Life Cycle Analysis of Lithium-Ion Batteries for Automotive Applications


Abstract
:1. Introduction
2. Methods
3. Results and Discussion
3.1. LCA Results
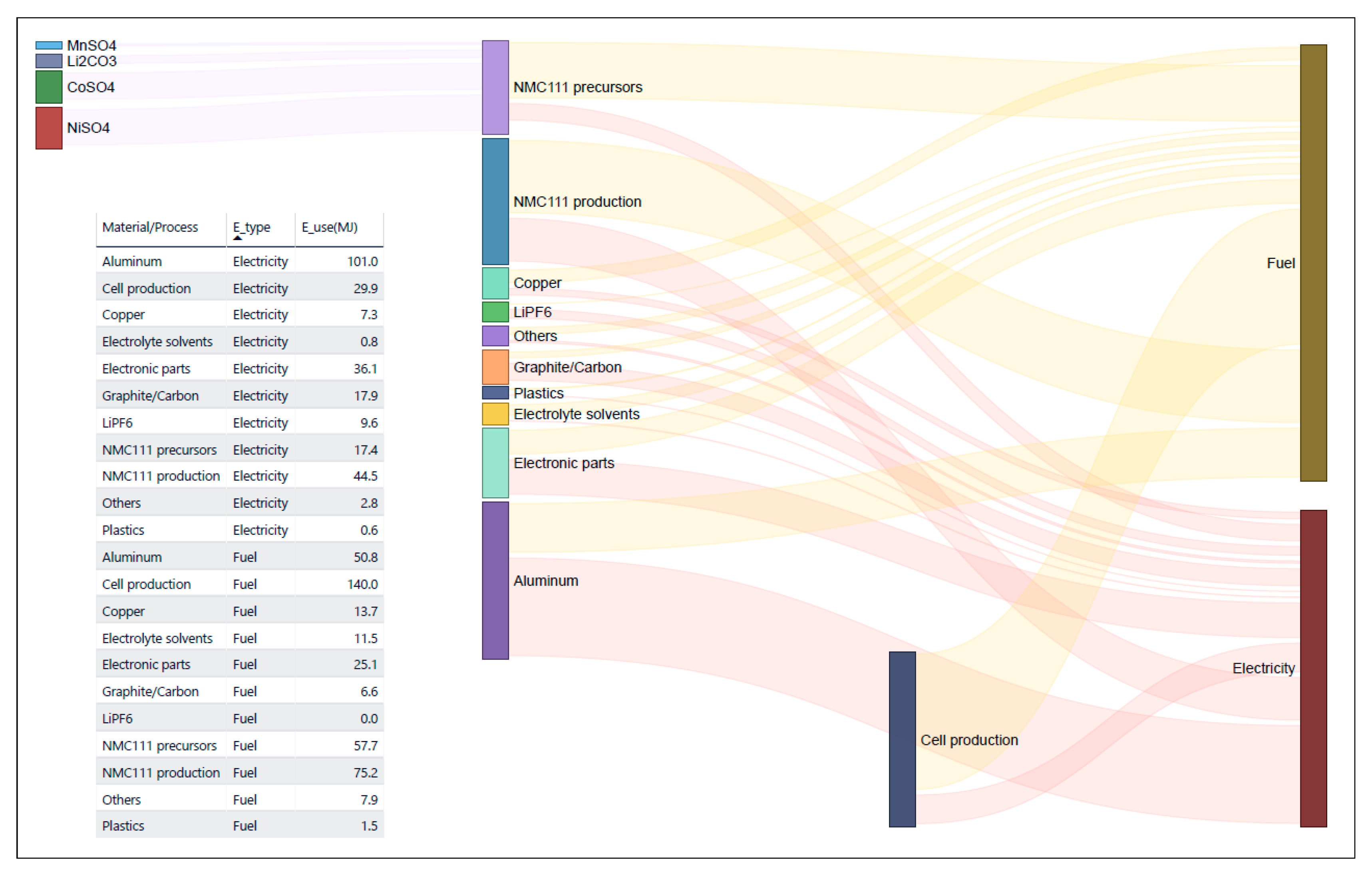
