Author Contributions
Conceptualization, J.M.-M., P.G.-S., M.I., D.V.-J. and C.M.-M.; methodology, C.M.-M., D.V.-J. and M.I.; formal analysis, C.M.-M., D.V.-J. and M.I.; investigation, C.M.-M., D.V.-J. and M.I.; resources, P.G.-S. and J.M.-M.; data curation, C.M.-M.; writing—original draft preparation, C.M.-M.; writing—review and editing, M.I., P.G.-S. and J.M.-M.; supervision, P.G.-S. and J.M.-M.; project administration, P.G.-S.; funding acquisition, P.G.-S. and J.M.-M. All authors have read and agreed to the published version of the manuscript.
Figure 1.
(
a) G′, storage modulus; (
b) G″, loss modulus; (
c) η*, complex viscosity of the gels (with and without orange by-product) before 3D printing. Data for samples G30, G50 and G70 are extracted from Molina et al. [
18] (G, gel; GBp: gel with by-product; 30, 50, and 70% apricot pulp, respectively).
Figure 1.
(
a) G′, storage modulus; (
b) G″, loss modulus; (
c) η*, complex viscosity of the gels (with and without orange by-product) before 3D printing. Data for samples G30, G50 and G70 are extracted from Molina et al. [
18] (G, gel; GBp: gel with by-product; 30, 50, and 70% apricot pulp, respectively).
Figure 2.
(a) G′, storage modulus; (b) G″, loss modulus; (c) η*, complex viscosity of the gels (with and without orange by-product) after 3D printing. (P, printed sample; PBp: printed sample with by-product; 30, 50 and 70% apricot pulp, respectively).
Figure 2.
(a) G′, storage modulus; (b) G″, loss modulus; (c) η*, complex viscosity of the gels (with and without orange by-product) after 3D printing. (P, printed sample; PBp: printed sample with by-product; 30, 50 and 70% apricot pulp, respectively).
Figure 3.
(a) Deviations of the height parameter of the printed samples; (b) deviations of the area parameter of the printed sample with respect % apricot pulp (30, 50 and 70%). Letters (a–e) indicate homogeneous groups according to ANOVA (p < 0.05). (Control: P30, P50 and P70; orange by-product: PBP30, PBP50 and PBP70.)
Figure 3.
(a) Deviations of the height parameter of the printed samples; (b) deviations of the area parameter of the printed sample with respect % apricot pulp (30, 50 and 70%). Letters (a–e) indicate homogeneous groups according to ANOVA (p < 0.05). (Control: P30, P50 and P70; orange by-product: PBP30, PBP50 and PBP70.)
Figure 4.
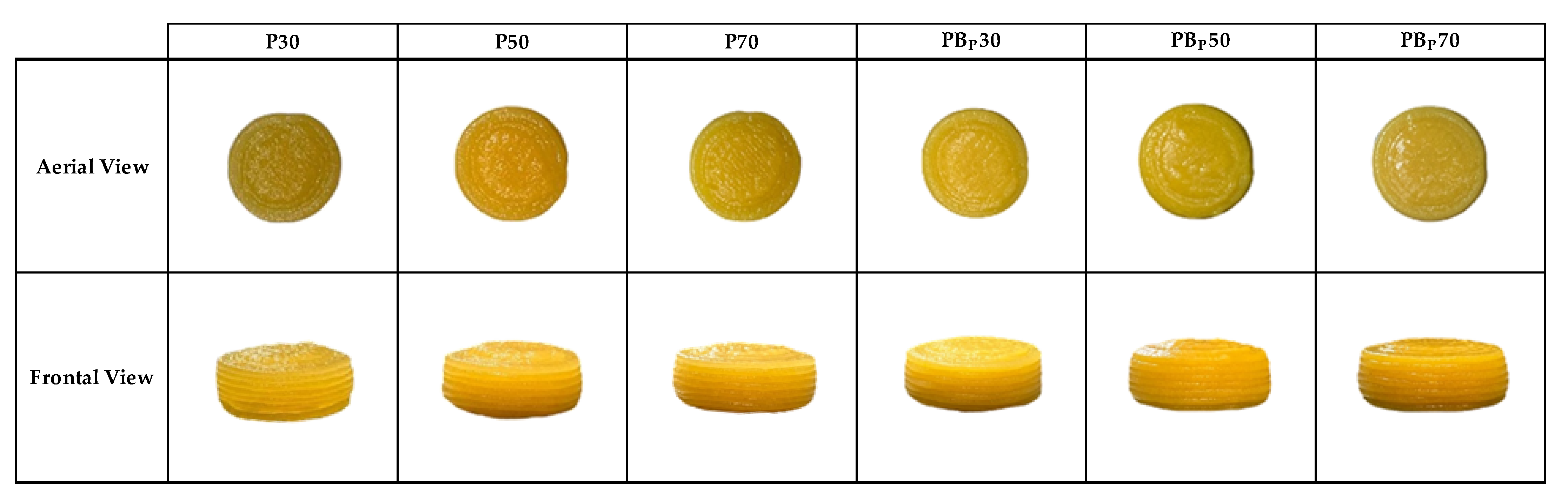
Images of the 3D printed (P) samples from aerial view and frontal view. (Control: P30, P50 and P70; orange by-product: PBP30, PBP50 and PBP70.)
