1. Introduction
The use of biomass as a primary source of energy is currently an established reality, with a developed and regulated market in which products are evaluated according to quality criteria and compliance with parameters defined by regulatory processes such as certification standards [
1,
2]. The increasingly frequent use of solid biomass-derived fuels, as is the case with biomass pellets, has led to the development of standards regulating the physical–chemical parameters of the final product [
3,
4]. The development of the demand, supported by a regulatory instrument, conditioned the use of raw materials presenting parameters, mainly of chemical nature, out of normative requirements [
5,
6,
7].
Initially, different standards appeared in different countries to regulate the criteria based on the regional availability of available raw materials, making it possible, when compared with each other, for the values required for the parameters to differ [
8,
9]. The methodologies used to perform the laboratory tests were also not uniform in the different standards, making it difficult to directly compare the results obtained for the same product, although certified by different standards [
10]. For this reason, the standardization of criteria in a single standard, allowing direct comparison of products that started to have an increasingly wider global dispersion, became a necessity [
11].
However, the need for this standard to present ranges of results for the different parameters, which are sufficiently extended to be used in densified materials produced with a diverse range of raw materials in different geographical locations, has already become evident. There is a high diversity of forest species that can be used in the production process and, although often related, they show variance in their chemical composition and physical structure [
12,
13]. For example, although they belong to the same genus
Pinus, the species
Pinus radiata, originally from the American continent, differs significantly from the species
Pinus pinaster, common on the European Atlantic coasts from Portugal to England, and thus the biomass pellets produced also present significant differences from a chemical and combustibility point of view [
14,
15].
In this way, the standardization of the qualitative characterization criteria of biomass pellets through a single standard was a decisive step toward the stabilization of the product, since it led to homogenization of the production processes and the selection of a set of raw materials that fit the criteria defined by the new standard, ENplus
® [
16]. However, this regulation also came to limit the use of raw materials of waste origin reduced the quality of the final product and its market value, since producers opt mostly for products with a higher market value and commercial margins more interesting from a business perspective [
17,
18].
The use of residues from operations of forest management operations, as well as those resulting from agroindustrial operations, may result in the introduction of a significant volume of low-cost raw materials, provided they are properly characterized and studied so that this introduction takes place in a proportion that does not interfere with the product quality criteria defined by the norms that regulate the sector, as is the case with the ENplus
® standard [
19].
An example of this type of agroforestry waste is the material resulting from the pruning of vineyards, which is traditionally used as firewood in traditional domestic fireplaces and in bakery ovens all over the Mediterranean [
20,
21,
22]. Currently, with the advent of the industrialization of processes and the exponential growth of the wine industry, the quantities of residual biomass resulting from such pruning reaches significant volumes. Thus, the incorporation of this residual biomass in industrial pellet production processes can be an opportunity, both from the perspective of reducing raw material costs, as well as from the environmental perspective of reducing the volume of waste, which is otherwise often eliminated by burning the remaining materials [
23]. Although the available quantities are not known for certain, it is easy to infer the high potential that these waste products present, mainly due to the volume that can be produced annually. In Portugal, currently, there are about 200,000 hectares of vineyards, which can contribute in a very significant way to the supply of biomass residues to be recovered.
The objective of the present work is to characterize the residual material resulting from the pruning of vineyards in all aspects explained in the ENplus® standard, to make a comparison with the values presented by the pellets with ENplus® certification in such a way as to understand the existing differences, and then to determine the feasibility of incorporating vine pruning in the production of biomass pellets with ENplus® certification, as the only raw material, or partially, depending on the different types of pellets that the standard presents.
2. Materials and Methods
2.1. Sample Acquisition and Preparation
2.1.1. Sampling
For the characterization analysis of the pellets, two bags of biomass pellets were purchased in a large commercial area. The 15 kg bags were produced in Portugal and had the identification of being produced using exclusively
Pinus pinaster wood. The bags were labeled as being pellets with ENplus
® certification, which was confirmed on the website of the entity responsible for certification and available at:
https://enplus-pellets.eu/pt/certificacoes-pt-pt/produtor-pt-pt.html (10 January 2021).
