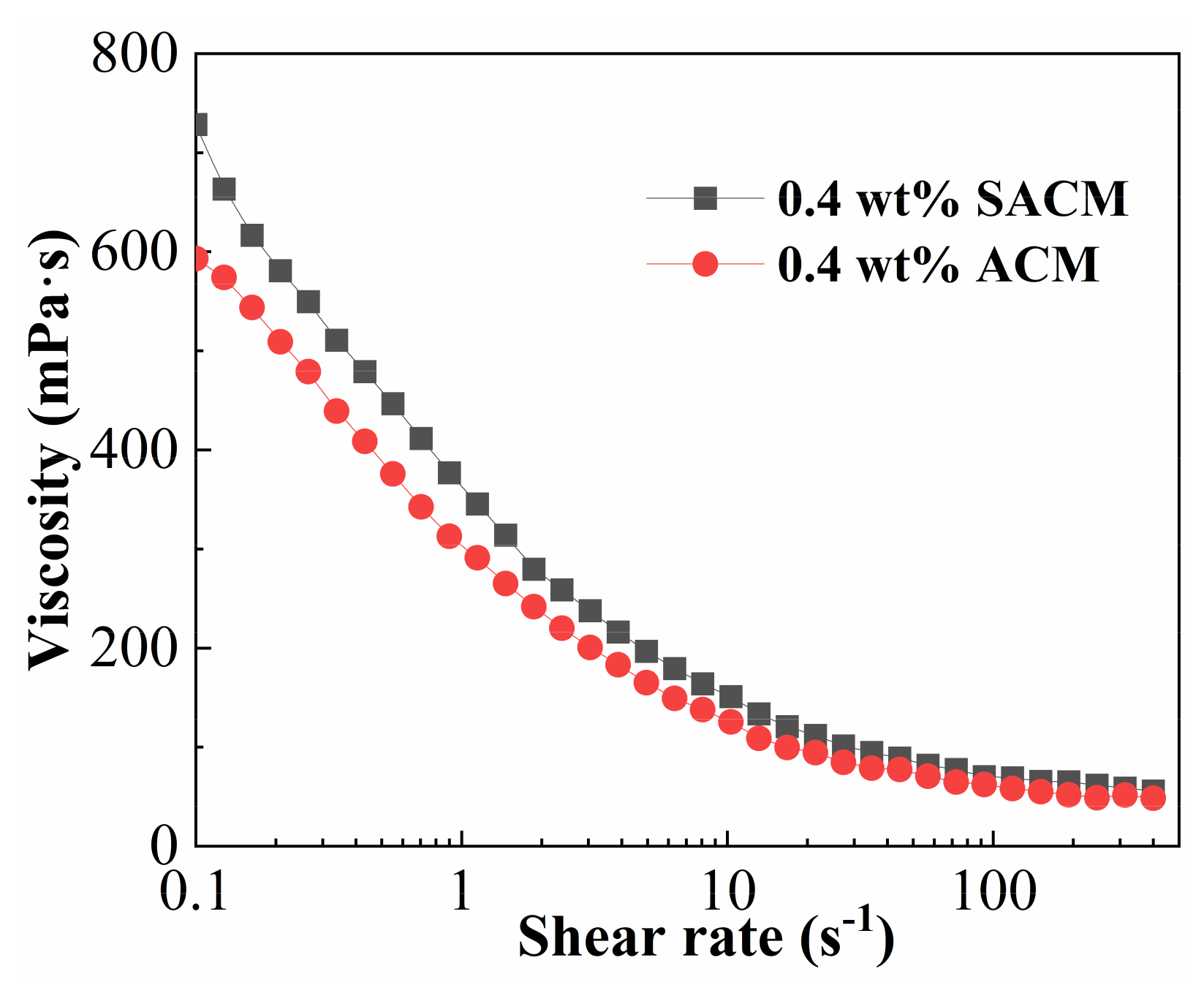
2.4.3. Shear Resistance
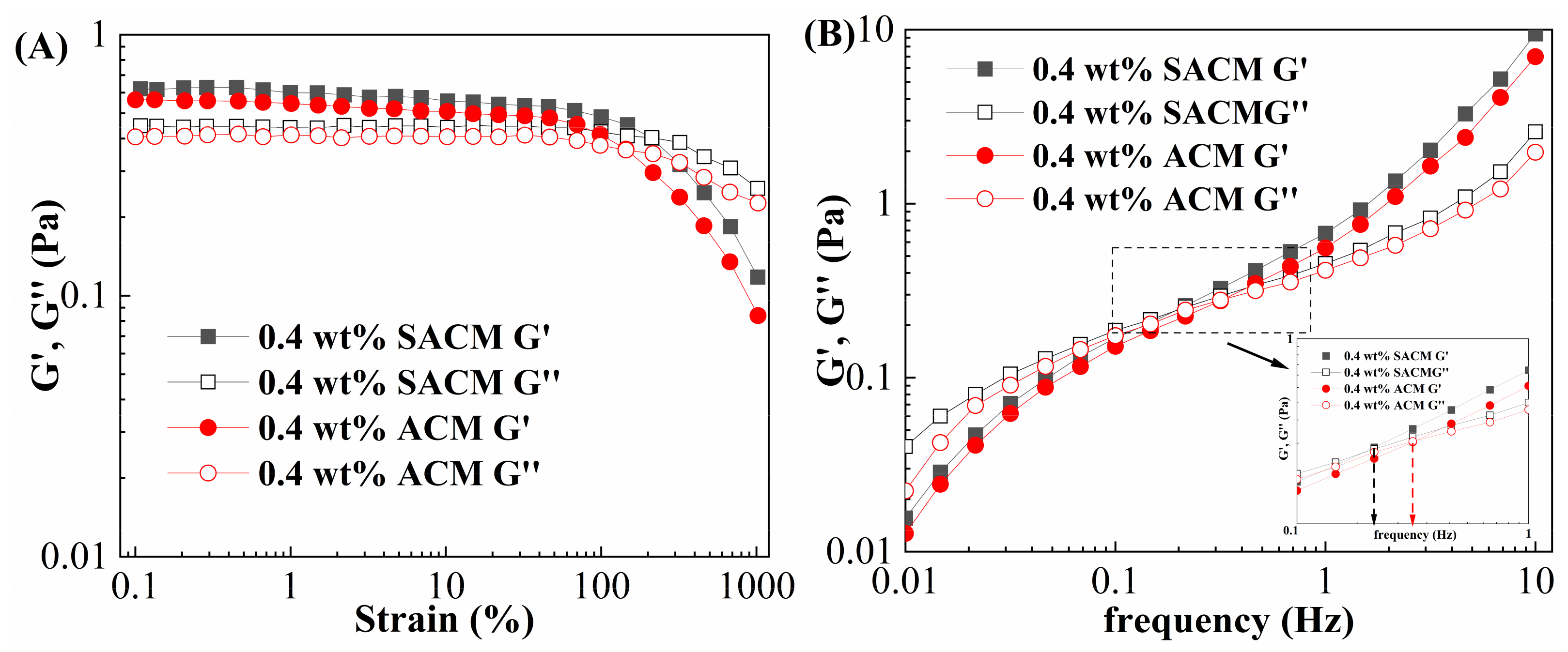
2.4.4. Viscoelasticity
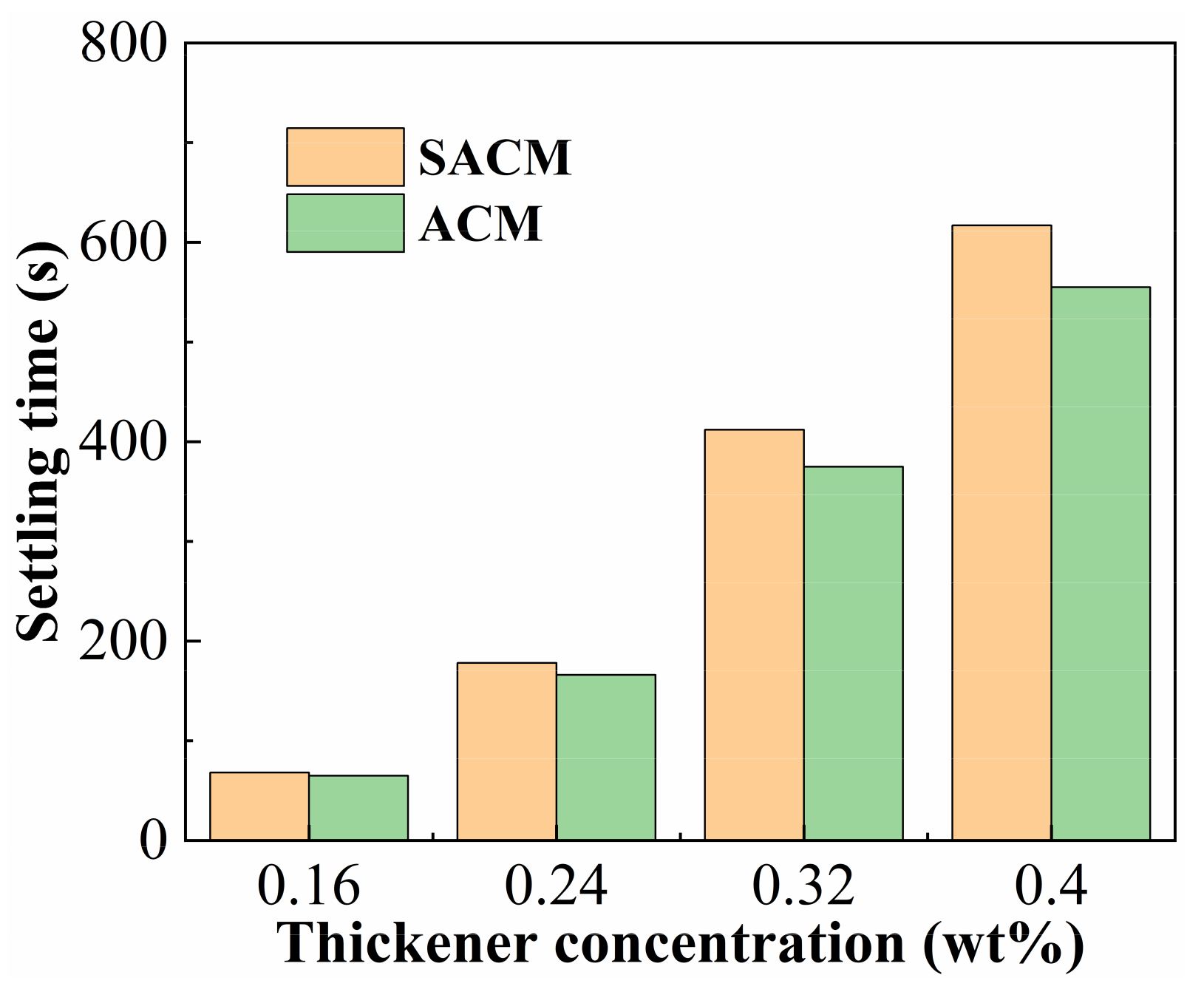
2.5. Sand-Carrying Property
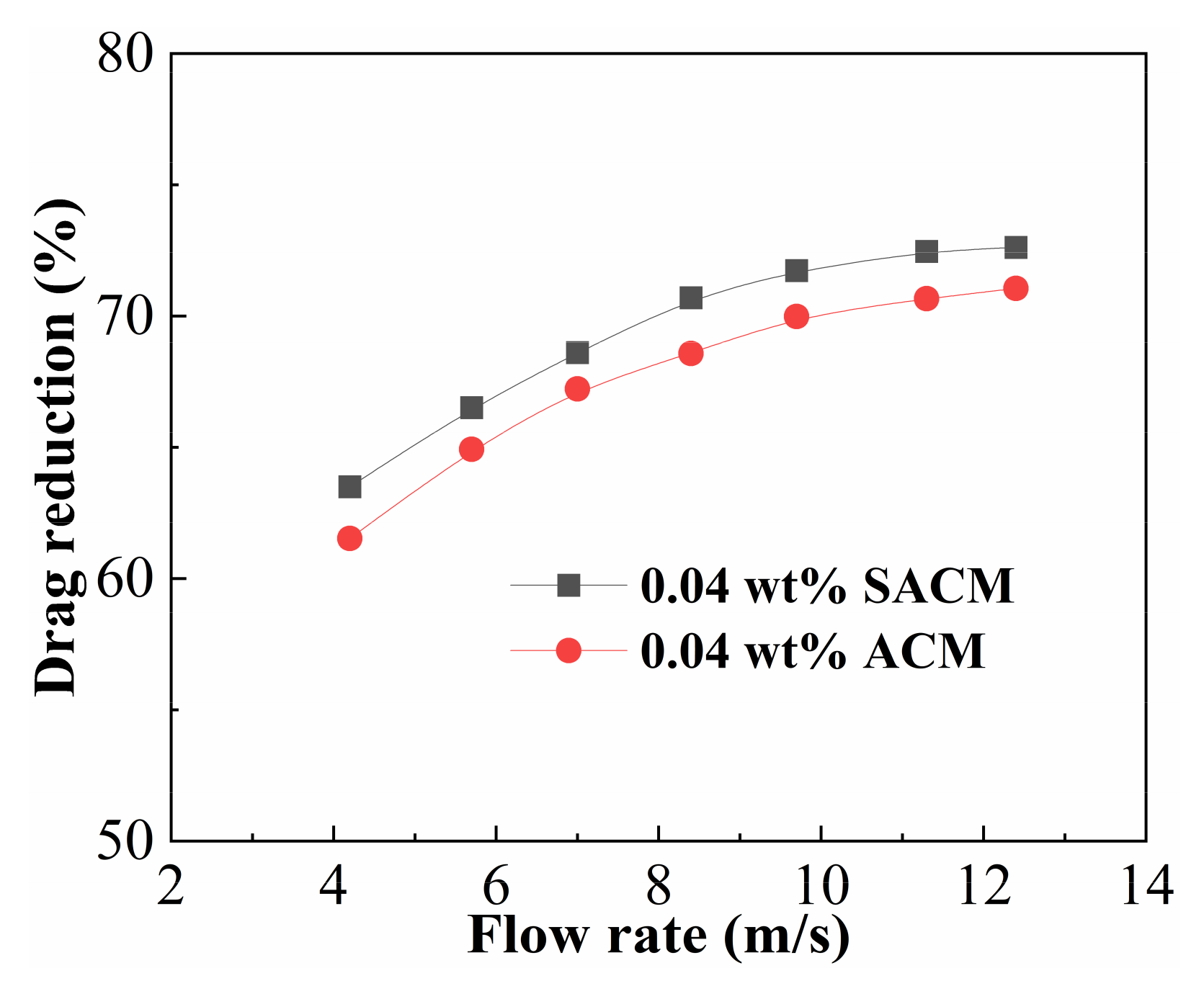
2.6. Drag Reduction Performance
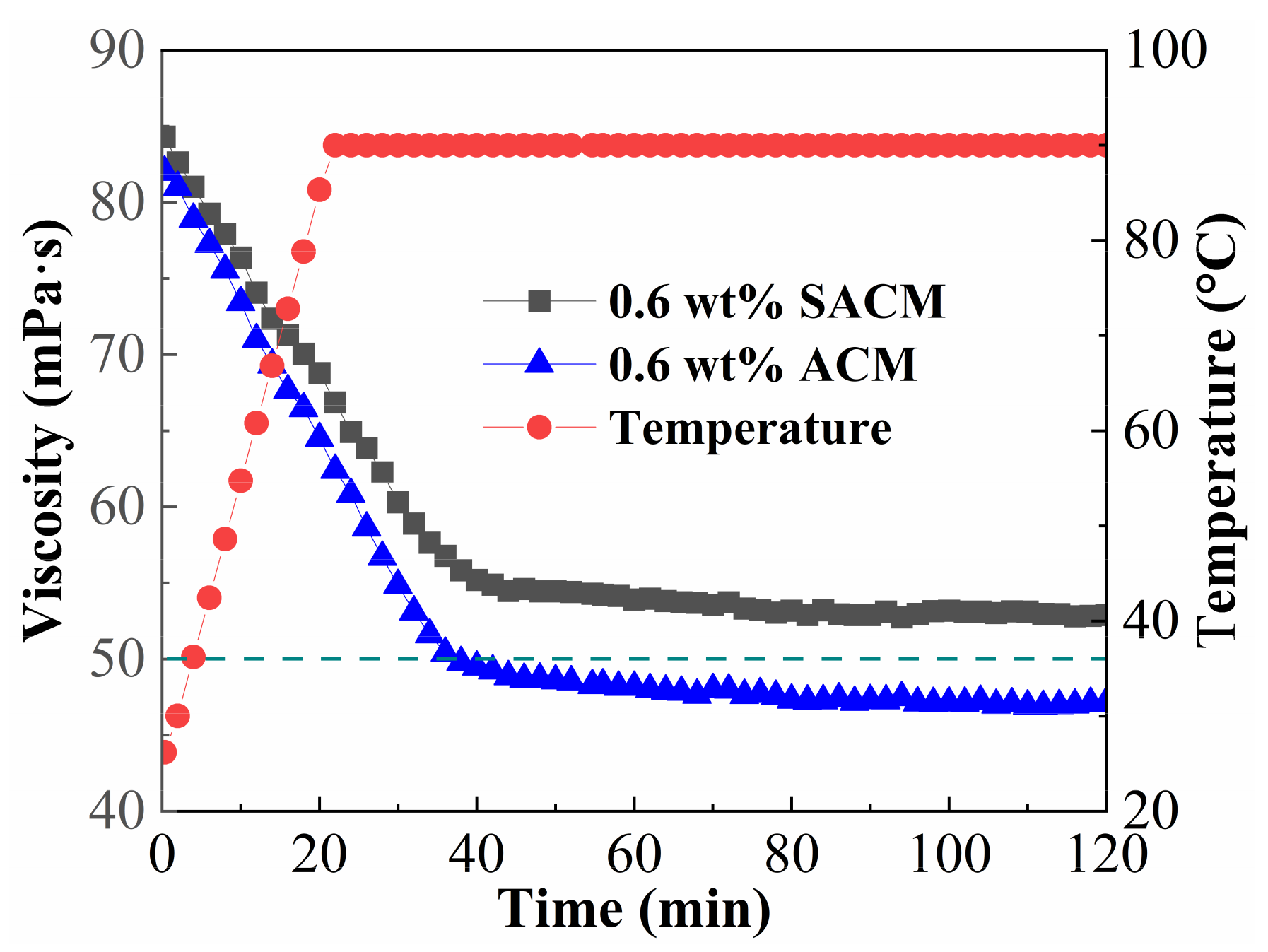
2.7. Temperature and Shear Resistance Performance
2.8. Gel Breaking
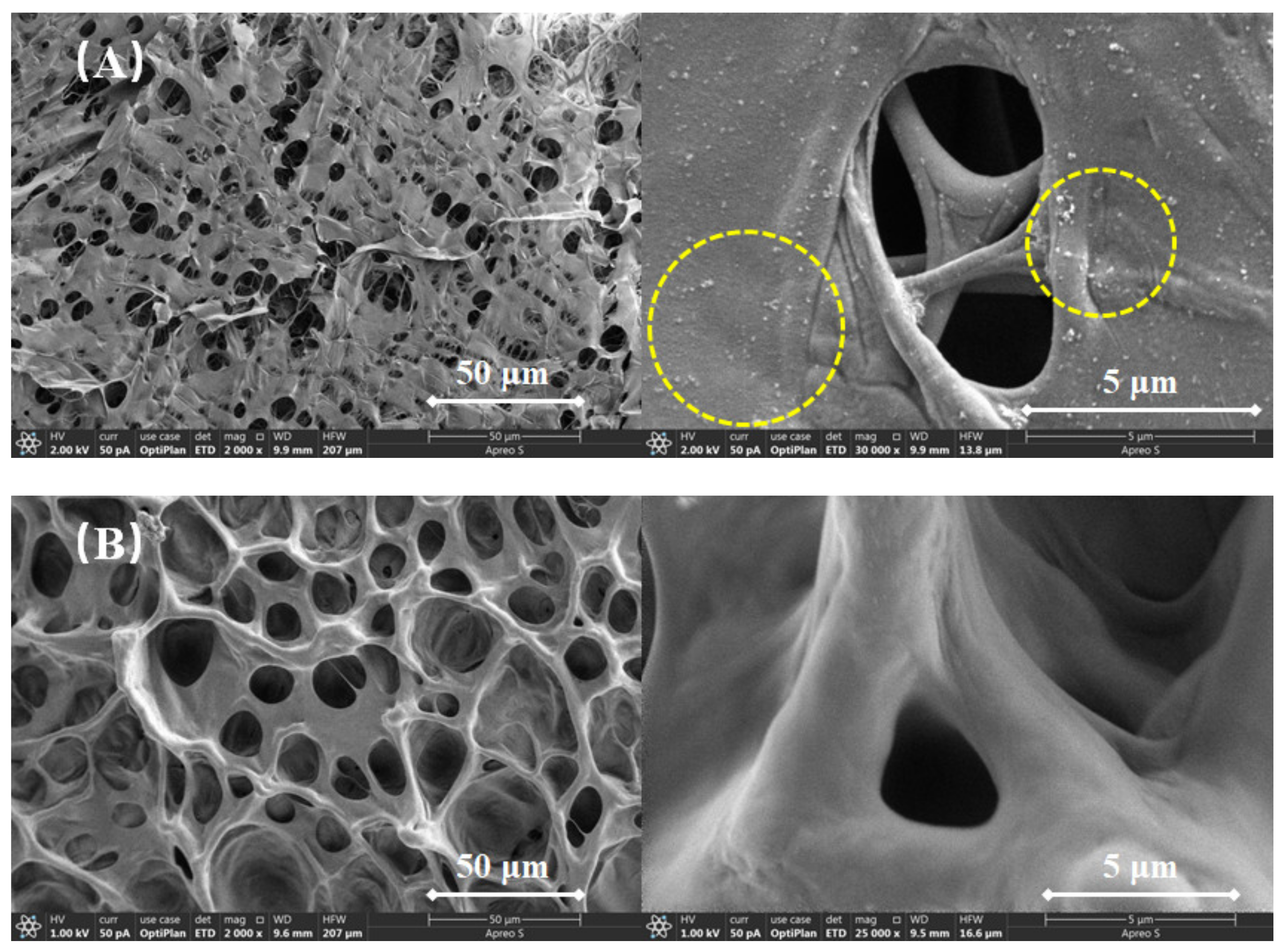
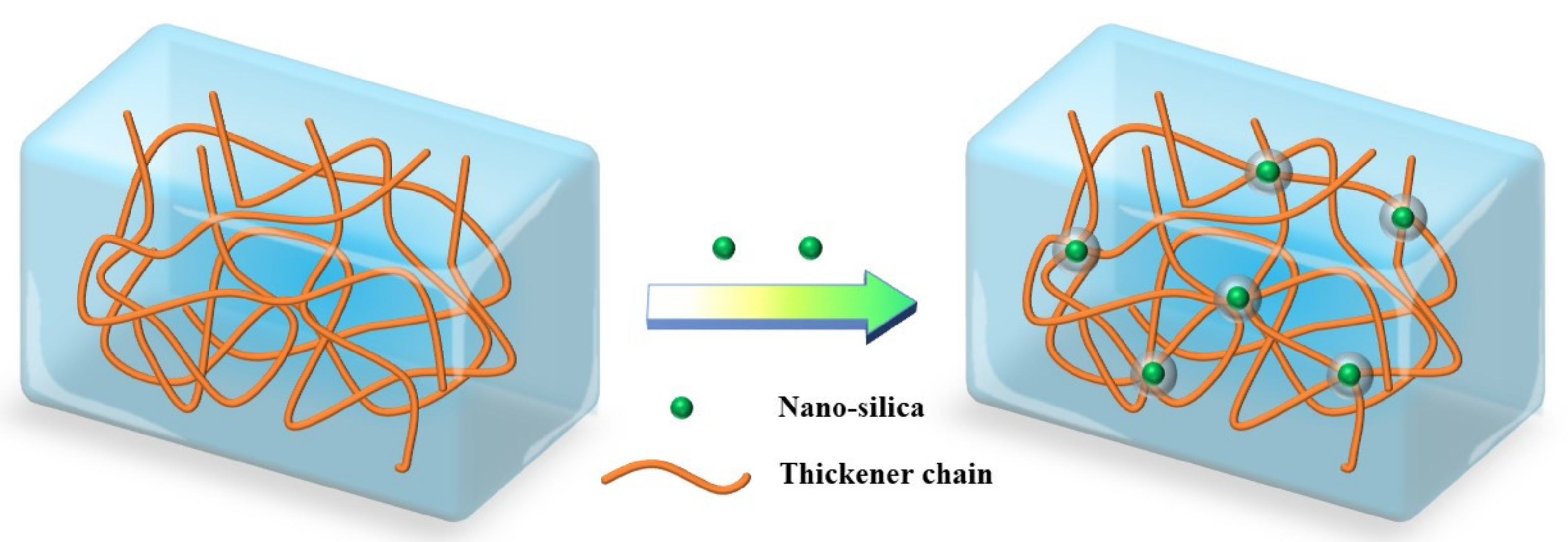
2.9. Microstructure Analysis
3. Conclusions
4. Materials and Methods
4.1. Materials
4.2. Synthesis of Thickener
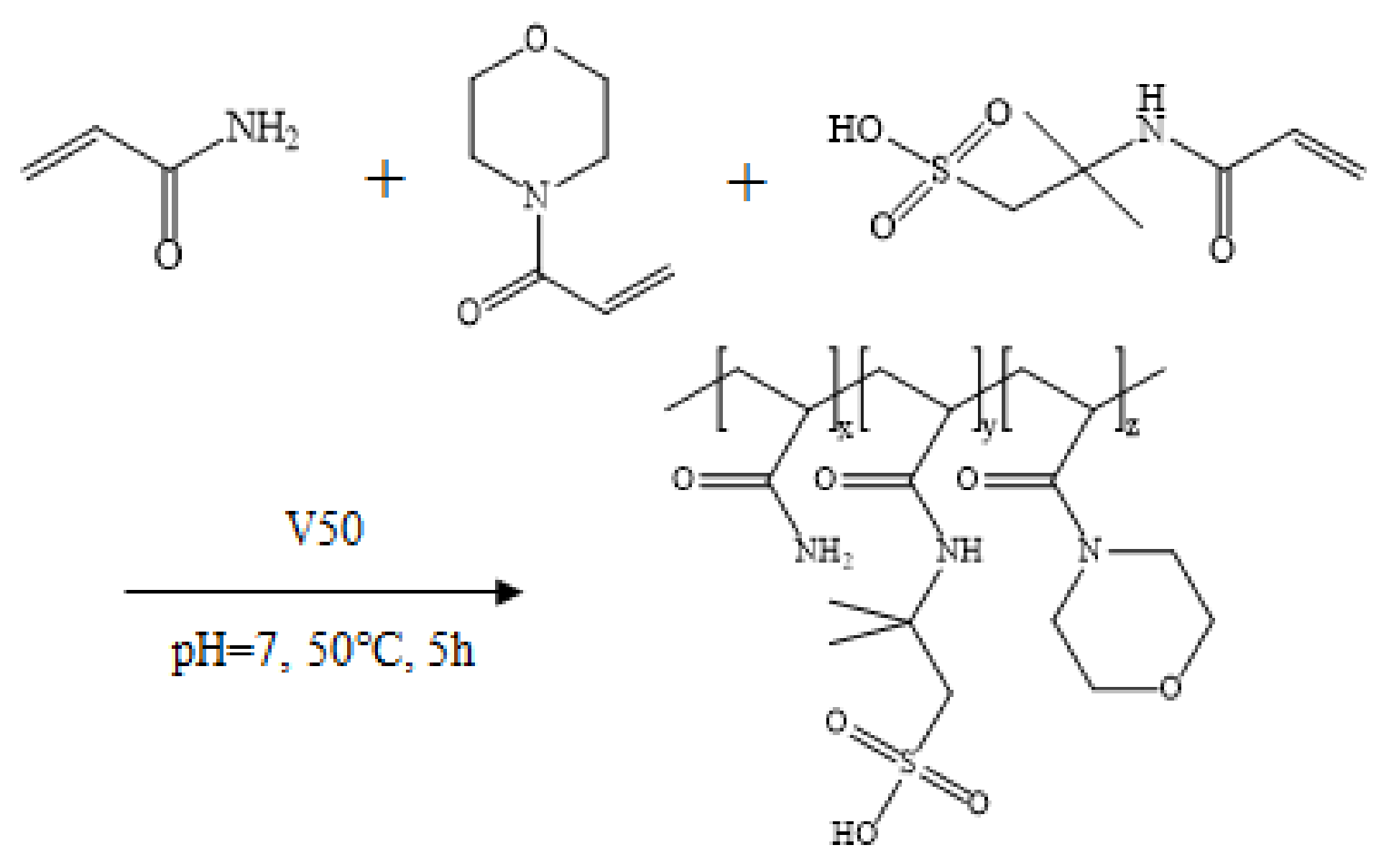
4.2.1. Synthesis of Powder Thickener
4.2.2. Characterization of Powder Thickener by Infrared Spectroscopy
4.2.3. Preparation of Suspension
4.3. Stability Tests
4.3.1. Turbiscan Lab Measurement
4.3.2. Sedimentation Rate
4.4. Dissolution Rate of the Thickener
4.5. Rheological Characteristic Test
4.5.1. Thickener Solution Property Measurements
4.5.2. Viscoelasticity Test
4.6. Sand-Carrying Property
4.7. Drag Reduction Measurement
4.8. Temperature and Shear Resistance Performance
4.9. Microstructure Analysis
4.10. Gel-Breaking Test
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yekeen, N.; Padmanabhan, E.; Idris, A.K. A review of recent advances in foam-based fracturing fluid application in unconventional reservoirs. J. Ind. Eng. Chem. 2018, 66, 45–71. [Google Scholar] [CrossRef]
- Yang, B.; Zhao, J.; Mao, J.; Tan, H.; Zhang, Y.; Song, Z. Review of friction reducers used in slickwater fracturing fluids for shale gas reservoirs. J. Nat. Gas Sci. Eng. 2019, 62, 302–313. [Google Scholar] [CrossRef]
