
Control of N-Propanol Production in Simulated Liquid State Fermentation of Chinese Baijiu by Response Surface Methodology

 ,
,
Abstract
:1. Introduction
2. Material and Methods
2.1. Raw Materials and Strains
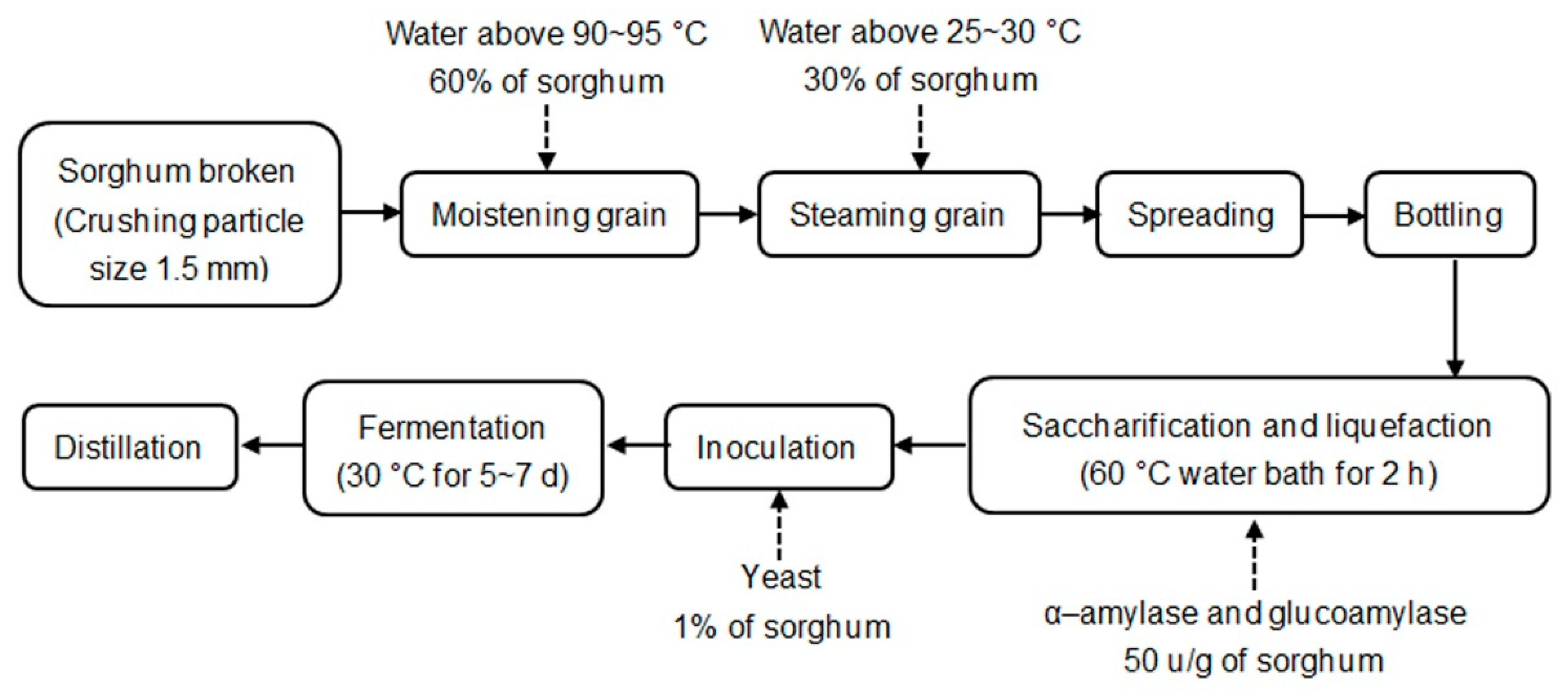
2.2. Liquid Fermentation Process
2.3. Optimization of Fermentation Parameters
2.4. Box–Behnken Design
2.5. Determination of N-Propanol Concentration
2.6. Data Analysis
3. Results and Discussion
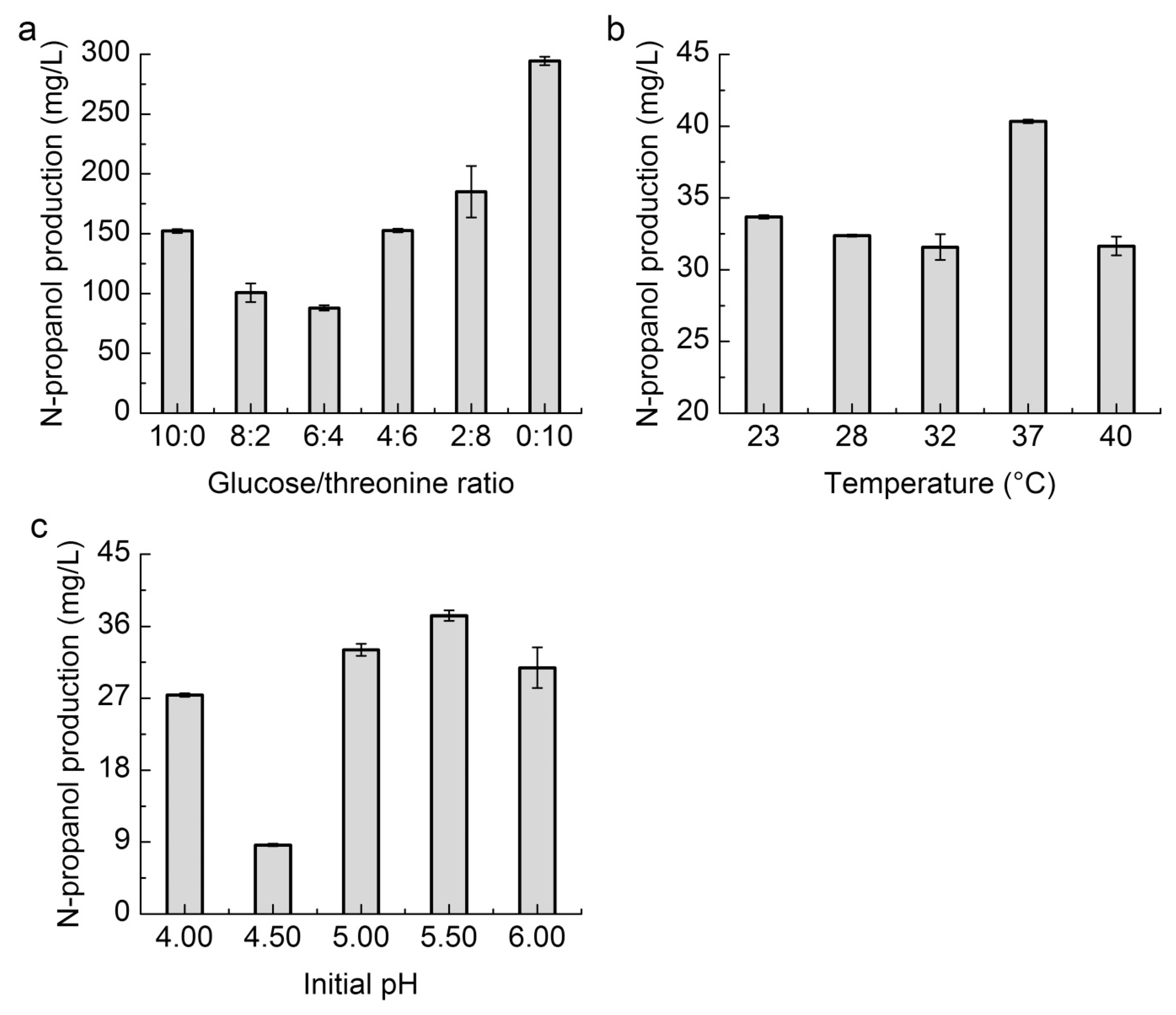
3.1. Effect of Glucose to Threonine Ratio on N-Propanol Production
3.2. Effect of Temperature on N-Propanol Production
3.3. Effect of Initial pH on N-Propanol Production
3.4. Prediction Model for Regulation of N-Propanol Content
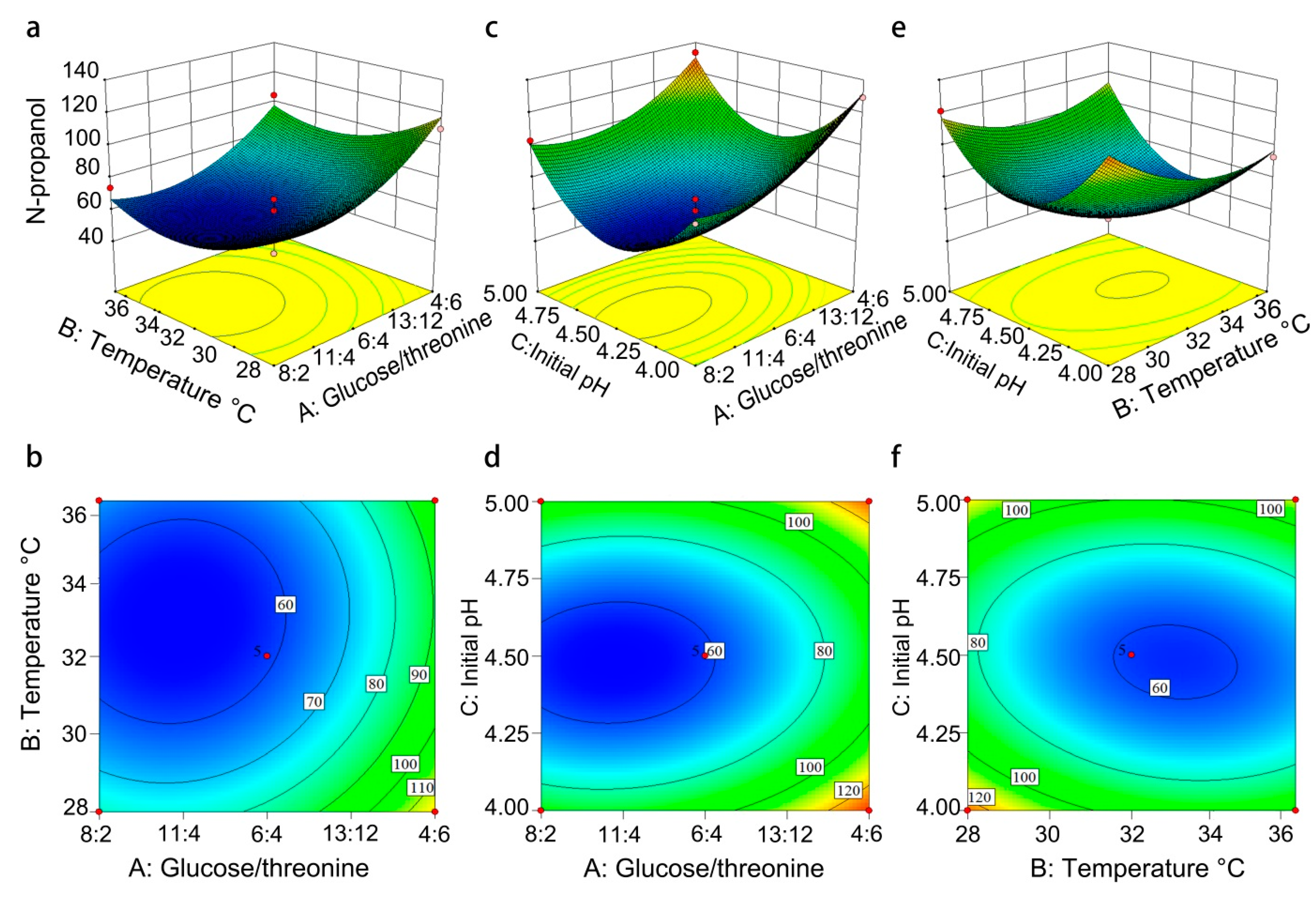
3.5. Analysis of Response Surface (3D) and Corresponding Contour (2D) on N-Propanol
3.6. Model Verification Test Results
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, H.; Sun, B. Effect of Fermentation Processing on the Flavor of Baijiu. J. Agric. Food Chem. 2018, 66, 5425–5432. [Google Scholar] [CrossRef] [PubMed]
- Wei, Y.; Zou, W.; Shen, C.; Yang, J. Basic flavor types and component characteristics of Chinese traditional liquors: A review. J. Food Sci. 2020, 85, 4096–4107. [Google Scholar] [CrossRef]
- Zhu, J.; Wang, L.; Xiao, Z.; Niu, Y. Characterization of the key aroma compounds in mulberry fruits by application of gas chromatography–olfactometry (GC-O), odor activity value (OAV), gas chromatography-mass spectrometry (GC–MS) and flame photometric detection (FPD). Food Chem. 2018, 245, 775–785. [Google Scholar] [CrossRef] [PubMed]
- Jin, G.; Zhu, Y.; Xu, Y. Mystery behind Chinese liquor fermentation. Trends Food Sci. Technol. 2017, 63, 18–28. [Google Scholar] [CrossRef]
