3. Results and Discussion
To comprehensively evaluate the effects of insulation coating and heat treatment on the morphologies of the composite powders, the morphologies and element distributions of the powders in the three treatment states were analyzed by SEM and EDS and are shown in
Figure 1a–d. The Fe–Si–Cr soft magnetic powder exhibits a typical spherical structure and a relatively smooth surface (
Figure 1a). However, the uneven cooling rate and collisions between powder particles during the process of aerosol preparation introduce microdefects such as pits and folds on the powder surface. The elemental maps revealed only Fe, Si, and Cr elements in the Fe–Si–Cr soft magnetic powder. These three elements were uniformly dispersed through the powder, indicating a uniform chemical composition of the Fe–Si–Cr soft magnetic powder with no obvious chemical segregation. Meanwhile, as shown in the SEM images and EDS results of the (Fe–Si–Cr + CIPs)/ZnSO
4 composite powder (
Figure 1b), the insulation coating roughened the surface without disturbing the original spherical structure of the soft magnetic powder. Further microscopic analysis revealed that the coating layer was unevenly attached, with a lamellar structure on the surface of the Fe–Si–Cr soft magnetic powder, effectively filling the microscopic defects on the powder surface. The doped CIPs are dispersed among the flaky particles and incompletely coated with ZnSO
4. The EDS analysis confirmed the uniform distributions of Fe, Si, and Cr, along with new Zn, S, and O elements, in the (Fe–Si–Cr + CIPs)/ZnSO
4 composite powder. As evidenced in the SEM image of the (Fe–Si–Cr + CIPs)/ZnO·SiO
2·Cr
2O
3 composite powder, heat treatment notably changed the morphology of the coating on the powder surface. The submicron CIPs particles originally included in the flake coating layer were covered by a newly formed flocculent material and larger (micron-scale) CIPs particles were embedded in the coating layer (blue coloration in the SEM image of
Figure 1c). Meanwhile, Fe, Si, Cr, Zn, and O elements were evenly distributed on the powder surface but the S element has disappeared.
Deep white, bright white, and dark gray areas were observed in the field of view of the cross-section of the (Fe–Si–Cr + CIPs)/ZnO·SiO
2·Cr
2O
3 composite powder (
Figure 1d). The dark gray area was uniformly (~1.7 μm) thick, intermingled with the bright white area, and covered a dark white area. The bright white parts were re-colored blue during the image processing to clarify their distribution. Combining the cross-sectional image with the elemental maps, the dark white and dark gray areas were identified as the Fe–Si–Cr soft magnetic powder and the coating layer, respectively. It was inferred that the bright white particles between the dark gray cladding layer and the dark white Fe–Si–Cr soft magnetic powder embedded in the outer edge of the dark gray cladding layer were CIPs that were uncoated before the heat treatment. Wang et al. [
4] showed that by virtue of its high reactivity and large specific surface area, CIPs provide additional reaction sites for the decomposition reaction of ZnSO
4 during the hydrothermal coating process, promoting the growth of reaction products on the surfaces of the Fe–Si–Cr soft magnetic powders and CIPs. The absence of S in the cross-section of the (Fe–Si–Cr + CIPs)/ZnO·SiO
2·Cr
2O
3 composite powder is possibly explained by volatilization of SO
2, the decomposition product of ZnSO
4, during the heat treatment process. The reaction mechanism and specific composition of the heat-treated insulation layer will be further explored.
