
Towards an Understanding of Multiphase Fluid Dynamics of a Microfluid Jet Polishing Process: A Numerical Analysis



Abstract
:1. Introduction
2. Empirical and Algebraic Approximations of the Fluid Film Behavior
3. Numerical Setup
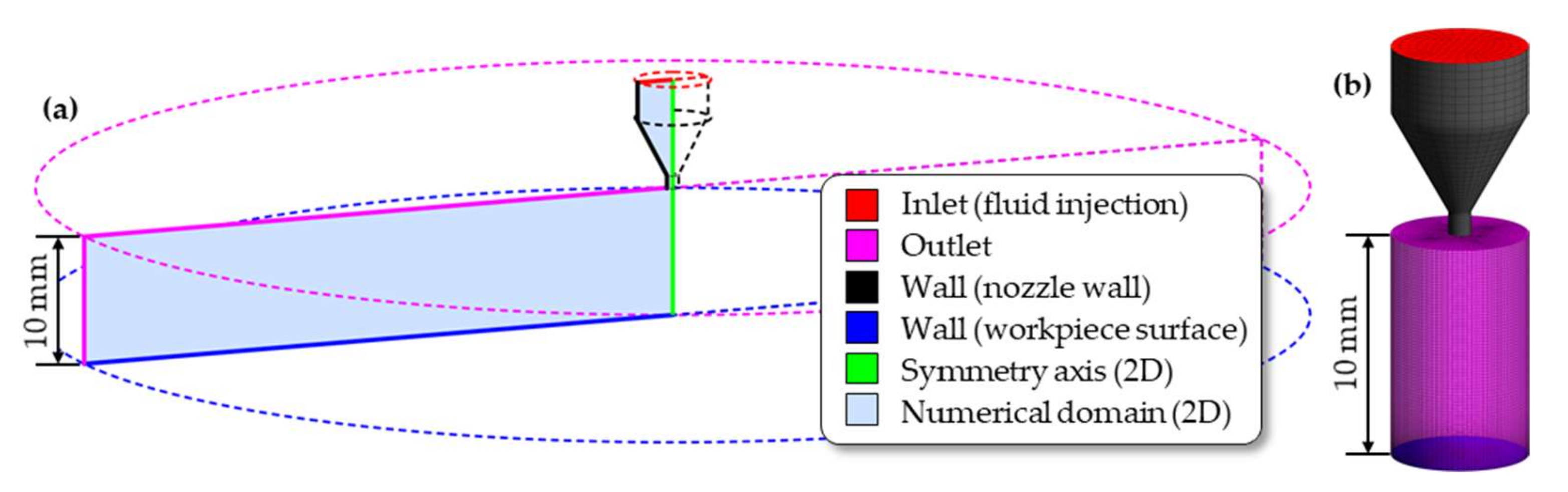
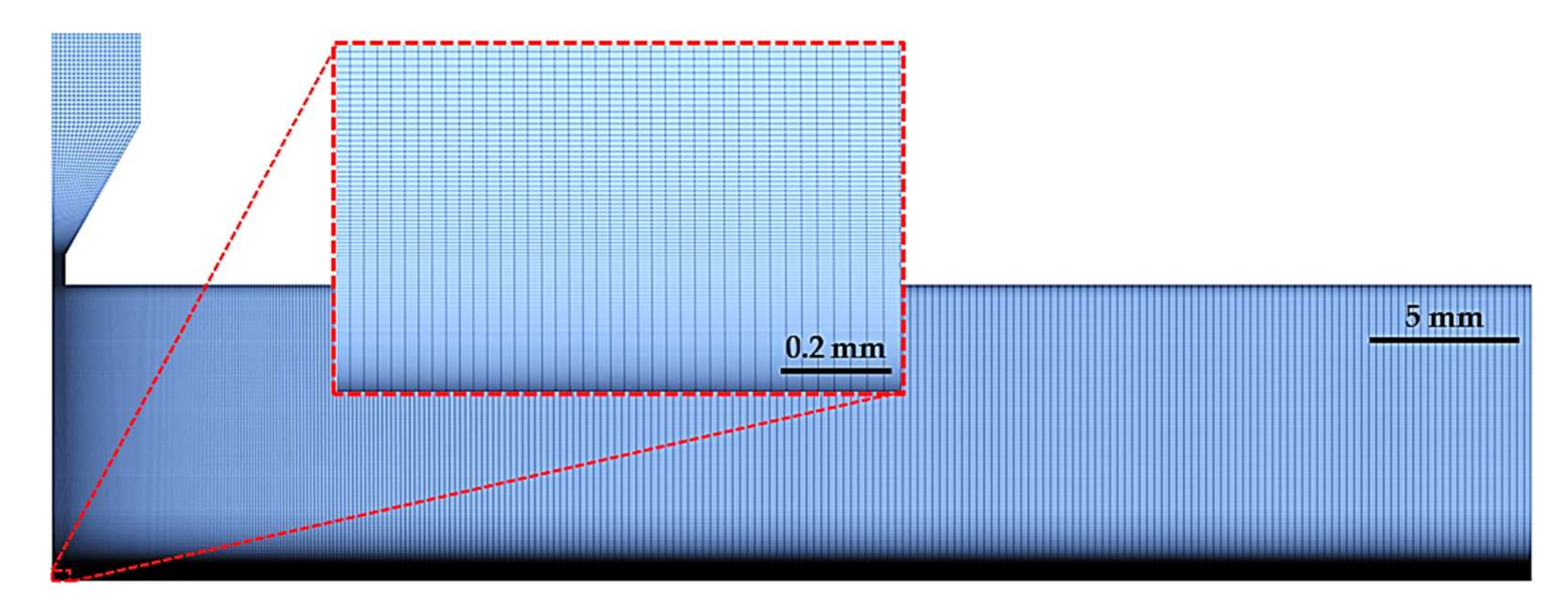
3.1. Geometry and Numerical Domain
3.2. Mathematical Modeling
3.3. Numerical Methodology
3.4. Operating and Boundary Conditions
4. Results and Discussion
4.1. Fluid Flow Behavior
4.2. Particle Hydrodynamics and Its Interaction with the Workpiece Surface
5. Conclusions
- (1)
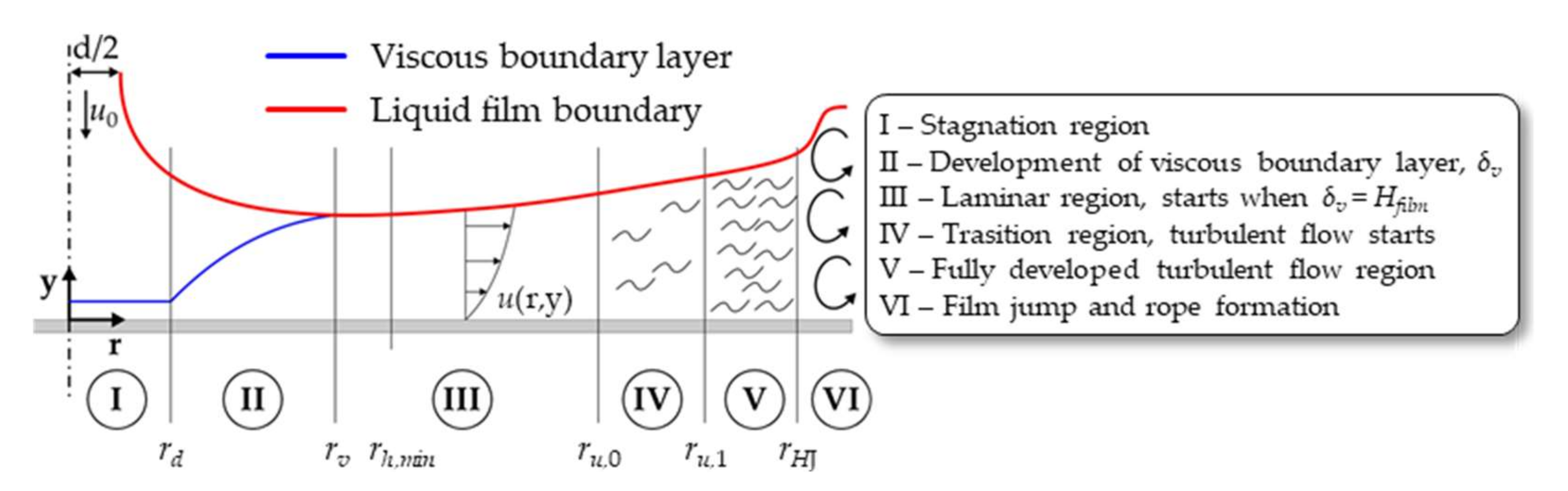
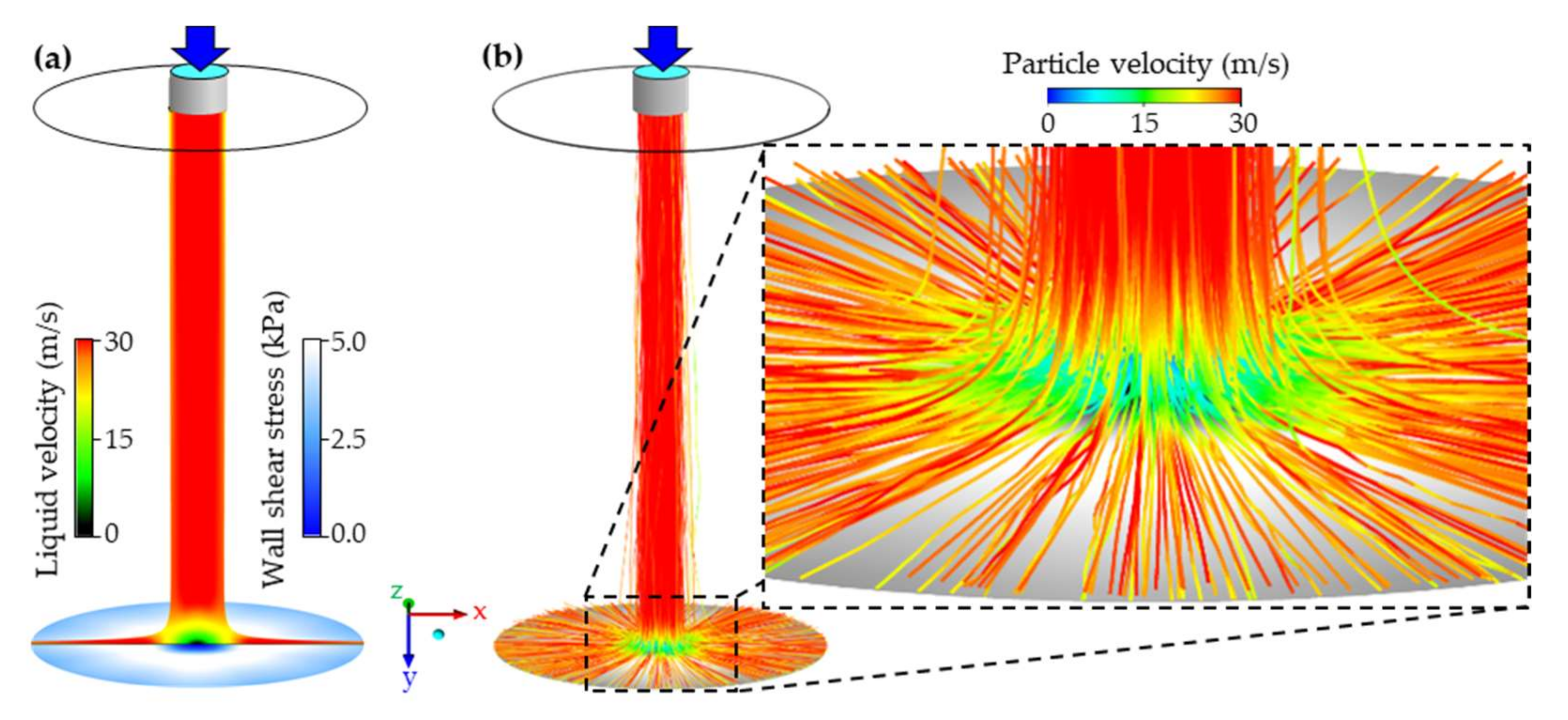
- A Eulerian–Eulerian approach, which treats the air and the liquid suspension as continuum phases, was applied to validate the CFD model, identifying the main flow regimes of the liquid film on the workpiece surface and evaluating their interactions.