Figure 4.
Images of the 3D printed (P) samples from aerial view and frontal view. (Control: P30, P50 and P70; orange by-product: PBP30, PBP50 and PBP70.)
Figure 5.
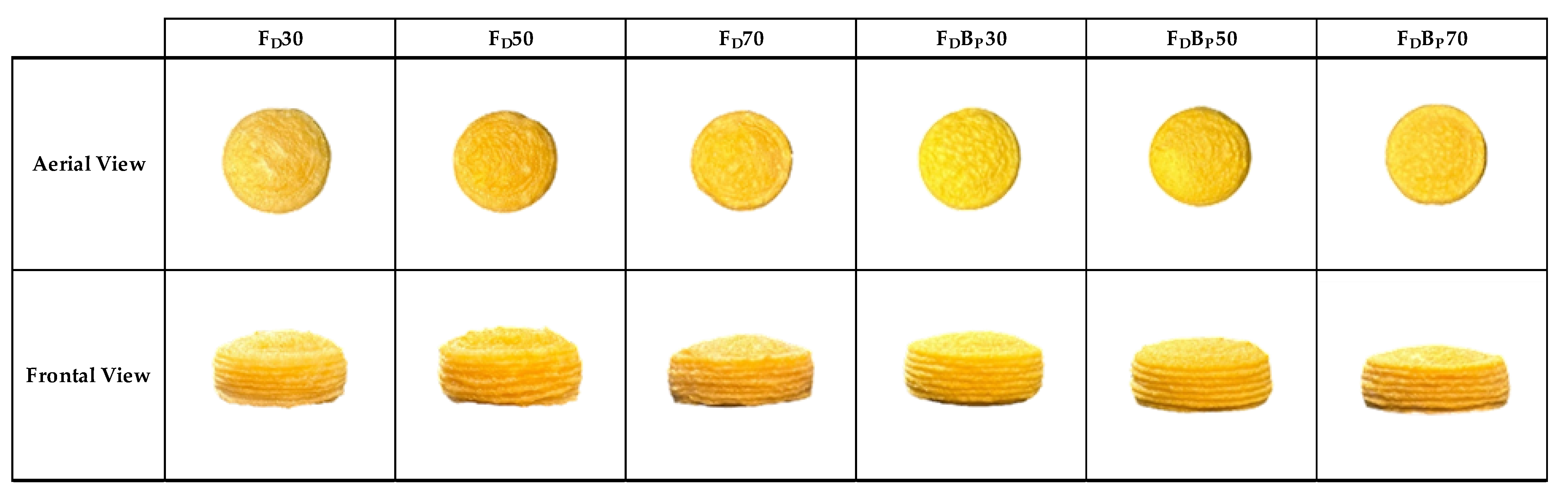
Images of the freeze-dried (FD) samples from aerial view and frontal view. (Control: FD30, FD 50 and FD 70; orange by-product: FDBP30, FDBP50 and FDBP70.)
Figure 5.
Images of the freeze-dried (FD) samples from aerial view and frontal view. (Control: FD30, FD 50 and FD 70; orange by-product: FDBP30, FDBP50 and FDBP70.)
Figure 6.
(a) Shrinkage of the height parameter of the freeze-dried (FD) samples; (b) shrinkage of the area parameter of the freeze-dried (FD) samples with respect % apricot pulp (30, 50 and 70%). Letters (a–d) indicate homogeneous groups according to ANOVA (p < 0.05). (Control: FD30, FD50 and FD70; orange by-product: FDBP30, FDBP50 and FDBP70.)
Figure 6.
(a) Shrinkage of the height parameter of the freeze-dried (FD) samples; (b) shrinkage of the area parameter of the freeze-dried (FD) samples with respect % apricot pulp (30, 50 and 70%). Letters (a–d) indicate homogeneous groups according to ANOVA (p < 0.05). (Control: FD30, FD50 and FD70; orange by-product: FDBP30, FDBP50 and FDBP70.)