3.2. Key Factors Affecting the LCA Results
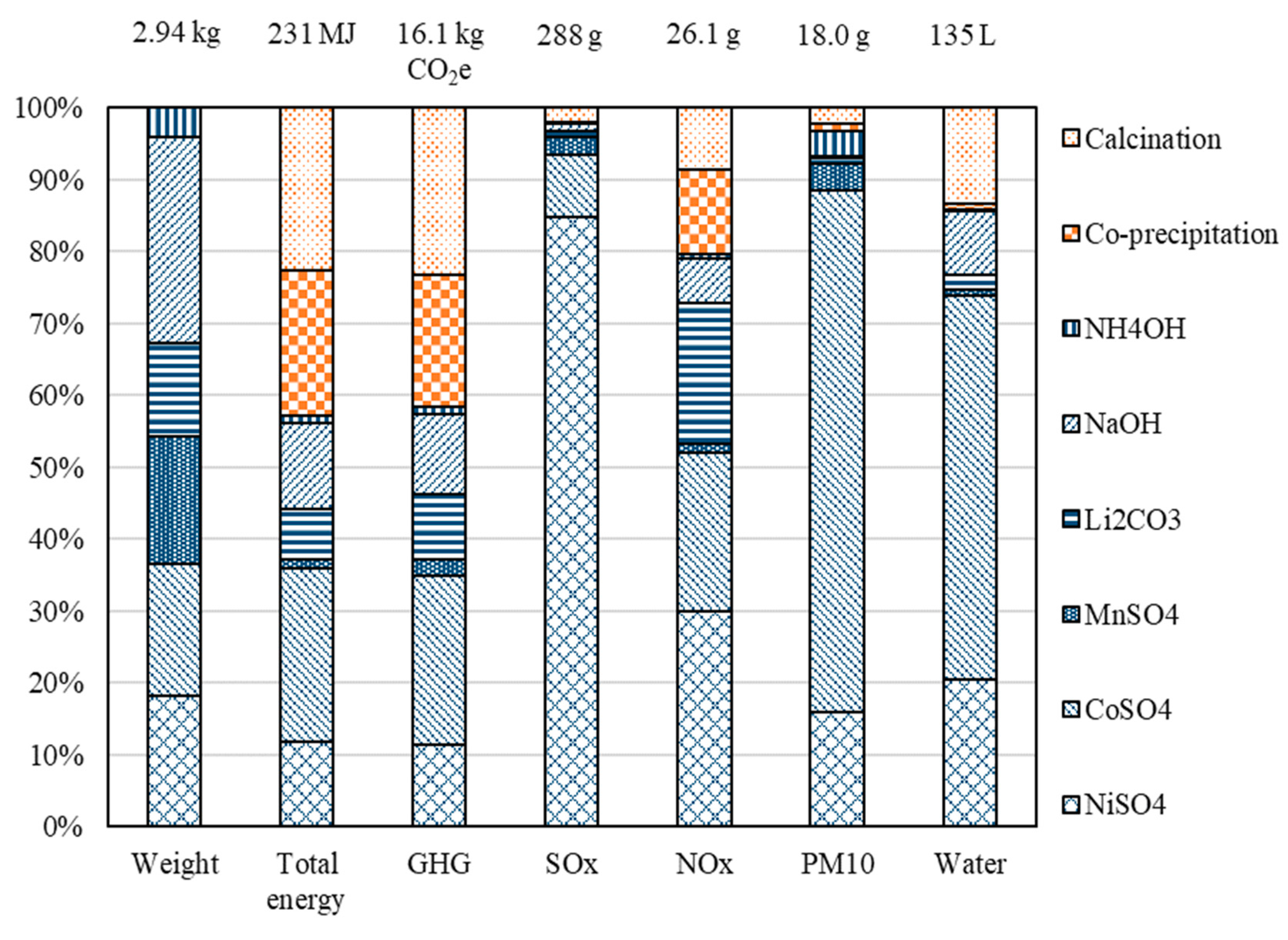
3.2.1. NMC111 Powder Production
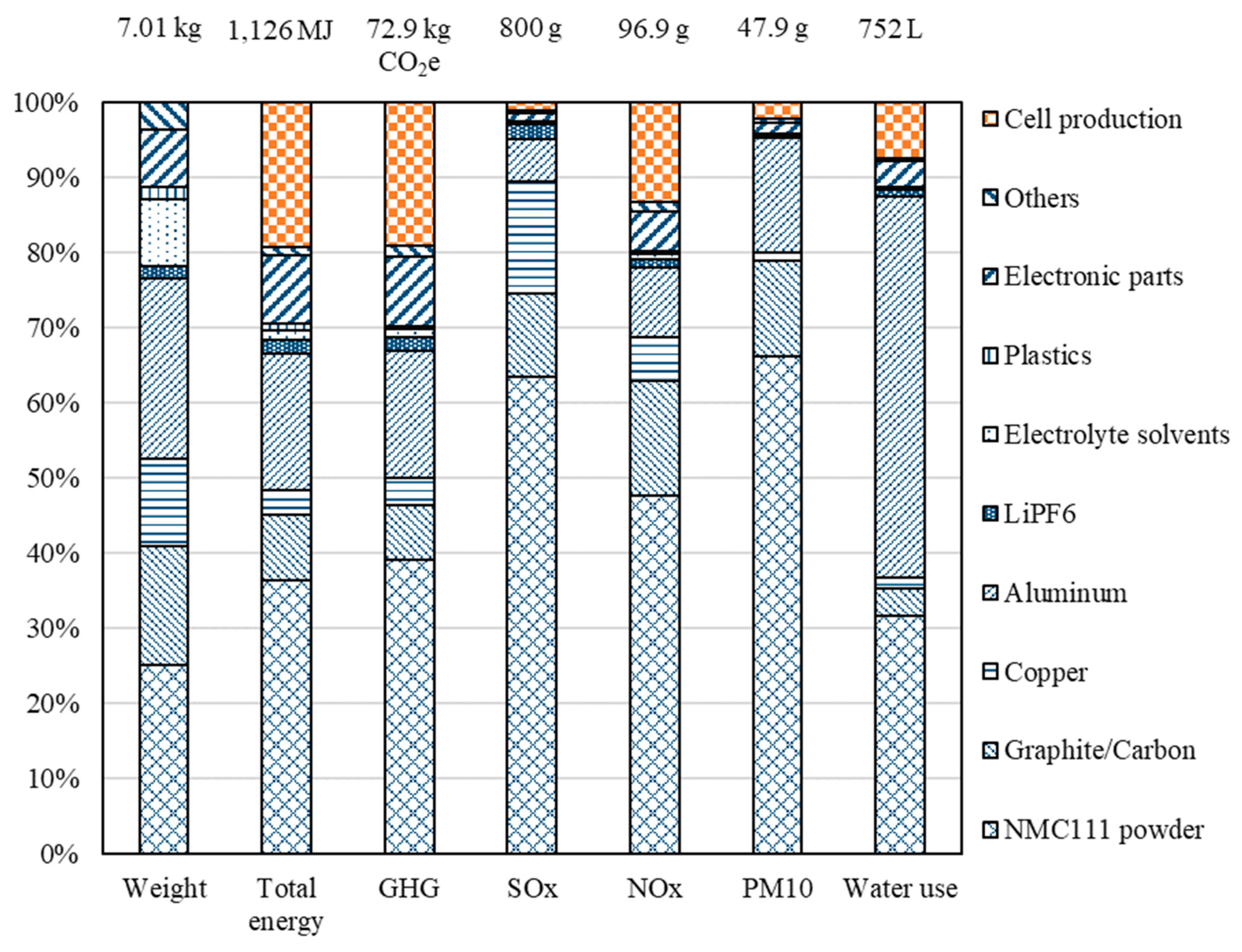