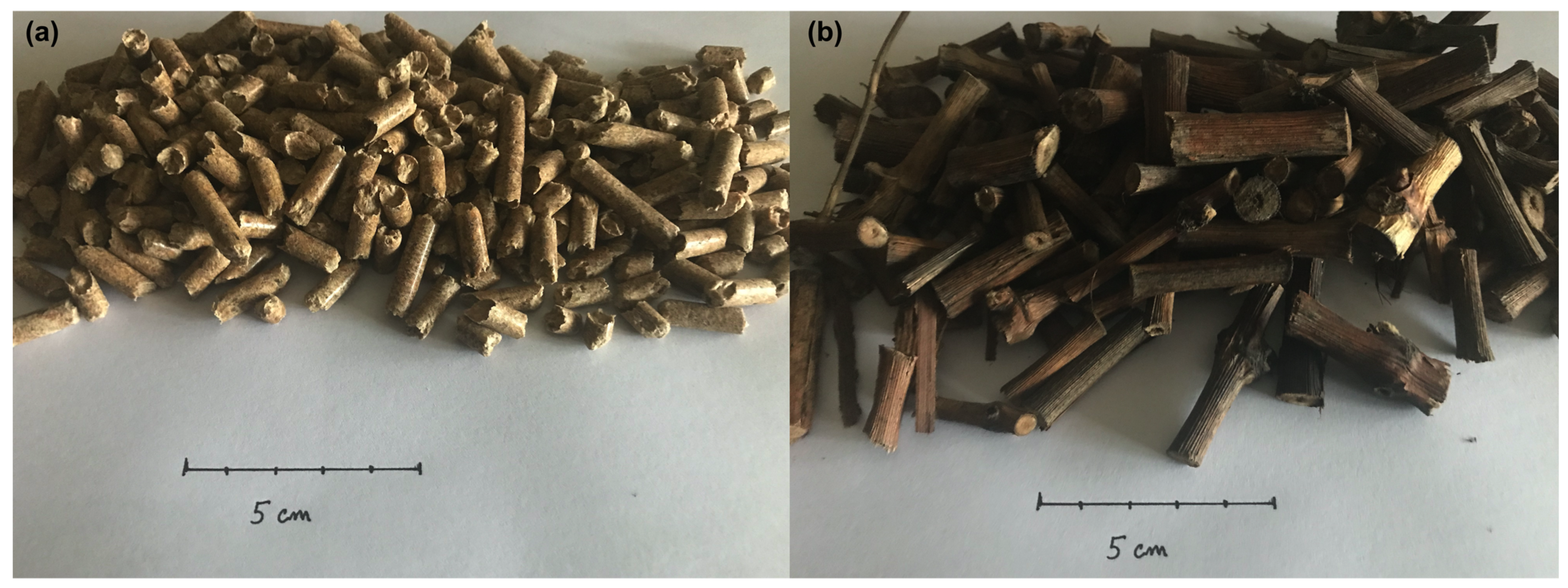
The two bags were mixed, and the quantities of material necessary for the characterization tests were subsequently removed. After collection, the pellets were ground to simulate the raw material used in their production. The biomass of vine pruning was collected during December 2020 in vineyards located in the Ponte de Lima region. The material was subsequently cut into portions with dimensions close to those of the pellets (
Figure 1 to facilitate drying and grinding).
2.1.2. Preparation of Ash for Fusibility Tests
The preparation of samples for the ash fuse tests required a procedure necessary to ensure the production of a sufficient quantity to carry out the tests with replication to ensure statistical representation and treatment. In the present study, we decided to perform all tests in triplicate, to determine an average value used as a comparison with the values from the ENplus® standard, as well as providing the standard deviation of the sample.
The materials collected from vine pruning and from Pinus pinaster wood were first reduced and homogenized to a maximum nominal size of 1 mm, placed inside a crucible and taken to a muffle, where they were subjected to a combustion program appropriate to the requirements of the standard in question. In this case, according to the requirements of the ENplus® standard, the program used a heating ramp up to 250 °C over 40 min, and remained at that temperature for 1 h. Then, it reached 815 °C in a period of 1 h, where it remained for 2 h, followed by a cooling period for the samples to be removed from the interior of the muffle.