- (2)
- A Eulerian–Eulerian–Lagrangian approach, which beyond the continuum phases also takes into account the abrasive particles as a dispersed phase, was used in the CFD simulations to calculate the particle behavior in the fluid jet polishing process and, with this, to derive a statistical analysis based on the different impinging regions of the workpiece surface.
- (3)
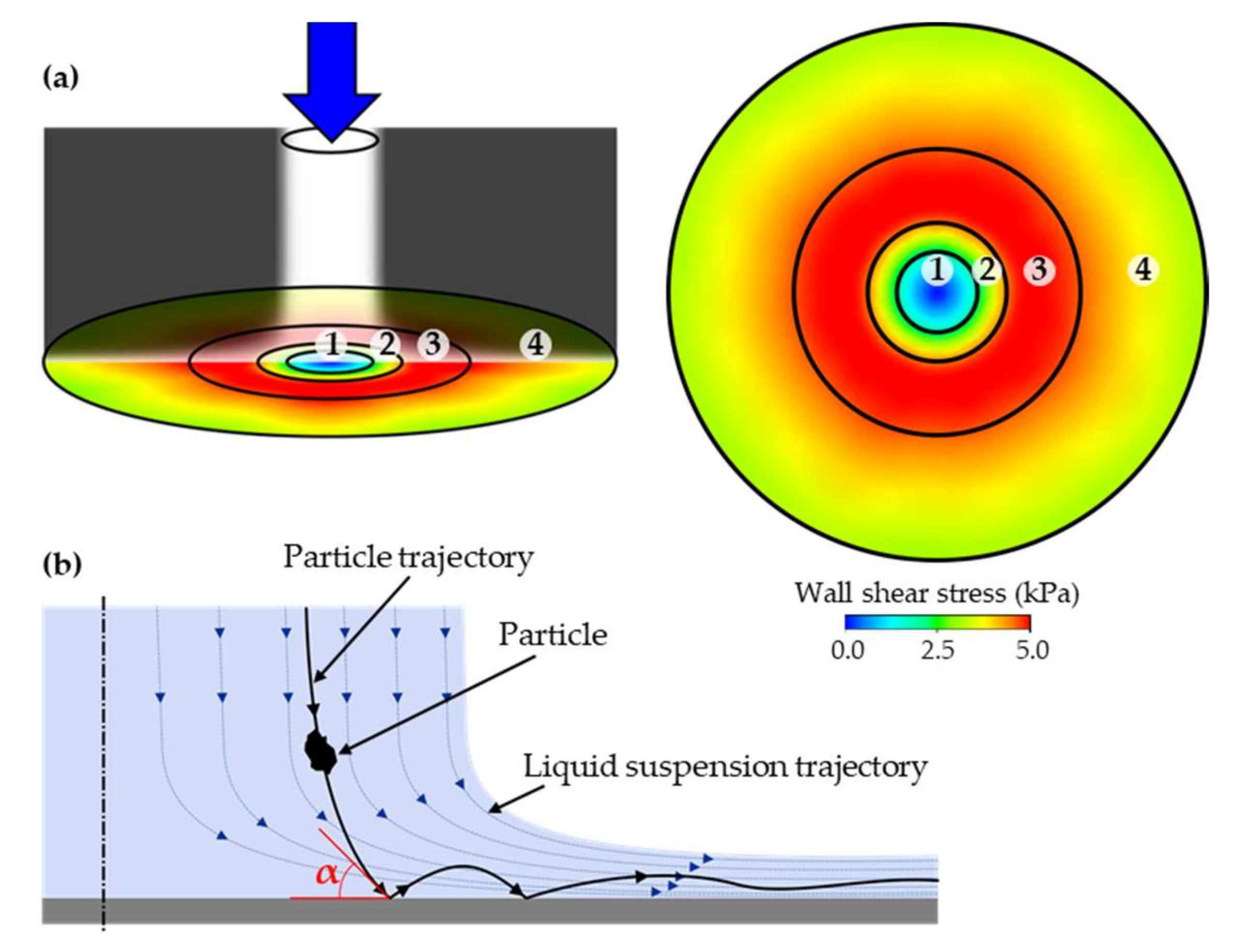
- This statistical analysis is essential since it allows to identify where the particles are impacting the workpiece surface and under which conditions (for instance, impact velocity and angle), allowing to design new finishing approaches and optimize the performance of the fluid jet polishing process.