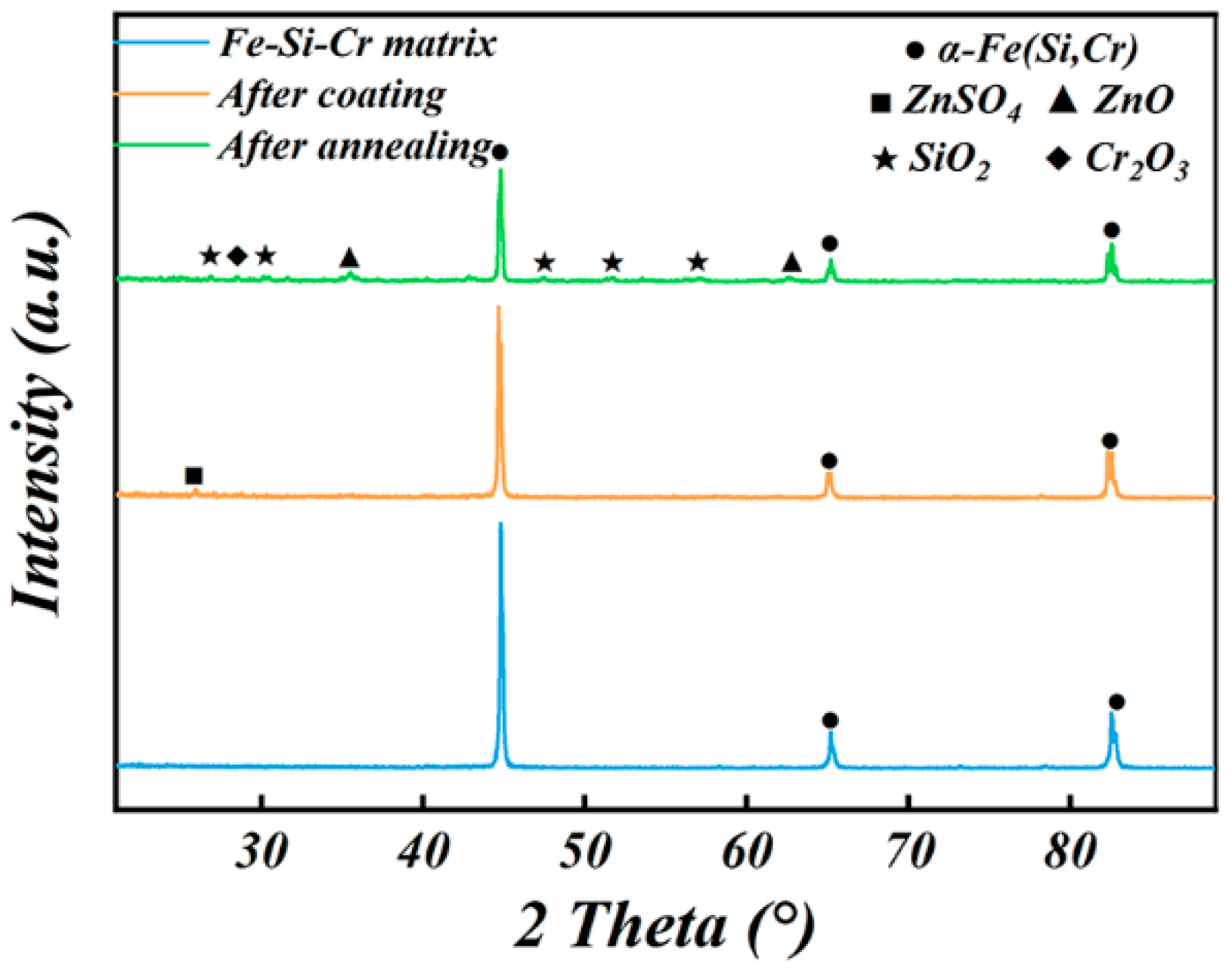
To study the effects of the coating process and heat treatment on the phase composition of the composite powder, the phases of the powders in the different treatment states were determined from XRD patterns of the powders. The XRD pattern of the Fe–Si–Cr soft magnetic powder exhibited three distinct diffraction peaks at 2
θ = 44.8°, 65.2°, and 82.5°, corresponding to the (110), (200), and (211) crystal faces of the body-centered cubic α-Fe(Si,Cr) phase, respectively (
Figure 2). These peaks were consistent with the ICSD standard card No. 01-087-0722. The XRD pattern of the (Fe–Si–Cr + CIPs)/ZnSO
4 composite powder (with the insulation coating) shows an additional diffraction peak at 2
θ = 26.2°, which is attributed to the (020) crystal face of the ZnSO
4 phase (ICDD No.00-001-1075). Meanwhile, in the XRD pattern of the (Fe–Si–Cr + CIPs)/ZnSO
4 composite powder after heat treatment, the original ZnSO
4 diffraction peaks disappeared and were replaced with a series of new diffraction peaks at 2
θ = 26.8°, 30.4°, 47.5°, 51.7°, and 57.0°, associated with SiO
2 (ICSD Card No.01-078-1254), along with a diffraction peak of Cr
2O
3 at 2
θ = 28.5° (ICSD Card No.01-089-2806) and diffraction peaks of ZnO at 35.6° and 62.5° (ICSD Card No.01-079-0208). Next, the full width at half maximum of the diffraction peak of the (110) crystal plane in the α-Fe(Si,Cr) phase was analyzed in the three powder samples. The α-Fe(Si,Cr)-phase (110) diffraction peak of the (Fe–Si–Cr + CIPs)/ZnO·SiO
2·Cr
2O
3 composite powder presented a smaller full width at half maximum (0.197°) than that of the Fe–Si–Cr soft magnetic powder (0.227°) and (Fe–Si–Cr + CIPs)/ZnSO
4 composite powder (0.223°). This result shows that the heat treatment-induced solid-phase reaction coordinated with CIP doping, effectively reducing the internal stress and weakening the malignant effect of lattice mismatch between the coating layer and the soft magnetic powder. These improvements are crucial for subsequently optimizing the magnetic properties of the Fe–Si–Cr soft magnetic composites.