- Gu, M.; Dao, E.; Mohanty, K.K. Investigation of ultra-light weight proppant application in shale fracturing. Fuel 2015, 150, 191–201. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, L.Q.; Liu, L.P.; Du, J.; Wang, Q.; An, Q.; Chang, B.; Luo, Z.F.; Zhang, N.L. Experimental study and field verification of fracturing technique using a thermo-responsive diverting agent. J. Nat. Gas Sci. Eng. 2021, 92, 103993. [Google Scholar] [CrossRef]
- Reinicke, A.; Rybacki, E.; Stanchits, S.; Huenges, E.; Dresen, G. Hydraulic fracturing stimulation techniques and formation damage mechanisms-implications from laboratory testing of tight sandstone–proppant systems. Geochemistry 2010, 70, 107–117. [Google Scholar] [CrossRef]
- Sun, X.; Gao, Z.; Zhao, M.; Gao, M.; Du, M.; Dai, C. Development and evaluation of a novel seawater-based viscoelastic fracturing fluid system. J. Pet. Sci. Eng. 2019, 183, 106408. [Google Scholar] [CrossRef]
- Thombare, N.; Jha, U.; Mishra, S.; Siddiqui, M.Z. Guar gum as a promising starting material for diverse applications: A review. Int. J. Biol. Macromol. 2016, 88, 361–372. [Google Scholar] [CrossRef]
- Yang, X.; Mao, J.; Zhang, H.; Zhang, Z.; Zhao, J. Reutilization of thickener from fracturing flowback fluid based on Gemini cationic surfactant. Fuel 2019, 235, 670–676. [Google Scholar] [CrossRef]
- Almubarak, T.; Ng, J.H.; Nasr-El-Din, H.A.; Sokhanvarian, K.; AlKhaldi, M. Dualpolymer hydraulic-fracturing fluids: A synergy between polysaccharides and polyacrylamides. SPE J. 2019, 24, 2635–2652. [Google Scholar] [CrossRef]
- Al-Muntasheri, G.A. A critical review of hydraulic-fracturing fluids for moderateto ultralow- permeability formations over the last decade. SPE Prod. Oper. 2014, 29, 243–260. [Google Scholar]
- Cao, X.; Shi, Y.; Li, W.; Zeng, P.; Zheng, Z.; Feng, Y.; Yin, H. Comparative studies on hydraulic fracturing fluids for high-temperature and high-salt oil reservoirs: Synthetic polymer versus guar gum. ACS Omega 2021, 6, 25421–25429. [Google Scholar] [CrossRef] [PubMed]