2.1.3. Sample Preparation for Inductively Coupled Plasma–Optical Emission Spectroscopy (ICP-OES) and Chlorine Determination
The procedure for preparing samples for ICP-OES, both ashes and precombustion material, and for determining the chlorine content, involved the digestion of the materials in two stages. For this purpose, the samples were reduced and homogenized to a maximum nominal size of 2 mm and subsequently mixed with reagents for the digestion of the materials. In the present study, a CEM Mars One microwaves digestion system was used. When the selected program ended, the cooling step to <100 °C began. After this step, we removed the sample holder carousel from the microwave and waited another 15 min before opening the containers and taking the samples. After cooling the samples, a volume of 4% H3BO3 was added to carry out the second phase of the digestion. In the second phase of digestion, the procedure began with placing the samples to be analyzed and the standard sample in a microwave where they were subjected to heating to a temperature of 150 °C in 5 min, maintained at this temperature for a period of 15 min, then cooled for 15 min. For methods A and B, each sample was transferred to a 50 mL volumetric flask through a paper filter (taking care to wash the container and lid walls with a 1% HNO3 solution, as well as the filter paper itself), and making the balloons up to 50 mL before being homogenized. Subsequently, the contents of the flasks were transferred to 60 mL flasks for use in the ICP-OES. In method C, each sample was transferred to a 150 mL beaker, taking care to wash the walls of the container and lid with purified water. Then the digest was diluted to 100 mL, and the beaker was placed in a chloride titrator autosampler where the chlorine content was determined.
2.2. Heating Value
The calorific value indicates the amount of energy released during the combustion of a given amount of biomass. The calorific value of the biomass was determined using a calorimeter. This determination was made at a reference temperature of 30 °C and consisted of combustion of the biomass resulting in liquid water and carbon dioxide as products. The calculated value is defined as a higher calorific value, which includes the energy related to water vaporization (enthalpy of water vaporization; it only making sense to use these values if, during the process, the water vapor is then condensed). In processes in which the water vapor is eliminated, and its calorific value is not used, a lower heating value is used, calculated from the higher heating value and removing the value related to vaporization, i.e., the energy needed to vaporize the water is not considered as heat. A calorimeter is always composed of a combustion chamber where the sample is combusted. To ignite the sample, an electrical impulse is produced between two electrodes. For access to the interior of the combustion chamber, there is a cover which guarantees the tightness of the entire calorimeter. Surrounding the combustion chamber is a thermostatic bath that guarantees homogenization and temperature control through an agitator and a thermometer. The heat exchanges between the thermostated bath and the environment are controlled using a thermal shield. The procedure for determining the calorific value consists of recording temperature changes during the combustion process of a substance. The calorific capacity of a calorimeter indicates the amount of energy required to register a change in a temperature unit. During the combustion of a biomass sample with oxygen at high pressure, the nitrogen present in the atmosphere inside the combustion chamber is oxidized, producing nitrous oxide (NO2), which will, in turn, be combined with water vapor, producing nitric acid (HNO3). The heat derived from the formation of HNO3 does not come from the sample and must be discounted in determining the calorific value. Thus, it is necessary to collect the washing water from the combustion chamber and holder with NaOH 0.1 M to correct the calorific value determined in the combustion. In combustion in an atmosphere rich in oxygen, the sulfur present in the atmosphere is oxidized to SO3, which, in turn, is combined with water vapor resulting in sulfuric acid (H2SO4). In the combustion process, the sulfur should be completely transformed into SO2, and thus it is necessary to correct the heat derived from the formation of H2SO4. For this, it is necessary to know the sulfur content present in the sample. For the determination of the calorific value, the samples should ideally be reduced to a maximum nominal size of 2 mm, and the same sample should be used to calculate the moisture content, the C, H, N, ash, S and Cl contents.
2.3. Elementary Analysis (CHNO)
The content of carbon, hydrogen and nitrogen are important factors in assessing the quality of biomass. Through the carbon content, information can be obtained regarding the amount of CO
2 emission during combustion. The nitrogen content can be used to obtain information regarding NO
x emission. The elemental composition of the samples was analyzed, using an elemental analyzer LECO CHN, in accordance with standard EN 15,104:2011, Solid Biofuels—Determination of the Total Content of Carbon, Hydrogen and Nitrogen—Instrumental Methods. The oxygen content was, thereafter, estimated using weight difference according to Equation (1):
where w(O) is the oxygen content (%), w(C) is the carbon content (%), w(H) is the hydrogen content (%), w(N) is the nitrogen content (%), and w(S) is the sulfur content (%).
