
Effect of Ground Tire Rubber (GTR) Particle Size and Content on the Morphological and Mechanical Properties of Recycled High-Density Polyethylene (rHDPE)/GTR Blends



Abstract
:1. Introduction
2. Results and Discussion
2.1. Processability
2.2. Crystallinity
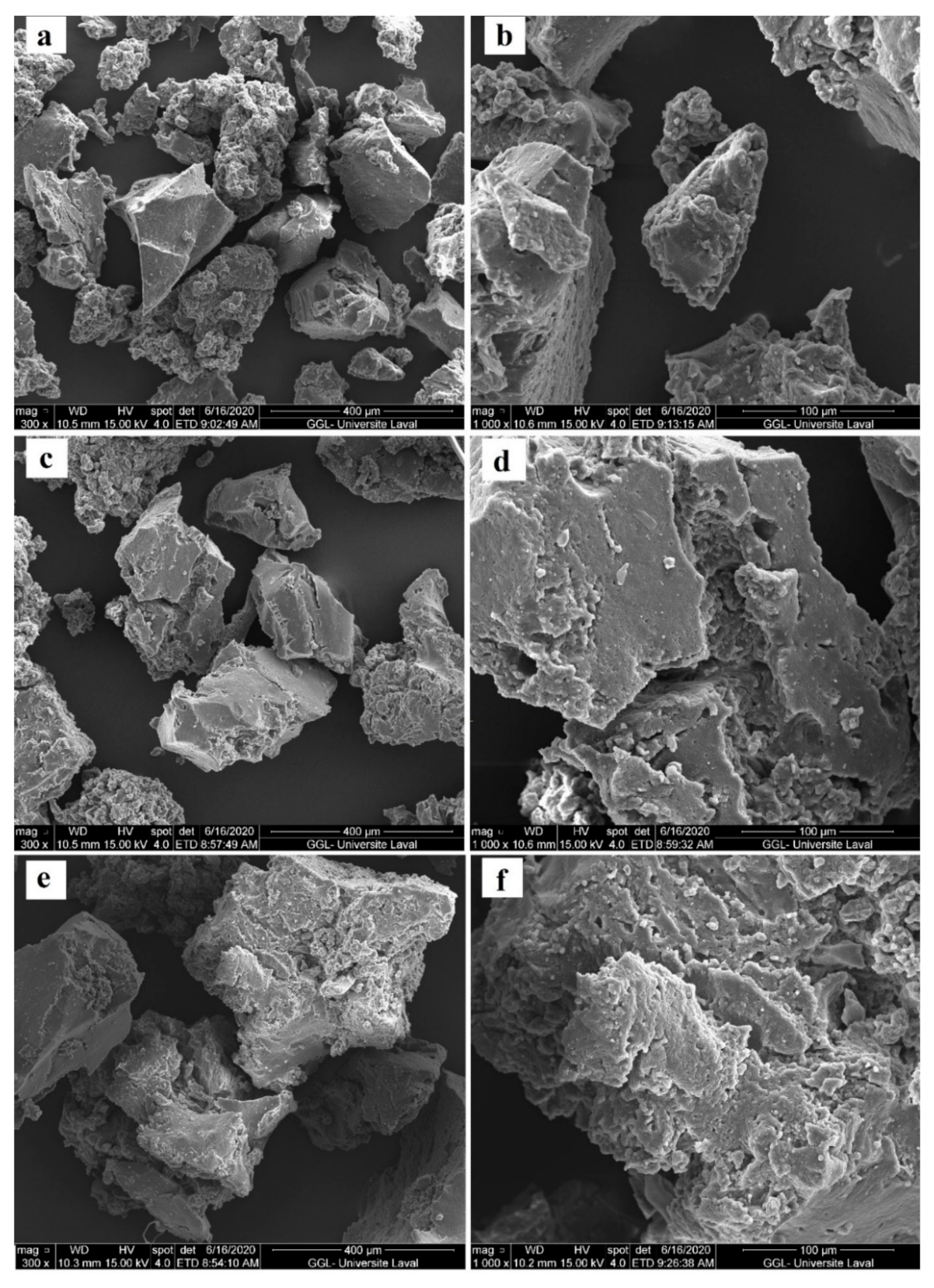