- (4)
- Despite the large number of particles impinging the stagnation zone (region 1), a low material removal rate is expected due to the low impact velocity of the particles. The material removal rate is expected to be more significant in the further downstream regions, especially in which the wall shear stress increases (region 2) and presents its maxima (region 3).
- (5)
- The applied CFD approach provides a deeper understanding of the fluid suspension behavior, the particle dynamics, and the particle–wall interactions and can be applied for further investigations in order to establish correlations between the microscopic fluid–particle dynamic characteristics and the macroscopic operating process parameters.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| 2D | Related to a two-dimensional approach for the numerical discretization |
| 3D | Related to a three-dimensional approach for the numerical discretization |
| CFD | Computational fluid dynamics |
| DNS | Direct numerical simulations |
| DPM | Discrete phase model |
| DRW | Discrete random walk model |
| FEM | Finite element method |
| FJP | Fluid jet polishing |
| FVM | Finite-volume method |
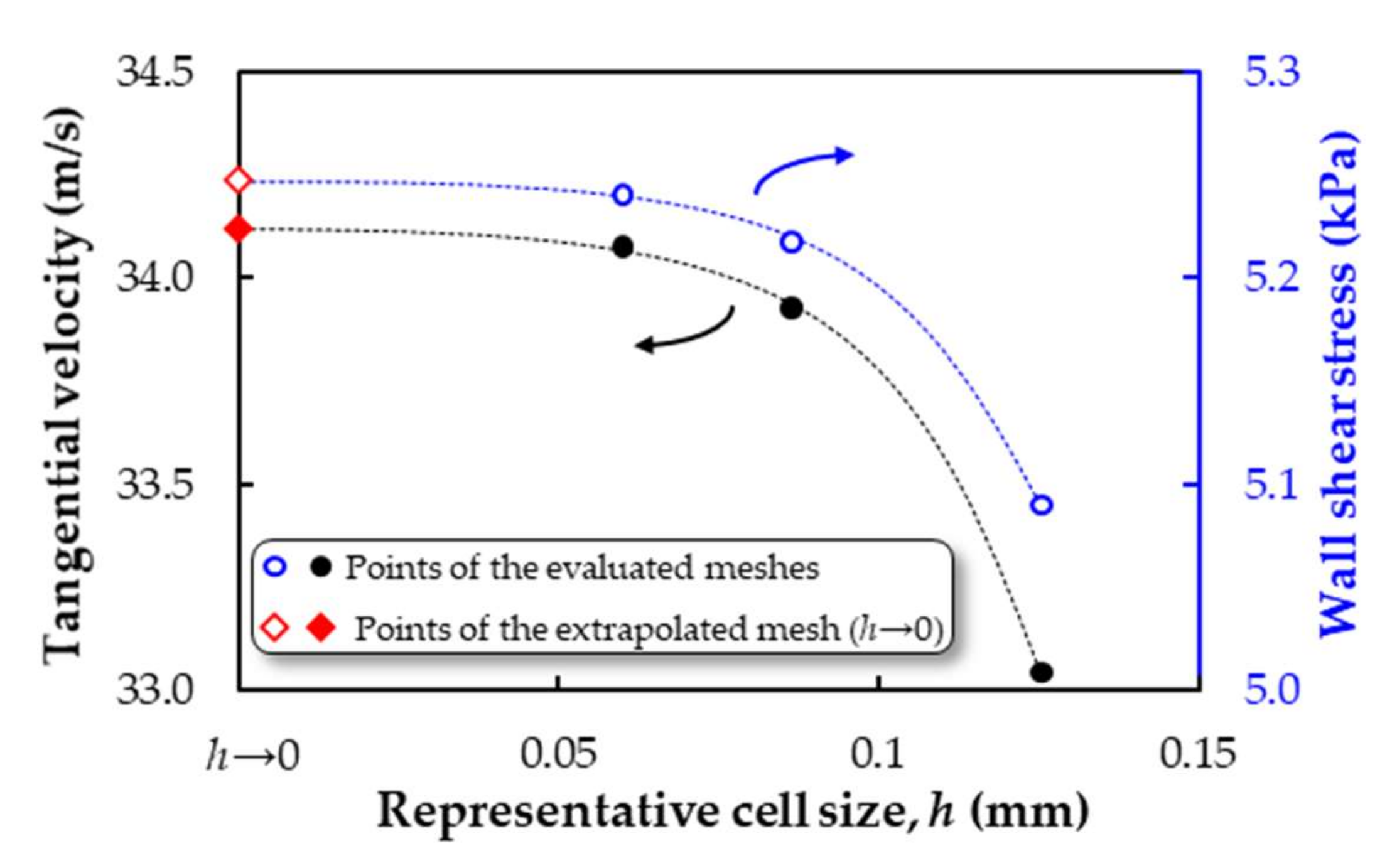
| GCI | Grid convergence index |
| IBM | Immersed boundary method |
| LBM | Lattice–Boltzmann method |
| LES | Large-eddy simulations |
| MFJP | Microfluid jet polishing |
| PDE | Partial differential equations |
| RANS | Reynolds-averaged Navier–Stokes |
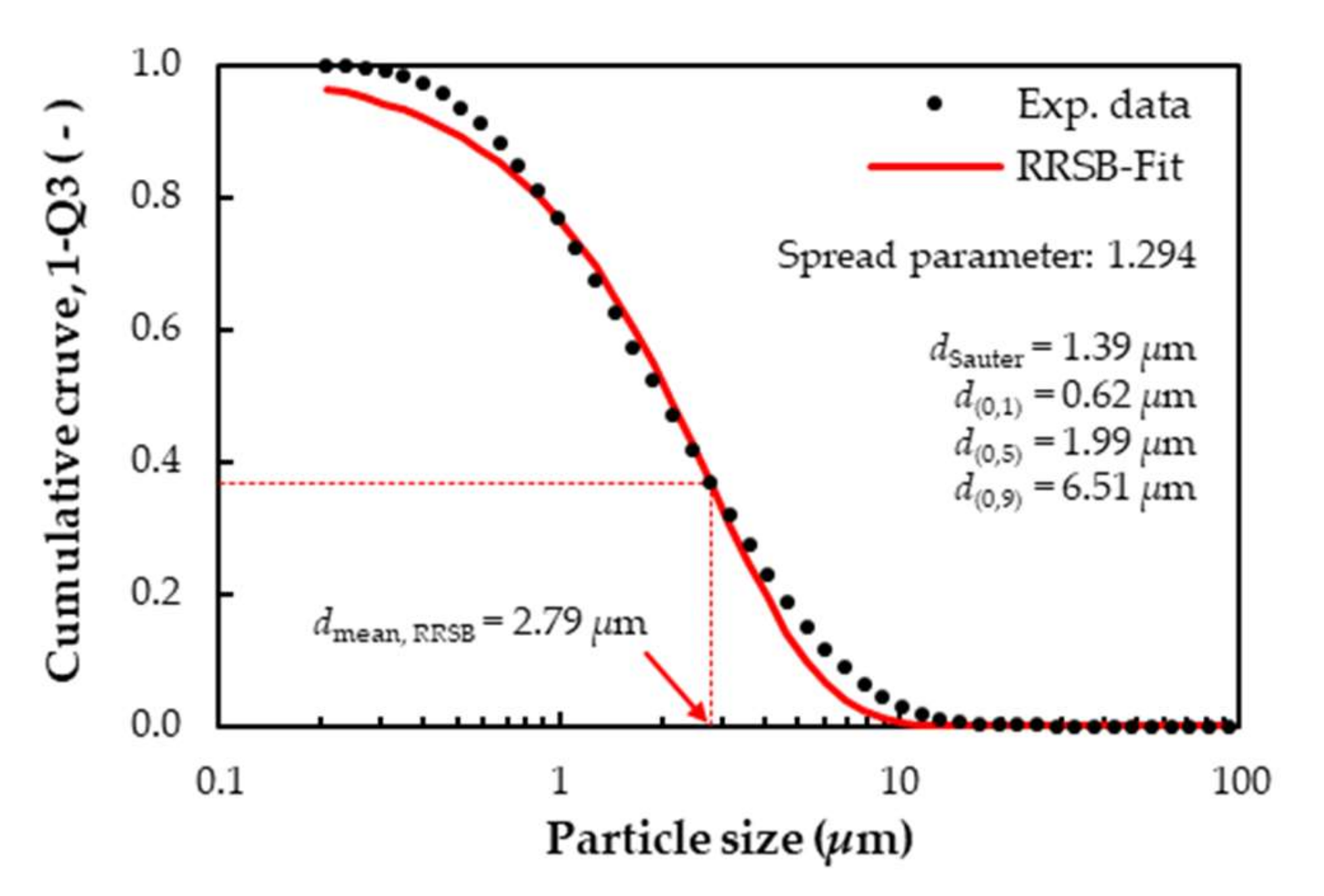
| RRSB | Rosin–Rammler–Sperling–Bennet distribution function |
| SOD | Stand-off distance |
| SST | Shear-stress transport |
| TIF | Tool influence function |
| VoF | Volume of fluid model |
| Frc | Critical Froude number |
| Fr | Froude number |
| Re | Reynolds number |
| Stokes number | |
| Dimensionless velocity gradient | |
| Nozzle diameter (m) | |
| Mean particle diameter of the RRSB distribution function (m) | |
| Sauter mean diameter (m) | |
| Particle diameter (m) | |
| Characteristic cell size (m) | |
| Liquid film thickness (m) | |
| Turbulent kinetic energy (m2 s−2) | |
| Number density of particles (# m−3) | |
| Pressure (Pa) | |
| Ambient pressure (Pa) | |
| Overpressure (Pa) | |
| Pressure in the stagnation region (Pa) | |
| Radius/radial position (m) | |
| Radial position when r = d (m) | |
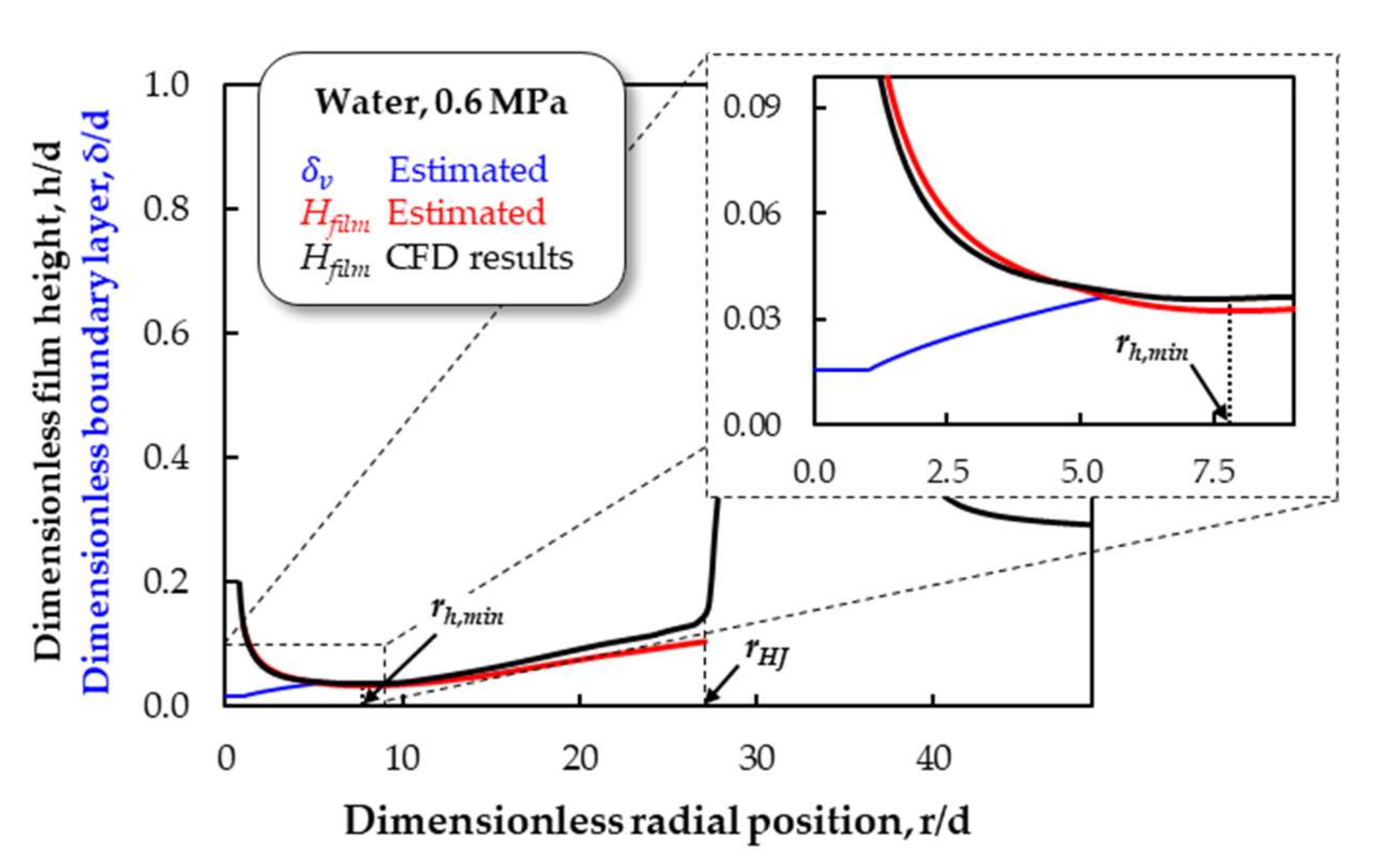
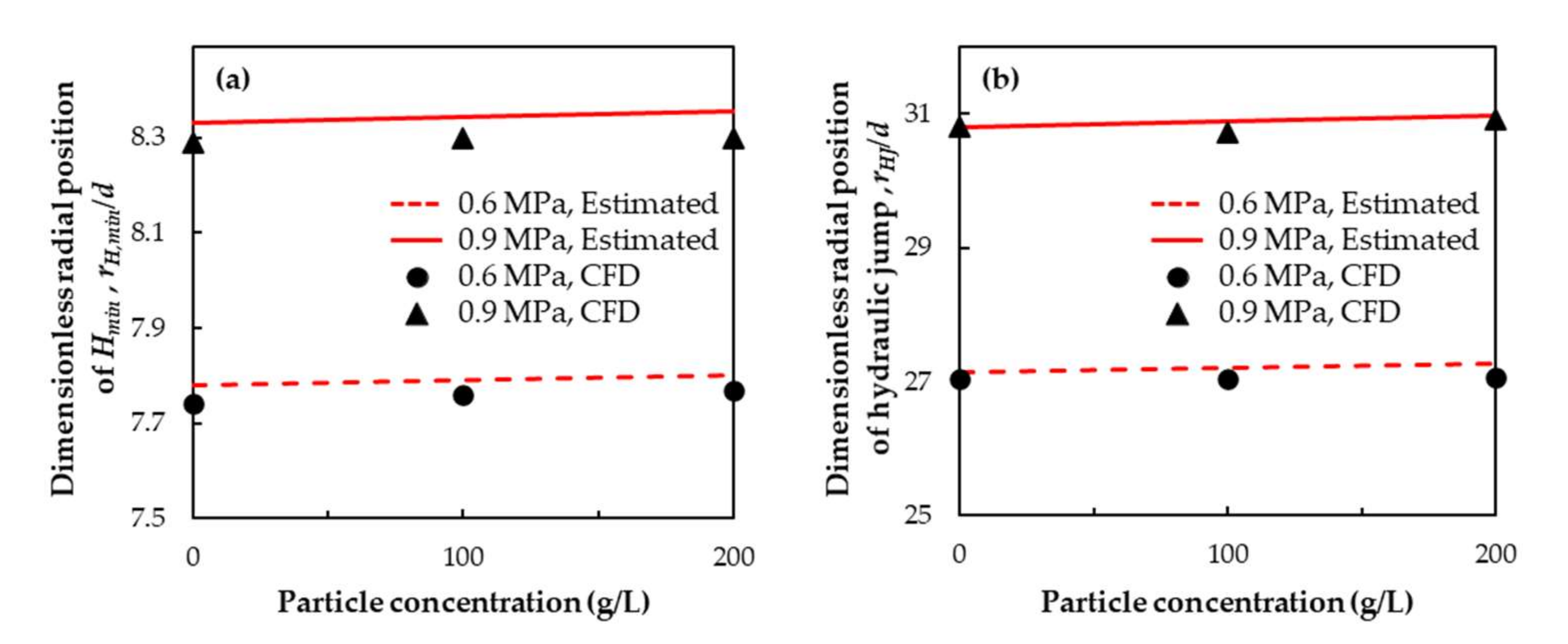
| Radial position of the minimum liquid film thickness (m) | |
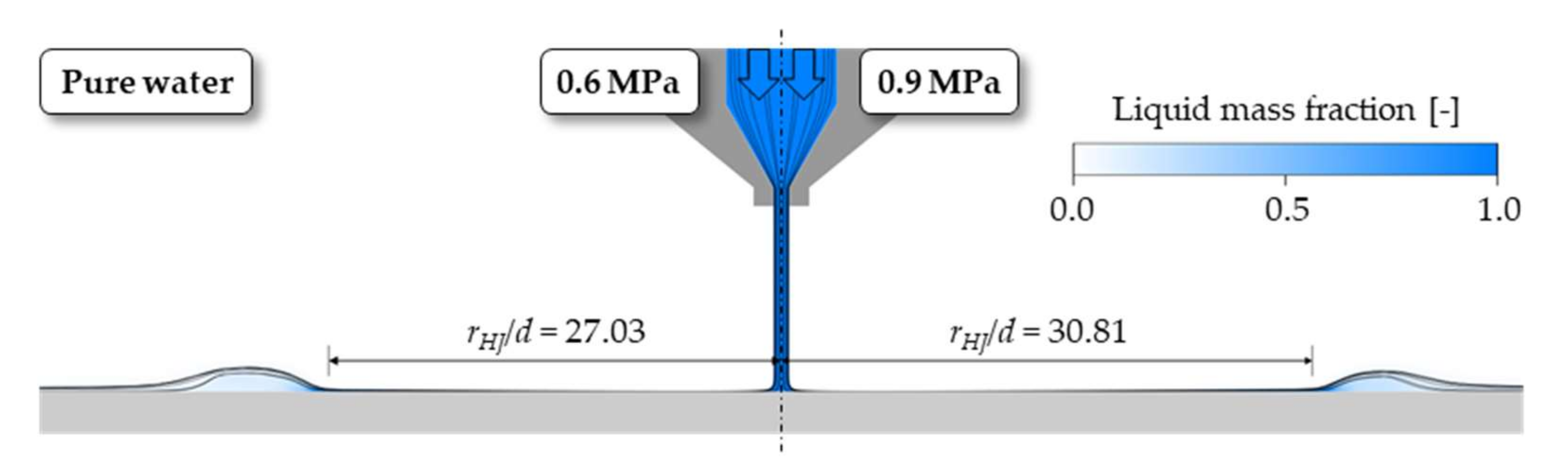
| Radial position where the hydraulic jump occurs (m) | |
| Radial position where the transition flow regime starts (m) | |
| Radial position where the transition flow regime ends and the fully turbulent flow starts (m) | |
| Radial position where the viscous boundary layer reaches the liquid film surface | |
| Liquid velocity at the exit of the nozzle (m s−1) | |
| Mean velocity of the fluid film (m s−1) | |
| Liquid velocity at the film surface (m s−1) | |
| Mean fluctuation velocity of particles (m s−1) | |