2.4. Thermogravimetric Analysis (TGA)
Moisture content is a necessary characteristic for calculation of the various characteristics on a dry basis. The volatile content corresponds to the loss of mass (eliminating the contribution of the loss of mass of moisture) that occurs when biomass, in an inert atmosphere, is heated to a given temperature. The ash content of biomass corresponds to the content of noncombustible (inorganic) content. The quality of the ash depends on the biomass itself, and also on the biomass collection and pretreatment processes. The ash content values vary widely depending on the type of biomass. One of the reasons for using biomass materials with low ash contents is that they have higher calorific values, since there is less noncombustible material. Therefore, for the same biomass, a lower ash content corresponds to a greater calorific value. Another great reason for wanting a low ash content is the treatment and elimination of ash formed in energy conversion processes, such as combustion or pyrolysis. Ash can cause problems, such as slagging or fouling in furnaces, in which deposits of noncombustible inorganic material accumulate. In this way, the ash formed in these processes affects the costs of running and maintaining a factory, as ash is difficult to remove and can obstruct mechanical equipment. Fixed carbon is the portion of a biomass that is consumed in thermal processes, such as combustion. In this way, fixed carbon is a good indicator of the calorific value of biomass. Thermogravimetric analysis (TGA) is a method of thermal analysis in which the physical and chemical properties are determined as a function of temperature or as a function of time. In the present study, an Eltra ThermoStep equipment (Haan, Germany) was used, in which the samples were reduced and homogenized to a maximum nominal size of 1 mm.
2.5. Chemical Analysis by ICP-OES
The analysis of the major elements of the ash of biomass allows for comparison of the formation of ash in the process of thermal conversion according to the metal content. Most of the ash formed in biomass combustion processes is primarily made up of a mixture of oxides of Ca, Si, Mg, and Al. The relationship between these oxides is important because it influences the characteristics of the ash, such as the melting temperature and viscosity. The formation of CaO in combustion processes leads to an increase in the ash melting temperature, which implies a higher ash formation at the same temperature. In some cases, the formation of CaCO
3 can occur, which is responsible for the accumulation of material (fouling). SiO
2 is the main component involved in ash formation (slagging). Aluminum (Al) is not used in biological processes by the plant; therefore, its presence in high ash levels may indicate contamination of the biomass with soil. Magnesium (Mg) is a component of chlorophyll, which is present in the green parts of plants. The formation of MgO during the combustion of biomass has the same effect as CaO, i.e., increasing the melting temperature of ash. High concentrations of iron (Fe) indicate that the sample may have been contaminated with dirt. In coal combustion processes, iron causes slagging (ash formation at the base of the furnace). The presence of potassium (K) is usually common in fast-growing plants and its concentration depends on the seasonality of plant growth. In combustion processes, potassium remains volatile, and is an element that contributes to the emission of particles into the environment. Being a volatile element, this is one of the components that causes the formation of fouling (the clogging of pipes). When present in large concentrations, the melting temperature of the ash decreases, increasing the formation of slagging. The presence of sodium (Na) can occur naturally in plants originating from places by the sea. In large concentrations, it may indicate the presence of contamination. The effects of the presence of sodium are analogous to the presence of potassium: fouling, slagging and particle emissions. Sulfur (S) is an element causing air pollution through the formation of SO