- Qi’an, H.; Junling, S.; Jing, Z.; Hongliang, L.; Shuangkui, D. Enzymes extracted from apple peels have activity in reducing higher alcohols in Chinese liquors. J. Agric. Food Chem. 2014, 62, 9529–9538. [Google Scholar]
- Genovese, A.; Piombino, P.; Gambuti, A.; Moio, L. Simulation of retronasal aroma of white and red wine in a model mouth system. Investigating the influence of saliva on volatile compound concentrations. Food Chem. 2009, 114, 100–107. [Google Scholar] [CrossRef]
- Zhong, X.; Wang, A.; Zhang, Y.; Wu, Z.; Li, B.; Lou, H.; Huang, G.; Wen, H. Reducing higher alcohols by nitrogen compensation during fermentation of Chinese rice wine. Food Sci. Biotechnol. 2020, 29, 805–816. [Google Scholar] [CrossRef]
- Yang, D.; Luo, X.; Wang, X. Characteristics of traditional Chinese shanlan wine fermentation. J. Biosci. Bioeng. 2014, 117, 203–207. [Google Scholar] [CrossRef]
- Hazelwood, L.A.; Daran, J.M.; Maris, A.; Pronk, J.T.; Dickinson, J.R. The Ehrlich Pathway for Fusel Alcohol Production: A Century of Research on Saccharomyces cerevisiae Metabolism. Appl. Environ. Microbiol. 2008, 74, 2259–2266. [Google Scholar] [CrossRef] [Green Version]
- Procopio, S.; Krause, D.; Hofmann, T.; Becker, T. Significant amino acids in aroma compound profiling during yeast fermentation analyzed by PLS regression. LWT-Food Sci. Technol. 2013, 51, 423–432. [Google Scholar] [CrossRef]
- Avalos, J.L.; Fink, G.R.; Stephanopoulos, G. Compartmentalization of metabolic pathways in yeast mitochondria improves the production of branched-chain alcohols. Nat. Biotechnol. 2013, 31, 335–341. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yuan, J.; Chen, X.; Mishra, P.; Ching, C. Metabolically engineered Saccharomyces cerevisiae for enhanced isoamyl alcohol production. Appl. Microbiol. Biotechnol. 2017, 101, 465–474. [Google Scholar] [CrossRef]