3.2.2. Cell Production
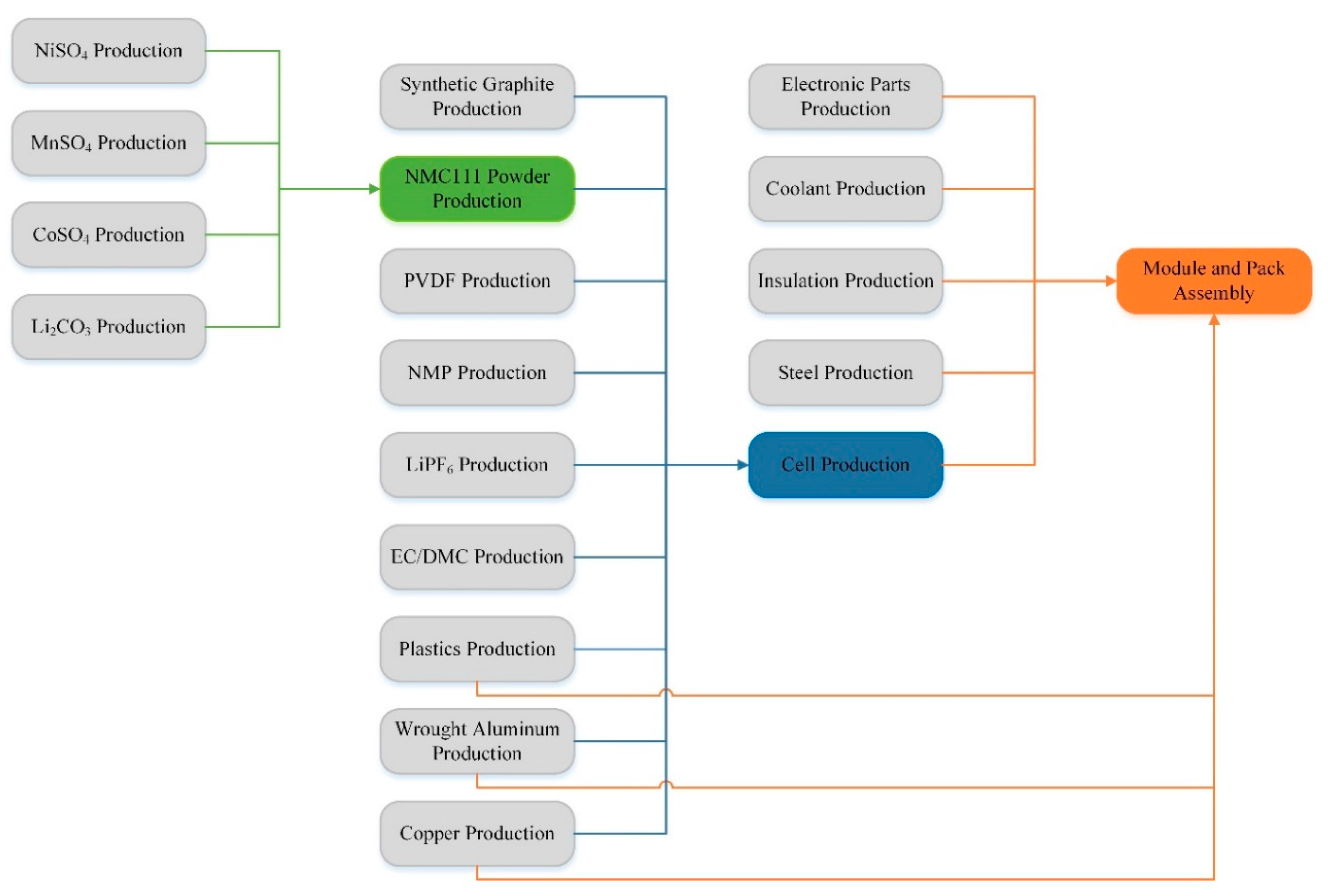
3.2.3. The LIB Supply Chain
3.3. Knowledge Gaps
3.4. LIB LCA Harmonization
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
References
- International Energy Agency. Key World Energy Statistics. 2018. Available online: https://www.iea.org/statistics/kwes/ (accessed on 14 December 2018).