The surface compositions of the three powders were determined from the FTIR measurements (
Figure 3). The absorption peaks at 598 and 1080 cm
−1 in the spectra of all powder samples corresponded to tensile vibrations of Fe–O [
7] and O–Si–O [
8] and asymmetric tensile vibrations of Si–O [
9], respectively, indicating that the surface adsorbed water in the powder was slightly oxidized during the detection process. The FTIR spectrum of the (Fe–Si–Cr + CIPs)/ZnSO
4 composite powder showed absorption peaks at 825, 1009, and 1133 cm
−1, corresponding to vibrations of the V4 group of SO
42− [
10], tensile vibrations of S–O [
11], and global vibrations of SO
42− [
12], respectively. In the FTIR spectrum of the (Fe–Si–Cr + CIPs)/ZnO·SiO
2·Cr
2O
3 composite powder, the absorption peak of ZnSO
4 disappeared while the absorption peak of the Si–O–Si rocking mode emerged at 445 cm
−1 [
9]. The absorption peaks at 481 and 909 cm
−1 corresponded to stretching vibrations of Zn–O [
13,
14] and Cr–O [
15], respectively.
Panels (a) and (b) of
Figure 4 show the XPS results of the Fe–Si–Cr soft magnetic powder, (Fe–Si–Cr + CIPs)/ZnSO
4 composite powder, and (Fe–Si–Cr + CIPs)/ZnO·SiO
2·Cr
2O
3 composite powder. The corrected peaks of Fe2p (
Figure 4a) and O1s (
Figure 4b) were obtained by curve fitting, setting the electron binding energy of the C–C orbital peak at 284.8 eV. The Fe2p XPS spectrum of the Fe–Si–Cr soft magnetic powder can be divided into Fe
0 (707.2 eV, 2.1 at%) and Fe
x+ (710.8 eV, 97.9 at%). The binding energy of Fe
0 slightly exceeded the standard binding energy (706.5 eV) because the Si and Cr elements interacted with Fe [
16,
17]. In the (Fe–Si–Cr + CIPs)/ZnSO
4 composite powder, the atomic percentage of Fe
0 increased to 6.2 at% and the binding energy peak moved to 706.6 eV. The atomic percentage of Fe
0 in (Fe–Si–Cr + CIPs)/ZnO·SiO
2·Cr
2O
3 decreased to 1.7 at% and the peak position of the binding-energy moved to 707.1 eV. It was surmised that CIPs increased the Fe
0 content on the (Fe–Si–Cr + CIPs)/ZnSO
4 surface but the subsequent heat treatment decomposed the ZnSO
4 and induced the growth of subsequent products on the Fe–Si–Cr soft magnetic powder and CIPs surfaces. Eventually, these products covered the CIPs originally embedded in the insulation layer, reducing the Fe
0 content on the (Fe–Si–Cr + CIPs)/ZnO·SiO
2·Cr
2O
3 composite powder surface. In the O XPS spectrum of the Fe–Si–Cr soft magnetic powder, the binding energy peaks at 530.7 and 531.4 eV corresponded to the O element in Cr
2O
3 and SiO
2, respectively, accounting for 32.4 and 67.6 at%, respectively. In the O XPS spectrum of the (Fe–Si–Cr + CIPs)/ZnSO
4 composite powder, the binding energy peak at 533.8 eV corresponded to the O element of SO
42− (26.8 at%). This peak was absent in the XPS results of the (Fe–Si–Cr + CIPs)/ZnO·SiO
2·Cr
2O
3 composite powder, being replaced with a new binding energy peak at 530.1 eV corresponding to O in ZnO (accounting for 11.3 at%). Meanwhile, the binding energy peaks of O in Cr
2O
3 and SiO
2 were retained (530.7 eV, 59.4 at%; 531.4 eV, 29.6 at%).