- Molina, A.M.; Guadalupe, V.; Varela, C.; Swiegers, J.H.; Pretorius, I.S.; Agosin, E. Differential synthesis of fermentative aroma compounds of two related commercial wine yeast strains. Food Chem. 2009, 117, 189–195. [Google Scholar] [CrossRef]
- Carrau, F.; Medina, K.; Farina, L.; Boido, E.; Dellacassa, E. Effect of Saccharomyces cerevisiae inoculum size on wine fermentation aroma compounds and its relation with assimilable nitrogen content. Int. J. Food Microbiol. 2010, 143, 81–85. [Google Scholar] [CrossRef]
- Wei, L.; ShiJia, C.; JianHui, W.; CuiYing, Z.; Yu, S.; XueWu, G.; YeFu, C.; DongGuang, X. Genetic engineering to alter carbon flux for various higher alcohol productions by Saccharomyces cerevisiae for Chinese Baijiu fermentation. Appl. Microbiol. Biotechnol. 2018, 102, 1783–1795. [Google Scholar] [CrossRef]
- Wang, Y.P.; Sun, Z.G.; Wei, X.Q.; Guo, X.W.; Xiao, D.G. Identification of Core Regulatory Genes and Metabolic Pathways for the n -Propanol Synthesis in Saccharomyces cerevisiae. J. Agric. Food Chem. 2021, 69, 1637–1646. [Google Scholar] [CrossRef] [PubMed]
- XingLin, H.; DeLiang, W.; WuJiu, Z.; ShiRu, J. The production of the Chinese baijiu from sorghum and other cereals. J. Inst. Brew. 2017, 123, 600–604. [Google Scholar] [CrossRef] [Green Version]
- Varela, C.; Torrea, D.; Schmidt, S.A.; Ancin-Azpilicueta, C.; Henschke, P.A. Effect of oxygen and lipid supplementation on the volatile composition of chemically defined medium and Chardonnay wine fermented with Saccharomyces cerevisiae. Food Chem. 2012, 135, 2863–2871. [Google Scholar] [CrossRef] [PubMed]
- Yamamoto, H.; Mizutani, M.; Yamada, K.; Iwaizono, H.; Takayama, K.; Hino, M.; Kudo, T.; Ohta, H.; Kida, K.; Morimura, S. Characteristics of aromatic compound production using new shochu yeast MF062 isolated from shochu mash. J. Inst. Brew. 2012, 118, 406–411. [Google Scholar] [CrossRef]