- Notter, D.A.; Gauch, M.; Widmer, R.; Wäger, P.; Stamp, A.; Zah, R.; Althaus, H.-J. Contribution of Li-Ion Batteries to the Environmental Impact of Electric Vehicles. Environ. Sci. Technol. 2010, 44, 6550–6556. [Google Scholar] [CrossRef]
- Faria, R.; Marques, P.; Moura, P.; Freire, F.; Delgado, J.; de Almeida, A.T. Impact of the electricity mix and use profile in the life-cycle assessment of electric vehicles. Renew. Sustain. Energy Rev. 2013, 24, 271–287. [Google Scholar] [CrossRef]
- Hawkins, T.R.; Singh, B.; Majeau-Bettez, G.; Strømman, A.H. Comparative Environmental Life Cycle Assessment of Conventional and Electric Vehicles. J. Ind. Ecol. 2013, 17, 53–64. [Google Scholar] [CrossRef]
- Bauer, C.; Hofer, J.; Althaus, H.-J.; Del Duce, A.; Simons, A. The environmental performance of current and future passenger vehicles: Life cycle assessment based on a novel scenario analysis framework. Appl. Energy 2015, 157, 871–883. [Google Scholar] [CrossRef]
- Stephens, T.; Zhou, Y.; Burnham, A.; Wang, M. Incentivizing Adoption of Plug-in Electric Vehicles: A Review of Global Policies and Markets. ANL/ESD-18/7; 2018. Available online: https://greet.es.anl.gov/publication-incentivizing_pev (accessed on 21 January 2019).
- International Energy Agency. Global EV Outlook 2018. 2018. Available online: https://www.iea.org/gevo2018/ (accessed on 14 December 2018).
- International Energy Agency. EV30@30 Campaign. 2018. Available online: https://www.iea.org/media/topics/transport/3030CampaignDocumentFinal.pdf (accessed on 14 December 2018).
- Majeau-Bettez, G.; Hawkins, T.R.; Strømman, A.H. Life Cycle Environmental Assessment of Lithium-Ion and Nickel Metal Hydride Batteries for Plug-In Hybrid and Battery Electric Vehicles. Environ. Sci. Technol. 2011, 45, 4548–4554. [Google Scholar] [CrossRef]
- Ellingsen, L.A.-W.; Majeau-Bettez, G.; Singh, B.; Srivastava, A.K.; Valøen, L.O.; Strømman, A.H. Life Cycle Assessment of a Lithium-Ion Battery Vehicle Pack. J. Ind. Ecol. 2014, 18, 113–124. [Google Scholar] [CrossRef]
- Dunn, J.B.; Gaines, L.; Kelly, J.C.; James, C.; Gallagher, K.G. The significance of Li-ion batteries in electric vehicle life-cycle energy and emissions and recycling’s role in its reduction. Energy Environ. Sci. 2015, 8, 158–168. [Google Scholar] [CrossRef]
- Kim, H.C.; Wallington, T.J.; Arsenault, R.; Bae, C.; Ahn, S.; Lee, J. Cradle-to-Gate Emissions from a Commercial Electric Vehicle Li-Ion Battery: A Comparative Analysis. Environ. Sci. Technol. 2016, 50, 7715–7722. [Google Scholar] [CrossRef] [PubMed]
- Peters, J.F.; Baumann, M.; Zimmermann, B.; Braun, J.; Weil, M. The environmental impact of Li-Ion batteries and the role of key parameters—A review. Renew. Sustain. Energy Rev. 2017, 67, 491–506. [Google Scholar] [CrossRef]
- Dunn, J.; Gaines, L.; Barnes, M.; Sullivan, J.; Wang, M. Material and Energy Flows in the Materials Production, Assembly, and End-of-Life Stages of the Automotive Lithium-Ion Battery Life Cycle. ANL/ESD/12-3 Rev; 2012. Available online: https://greet.es.anl.gov/publication-li-ion (accessed on 14 December 2018).
- Argonne National Laboratory. GREET Model: The Greenhouse Gases, Regulated Emissions, and Energy Use in Transportation Model. 2018. Available online: https://greet.es.anl.gov/ (accessed on 14 December 2018).