2. In addition, vaporized sulfur can lead to the formation of K
2SO
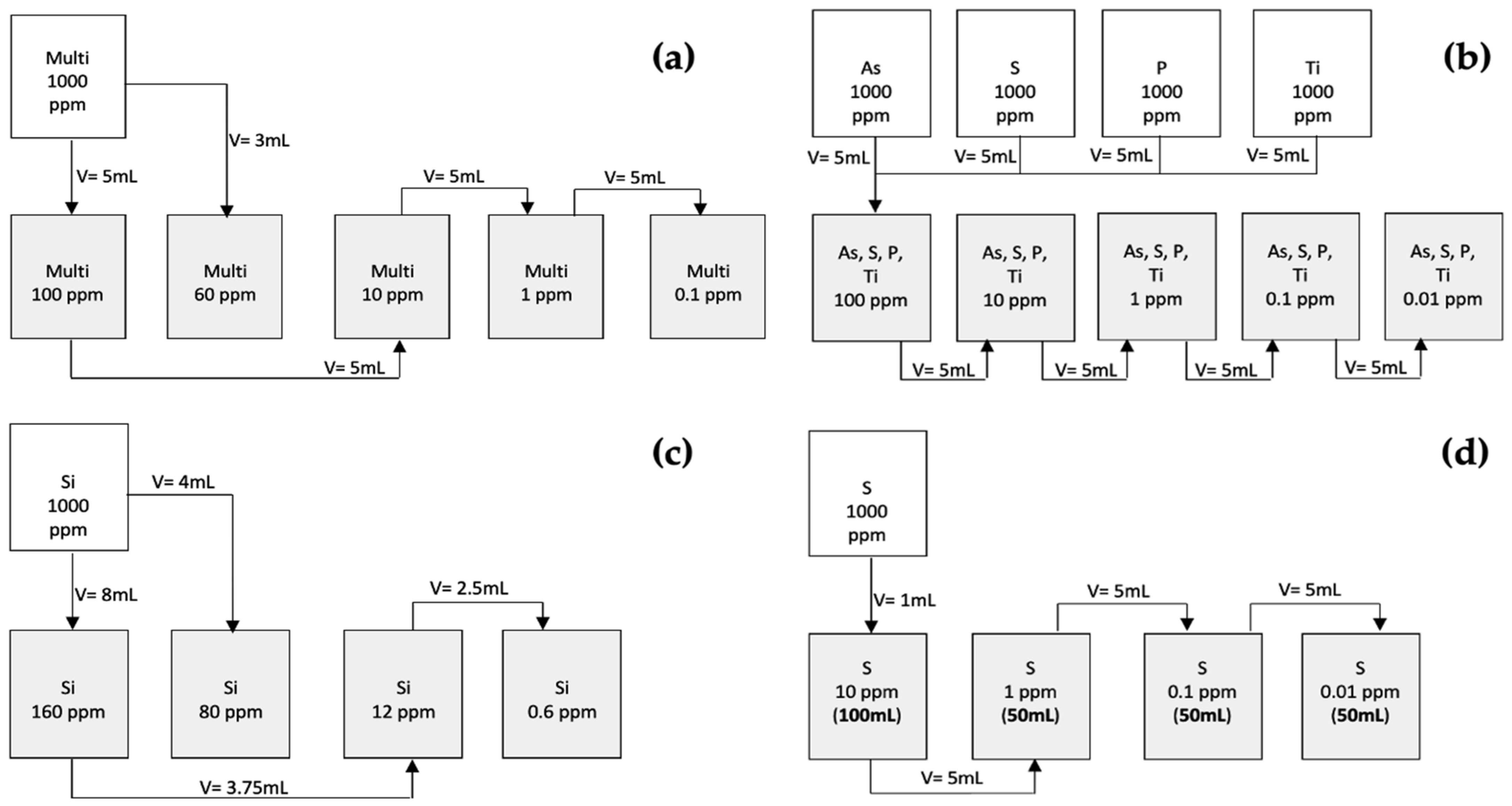
4 particulate emissions. The presence of sulfur decreases the melting temperature of ash and increases the effects of fouling and slagging. The presence of chlorine (Cl) influences the emissions of HCl and KCl particles, which are corrosive substances. Chlorine decreases the melting temperature of the ash by increasing the formation of fouling, as it is a volatile element not found in large quantities at the bottom of the furnaces (slagging). Toxic metals, such as Cd, Pb, Zn, and Cr, are monitored due to their higher concentration in ash. Cd, Pb and Zn are partially volatile and participate in the emission of particles. Ti and Mn are elements typically found in very low concentrations. Their presence in higher concentrations may indicate contamination. For example, titanium (Ti) is a common element in paints and may indicate a mixture of biomass with wood waste with paint remnants. To determine the metal content in trace concentrations, ICP-OES (Inductively Coupled Plasma–Optical Emission Spectroscopy) was used, also called ICP-AES (Inductively Coupled Plasma–Atomic Emission Spectroscopy). ICP produces a high potential difference spark to transform argon gas into plasma. This potential difference produces ionized particles (electrons and ions) that are then accelerated by an applied magnetic field, which causes collisions with the neutral argon particles. These collisions cause a greater degree of ionization-producing plasma. The plasma state is maintained by the continuous collisions induced by the applied magnetic field and can reach temperatures of 10,000 °C. The sample is nebulized to the plasma and its components are immediately ionized. As the elements return to the ground state, electromagnetic radiation is released at specific wave lengths for each element. The wavelength of the electromagnetic radiation released and its intensity are detected by the OES analyzer, which allows for determination of the concentration of an element in a sample by comparison with standards of strictly known concentrations. For each sequence of analysis in an ICP, it is necessary to perform a standard calibration with the elements to be detected. Different dilutions of standards are required depending on the method of analysis to be performed and are listed in
Table 1.
The above standards were prepared in 50 mL flasks, according to the following scheme shown in
Figure 2.
Subsequently, the 50 mL vials were placed in the ICP-OES autosampler, in ascending order of concentration, depending on the method to be used, and depending on the type of material to be analyzed. When the concentration of a given element was found to be greater than the measurement range, the sample was reanalyzed by performing a 1:2 dilution (5 mL of the sample + 5 mL HNO3 at 1%), taking care to carry out the same dilution for the digestion blank. For every 10 test tubes, two standards were placed to adjust the values acquired after the analysis (one standard with low concentration and another standard with high concentration).