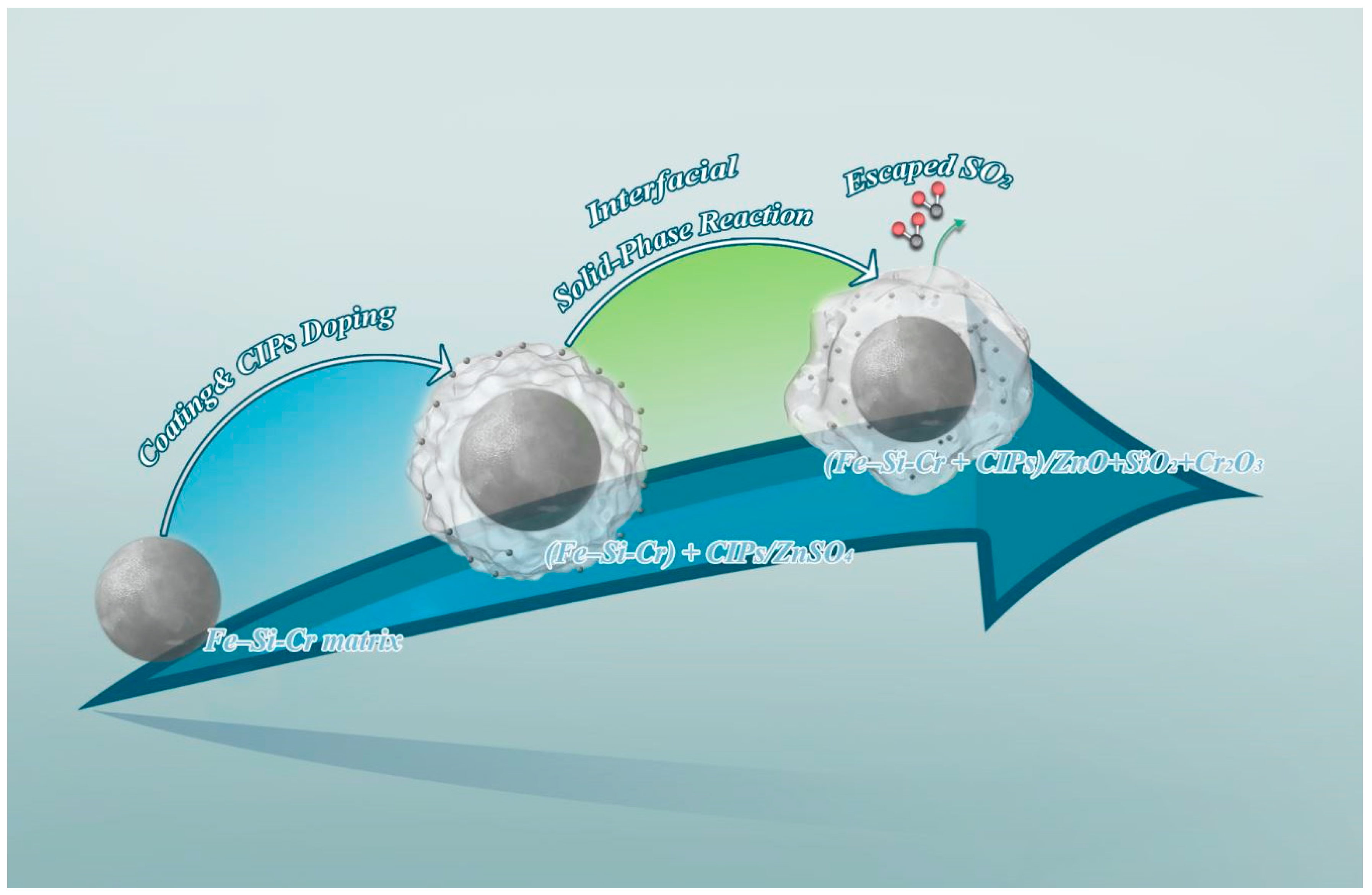
Based on the above analysis and a previous report [
12], the formation mechanism of the ZnO·SiO
2·Cr
2O
3 composite insulation layer on the surface of the Fe–Si–Cr soft magnetic powder was inferred as follows. The results are shown in
Figure 5. During heat treatment at 950 °C, the ZnSO
4 coating on the Fe–Si–Cr surface decomposed, releasing gas-phase SO
2 and O
2. The ZnO decomposition product was continually coated on the volume surfaces SiO
2 and Cr
2O
3. The specific reaction process is shown in Formulas (1)–(3):
The volatilization of SO2 decreased the S content on the surface. Simultaneously, the generated O2 could oxidize the low-oxygen-potential Si and Cr elements at the interface of the Fe–Si–Cr soft magnetic powder, promoting the migration of Si and Cr elements from the surface of the soft magnetic powder to the surface of the coating layer. Ultimately, a composite insulation layer of ZnO, SiO2, and Cr2O3 was formed. Meanwhile, the small CIPs particles with a large specific surface area provided numerous growth sites for solid-phase reaction products, facilitating the uniform distribution of the insulation layer on the surface of the ferromagnetic phase and reducing the internal stress of the insulation layer. Therefore, the heat-treatment process grew an insulation layer composed of three solid-phase products (ZnO, SiO2, and Cr2O3) on the surfaces of the Fe–Si–Cr soft magnetic powder and small-sized CIPs particles, ensuring insulation between both the Fe–Si–Cr soft magnetic powder particles and the CIP particles. Heat treatment also guaranteed the integrity and uniformity of the insulation layer. This structure effectively weakened the adverse effects of lattice mismatch, enabling subsequent improvement in the magnetic properties of the composites.
Based on the above analysis, the authors explored the effects of the CIP doping amount (0, 4, 8, 12, 16, and 20 wt%) on the internal morphology and magnetic properties of the SMCs. Panels (a)–(f) of