- Bera, A.; Agarwal, J.; Shah, M.; Shah, S.; Vij, R.K. Recent Advances in Ionic Liquids as Alternative to Surfactants/Chemicals for Application in Upstream Oil Industry. J. Ind. Eng. Chem. 2020, 82, 17–30. [Google Scholar] [CrossRef]
- Korlepara, N.K.; Patel, N.; Dilley, C.; Deysarkar, A.K.; Gore, K.R.; Kulkarni, S.D. Understanding effect of fluid salinity on polymeric drag reduction in turbulent flows of slickwater fluids. J. Pet. Sci. Eng. 2022, 216, 110747. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, F.J.; Bai, H.; Wei, D.Y.; Ma, J.L.; Yang, P.C.; Zhang, F.; Yuan, L.S. A New Approach to Study the Friction-reduction Characteristics of Viscous/Conventional Slickwater in Simulated Pipelines and Fractures. J. Nat. Gas Sci. Eng. 2020, 83, 103620. [Google Scholar] [CrossRef]
- Dahlgren, K.; Green, B.; Williams, B.; Inscore, J.; Domelen, M.V.; Fenton, A. Case Studies of High Viscosity Friction Reducers HVFR in the STACK Play. In Proceeding of the SPE Hydraulic Fracturing Technology Conference and Exhibition, Woodlands, TX, USA, 23–25 January 2018. [Google Scholar]
- Du, J.; Liu, J.; Zhao, L.; Liu, P.; Chen, X.; Wang, Q.; Yu, M. Water-soluble polymers for high-temperature resistant hydraulic fracturing: A review. J. Nat. Gas Sci. Eng. 2022, 104, 104673. [Google Scholar] [CrossRef]
- Bai, H.; Zhou, F.J.; Zhang, M.C.; Gao, X.W.; Xu, H.; Yao, E.D.; Wang, J.; Li, Y. Optimization and friction reduction study of a new type of viscoelastic slickwater system. J. Mol. Liquids. 2021, 344, 117876. [Google Scholar] [CrossRef]
- Han, X.; Li, C.; Pan, F.; Li, Y.; Feng, Y. A comparative study on enhancing oil recovery with partially hydrolyzed polyacrylamide: Emulsion versus powder. Can. J. Chem. Eng. 2022, 100, 1336–1348. [Google Scholar] [CrossRef]
- Guo, F.; Xie, J.; Zhang, G.; Sun, C.; Hu, Y.; Wang, Y.; Li, P. Research and application of slippery water fracturing fluid with low hurt and high efficiency. Oilfield Chem. 2016, 33, 420–424. [Google Scholar]