Table 1.
Mean values (and standard deviations) of G*, complex modulus; G′, storage modulus; G″, loss modulus; Tan δ, loss tangent; and η*, apparent viscosity of gels (with and without orange by-product) before 3D printing.
Table 1.
Mean values (and standard deviations) of G*, complex modulus; G′, storage modulus; G″, loss modulus; Tan δ, loss tangent; and η*, apparent viscosity of gels (with and without orange by-product) before 3D printing.
| | G30 | G50 | G70 | GBP30 | GBP50 | GBP70 |
|---|
| G* (Pa) | 181 (3) c | 189 (6) c | 258 (20) c | 1193 (91) b | 1419 (54) a | 1510 (64) a |
| G′ (Pa) | 180 (3) d | 185 (6) d | 252 (19) d | 1177 (90) c | 1400 (54) b | 1494 (64) a |
| G″ (Pa) | 20.6 (0.6) f | 34.1 (0.3) e | 56 (3) d | 196 (12) c | 230 (4) a | 214 (4) b |
| Tan δ | 0.114 (0.006) e | 0.184 (0.006) b | 0.226 (0.006) a | 0.167 (0.002) c | 0.164 (0.005) c | 0.144 (0.003) d |
| η* (Pa s) | 29.1 (0.6) c | 30.09 (1.07) c | 41 (3) c | 190 (14) b | 225 (8) a | 240 (10) a |
Table 2.
Mean values (and standard deviations) of (Gr, gradient; FM, maximum force; Fm, mean force) of gels (with and without orange by-product) before 3D printing.
Table 2.
Mean values (and standard deviations) of (Gr, gradient; FM, maximum force; Fm, mean force) of gels (with and without orange by-product) before 3D printing.
| | G30 | G50 | G70 | GBP30 | GBP50 | GBP70 |
|---|
| Gr (N/s) | 474 (19) a | 477 (17) a | 526 (29) a | 468 (18) a | 390 (30) b | 375 (27) b |
| FM (N) | 153 (15) d | 161 (19) cd | 228 (17) a | 192.6 (0.2) bcd | 195 (13) ab | 197 (5) bc |
| Fm (N) | 134 (18) b | 142 (23) b | 187 (13) a | 159 (12) ab | 162 (25) ab | 164 (10) ab |
Table 3.
Mean values (and standard deviations) of G*, complex modulus; G′, storage modulus; G″, loss modulus; Tan δ, loss tangent; and η*, apparent viscosity of gels (with and without orange by-product) of gels after 3D printing.
Table 3.
Mean values (and standard deviations) of G*, complex modulus; G′, storage modulus; G″, loss modulus; Tan δ, loss tangent; and η*, apparent viscosity of gels (with and without orange by-product) of gels after 3D printing.
| | P30 | P50 | P70 | PBP30 | PBP50 | PBP70 |
|---|
| G* (Pa) | 677 (42) d | 1038 (51) c | 1250 (170) bc | 846 (87) d | 1301 (118) ab | 1394 (73) a |
| G′ (Pa) | 676 (42) d | 1035 (51) c | 1198 (170) bc | 834 (87) d | 1285 (118) ab | 1378 (73) a |
| G″ (Pa) | 42.6 (1.2) d | 88 (14) c | 132 (10) b | 146 (6) b | 200 (15) a | 213 (4) a |
| Tan δ | 0.063 (0.002) e | 0.086 (0.016) d | 0.111 (0.009) c | 0.176 (0.012) a | 0.156 (0.002) b | 0.155 (0.006) b |
| η* (Pa s) | 108 (7) d | 165 (8) c | 192 (27) bc | 135 (14) d | 207 (19) ab | 222 (12) a |
Table 4.
Mean values (and standard deviations) of cutting force parameters (FM, maximum force (N); area, area force/time (N s); PTR, peaks/time ratio (peaks/s)) of freeze-dried samples.
Table 4.
Mean values (and standard deviations) of cutting force parameters (FM, maximum force (N); area, area force/time (N s); PTR, peaks/time ratio (peaks/s)) of freeze-dried samples.
| | FD30 | FD50 | FD70 | FDBP30 | FDBP50 | FDBP70 |
|---|
| FM (N) | 95(5) f | 138(14) e | 225(10) d | 268(6) c | 312(12) b | 409(20) a |
| Area (N s) | 116(21) e | 127(5) e | 240(30) d | 279(15) c | 365(9) b | 521(8) a |
| PTR (peaks/s) | 6.38(0.97) b | 6.9(0.6) ab | 7.6(0.7) ab | 7.6(0.6) ab | 7.79(1.03) ab | 7.3(0.4) a |
Table 5.