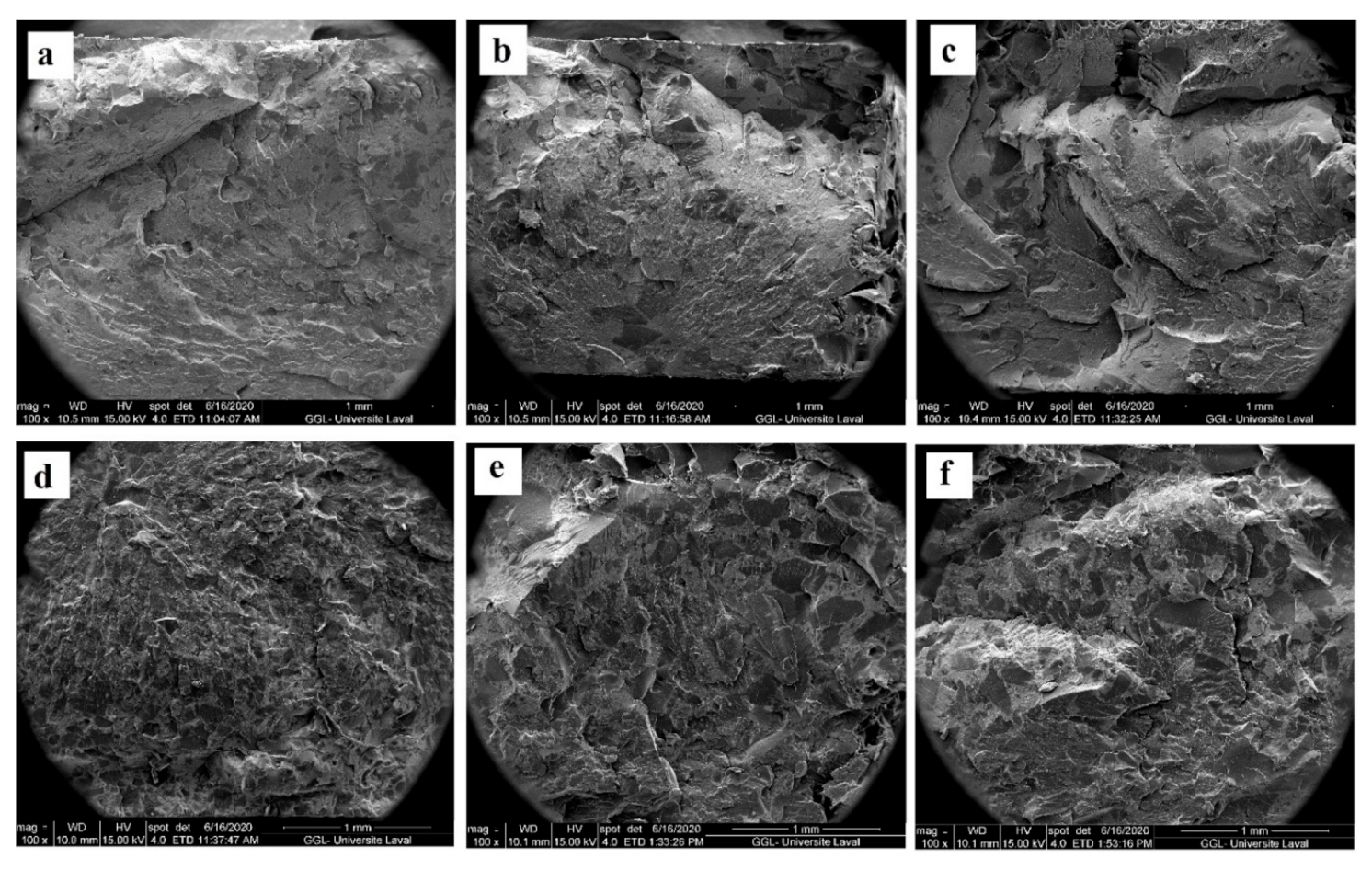
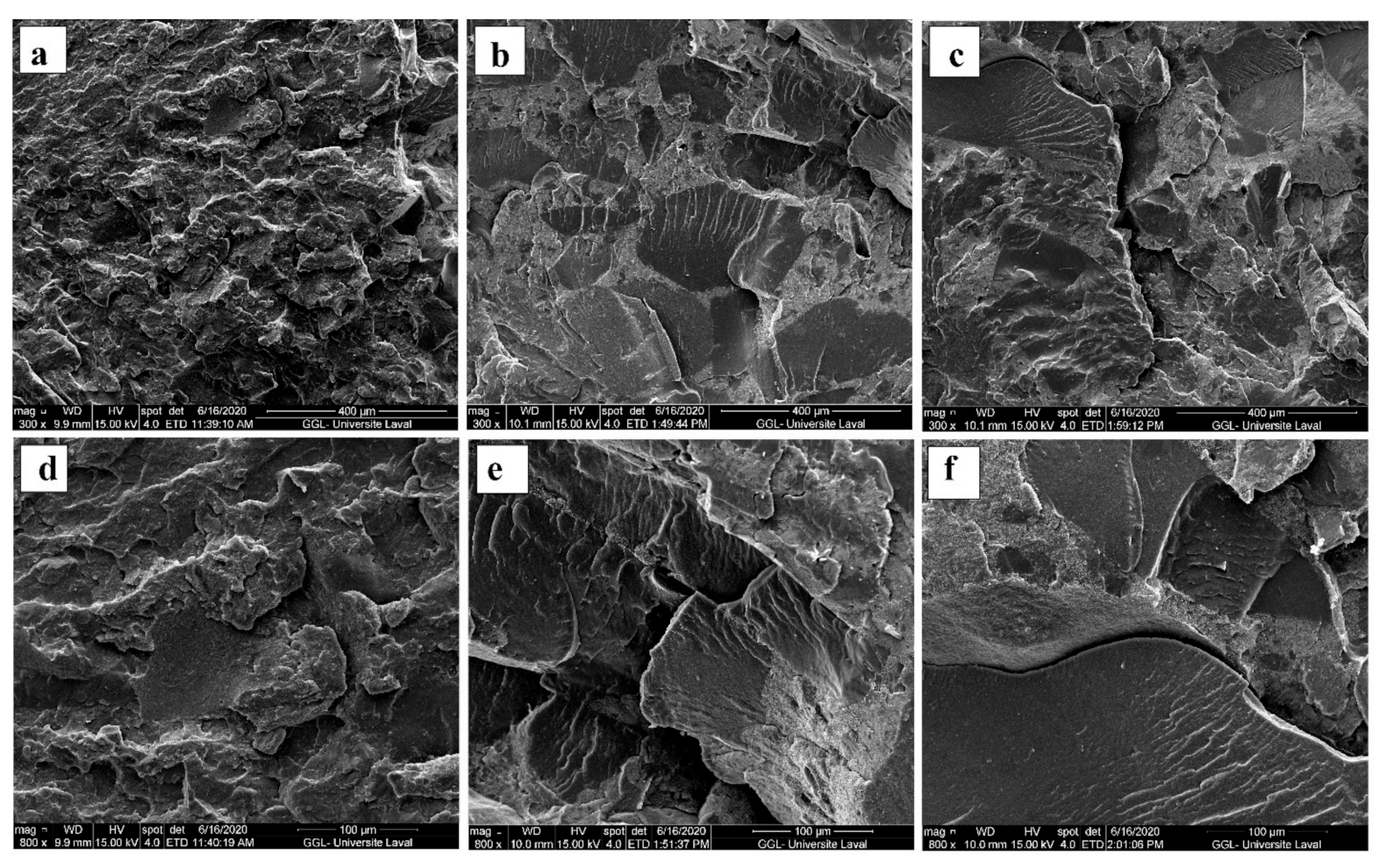
2.3. Morphology