- Dunn, J.; James, C.; Gaines, L.; Gallagher, K.; Dai, Q.; Kelly, J.C. Material and Energy Flows in the Production of Cathode and Anode Materials for Lithium-Ion Batteries. ANL/ESD-14/10 Rev; 2015. Available online: https://greet.es.anl.gov/publication-anode-cathode-liion (accessed on 14 December 2018).
- Benavides, P.T.; Dai, Q.; Sullivan, J.; Kelly, J.C.; Dunn, J. Material and Energy Flows Associated with Select Metals in GREET2: Molybdenum, Platinum, Zinc, Nickel, Silicon. ANL/ESD-15/11; 2015. Available online: https://greet.es.anl.gov/publication-mo-pt-zn-ni-si (accessed on 14 December 2018).
- Dai, Q.; Dunn, J.; Kelly, J.C.; Elgowainy, A. Update of Life Cycle Analysis of Lithium-Ion Batteries in the GREET Model. 2017. Available online: https://greet.es.anl.gov/publication-Li_battery_update_2017 (accessed on 14 December 2018).
- Dai, Q.; Kelly, J.C.; Dunn, J.; Benavides, P. Update of Bill-of-Materials and Cathode Materials Production for Lithium-Ion Batteries in the GREET Model. 2018. Available online: https://greet.es.anl.gov/publication-update_bom_cm (accessed on 14 December 2018).
- Dai, Q.; Kelly, J.C.; Elgowainy, A. Cobalt Life Cycle Analysis Update for the GREET Model. 2018. Available online: https://greet.es.anl.gov/publication-update_cobalt (accessed on 14 December 2018).
- Blomgren, G.E. The Development and Future of Lithium Ion Batteries. J. Electrochem. Soc. 2017, 164, A5019–A5025. [Google Scholar] [CrossRef]
- Pillot, C. The Rechargeable Battery Market and Main Trends 2017–2025. Presented at the 2018 International Battery Seminar & Exhibit, Fort Lauderdale, FL, USA, 26–29 March 2018. [Google Scholar]
- Argonne National Laboratory. BatPaC: A Lithium-Ion Battery Performance and Cost Model for Electric-Drive Vehicles. 2018. Available online: http://www.cse.anl.gov/batpac/ (accessed on 14 December 2018).
- IPCC. Climate Change 2014: Synthesis Report. Contribution of Working Groups I, II and III to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change; Core Writing Team, Pachauri, R.K., Meyer, L.A., Eds.; IPCC: Geneva, Switzerland, 2014; 151 p. [Google Scholar]
- Ahmed, S.; Nelson, P.A.; Gallagher, K.G.; Susarla, N.; Dees, D.W. Cost and energy demand of producing nickel manganese cobalt cathode material for lithium ion batteries. J. Power Sources 2017, 342, 733–740. [Google Scholar] [CrossRef] [Green Version]
- Kwade, A.; Haselrieder, W.; Leithoff, R.; Modlinger, A.; Dietrich, F.; Droeder, K. Current status and challenges for automotive battery production technologies. Nat. Energy 2018, 3, 290–300. [Google Scholar] [CrossRef]
- Ahmed, S.; Nelson, P.A.; Dees, D.W. Study of a dry room in a battery manufacturing plant using a process model. J. Power Sources 2016, 326, 490–497. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, S.; Nelson, P.A.; Gallagher, K.G.; Dees, D.W. Energy impact of cathode drying and solvent recovery during lithium-ion battery manufacturing. J. Power Sources 2016, 322, 169–178. [Google Scholar] [CrossRef] [Green Version]
- Business Korea. LG Chem to Bring Holland Battery Online This Year. 2015. Available online: http://www.businesskorea.co.kr/news/articleView.html?idxno=10499 (accessed on 17 December 2018).
- Lutsey, N.; Grant, M.; Wappelhorst, S.; Zhou, H. Power Play: How Governments are Spurring the Electric Vehicle Industry. 2018. Available online: https://www.theicct.org/sites/default/files/publications/EV_Government_WhitePaper_20180514.pdf (accessed on 17 December 2018).