| Volume fraction of the liquid in the numerical element | |
| Thickness of the viscous boundary layer (m) | |
| Dissipation rate of the turbulent kinetic energy (m2 s−3) | |
| Dynamic viscosity of the pure liquid (kg m−1 s−1) | |
| Dynamic viscosity of the liquid suspension (kg m−1 s−1) | |
| Turbulent viscosity (kg m−1 s−1) | |
| Liquid suspension density (kg m−3) | |
| Liquid density (kg m−3) | |
| Particle density (kg m−3) | |
| Characteristic interparticle collision time (s) | |
| Characteristic particle relaxation time (s) | |
| Wall shear stress (Pa) | |
| Volume concentration of the solid dispersed particles in the liquid suspension | |
| Φ | Variable of the GCI method |
| Specific dissipation rate of the turbulent kinetic energy (s−1) |
References
- Schönemann, L.; Riemer, O. Thermo-mechanical tool setting mechanism for ultra-precision milling with multiple cutting edges. Precis. Eng. 2019, 55, 171–178. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Mutlugünes, Y.; Klocke, F.; Aurich, J.C.; Shore, P.; Ohmori, H. Ultra-precision grinding. CIRP Ann. 2010, 59, 652–671. [Google Scholar] [CrossRef]
- Evans, C.J.; Paul, E.; Dornfeld, D.; Lucca, D.A.; Byrne, G.; Tricard, M.; Klocke, F.; Dambon, O.; Mullany, B.A. Material Removal Mechanisms in Lapping and Polishing. CIRP Ann. 2003, 52, 611–633. [Google Scholar] [CrossRef] [Green Version]
- Fähnle, O.W.; van Brug, H.; Frankena, H.J. Fluid jet polishing of optical surfaces. Appl. Opt. 1998, 37, 6771–6773. [Google Scholar] [CrossRef] [Green Version]
- Fähnle, O.W.; van Brug, H. Finishing of Optical Materials Using Fluid Jet Polishing. In Proceedings of the Annual Meeting of the American Society for Precision Engineering, Monterey, CA, USA, 31 October–5 November 1999; pp. 509–512. [Google Scholar]
- Nouraei, H.; Kowsari, K.; Papini, M.; Spelt, J.K. Operating parameters to minimize feature size in abrasive slurry jet micro-machining. Precis. Eng. 2016, 44, 109–123. [Google Scholar] [CrossRef]
- Beaucamp, A.; Namba, Y.; Freeman, R. Dynamic multiphase modeling and optimization of fluid jet polishing process. CIRP Ann. 2012, 61, 315–318. [Google Scholar] [CrossRef]
- Fähnle, O.W.; Doetz, M.; Dambon, O. Analysis of critical process parameters of ductile mode grinding of brittle materials. Adv. Opt. Technol. 2017, 6, 349–358. [Google Scholar] [CrossRef]
- Wang, C.J.; Cheung, C.F.; Ho, L.T.; Loh, Y.M. An Investigation of Effect of Stand-Off Distance on the Material Removal Characteristics and Surface Generation in Fluid Jet Polishing. Nanomanuf. Metrol. 2020, 3, 112–122. [Google Scholar] [CrossRef]
- Beaucamp, A.; Freeman, R.; Matsumoto, A.; Namba, Y. Fluid jet and bonnet polishing of optical moulds for application from visible to X-ray. In Proceedings of the SPIE 8126—Optical Engineering and Applications, San Diego, CA, USA, 27 September 2011. [Google Scholar]
- Booij, S.M.; van Brug, H.; Braat, J.J.M.; Fähnle, O.W. Nanometer deep shaping with fluid jet polishing. Opt. Eng. 2002, 41, 1926–1931. [Google Scholar] [CrossRef]