2.4. Mechanical Properties
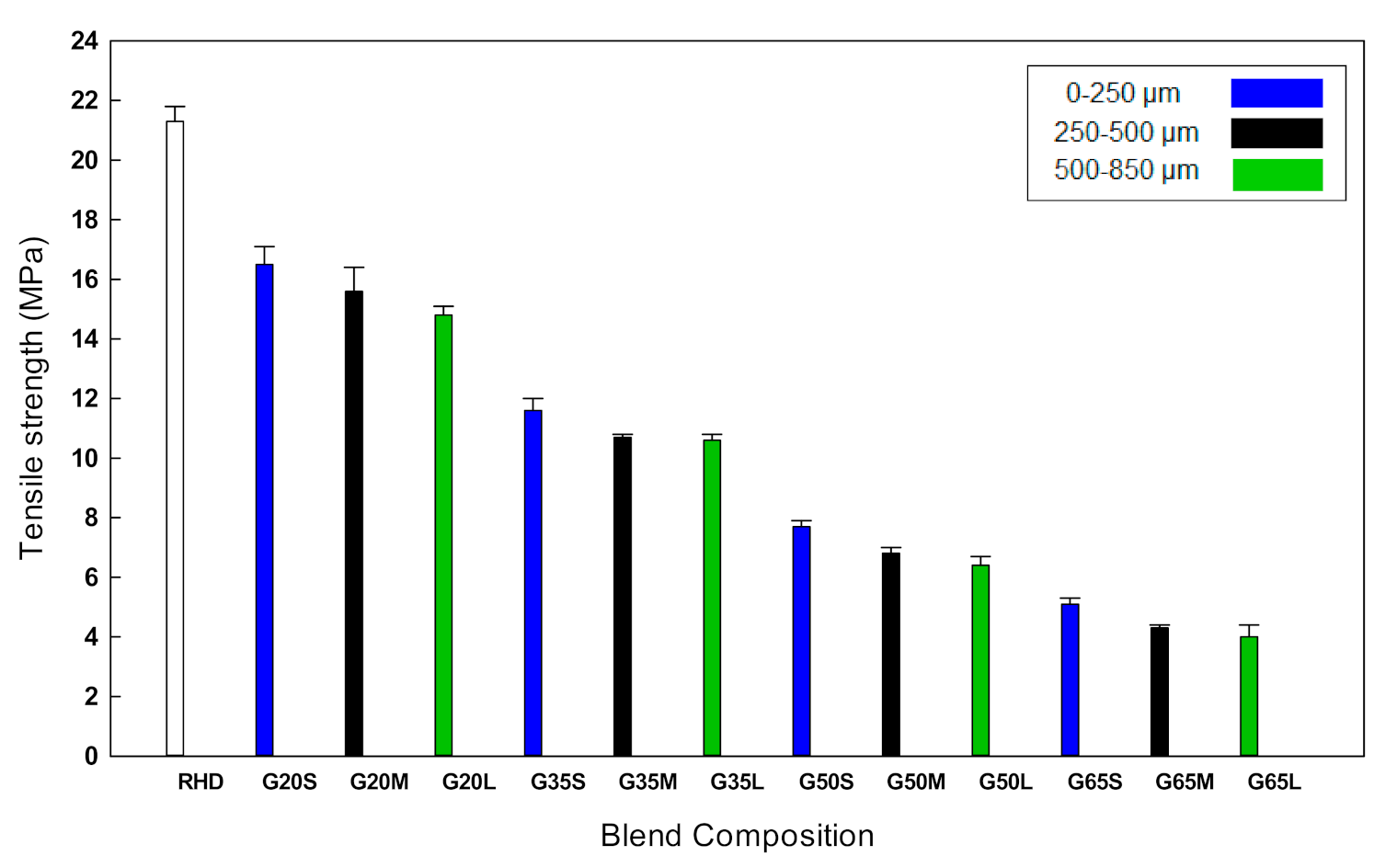
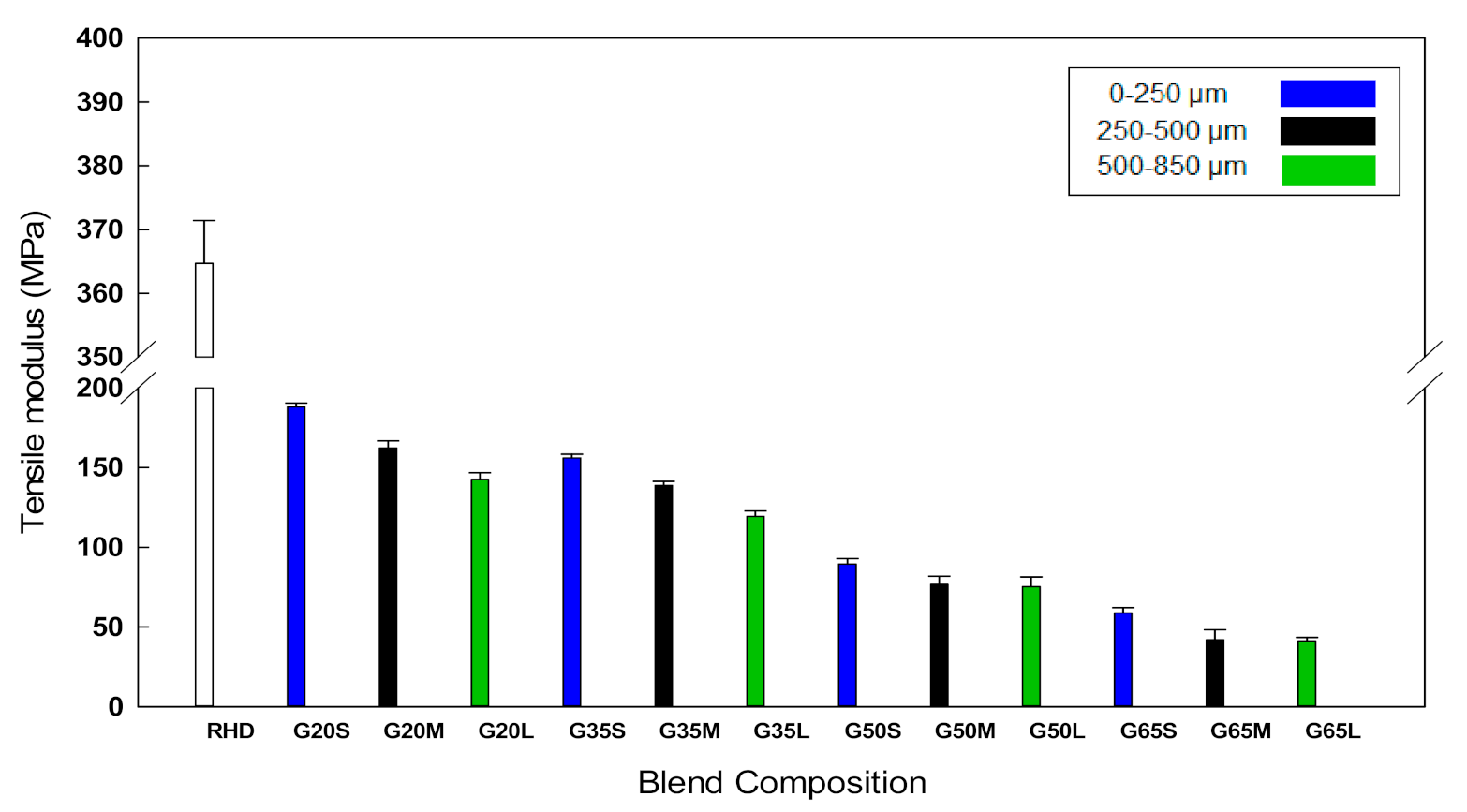