Figure 6 show the cross-sectional morphologies of the SMCs doped with different CIP amounts. These images were acquired in SEM backscattering mode, in which the intensity of the electron emissions scattered from different elements increased with increasing atomic number, giving rise to three color contrasts. The white spherical areas (corresponding to the Fe–Si–Cr soft magnetic powder and CIPs) were surrounded by gray areas corresponding to the insulation layer, whereas the black areas represented the pores between the powders. In the SMCs without CIPs, the internal coating layer was unevenly distributed, the Fe–Si–Cr soft magnetic powder particles were in close contact, and many pores appeared at the junctions of different particles. The loss of the insulation layer was possibly attributable to lattice mismatch between the soft magnetic powder and the insulation layer during the high-pressure molding process. As the doping amount of CIPs increased from 4 to 16 wt%, the coating layer gradually distributed uniformly along the outer edge of the Fe–Si–Cr soft magnetic powder particles, and the pores between the powder particles were gradually filled by small particles and CIP particles coated by the insulation layer. The pores of the 16 wt% doped Fe–Si–Cr-based SMCs were almost completely filled with small CIP particles, and direct contact between these small particles was blocked by the gray insulation layer. This observation proves that heat-treating the powder promotes the growth of the insulation layer on the surfaces of the small CIPs particles, ensuring insulation between the Fe–Si–Cr soft magnetic powders and CIPs. However, when the doping amount increased to 20 wt%, the excessive CIPs made direct contact. In
Figure 6f, the coating layer and CIPs are aggregated and the pores are reformed. This phenomenon can be explained by changes in density.