2.6. Fusibility of the Ashes
The ashes fusibility test can be used for the prediction of the formation of slagging and fouling in thermal conversion processes. These data must be related to the ash content (determined using the TGA) and the content of the different ash components (determined by ICP/OES). The fusibility test can be carried out with an oxidizing atmosphere (air) or reducing atmosphere (60% CO + 40% CO2). The choice of atmosphere must be related to the combustion conditions of the boiler or burner. If the boiler operates in atmospheres rich in fuel (with an oxygen deficit), the atmosphere will be mostly reducing with incomplete combustion and CO formation. As a general rule, reducing atmospheres cause ash to melt at lower temperatures, thus, causing greater slagging and fouling problems. Therefore, the fuse test must reflect these characteristics and adapt to the customer’s combustion process. During the fusibility test, the ash melting behavior was monitored and the following characteristic temperatures were determined.
Initial temperature: temperature at which the test starts was up to 550 °C.
Shrinkage temperature: shrinkage to 95% of the area recorded at 550 °C.
Deformation temperature: temperature at which the first rounding of the vertices of the cylinders occurred.
Hemisphere temperature: temperature at which the height of the cylinder was equal to half the width (h = L/2).
Fluidity temperature: temperature at which the height was equal to half the height recorded at the hemisphere temperature (h = h (Them)/2).
In the present study, the samples were converted to ashes according to the procedure described in
Section 2.1.2. Subsequently, the ashes were placed in a plastic dish, where two drops of ethyl alcohol were added and, using a spatula, they were homogenized until a uniform paste was obtained. Then, this paste was transferred to the mold where the cylinder was compacted. After being removed from the mold, the cylinders were placed on the zirconia lamella. The samples were then placed inside the chamber of the ash fusibility furnace, which, in this specific case, was a SYLAB IF 2000-G device.
2.7. Determination of Chlorine Content
The determination of chloride content was conducted through a potentiometric titration, where an Ag–AgCl electrode (silver–silver chloride) with an internal KCl electrolyte (potassium chloride) was used. The electrode consisted of a filament of Ag (s) coated with AgCl (s). This filament was, in turn, in contact with an aqueous solution of KCl. A potentiometric titration consists of measuring a signal (potential difference) as titrant is added. The equivalence point is calculated by plotting the first derivative and identifying the volume that corresponds to the maximum of the first derivative. In the potentiometric titration of chlorides, an AgNO
3 solution of known concentration is used as the titrant. The oxidation-reduction reaction that occurs in this titration is presented in Equation (1):
With the equivalence volume and the concentration value of the AgNO3 solution, it is possible to calculate the concentration of chlorides (Cl−) using a SI Analytics automatic titrator.
2.8. Fouling and Slagging Rates for Ash in Industrial Furnaces
Measurements of ash fuse temperatures aim to identify the behavior of the different types of compounds that make up the ash that forms during combustion processes, especially in an industrial environment given the quantities of materials that may be involved in the processes and the size of the equipment used. The damage caused by the occurrence of certain types of compounds, for example the elements belonging to the group of alkali metals, or chlorine, can cause considerable losses, since the natural corrosion and incrustation processes, related to the chemistry of combustion processes, can be exponentially enhanced and accelerated forcing technical stops for maintenance and repair of equipment. These phenomena of corrosion and scale that occur inside the combustion equipment, mainly in the furnace areas due to interaction with the bottom ash, but also in the areas where the heat exchange occurs due to the presence of fly ash and gases containing chlorine or sulfur, have been studied with regard the combustion processes for producing thermal energy in an industrial environment. The development of methodologies for the analysis of ash fusibility and its behavior started with the use of coal as an energy source, and all the indices that are currently used were derived from the analysis of coal ash to other solid fuels, such as biomass.
Most of the indices that are applied in the analysis of coal ash are based on the melting temperatures of the ash and its chemical composition, mainly on the ratios of acidic metal oxides, such as SiO2 and Al2O3, in relation to basic metal oxides, such as Fe2O3, CaO, MgO, Na2O and K2O. These indices present a perspective of the ash fuse temperature, which then allows determination of the probability of the occurrence of corrosion, fouling, and slagging phenomena. For this reason, these indices are still widely used in industrial applications, mainly as tools for predicting potential damage and optimizing preventive maintenance, although their technical limitations are recognized. With the advent of the use of fuels derived from biomass in an industrial environment, as an alternative to the consumption of coal, the same indexes have been adapted for the new fuels. Most biomass materials have a strong presence of alkali metals, with K being the dominant element present in the bottom ash, while Na is in a form that enhances its volatilization and appears more associated with fly ash. Thus, the fouling and slagging indices developed for fuels derived from biomass are fundamentally based on the total levels of alkali metals present in the fuel. The indices used in the present study were based on the following equations.