- Zhang, W.L.; Zhuo, Y.; Du, K.; Zhu, L.Y.; Liu, X.; Lin, W.R. Recent Advances in Water-Soluble Friction Reducers for Slickwater Hydraulic Fracturing Used in Completion of Shale Gas. Petrochem. Technol. 2015, 44, 121–126. [Google Scholar]
- Gao, J.H.; Zhang, G.H.; Wang, L.; Xue, X.J.; Ding, L.; Li, X.W.; Lai, X.J.; Huang, C.Q. Properties of a novel imbibition polymer with ultra-high wetting ability as a fracturing fluid system. New J. Chem. 2020, 44, 492–504. [Google Scholar] [CrossRef]
- Gao, J.H.; Zhang, G.H.; Wang, L.; Ding, L.; Shi, H.Q.; Lai, X.J.; Wen, X.; Ma, S.Y.; Huang, C.Q. Rheological properties of an ultra-high salt hydrophobic associated polymer as a fracturing fluid system. RSC Adv. 2019, 9, 15246–15256. [Google Scholar] [CrossRef] [Green Version]
- Maieryemuguli, A.; Pu, D.; Zhai, H.; Liu, K.; Wu, G.; Yu, B.; Jin, C. Development and application of fracturing fluid based suspension thickener with high efficiency drag reduction and proppant transport. Oilfield Chem. 2022, 39, 381–386. [Google Scholar]
- Wang, P.; Zhang, X.; Zhang, D. Study and application of a low damaging drag reducing hydrophilic suspension. Drill. Fluid Complet Fluid 2021, 38, 510–516. [Google Scholar]
- Liu, F.; Wang, L.; Du, L.; Liu, T.; Zhang, L.; Liu, B. Preparation of salt tolerant suspension dispersion polymer system and its application in brine-based variable viscosity slippery water system. Drill. Fluid Complet. Fluid 2021, 38, 504–509. [Google Scholar]
- Peng, C.; Gou, S.; Wu, Q.; Zhou, L.; Zhang, H.; Fei, Y. Modified acrylamide copolymers based on β-cyclodextrin and twin-tail structures for enhanced oil recovery through host–guest interactions. New J. Chem. 2019, 43, 5363–5373. [Google Scholar] [CrossRef]