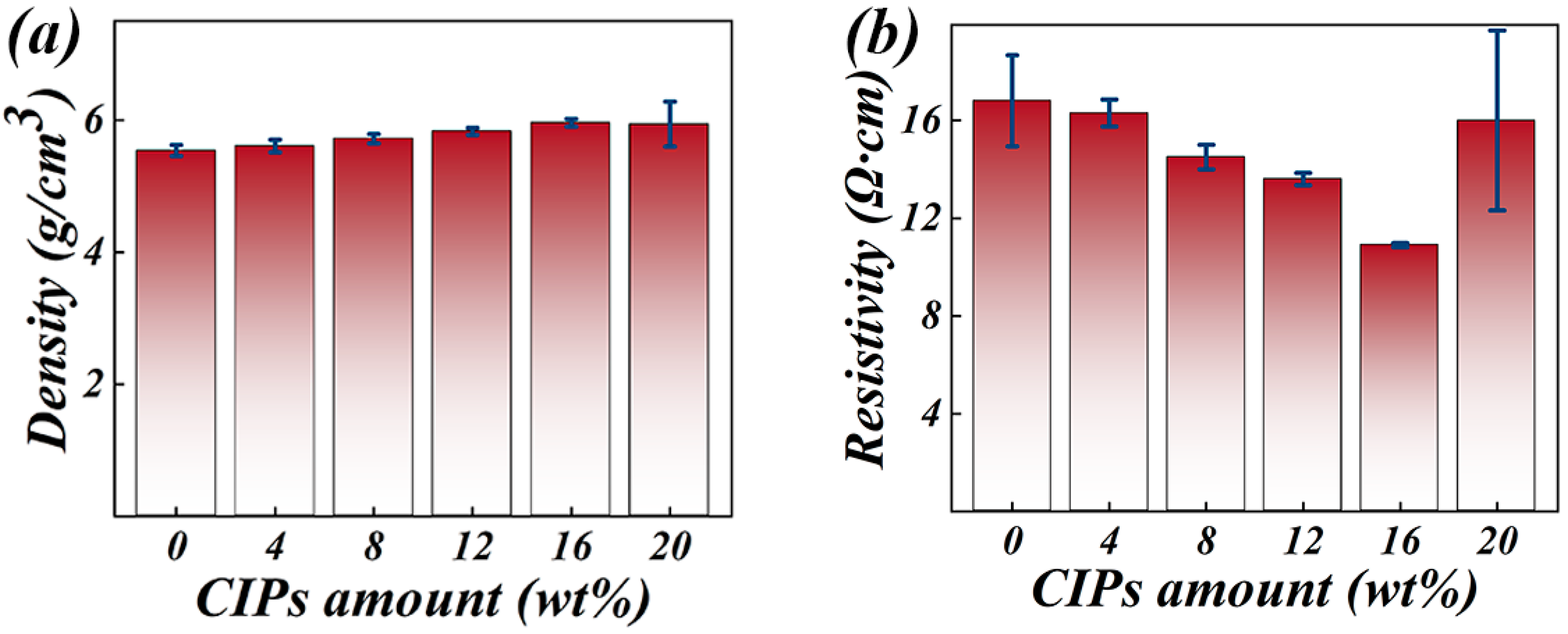
Figure 7a shows the effect of the CIP doping amount on SMCs’ density. As the CIP doping amount increased from 0 to 16 wt%, the density of the Fe–Si–Cr-based SMCs increased from 5.54 to 5.96 g/cm
3 because the CIPs were highly plastic and combined with the insulation layer, improving the compressibility of composite powders in which the pores in the SMCs were completely filled, thereby increasing density. When the doping amount increased to 20 wt%, direct contact between the CIPs particles deteriorated the fluidity of the composite powder, resulting in agglomeration and the formation of new pores during the molding process. Accordingly, the increasing trend of SMCs’ density is slowed.