- Dai, Q.; Kelly, J.C.; Burnham, A.; Elgowainy, A. Updated Life-Cycle Analysis of Aluminum Production and Semi-Fabrication for the GREET Model. ANL/ESD-15/12; 2015. Available online: https://greet.es.anl.gov/publication-2015-al-update (accessed on 17 December 2018).
- Wang, M.; Elgowainy, A.; Benavides, P.; Burnham, A.; Cai, H.; Dai, Q.; Hawkins, T.; Kelly, J.C.; Kwon, H.; Lee, D.-Y.; et al. Summary of Expansions and Updates in GREET 2018. ANL-18/38; 2018. Available online: https://greet.es.anl.gov/publication-greet-2018-summary (accessed on 17 December 2018).
- NASA Earth Observatory. A Manmade Volcano over Norilsk. 2017. Available online: https://earthobservatory.nasa.gov/images/92246/a-manmade-volcano-over-norilsk (accessed on 17 December 2018).
- Njaa, O. Nornickel and the Kola Peninsula: Environmental Responsibility in the Year of Ecology. 2018. Available online: https://www.nornickel.com/files/en/investors/cmd/Nornickel-on-The-Kola-Peninsula.pdf (accessed on 25 January 2019).
- Golder Associates. Environmental Impact Assessment Tenke Fungurume Project—Volume A: ESIA Introduction and Project Description. 2007. Available online: https://www3.opic.gov/environment/eia/tenke/Volume%20A%20ESIA%20Introduction%20and%20Project%20Description.pdf (accessed on 25 January 2019).
- Zackrisson, M.; Avellán, L.; Orlenius, J. Life cycle assessment of lithium-ion batteries for plug-in hybrid electric vehicles—Critical issues. J. Clean. Prod. 2010, 18, 1519–1529. [Google Scholar] [CrossRef]
- Romare, M.; Dahllof, L. The Life Cycle Energy Consumption and Greenhouse Gas Emissions from Lithium-ion Batteries. 2017. Available online: https://www.ivl.se/download/18.5922281715bdaebede9559/1496046218976/C243+The+life+cycle+energy+consumption+and+CO2+emissions+from+lithium+ion+batteries+.pdf (accessed on 20 December 2018).
- Schmuch, R.; Wagner, R.; Hörpel, G.; Placke, T.; Winter, M. Performance and cost of materials for lithium-based rechargeable automotive batteries. Nat. Energy 2018, 3, 267–278. [Google Scholar] [CrossRef]
- Ambrose, H.; Kendall, A. Effects of battery chemistry and performance on the life cycle greenhouse gas intensity of electric mobility. Transp. Res. Part D Transp. Environ. 2016, 47, 182–194. [Google Scholar] [CrossRef] [Green Version]
- Ellingsen, L.A.-W.; Hung, C.R.; Strømman, A.H. Identifying key assumptions and differences in life cycle assessment studies of lithium-ion traction batteries with focus on greenhouse gas emissions. Transp. Res. Part D Transp. Environ. 2017, 55, 82–90. [Google Scholar] [CrossRef]
- Peters, J.F.; Weil, M. Providing a common base for life cycle assessments of Li-Ion batteries. J. Clean. Prod. 2018, 171, 704–713. [Google Scholar] [CrossRef]
- Wood, D.L., III; Li, J.; Daniel, C. Prospects for reducing the processing cost of lithium ion batteries. J. Power Sources 2015, 275, 234–242. [Google Scholar] [CrossRef] [Green Version]
- Cullen, J.M.; Allwood, J.M. Mapping the Global Flow of Aluminum: From Liquid Aluminum to End-Use Goods. Environ. Sci. Technol. 2013, 47, 3057–3064. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nuss, P.; Eckelman, M.J. Life Cycle Assessment of Metals: A Scientific Synthesis. PLoS ONE 2014, 9, e101298. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Battery Material/Component | Zackrisson et al. [36] | Notter et al. [2] | Majeau-Bettez et al. [9] | Ellingsen et al. [10] | GREET 2018 |