- Du, A.Q.; Mao, J.C.; Zhang, H.; Xu, T.; Yang, X.J.; Lin, C.; Zhang, Y.; Liu, J. A novel hydrophobically associating polymer based on Twin-tailed amphiphilic Monomer: Experimental study and molecular dynamics simulation. J. Mol. Liquids. 2021, 341, 117293. [Google Scholar] [CrossRef]
- Xue, L.; Agarwal, U.S.; Lemstra, P.J. Shear degradation resistance of star polymers during elongational flow. Macromolecules 2005, 38, 8825–8832. [Google Scholar] [CrossRef]
- Mao, J.; Xue, J.; Zhang, H.; Yang, X.; Lin, C.; Wang, Q.; Li, C.; Liao, Z. Synthesis of a hydrophobic association polymer with an inner salt structure for fracture fluid with ultra-high-salinity water. Colloid Polym. Sci. 2022, 300, 569–582. [Google Scholar] [CrossRef]
- Zhang, Y.; Mao, J.; Xu, T.; Zhang, Z.; Yang, B.; Mao, J.; Yang, X. Preparation of a novel fracturing fluid with good heat and shear resistance. RSC Adv. 2019, 9, 1199–1207. [Google Scholar] [CrossRef] [Green Version]
- Wei, J.; Jia, W.; Zuo, L.; Chen, H.; Feng, Y. Turbulent drag reduction with an ultra-high-molecular-weight water-soluble polymer in slick-water hydrofracking. Molecules 2022, 27, 351. [Google Scholar] [CrossRef]
- Fakoya, M.F.; Shah, S.N. Rheological properties of surfactant based and polymeric nano-fluids. In Proceedings of the SPE/ICoTA Coiled Tubing & Well Intervention Conference & Exhibition, Woodlands, TX, USA, 26–27 March 2013. [Google Scholar]
- Liu, J.W.; Wang, S.B.; Wang, C.; Zhao, F.; Lei, S.; Yi, H.Y.; Guo, J.C. Influence of nanomaterial morphology of guar-gum fracturing fluid, physical and mechanical properties. Carbohydr. Polym. 2020, 234, 115915. [Google Scholar] [CrossRef] [PubMed]
- Alharbi, A.; Liang, F.; Al-Muntasheri, G.A.; Li, L.M. Nanomaterials-enhanced high-pressure tolerance of borate-crosslinked guar gels. In Proceedings of the Abu Dhabi International Petroleum Exhibition & Conference, Abu Dhabi, United Arab Emirates, 13–16 November 2017. [Google Scholar]