Mean values and standard deviations of color parameters L*, a*, b*, C*, h* and color differences (ΔE1 and ΔE2) of freeze-dried samples.
Table 5.
Mean values and standard deviations of color parameters L*, a*, b*, C*, h* and color differences (ΔE1 and ΔE2) of freeze-dried samples.
| | FD30 | FD50 | FD70 | FDBP30 | FDBP50 | FDBP70 |
|---|
| L* (D65) | 60.6 (2.3) c | 58.1 (0.8) d | 55.5 (1.8) e | 68.91 (0.95) a | 64.9 (0.6) b | 64.4 (0.9) b |
| a* (D65) | 6.76 (0.08) f | 12.6 (0.3) b | 13.6 (0.2) a | 8.2 (0.4) e | 9.46 (0.02) d | 11.0 (0.3) c |
| b* (D65) | 26.4 (0.5) f | 40.2 (0.6) d | 38.4 (1.5) e | 48.0 (0.4) a | 45.4 (0.4) b | 43.0 (0.2) c |
| C* | 27.3 (0.5) f | 42.1 (0.6) d | 40.7 (1.5) e | 48.6 (0.4) a | 46.3 (0.4) b | 44.4 (0.2) c |
| h* | 1.320 (0.002) c | 1.266 (0.005) d | 1.230 (0.008) e | 1.402 (0.007) a | 1.365 (0.002) b | 1.321 (0.007) c |
| ΔE 1 | | 15.4 (0.6) c | 15.1 (1.8) c | | 19.6 (0.4) a | 17.6 (0.6) b |
| ΔE 2 | | | | 23.2 (1.6) b | 9.1 (1.5) b | 10.6 (2.3) a |
Table 6.
Mean values (and standard deviations) of TC, total carotenoids (mgβ-carotene/100 g); LP, lycopene (mg/100 g); TP, total phenols (mgGA/100 g); AC, antioxidant capacity (mgTrolox/100 g) and TF, total fibre (mg/100 g) of studied samples.
Table 6.
Mean values (and standard deviations) of TC, total carotenoids (mgβ-carotene/100 g); LP, lycopene (mg/100 g); TP, total phenols (mgGA/100 g); AC, antioxidant capacity (mgTrolox/100 g) and TF, total fibre (mg/100 g) of studied samples.
| Sample | TC | LP | TP | AC | TF * |
|---|
| FD30 | 2.50 (0.13) f | 0.882 (0.003) f | 99 (2) f | 51 (2) d | 0.738 (0.002) g |
| FD50 | 3.1 (0.2) d | 1.00 (0.07) e | 136.3 (0.9) e | 75 (2) c | 1.270 (0.002) f |
| FD70 | 4.8 (0.3) d | 1.40 (0.07) c | 168 (5) d | 99 (4) a | 1.823 (0.0012) e |
| FDBP30 | 5.37 (0.12) c | 1.22 (0.02) d | 459 (4) a | 88.16 (0.12) b | 3.51 (0.02) c |
| FDBP50 | 6.72 (0.16) b | 1.57 (0.04) b | 396 (8) b | 89 (3) b | 3.56 (0.06) b |
| FDBP70 | 7.10 (0.12) a | 1.72 (0.04) a | 344 (19) c | 101 (3) a | 3.624 (0.013) a |
Table 7.
Nutritional composition of raw materials expressed in g/100 g.
Table 7.
Nutritional composition of raw materials expressed in g/100 g.
| Composition | Apricot Pulp | Bovine Gelatin | Orange By-Product |
|---|
| Protein | 0.8 | 85.0 | 4.4 |
| Carbohydrates | 8.5 | 0.0 | 51.4 |
| Fat | 0.1 | 0.0 | 0.8 |
| Fiber | 2.5 | 0.0 | 37.0 |
| Ashes | 0.1 | 2.0 | 2.8 |
| Water | 88.0 | 5.0 | 36.0 |
Table 8.
Composition of gels per 100 g.
Table 8.
Composition of gels per 100 g.
| Raw Materials (g) | G30 | G50 | G70 | GBP30 | GBP50 | GBP70 |
|---|
| Apricot pulp | 30 | 50 | 70 | 30 | 50 | 70 |
| Mineral water | 65 | 45 | 25 | 59.19 | 40.31 | 21.44 |
| Bovine gelatine | 5 | 5 | 5 | 5 | 5 | 5 |
| OBP | - | - | - | 5.81 | 4.69 | 3.56 |



 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}