- Booij, S.M.; Fähnle, O.W.; Meeder, M.; Wons, T.; Braat, J.J.M. Jules Verne: A new polishing technique related to FJP. In Proceedings of the SPIE, San Diego, CA, USA, 22 December 2003; SPIE: Bellingham, WA, USA, 2003; Volume 5180, pp. 89–100. [Google Scholar]
- Messelink, W.A.C.M.; Fähnle, O.W. Exploiting the Process Stability of Fluid Jet Polishing. In Proceedings of the Frontiers in Optics 2008/Laser Science XXIV/Plasmonics and Metamaterials/Optical Fabrication and Testing, Rochester, NY, USA, 21–24 October 2008; p. OThD3. [Google Scholar]
- Fähnle, O. Process optimization in optical fabrication. Opt. Eng. 2016, 55, 035106. [Google Scholar] [CrossRef]
- Beaucamp, A.; Namba, Y. Super-smooth finishing of diamond turned hard X-ray molding dies by combined fluid jet and bonnet polishing. CIRP Ann. 2013, 62, 315–318. [Google Scholar] [CrossRef]
- Beaucamp, A.; Katsuura, T.; Kawara, Z. A novel ultrasonic cavitation assisted fluid jet polishing system. CIRP Ann. 2017, 66, 301–304. [Google Scholar] [CrossRef]
- Chaves-Jacob, J.; Beaucamp, A.; Zhu, W.; Kono, D.; Linares, J.-M. Towards an understanding of surface finishing with compliant tools using a fast and accurate simulation method. Int. J. Mach. Tool Manu. 2021, 163, 103704. [Google Scholar] [CrossRef]
- Wang, C.J.; Cheung, C.F.; Ho, L.T.; Liu, M.Y.; Lee, W.B. A novel multi-jet polishing process and tool for high-efficiency polishing. Int. J. Mach. Tools Manuf. 2017, 115, 60–73. [Google Scholar] [CrossRef]
- Li, Z.; Li, S.; Dai, Y.; Peng, X. Optimization and application of influence function in abrasive jet polishing. Appl. Opt. 2010, 49, 2947–2953. [Google Scholar] [CrossRef]
- Li, Z.; Wang, J.M.; Peng, X.Q.; Ho, L.T.; Yin, Z.Q.; Li, S.Y.; Cheung, C.F. Removal of single point diamond-turning marks by abrasive jet polishing. Appl. Opt. 2011, 50, 2458–2463. [Google Scholar] [CrossRef] [Green Version]
- Matsumura, T.; Muramatsu, T.; Fueki, S. Abrasive water jet machining of glass with stagnation effect. CIRP Ann. 2011, 60, 355–358. [Google Scholar] [CrossRef]
- Cao, Z.-C.; Cheung, C.F. Theoretical modelling and analysis of the material removal characteristics in fluid jet polishing. Int. J. Mech. Sci. 2014, 89, 158–166. [Google Scholar] [CrossRef]
- Cao, Z.-C.; Cheung, C.F.; Zhao, X. A theoretical and experimental investigation of material removal characteristics and surface generation in bonnet polishing. Wear 2016, 360–361, 137–146. [Google Scholar] [CrossRef]
- Fritsching, U. Spray Simulation—Modeling and Numerical Simulation of Sprayforming Metals; Cambridge University Press: Cambridge, UK, 2004. [Google Scholar]
- Mousazadeh, S.M.; Shahmardan, M.M.; Tavangar, T.; Hosseinzadeh, K.; Ganji, D.D. Numerical investigation on convective heat transfer over two heated wall-mounted cubes in tandem and staggered arrangement. Theor. Appl. Mech. Lett. 2018, 8, 171–183. [Google Scholar] [CrossRef]