- Xing, L.; Ke, Y.; Hu, X.; Liang, P. Preparation and solution properties of polyacrylamide-based silica nanocomposites for drag reduction application. New J. Chem. 2020, 44, 9802–9812. [Google Scholar] [CrossRef]
- Yao, E.; Bai, H.; Zhou, F.; Zhang, M.; Wang, J.; Li, F. Performance evaluation of the multifunctional variable-viscosity slick water for fracturing in unconventional reservoirs. ACS Omega 2021, 6, 20822–20832. [Google Scholar] [CrossRef] [PubMed]
- Du, D.J.; Pu, W.F.; Tang, Z.; Liu, R.; Han, S.H.; Zhang, W.H.; Zhao, B.; Wei, J. Solution properties and displacement characteristics of core-shell hyperbranched associative polyacrylamide for enhanced oil recovery. Energy Fuels 2018, 32, 8154–8166. [Google Scholar] [CrossRef]
- Zhou, G.; Wang, M.; Sun, G.; Li, C.; Han, P.; Quan, H.; Su, X.; Feng, Y. Polyether-based thermoviscosifying polymers for enhanced oil recovery: Emulsion versus powder. Energy Fuels 2020, 34, 2824–2831. [Google Scholar] [CrossRef]
- Fakoya, M.F.; Shah, S.N. Enhancement of filtration properties in surfactant-based and polymeric fluids by nanoparticles. In Proceedings of the SPE Eastern Regional Meeting, Charleston, WV, USA, 21–23 October 2014. [Google Scholar]
- Maurya, N.K.; Kushwaha, P.; Mandal, A. Studies on interfacial and rheological properties of water soluble polymer grafted nanoparticle for application in enhanced oil recovery. J. Taiwan Inst. Chem. Eng. 2017, 70, 319–330. [Google Scholar] [CrossRef]
- Härtel, A.; Janssen, M.; Samin, S.; Van Roij, R. Fundamental measure theory for the electric double layer: Implications for blue-energy harvesting and water desalination. J. Phys. Condens. Matter 2015, 27, 194129. [Google Scholar] [CrossRef] [Green Version]