- 1.
Slagging Index (SI) represents the acid/base ratio used to quantify the tendency for the occurrence of slagging caused by ash from a fuel, and is determined numerically by Equation (3):
Equation (2) was initially developed for fossil fuels with low levels of phosphorus (P). Later, with the need to apply these methodologies also to fuels with high levels of P, another relationship developed, which is presented in Equation (3):
where the
SI < 0.5 indicates a low propensity for slagging to occur; 0.5 <
SI < 1.0 indicates an average propensity for slagging to occur;
SI = 1.0 indicates a high propensity for slagging to occur and
SI > 1.75 indicates a severe propensity for slagging to occur.
- 2.
Fouling Index (FI) represents the propensity for the formation of fouling in industrial furnaces through the relation presented in Equation (5):
where
FI < 0.6 represents a low propensity for the formation of fouling; 0.6 <
FI < 40 represents a high propensity for the formation of fouling and
FI > 40 represents a severe propensity for the formation of fouling.
- 3.
Alkali Index (AI): this index represents and expresses the quantity of alkaline oxides per unit of energy, and is determined using Equation (6):
where
AI < 0.17 indicates a low propensity for the occurrence of slagging and fouling phenomena; 0.17 <
AI < 0.34 indicates a high propensity for the occurrence of fouling and slagging phenomena and
AI > 0.34 indicates a severe propensity for the occurrence of slagging and fouling phenomena.
4. Discussion
The analysis of the physical–chemical parameters of the pellets acquired with ENplus
® certification proved that the referred pellets fulfilled all the requirements presented by the standard.
Table 13 shows the results obtained, both for
Pinus pinaster wood pellets and for the biomass resulting from vine pruning, as well as the parameters defined by the ENplus
® standard [
17].
As can be seen in the results presented in
Table 13, the values obtained for the biomass of vine pruning are in agreement with the requirements of the ENplus
® standard, with the exception of the parameters corresponding to the ash content, where the average value obtained was 1.42%, the N content, where the average value obtained was 0.536% and the Cu content, where the average value obtained was 24.93 mg/kg.
Despite being outside the requirements presented by the standard for ash content, making it impossible to use for the production of pellets in categories A1 and A2, the ash content determined had significantly lower values compared with the characterizations carried out in other previous studies, such as the study by Zanetti et al. (2017) where the values varied between 3.3% and 5.5% [
24].
This difference may be related to the fact that there may be differences between the compositions of the different varieties, and also with the influence of the types of soils and the method of harvesting during pruning, since the method used to collect the samples for the present study was that of manual collection, directly from the grapevine. Therefore, there was no contamination with the soil through mixing with inert materials such as earth, stones, or sand. Regarding the N content, the value presented is in line with the values presented by Zanetti et al. (2017), which varied between 0.560% and 0.640%. That is, values close to 0.536% were determined for the samples analyzed in the present study. The Cu content had a value significantly higher than that presented in the study referred to above, which reported values ranging between 13.1 and 16.3 mg/kg. The value of 24.93 mg/kg may indicate the presence of the remains of a Bordeaux mixture. A combination of copper sulfate, lime and water used as fungicide and bactericide in the vineyards, which when mixed properly, provides a long-lasting protection against diseases. However, this statement requires confirmation through further analysis and monitoring of the vineyard where the samples were collected.
The occurrence of a set of elements, namely those belonging to the group of alkali metals, such as Na or K, with levels that may indicate a low melting temperature of ash, has been described in several previous works. An example of this is the work of Niue et al., (2010), which presented the analysis of residual biomasses of agricultural origin, such as capsicum stalks, cotton stalks and wheat stalks, with the ash prepared by calcining the material at 400, 600, and 815 °C [
25]. In that study, there was a tendency for the occurrence of low ash melting temperatures, closely related to the occurrence of high levels of alkali metals and also to other elements, such as Ca, which is a recognized melting agent [
25,
26].