- Buss, L.; Meierhofer, F.; Bianchi Neto, P.; Meier, H.F.; Fritsching, U.; Noriler, D. Impact of co-flow on the spray flame behaviour applied to nanoparticle synthesis. Can. J. Chem. Eng. 2019, 97, 604–615. [Google Scholar] [CrossRef]
- Buss, L.; Noriler, D.; Fritsching, U. Impact of Reaction Chamber Geometry on the Particle-Residence-Time in Flame Spray Process. Flow Turbul. Combust. 2020, 105, 1055–1086. [Google Scholar] [CrossRef]
- Hosseinzadeh, K.; Ganji, D.D.; Ommi, F. Effect of SiO2 super-hydrophobic coating and self-rewetting fluid on two phase closed thermosyphon heat transfer characteristics: An experimental and numerical study. J. Mol. Liq. 2020, 315, 113748. [Google Scholar] [CrossRef]
- Bianchi Neto, P.; Buss, L.; Fritsching, U.; Noriler, D. Modelling polydisperse nanoparticle production in an enclosed flame spray pyrolysis reactor. In Proceedings of the 15th Triennial International Conference on Liquid Atomization and Spray Systems—ICLASS 2021, Edinburgh, UK, 29 October–2 September 2021. [Google Scholar]
- Hosseinzadeh, K.; Montazer, E.; Shafii, M.B.; Ganji, A.R.D. Solidification enhancement in triplex thermal energy storage system via triplets fins configuration and hybrid nanoparticles. J. Energy Storage 2021, 34, 102177. [Google Scholar] [CrossRef]
- Mardani, M.R.; Ganji, D.D.; Hosseinzadeh, K. Numerical investigation of droplet coalescence of saltwater in the crude oil by external electric field. J. Mol. Liq. 2022, 346, 117111. [Google Scholar] [CrossRef]
- Nguyen, V.B.; Nguyen, Q.B.; Liu, Z.G.; Wan, S.; Lim, C.Y.H.; Zhang, Y.W. A combined numerical–experimental study on the effect of surface evolution on the water–sand multiphase flow characteristics and the material erosion behavior. Wear 2014, 319, 96–109. [Google Scholar] [CrossRef]
- Qi, H.; Wen, D.; Lu, C.; Li, G. Numerical and experimental study on ultrasonic vibration-assisted micro-channelling of glasses using an abrasive slurry jet. Int. J. Mech. Sci. 2016, 110, 94–107. [Google Scholar] [CrossRef]
- Qi, H.; Wen, D.; Yuan, Q.; Zhang, L.; Chen, Z. Numerical investigation on particle impact erosion in ultrasonic-assisted abrasive slurry jet micro-machining of glasses. Powder Technol. 2017, 314, 627–634. [Google Scholar] [CrossRef]
- Liu, X.; Lienhard, J.H.; Lombara, J.S. Convective Heat Transfer by Impingement of Circular Liquid Jets. J. Heat Transf. 1991, 113, 571–582. [Google Scholar] [CrossRef]
- Bhagat, R.K.; Wilson, D.I. Flow in the thin film created by a coherent turbulent water jet impinging on a vertical wall. Chem. Eng. Sci. 2016, 152, 606–623. [Google Scholar] [CrossRef] [Green Version]
- Lienhard, J.H. Heat Transfer by Impingement of Circular Free-Surface Liquid Jets. In Proceedings of the 18th National & 7th ISHMT-ASME Heat and Mass Transfer Conference, Guwahati, India, 27–30 December 2006. [Google Scholar]
- Liu, X.; Gabour, L.A.; Lienhard, J.H. Stagnation-Point Heat Transfer During Impingement of Laminar Liquid Jets: Analysis Including Surface Tension. J. Heat Transf. 1993, 115, 99–105. [Google Scholar] [CrossRef] [Green Version]