- Jang, H.; Lee, W.; Lee, J. Nanoparticle dispersion with surface-modified silica nanoparticles and its effect on the wettability alteration of carbonate rocks. Colloids Surf. A 2018, 554, 261–271. [Google Scholar] [CrossRef]
- Fakoya, M.F.; Shah, S.N. Relative viscosity of hydraulic fracturing fluids containing nanoparticles. In Proceeding of the SPE Western Regional Meeting, Anchorage, AK, USA, 23–26 May 2016. [Google Scholar]
- Xiang, P.; Petrie, K.; Kontopoulou, M.; Ye, Z.; Subramanian, R. Tuning structural parameters of polyethylene brushes on silica nanoparticles in surface-initiated ethylene “living” polymerization and effects on silica dispersion in a polyolefin matrix. Polym. Chem. 2013, 4, 1381–1395. [Google Scholar] [CrossRef]
- Bailly, M.; Kontopoulou, M.; El Mabrouk, K. Effect of polymer/filler interactions on the structure and rheological properties of ethylene-octene copolymer/nanosilica composites. Polymer 2010, 51, 5506–5515. [Google Scholar] [CrossRef]
- Tang, W.; Zou, C.; Peng, H.; Wang, Y.; Shi, L. Influence of nanoparticles and surfactants on stability and rheological behavior of polymeric nanofluids and the potential applications in fracturing fluids. Energy Fuels 2021, 35, 8657–8671. [Google Scholar] [CrossRef]
- Benmouhoub, C.; Turmine, M.; Kadri, A.; Pailleret, A. Influence of dodecylsulfate adsorption on the stability of cerium oxide nanoparticle-based colloidal aqueous dispersions. Langmuir 2020, 36, 14563–14572. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.; Hu, S.; Wu, G. Structure, dynamics, and mechanical properties of polyimide-grafted silica nanocomposites. J. Phys. Chem. C 2019, 123, 6616–6626. [Google Scholar] [CrossRef]