Other works, such as those presented by Ma et al., (2016), Wang et al., (2017), Rizvi et al., (2015) and Li et al., (2019), analyzed the relationships between the contents of various elements with the melting temperatures of the ash and with the behavior of these melting materials and their chemical and structural reorganization [
27,
28,
29,
30]. Another way of assessing the impact of ash fusion was described in several studies, which resorted to the transposition of analysis methodologies that are common in coal science through the adaptation of indices that relate the different constituents to each other, allowing a qualitative assessment of the potential for the occurrence of fouling or slagging phenomena. Examples of this include the works of Yao et al., (2017), Lee et al., (2018), Yao et al., (2020), Ruscio et al., (2016), and Yao et al., (2020) [
31,
32,
33,
34,
35]. The results obtained in the determination of fouling and slagging prediction indices in the present study, described in
Section 2.8, indicated a severe tendency for the occurrence of slagging processes, both for vine pruning and for wood pellets of
Pinus pinaster. This is most likely due to the presence of Na
2O, which contribute to the sintering of bottom ash, while K
2O contributes in a greater proportion to the potential occurrence of fouling processes but, due to the relationships with other present compounds, shows a low tendency for the occurrence of this phenomenon.
This is an issue of increasing importance, particularly for large-scale uses, where the amounts of these compounds involved can gain significant weight, since the potential damage caused may lead to unplanned stops in energy conversion equipment. In the case of smaller equipment, such as domestic equipment, this problem is not important and there is an excellent possibility for reducing production costs by the inclusion of residual materials [
36,
37]. The high deformation temperatures presented by the samples of vine pruning, indicate that their use is not a problem, as they were significantly higher than those observed for the
Pinus pinaster wood samples.
From the results obtained for the characterization of the samples of vine pruning, with the exception of the situations described in the previous paragraphs, there is a strong probability of making mixtures to incorporate biomass from vine pruning for the production of pellets with ENplus
® certification.
Table 14 presents the calculated results for the main physical–chemical parameters resulting from the mixtures between percentages of biomass from vine pruning with
Pinus pinaster wood. As can be seen, for an incorporation of 50% of biomass from vine pruning, the Cu content precludes certification in any of the types (A1, A2, and B). However, for the incorporation of 25%, Cu has values within the permitted ranges, including for type A1, which is not achieved due to the ash content, but is still higher than 0.7%, and which only allows type A2 certification. For incorporations of 10%, all parameters fall within type A1.
The ash content values may vary significantly and, therefore, the incorporation of residual biomass should lead to the incorporation in type B productions, as defined by the standard for the use of residual materials in type B products. Preferably, these materials should be applied for domestic use, where the quantities are not continuously high and where the potential negative effects of corrosive and fouling phenomena are more easily controllable.
The definitive validation of these considerations still lacks reference to the production of pellets since the present work dealt with characterization of parameters related to the chemical properties of the materials. However, due to the fact that densification is a purely physical process, it does not appear that there were constraints in the parameters related to the quality of the pellets, such as the final moisture, durability, fines content, dimensions or density at bulk.
5. Conclusions
The current perspective of mitigating the effects of climate change has led to an increasing demand for alternative forms of energy, which can be used to replace sources of fossil origin, such as oil, coal or natural gas. Biomass appears as a very interesting possibility, and has proven to be viable as demonstrated by several large-scale tests carried out in coal-fired power plants with the use of wood pellets in cocombustion with mineral coal, through the use of wood chips produced from forest residues for the production of steam in industrial units in the textile sector, or in the heating of agricultural and aviary greenhouses. On a smaller scale, and with greater proximity, the use of fuels derived from biomass for domestic uses, mainly for heating residential spaces but also for heating spaces of a commercial and small industrial nature (as is the case, for example, with bakeries), has positively and increasingly adhered to the use of these solid fuels. However, due to the quality requirements imposed by the regulatory instruments, the production of these materials has not incorporated a wide range of residual materials resulting from activities of an agroindustrial nature, which includes the wine sector, a major producer of waste. Regarding vine pruning, the characterization studies carried out over the past few years have shown that these materials present properties, both energetic, physical and chemical, that enable their incorporation in the production processes of pellets of biomass or briquettes, which is already a current practice. However, given the volumes produced annually, the existence of constraints related to the quality of the final products, namely the ash content or the copper content, has not allowed the incorporation of the majority of the waste produced, leading wine producers to frequently resort to less environmentally acceptable practices, such as burning the leftovers or simply abandoning them in piles.


 ,
, 






{kind=link}
{kind=link}