- Barbosa, C.; Mendes-Faia, A.; Mendes-Ferreira, A. The nitrogen source impacts major volatile compounds released by Saccharomyces cerevisiae during alcoholic fermentation. Int. J. Food Microbiol. 2012, 160, 87–93. [Google Scholar] [CrossRef] [PubMed]
- Hsieh, C.W.; Huang, Y.H.; Lai, C.H.; Ho, W.J.; Ko, W.C. Develop a Novel Method for Removing Fusel Alcohols from Rice Spirits Using Nanofiltration. J. Food Sci. 2010, 75, N25–N29. [Google Scholar] [CrossRef]
- Tang, J.; Wang, H.Y.; Xu, Y. Effect of mixed culture of Saccharomyces cerevisiae and Pichia anomala on fermentation efficiency and flavor compounds in Chinese Liquor. Microbiol. China 2012, 39, 921–930. [Google Scholar]
- Yaping, W.; Shuang, X.; Zhongguan, S.; Dongguang, X. Factors Influencing Higher Alcohol in the Liquid Fermentation of Daqu Baijiu. J. Tianjin Univ. Sci. Technol. 2019, 34, 39–44. [Google Scholar] [CrossRef]
- Xiao, R.; Chen, X.; Guo, Y.; Huang, X.; Wu, Y. Fermentation of Xiaoqu Fen-flavor Baijiu using Amaranthus tricolor seeds. China Brew. 2018, 37, 127–131. [Google Scholar]
- Rufei, M.A.; Yubo, M.A.; Tong, S.; Liu, P. Optimization of Liquid-State Fermentation of Qingxiang Baijiu with Corn as Main Raw Material. Liquor-Mak. Sci. Technol. 2018, 11, 80–84. [Google Scholar] [CrossRef]
- Alenyorege, E.A.; Ma, H.; Aheto, J.H.; Ishmael, A.; Zhou, C. Response surface methodology centred optimization of mono-frequency ultrasound reduction of bacteria in fresh-cut Chinese cabbage and its effect on quality. LWT-Food Sci. Technol. 2020, 122, 108991. [Google Scholar] [CrossRef]