- Ma, C.F.; Zhao, Y.H.; Masuoka, T.; Gomi, T. Analytical study on impingement heat transfer with single-phase free-surface circular liquid jets. J. Therm. Sci. 1996, 5, 271–277. [Google Scholar] [CrossRef]
- Martin, H. Heat and Mass Transfer between Impinging Gas Jets and Solid Surfaces. In Advances in Heat Transfer; Hartnett, J.P., Irvine, T.F., Eds.; Elsevier: Amsterdam, The Netherlands, 1977; Volume 13, pp. 1–60. [Google Scholar]
- Watson, E.J. The radial spread of a liquid jet over a horizontal plane. J. Fluid Mech. 1964, 20, 481–499. [Google Scholar] [CrossRef]
- Schlichting, H.; Gersten, K. Grenzschicht-Theorie; Springer: Berlin, Germany, 2006. [Google Scholar]
- Azuma, T.; Hoshino, T. The Radial Flow of a Thin Liquid Film: 4th Report, Stability of Liquid Film and Wall Pressure Fluctuation. Bull. JSME 1984, 27, 2763–2770. [Google Scholar] [CrossRef]
- Baonga, J.B.; Louahlia-Gualous, H.; Imbert, M. Experimental study of the hydrodynamic and heat transfer of free liquid jet impinging a flat circular heated disk. Appl. Therm. Eng. 2006, 26, 1125–1138. [Google Scholar] [CrossRef]
- ANSYS Inc. ANSYS Fluent Theory Guide; ANSYS, Inc.: Canonsburg, PA, USA, 2020. [Google Scholar]
- Menter, F.R. Two-equation eddy-viscosity turbulence models for engineering applications. AIAA J. 1994, 32, 1598–1605. [Google Scholar] [CrossRef] [Green Version]
- Annoni, M.; Arleo, F.; Malmassari, C. CFD aided design and experimental validation of an innovative Air Assisted Pure Water Jet cutting system. J. Mater. Process. Technol. 2014, 214, 1647–1657. [Google Scholar] [CrossRef] [Green Version]
- Crowe, C.T.; Schwarzkopf, J.D.; Sommerfeld, M.; Tsuji, Y. Multiphase Flows with Droplets and Particles; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Gosman, A.D.; Ioannides, E. Aspects of Computer Simulation of Liquid-Fueled Combustors. J. Energy 1983, 7, 482–490. [Google Scholar] [CrossRef]
- Morsi, S.A.; Alexander, A.J. An investigation of particle trajectories in two-phase flow systems. J. Fluid Mech. 1972, 55, 193–208. [Google Scholar] [CrossRef]
- Rosin, P.; Rammler, E. The laws governing the fineness of powdered coal. J. Inst. Fuel 1933, 7, 29–36. [Google Scholar]
- Mugele, R.A.; Evans, H.D. Droplet Size Distribution in Sprays. Ind. Eng. Chem. 1951, 43, 1317–1324. [Google Scholar] [CrossRef]
- Alderliesten, M. Mean Particle Diameters. Part VII. The Rosin-Rammler Size Distribution: Physical and Mathematical Properties and Relationships to Moment-Ratio Defined Mean Particle Diameters. Part. Part. Syst. Charact. 2013, 30, 244–257. [Google Scholar] [CrossRef]
- Celik, I.B.; Ghia, U.; Roache, P.J.; Freitas, C.J.; Coleman, H.; Raad, P.E. Procedure for Estimation and Reporting of Uncertainty Due to Discretization in CFD Applications. J. Fluid Eng. 2008, 130, 078001. [Google Scholar] [CrossRef] [Green Version]
- Breki, A.; Nosonovsky, M. Einstein’s Viscosity Equation for Nanolubricated Friction. Langmuir 2018, 34, 12968–12973. [Google Scholar] [CrossRef]
- Einstein, A. Eine neue Bestimmung der Moleküldimensionen. Ann. Phys. 1906, 324, 289–306. [Google Scholar] [CrossRef] [Green Version]