- Mao, Z.; Cheng, L.; Liu, D.; Li, T.; Zhao, J.; Yang, Q. Nanomaterials and technology applications for hydraulic fracturing of unconventional oil and gas reservoirs: A state-of-the-art review of recent advances and perspectives. ACS Omega 2022, 7, 29543–29570. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, F.; Bai, H.; Li, Y.; Yang, H. A Comprehensive method to evaluate the viscous slickwater as fracturing fluids for hydraulic fracturing applications. J. Pet. Sci. Eng. 2020, 193, 107359. [Google Scholar] [CrossRef]
- Kawaguchi, M. Dispersion stability and rheological properties of silica suspensions in aqueous solutions. Adv. Colloid Interface Sci. 2020, 284, 102248. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Type of Thickener | Apparent Viscosity of Gel-Breaking Solution (mPa·s) | Residual Content (mg/L) | |||
|---|---|---|---|---|---|---|
| 1 h | 2 h | 4 h | 6 h | |||
| 1 | suspension | 32.6 | 15.8 | 3.4 | 2.5 | 67.2 |
| 2 | powder | 24.3 | 13.8 | 3.0 | 2.2 | 53.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, S.; Sun, J.; Lv, K.; Liu, J.; Bai, Y.; Wang, J.; Huang, X.; Jin, J.; Li, J. Comparative Studies on Thickeners as Hydraulic Fracturing Fluids: Suspension versus Powder. Gels 2022, 8, 722. https://doi.org/10.3390/gels8110722
Shi S, Sun J, Lv K, Liu J, Bai Y, Wang J, Huang X, Jin J, Li J. Comparative Studies on Thickeners as Hydraulic Fracturing Fluids: Suspension versus Powder. Gels. 2022; 8(11):722. https://doi.org/10.3390/gels8110722
Chicago/Turabian StyleShi, Shenglong, Jinsheng Sun, Kaihe Lv, Jingping Liu, Yingrui Bai, Jintang Wang, Xianbin Huang, Jiafeng Jin, and Jian Li. 2022. "Comparative Studies on Thickeners as Hydraulic Fracturing Fluids: Suspension versus Powder" Gels 8, no. 11: 722. https://doi.org/10.3390/gels8110722
APA StyleShi, S., Sun, J., Lv, K., Liu, J., Bai, Y., Wang, J., Huang, X., Jin, J., & Li, J. (2022). Comparative Studies on Thickeners as Hydraulic Fracturing Fluids: Suspension versus Powder. Gels, 8(11), 722. https://doi.org/10.3390/gels8110722