- Rollero, S.; Bloem, A.; Camarasa, C.; Sanchez, I.; Mouret, J.R. Combined effects of nutrients and temperature on the production of fermentative aromas by Saccharomyces cerevisiae during wine fermentation. Appl. Microbiol. Biotechnol. 2014, 99, 2291–2304. [Google Scholar] [CrossRef] [PubMed]
- Uysal, S.; Cvetanović, A.; Zengin, G.; Đurović, S.; Aktumsek, A. Optimization of the extraction process of antioxidants from loquat leaves using response surface methodology. J. Food Process. Preserv. 2017, 41, e13185. [Google Scholar] [CrossRef]
- Sun, Z.; Liu, L.; Wang, Y.; Wang, X.; Xiao, D. Higher alcohols metabolism by Saccharomyces cerevisiae: A mini review. Chin. J. Biotechnol. 2021, 37, 429–447. [Google Scholar] [CrossRef]
- Sun, Z.; Wang, M.; Wang, Y.; Xing, S.; Hong, K.; Chen, Y.; Guo, X.; Xiao, D. Identification by comparative transcriptomics of core regulatory genes for higher alcohol production in a top-fermenting yeast at different temperatures in beer fermentation. Appl. Microbiol. Biotechnol. 2019, 103, 4917–4929. [Google Scholar] [CrossRef]
- Graham, S. The Production of Secondary Metabolites with Flavour Potential during Brewing and Distilling Wort Fermentations. Fermentation 2017, 3, 63. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Wang, L.; Wang, H.; Yang, F.; Xu, Y. Effects of initial temperature on microbial community succession rate and volatile flavors during Baijiu fermentation process. Food Res. Int. 2020, 141, 109887. [Google Scholar] [CrossRef]
- Lingling, P.; Mingyou, L.; Mei, W.; Shidong, B.; Shuyi, Q.; Xueyu, F. Effect of fermentation temperature on fusel oil content in strong-flavor Baijiu. China Brew. 2021, 40, 106–110. [Google Scholar]
- Ough, C.S.; Guymon, J.F.; Crowell, E.A. Formation of Higher Alcohols during Grape Juice Fermentations at Various Temperatures. J. Food Sci. 2010, 31, 620–625. [Google Scholar] [CrossRef]