- Einstein, A. Berichtigung zu meiner Arbeit: “Eine neue Bestimmung der Moleküldimensionen”. Ann. Phys. 1911, 339, 591–592. [Google Scholar] [CrossRef] [Green Version]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Mesh (1) | Mesh (2) | Mesh (3) | |
|---|---|---|---|---|
| Number of elements/cells in the domain | 143,419 | 69,310 | 32,815 | |
| (2)→(1) | (3)→(2) | |||
| Refinement ratio | 1.44 | 1.45 | ||
| Variable, Φ | Tangential velocity | Wall shear stress | ||
| Φ(1) | 34.075 m/s | 5.2401 kPa | ||
| Φ(2) | 33.909 m/s | 5.2143 kPa | ||
| Φ(3) | 33.042 m/s | 5.0900 kPa | ||
| Apparent order of error | 4.39 | 4.17 | ||
| Variable value of extrapolated mesh | 34.112 m/s | 5.2477 kPa | ||
| Approximated relative error | 0.48% | 0.49% | ||
| Extrapolated relative error of fine mesh | 0.12% | 0.14% | ||
| GCI | 0.16% | 0.17% | ||
| Parameter | Value |
|---|---|
| Nozzle diameter | 1.0 mm |
| Stand-off distance | 10.0 mm |
| Deflection angle | 90° |
| Carrier fluid | Water |
| Particle type | CeO2 (Super Cerox 1663 TM) |
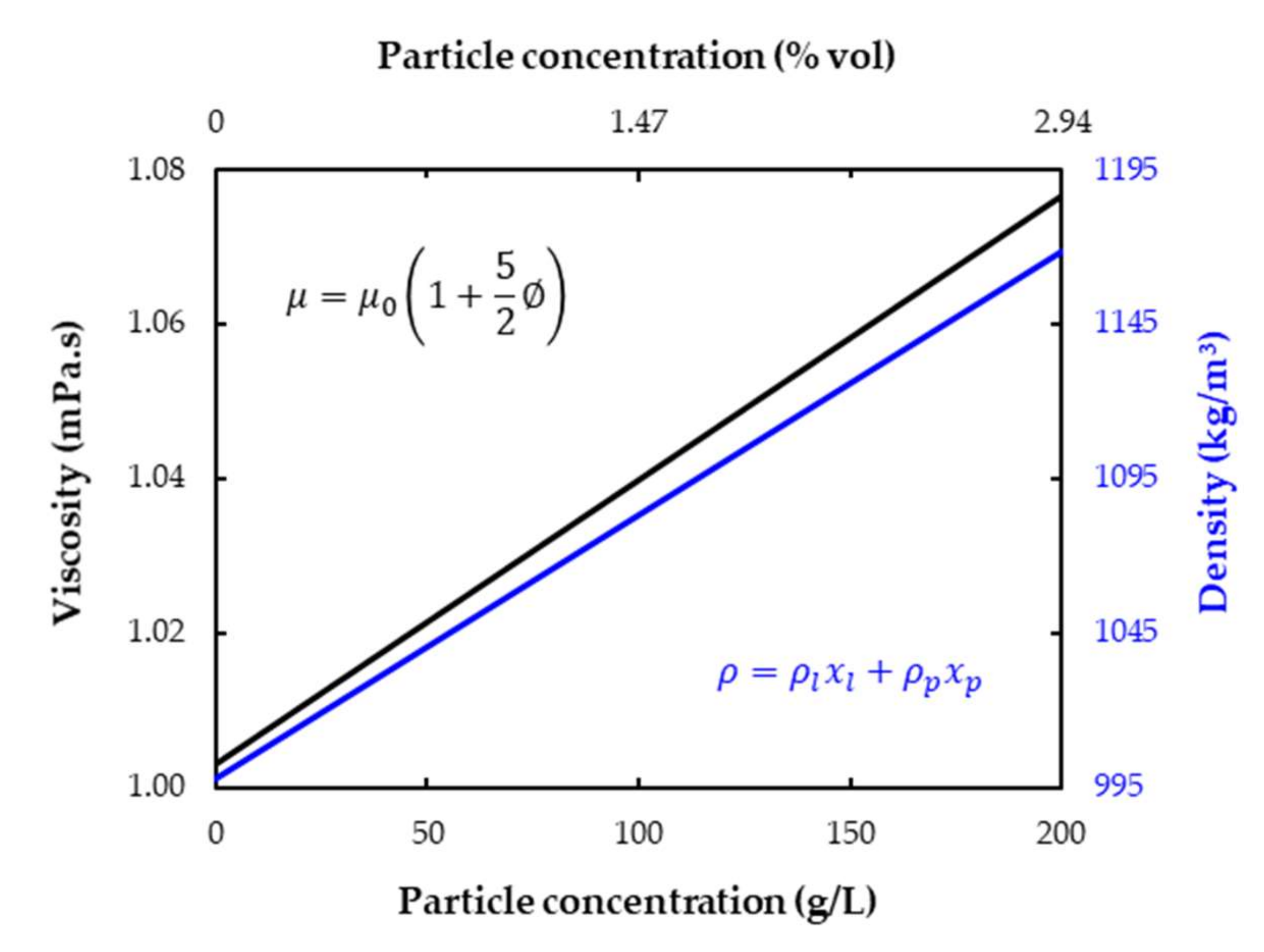
| Particle concentration | 0, 100, 200 g/L 0, 1.47, 2.94% vol |
| Liquid pressure | 0.6 and 0.9 MPa |
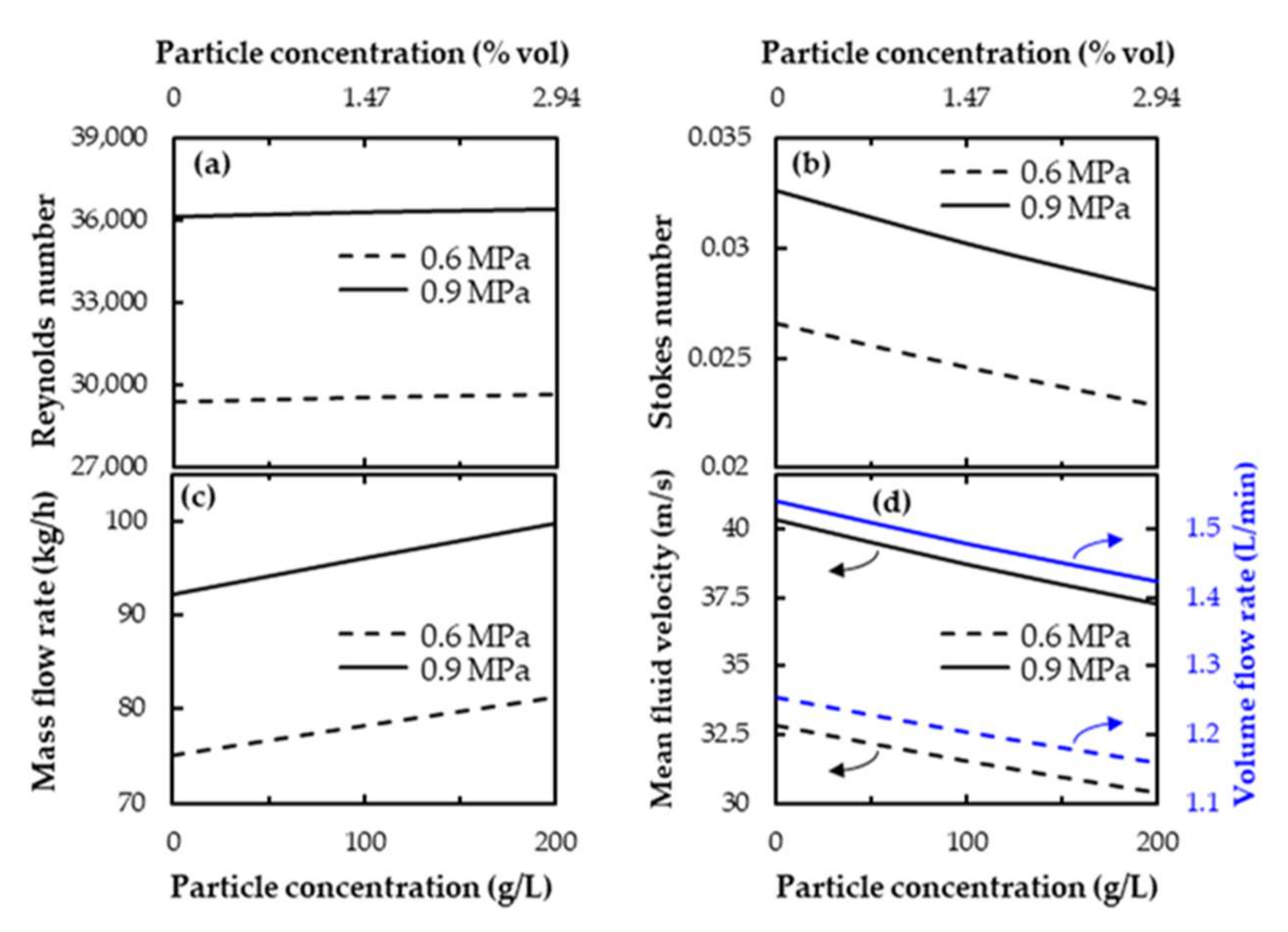
| Reynolds number (see Figure 9a) | 29,423–36,425 |
| Stokes number (see Figure 9b) | 0.023–0.033 |
| Boundary Name | Type | Value |
|---|---|---|
| Inlet (fluid injection) | Mass-flow-inlet | According to the applied pressure and concentration |
| Outlet | Pressure-outlet | 0 Pa (gradient) |
| Wall (nozzle wall) | Wall | No-slip |
| Wall (workpiece surface) | Wall | No-slip |
| Region | % of Particles with the 1st Touch | Number of Impingements | Mean Impact Velocity of Particles | Impact Angle α of Particles |
|---|---|---|---|---|
| 1 | 50.2 | 1.58 | ~15 m/s | 86.1 |
| 2 | 30.8 | 1.26 | ~23 m/s | 67.4 |
| 3 | 5.2 | 2.35 | ~28 m/s | 25.8 |
| 4 | 3.9 | 3.44 | ~26 m/s | 7.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buss, L.; Qi, Y.; Heidhoff, J.; Riemer, O.; Fritsching, U. Towards an Understanding of Multiphase Fluid Dynamics of a Microfluid Jet Polishing Process: A Numerical Analysis. Fluids 2022, 7, 119. https://doi.org/10.3390/fluids7030119
Buss L, Qi Y, Heidhoff J, Riemer O, Fritsching U. Towards an Understanding of Multiphase Fluid Dynamics of a Microfluid Jet Polishing Process: A Numerical Analysis. Fluids. 2022; 7(3):119. https://doi.org/10.3390/fluids7030119
Chicago/Turabian StyleBuss, Lizoel, Yongli Qi, Julian Heidhoff, Oltmann Riemer, and Udo Fritsching. 2022. "Towards an Understanding of Multiphase Fluid Dynamics of a Microfluid Jet Polishing Process: A Numerical Analysis" Fluids 7, no. 3: 119. https://doi.org/10.3390/fluids7030119
APA StyleBuss, L., Qi, Y., Heidhoff, J., Riemer, O., & Fritsching, U. (2022). Towards an Understanding of Multiphase Fluid Dynamics of a Microfluid Jet Polishing Process: A Numerical Analysis. Fluids, 7(3), 119. https://doi.org/10.3390/fluids7030119