In the service environments of practical applications, the insulation characteristics of SMCs strongly determine the SMCs’ properties. Therefore, resistivity is a key indicator of insulation performance and its change trend is worthy of investigation. As the doping amount of carbonyl iron powder increased from 0 to 16 wt%, the resistivity of the SMCs gradually decreased from 16.8 to 10.9 Ω·cm (
Figure 7b). The heat treatment achieved uniform distribution of the insulation layer on the CIPs’ surfaces, and the propagation resistance of the current in the SMCs was further improved by interlayer and vibration scattering in the composite insulation layer. However, after doping with low-resistivity CIPs, the elimination of pores made the energy obtained by the external electric field carriers easily overcome the well barrier and pass from the interface region into the transition region. Therefore, the number density and mobility of carriers improved, the blocking effect of the insulation layer on the conductive network formed by the soft magnetic powder weakened, and the resistivity lowered [
18]. At the highest doping rate (20 wt%), the CIPs particles aggregated and the irregularly distributed high-resistivity pores were reformed, thereby increasing the resistivity. In addition, the reformed pores increased the standard deviation of the resistivity. The resistivity increased when the SMCs contained pores and decreased when CIPs were added in excess.
Figure 8 shows the hysteresis loops of the Fe–Si–Cr-based SMCs doped with different CIPs contents at 25 °C. All samples exhibited good soft magnetic properties, including easy magnetization at room temperature, high saturation magnetization, and relatively low coercivity. To compare the saturation magnetization results of these SMCs in detail, the hysteresis loops in the 14,000–18,000 Oe range are magnified in
Figure 8b. The saturation magnetization increased as the dopant amount increased from 0 to 16 wt%, reaching a maximum of 188.8 emu/g in the 16 wt%-doped Fe–Si–Cr-based SMCs. When the CIPs doping amount increased to 20 wt%, the saturation magnetization reduced to 180.7 emu/g because CIPs were introduced as a ferromagnetic phase (with a typical saturation magnetization range of 190–205 emu/g). The ferromagnetic phase increased the magnetic moment content per unit volume and encouraged coherent rotations of the magnetic moments during the magnetization process. For this reason, the saturation magnetization increases by 3.6% to 13.2% as the CIPs dopant amount increases from 4 to 16 wt% [
19]. When the CIP doping amount reaches 20 wt%, the excessively numerous small particles agglomerate during the molding process, resulting in delamination of the coating layer and the formation of nonmagnetic-phase pores. A nonmagnetic phase is known to increase the magnetic dilution effect, impeding the free movement of magnetic moments during the magnetization process [
20,
21]. Therefore, increasing the doping amount to 20 wt% reduces the saturation magnetization by 4.4% from that of the 16 wt%-doped Fe–Si–Cr-based SMCs.
In
Figure 9, the frequency-dependent effective permeabilities of the Fe–Si–Cr-based SMCs doped with different CIPs amounts are plotted. All SMCs show a frequency-stable initial permeability, which first increased and then decreased with an increasing CIP doping amount. The permeability was maximized (at 37.6) in the 16 wt%-doped Fe–Si–Cr-based SMCs and dropped to 28.5 in the 20 wt%-doped Fe–Si–Cr-based SMCs. Increasing the CIP doping amount improved the compressibility of the composite powders and reduced the internal stress of the SMCs. As introduced as a ferromagnetic phase, the CIPs also increased the magnetic moment per unit volume in the SMCs, facilitating magnetization of the SMCs under an applied magnetic field. Meanwhile, the CIP distribution in the insulation layer indirectly reduced the area, energy, and movement resistance of the domain walls. Therefore, the permeability increased as the doping amount increased from 4 to 16 wt%, as similarly reported by Liu et al. [
22] and Zhu et al. [
9]. When the doping amount further increased to 20 wt%, the direct contact between CIPs during molding process may result in the delamination of the coating layer and the re-formation of internal pores in SMCs. Consequently, the conduction efficiency of the magnetic circuit is reduced, the internal demagnetizing field is expanded, the domain-wall movement is limited, and the magnetic flux is scattered [
23,
24]. These processes reduce the permeability of the SMCs.