- Zhao, C.; Yan, X.; Yang, S.; Chen, F. Screening of Bacillus strains from Luzhou-flavor liquor making for high-yield ethyl hexanoate and low-yield propanol. LWT Food Sci. Technol. 2017, 77, 60–66. [Google Scholar] [CrossRef]
- Oo, K.S.; Than, S.S.; Oo, T.H. Osmotic Dehydration of Toddy Fruit Cubes in Sugar Solution Using Response Surface Methodology. Am. J. Food Sci. Technol. 2019, 7, 175–181. [Google Scholar] [CrossRef]
- Dobladomaldonado, A.F.; Janssen, F.; Gomand, S.; Ketelaere, B.D.; Goderis, B.; Delcour, J.A. A response surface analysis of the aqueous leaching of amylose from maize starch. Food Hydrocoll. 2017, 63, 265–272. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Variables | Symbol Coded | Levels | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Glucose/Threonine | A | 8:2 | 6:4 | 4:6 |
| Temperature | B | 28 °C | 32 °C | 37 °C |
| Initial pH | C | 4.00 | 4.50 | 5.00 |
| Number | Variables | Y N-Propanol Production (mg/L) | ||
|---|---|---|---|---|
| A | B | C | ||
| 1 | −1 | −1 | 0 | 71.99 |
| 2 | 1 | −1 | 0 | 110.41 |
| 3 | −1 | 1 | 0 | 73.99 |
| 4 | 1 | 1 | 0 | 104.58 |
| 5 | −1 | 0 | −1 | 88.49 |
| 6 | 1 | 0 | −1 | 129.34 |
| 7 | −1 | 0 | 1 | 103.30 |
| 8 | 1 | 0 | 1 | 133.19 |
| 9 | 0 | −1 | −1 | 135.69 |
| 10 | 0 | 1 | −1 | 93.14 |
| 11 | 0 | −1 | 1 | 121.23 |
| 12 | 0 | 1 | 1 | 103.44 |
| 13 | 0 | 0 | 0 | 58.61 |
| 14 | 0 | 0 | 0 | 55.30 |
| 15 | 0 | 0 | 0 | 59.54 |
| 16 | 0 | 0 | 0 | 66.765 |
| 17 | 0 | 0 | 0 | 54.43 |
| Source | Sum of Squares | Df a | Mean Squared | F Value | p Value | |
|---|---|---|---|---|---|---|
| Model | 12,352.02 | 9 | 1372.45 | 17.16 | 0.0006 | Significant |
| A-Glucose/Threonine | 2441.26 | 1 | 2441.26 | 30.52 | 0.0009 | ** |
| B-Temperature | 514.72 | 1 | 514.72 | 6.43 | 0.0389 | * |
| C-Initial pH | 26.28 | 1 | 26.28 | 0.33 | 0.5844 | |