|---|---|---|---|---|---|
| Graphite | N/A | Natural graphite * | Based on Notter et al., added graphite baking energy | Based on Notter et al. | Synthetic graphite |
| Separator | 50 wt % PP, 50 wt % PE | PE coated with a slurry of PVDF, C3F6, dibutyl phthalate, and silica dissolved in acetone | 50 wt % PP, 50 wt % PE | 100% PP | 80 wt % PP, 20 wt % PE |
| Cathode binder | 50 wt % tetrafluoro-ethylene, 50 wt % PE | Styrene butadiene | Polytetra-fluoroethylene (PTFE) | PVDF | PVDF |
| Anode binder | Acrylo-nitrile butadiene styrene | Styrene butadiene | PTFE | 50 wt % caboxymethyl cellulose, 50 wt % acrylic acid | PVDF |
| Electrolyte salt | Use LiCl as a proxy | LiPF6* | Use inorganic chemicals as a proxy | LiPF6, based on Notter et al. | LiPF6 * |
| Electrolyte solvent | Ethylene glycol dimethyl ether | EC | Use organic chemicals as a proxy | EC | 1:1 EC DMC |
| Electronic parts | 1 semi-conductor and 1 resistor | Printed wiring board and data cable | 10 wt % integrated circuit, 50 wt % Cu, 40 wt % chromium steel | Battery module boards, integrated battery interface system, fasteners, high voltage system, and low voltage system | Circuit board and semi-conductor |
| Studies | Cathode | Anode | ||
|---|---|---|---|---|
| Type | Quantity (kg/kg Cathode) | Type | Quantity (kg/kg Anode) | |
| Zackrisson et al. [37] | NMP/water | N/A | NMP/Water | N/A |
| Notter et al. [2] | Water | 0.2 | Water | 0.424 |
| Majeau-Bettez et al. [9] | NMP | 0.28 | NMP | 0.28 |
| Ellingsen et al. [10] | NMP | 0.41 | NMP | 0.94 |
| GREET 2018 | NMP | 0.002 | Water | 0 * |
| Battery Material/Component | GREET 2018 | Ecoinvent 2.2 | Ecoinvent 3.1 |
|---|---|---|---|
| kg CO2e/kg battery material | |||
| Cobalt, primary * | 27.0 | 8.3 [44] | 9–10 [37] |
| Nickel, primary * | 8.1 | 7.8–10.9 [44] | 10 [37] |
| Graphite | 4.9 | 1–2 [37] | |
| Aluminum, primary | 8.4 | 12.2 [44] | |
| Copper, primary | 3.1 | 2.3–5.0 [44] | 3–5 [37] |
| LiPF6 | 12.2 | 27 [37] | |
| NMP | 5.1 | 5–6 [37] | |
| kg CO2e/kg battery component | |||
| BMS | 26.5 | 23.3 [10] | |
| Cathode paste | 14.8 | 7.1 [10] | |
| Anode paste | 4.7 | 6.0 [10] | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dai, Q.; Kelly, J.C.; Gaines, L.; Wang, M. Life Cycle Analysis of Lithium-Ion Batteries for Automotive Applications. Batteries 2019, 5, 48. https://doi.org/10.3390/batteries5020048
Dai Q, Kelly JC, Gaines L, Wang M. Life Cycle Analysis of Lithium-Ion Batteries for Automotive Applications. Batteries. 2019; 5(2):48. https://doi.org/10.3390/batteries5020048
Chicago/Turabian StyleDai, Qiang, Jarod C. Kelly, Linda Gaines, and Michael Wang. 2019. "Life Cycle Analysis of Lithium-Ion Batteries for Automotive Applications" Batteries 5, no. 2: 48. https://doi.org/10.3390/batteries5020048
APA StyleDai, Q., Kelly, J. C., Gaines, L., & Wang, M. (2019). Life Cycle Analysis of Lithium-Ion Batteries for Automotive Applications. Batteries, 5(2), 48. https://doi.org/10.3390/batteries5020048