Figure 10a shows the total loss (
Ptotal-cv) distributions of the Fe–Si–Cr-based SMCs doped with different amounts of CIPs. Regardless of doping content, the total loss monotonically increased with increasing frequency and field strength but increased and then decreased with increasing CIPs doping amount. At 30 mT and 200 kHz, the total loss was 1075.6 kW/m
3 in the undoped SMCs, decreasing to 745.6 kW/m
3 in the 16 wt%-doped SMCs. The total loss of the 20 wt%-doped SMCs reached 900.9 kW/m
3. According to classical Bertotti loss-separation theory [
25],
Ptotal-cv can be divided into three losses—the hysteresis loss
Physt, the eddy-current loss
Pec, and the residual loss
Pexc:
The hysteresis loss
Physt is caused by the lagged response of the magnetic-moment direction to a change in the magnetic field direction, which causes energy dissipation during the magnetization process. The hysteresis loss is obtained by multiplying the area under the quasistatic hysteresis loop by the frequency:
The eddy-current loss
Pec is mainly sourced from the heat generated in the material by the eddy current and the capacitance effect of SMCs. The resulting energy loss depends on the height, density, and other parameters of the soft magnetic composite core:
The residual loss
Pexc is calculated as
In Equations (4)–(6),
Chyst is the hysteresis coefficient,
Bm is the magnetic field strength,
f is the frequency, and
α is the fitting coefficient (typically between 1.6 and 2.2 for soft magnetic materials) [
26].
deff is the effective eddy-current size,
w and
h represent the length and width of the magnetic circuit, respectively, and
ρs and
ρp are the resistivities of the soft magnetic composite core and soft magnetic powder, respectively. First, the
Pcv/
f versus
f curves under different maximum magnetic-induction intensities are fitted to a polynomial curve. The obtained fitting curve is then extrapolated to the zero-frequency point to obtain the intercept of the hysteresis loss under quasistatic conditions. Next, the quasistatic hysteresis losses under different external field conditions are fitted to obtain the
Chyst and
α values. After calculating the eddy-current loss using Equation (6), the fitting parameters are substituted into Equation (7) to obtain the fitting parameters
Cexc,
x, and
y.
To further explore the influence of CIPs doping amount on the loss, the results after loss separation were analyzed and are plotted in
Figure 10b–d. Increasing the doping amount of CIPs (a material with high ferromagnetism) improves the density of SMCs, eliminates the obstruction of pores and impurities to the magnetic-circuit operation, and increases the ferromagnetic filling factor of the SMCs (
Figure 10b). Simultaneously, the obstruction of the domain-wall movement is alleviated by the gradually distributed uniform insulation layer on the CIPs’ surfaces. The combined action of these two effects reduces the hysteresis loss [
27]. However, excessively doped CIPs induce pore formation. According to Marrow’s research [
28], introduced pores are nonmagnetic phases that break the continuity of the magnetic circuit [
28], increasing the magnetic-circuit length and the hysteresis losses.
The eddy-current losses in the SMCs first increase and then stabilize with increasing CIPs doping amount (
Figure 10c). This behavior can be explained by the increases in number density and mobility of carriers after adding CIPs, which weaken the limiting effect of the insulation layer on the eddy current between particles and reduce the block resistivity. According to Equation (3), the eddy-current loss gradually increases with decreasing resistivity. As the CIPs doping amount increases, the pores formed by CIPs agglomeration reduce the flow area of eddy currents in the SMCs, limiting the eddy-current operation among the soft magnetic powder particles, and the upward trend of eddy-current loss is restrained [
29,
30]. In addition, the residual loss is relatively low and its change mechanism differs from those of the hysteresis and eddy-current losses (
Figure 10d). The residual loss is mainly sourced from the magnetic aftereffect at low frequencies and from domain-wall resonance at midrange and high frequencies. In the present study, the
Pexc of SMCs was lower after CIPs doping than before doping.
Table 1 lists the optimized magnetic properties of SMCs achieved by researchers through solid-phase interface reactions in recent years. The permeabilities and loss indices of our SMCs were evaluated under the same test conditions (30 mT and 50 kHz) to ensure an accurate cross-comparison. As the solid-phase interface reaction induces the in situ growth of the surface insulation layer on the Fe–Si–Cr soft magnetic powder, the proposed process achieved CIP doping fills the internal pores of SMCs, and ensures a uniformly distributed insulation layer on the powder surface. The proposed process also weakens the negative effects of the lattice mismatch between the insulation layer and the soft magnetic powder. Therefore, both the permeability and loss are considerably improved from those in other studies. Our research team is convinced that CIPs doping can optimize the existing strategies for preparing insulators through solid-phase interface reactions and can potentially realize electromagnetic devices with fast response and high power density. In particular, the proposed method promises to improve the material properties and expand the application range of soft magnetic composites.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}