| AB | 15.33 | 1 | 15.33 | 0.19 | 0.6748 | |
| AC | 30.03 | 1 | 30.03 | 0.38 | 0.5594 | |
| BC | 153.26 | 1 | 153.26 | 1.92 | 0.2088 | |
| A2 | 1045.70 | 1 | 1045.70 | 13.07 | 0.0086 | ** |
| B2 | 1018.67 | 1 | 1018.67 | 12.74 | 0.0091 | ** |
| C2 | 6368.71 | 1 | 6368.71 | 79.62 | <0.0001 | ** |
| Residual | 559.93 | 7 | 79.99 | |||
| Lack of Fit | 464.64 | 3 | 154.88 | 6.50 | 0.0511 | Not significant |
| Pure Error | 95.29 | 4 | 23.82 | |||
| Cor Total | 12,911.95 | 16 | ||||
| R2 = 0.9566 b Radj2 = 0.9009 c | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, Y.; Han, X.; Lu, Y.; Li, J.; Zhang, Z.; Xia, X.; Zhao, S.; Liang, Y.; Sun, B.; Hu, Y. Control of N-Propanol Production in Simulated Liquid State Fermentation of Chinese Baijiu by Response Surface Methodology. Fermentation 2021, 7, 85. https://doi.org/10.3390/fermentation7020085
Yin Y, Han X, Lu Y, Li J, Zhang Z, Xia X, Zhao S, Liang Y, Sun B, Hu Y. Control of N-Propanol Production in Simulated Liquid State Fermentation of Chinese Baijiu by Response Surface Methodology. Fermentation. 2021; 7(2):85. https://doi.org/10.3390/fermentation7020085
Chicago/Turabian StyleYin, Yajie, Xinglin Han, Yifan Lu, Jinshan Li, Zongjie Zhang, Xian Xia, Shumiao Zhao, Yunxiang Liang, Baoguo Sun, and Yuanliang Hu. 2021. "Control of N-Propanol Production in Simulated Liquid State Fermentation of Chinese Baijiu by Response Surface Methodology" Fermentation 7, no. 2: 85. https://doi.org/10.3390/fermentation7020085
APA StyleYin, Y., Han, X., Lu, Y., Li, J., Zhang, Z., Xia, X., Zhao, S., Liang, Y., Sun, B., & Hu, Y. (2021). Control of N-Propanol Production in Simulated Liquid State Fermentation of Chinese Baijiu by Response Surface Methodology. Fermentation, 7(2), 85. https://doi.org/10.3390/fermentation7020085