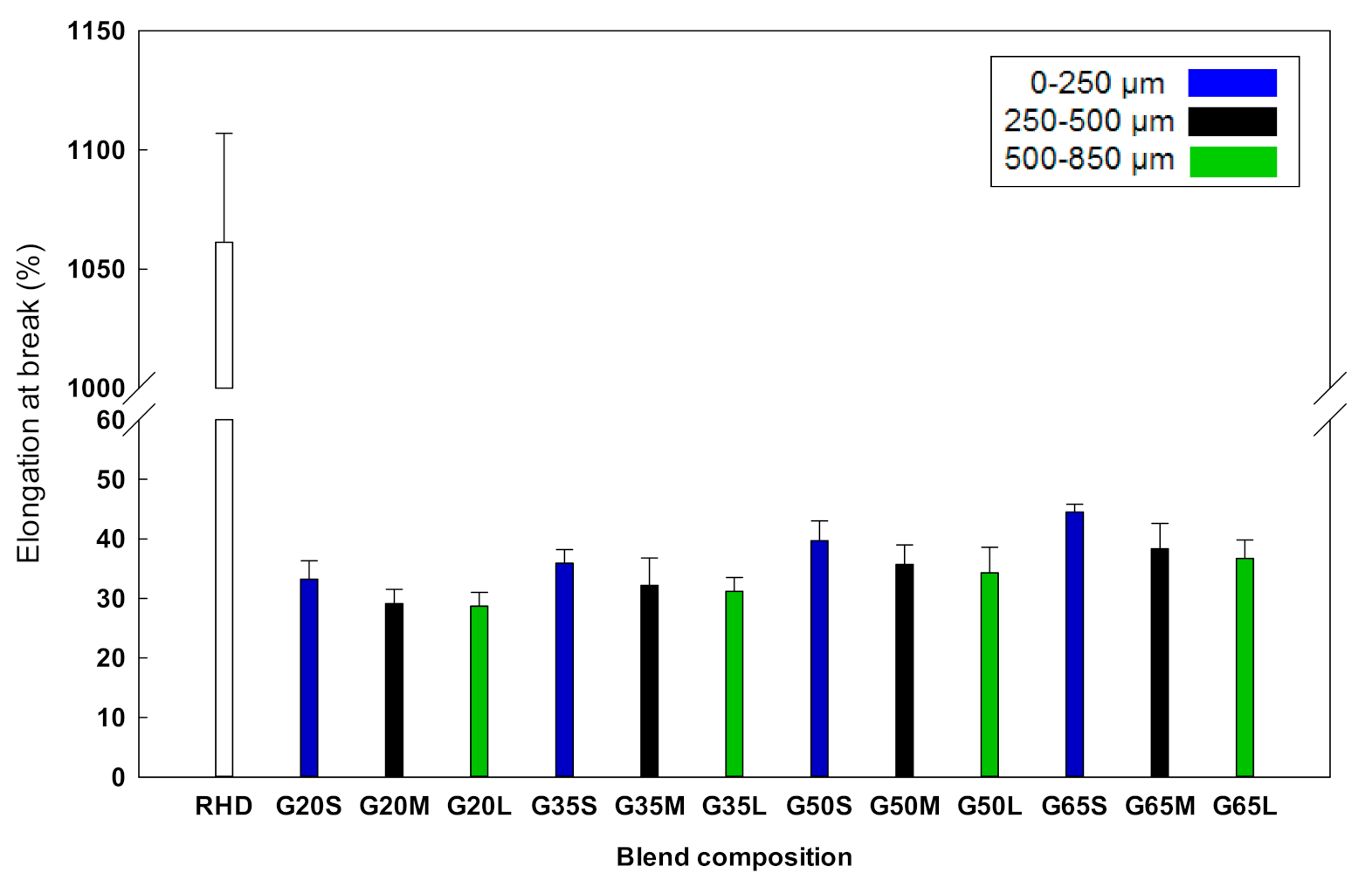
2.4.1. Tensile Properties
2.4.2. Flexural Modulus
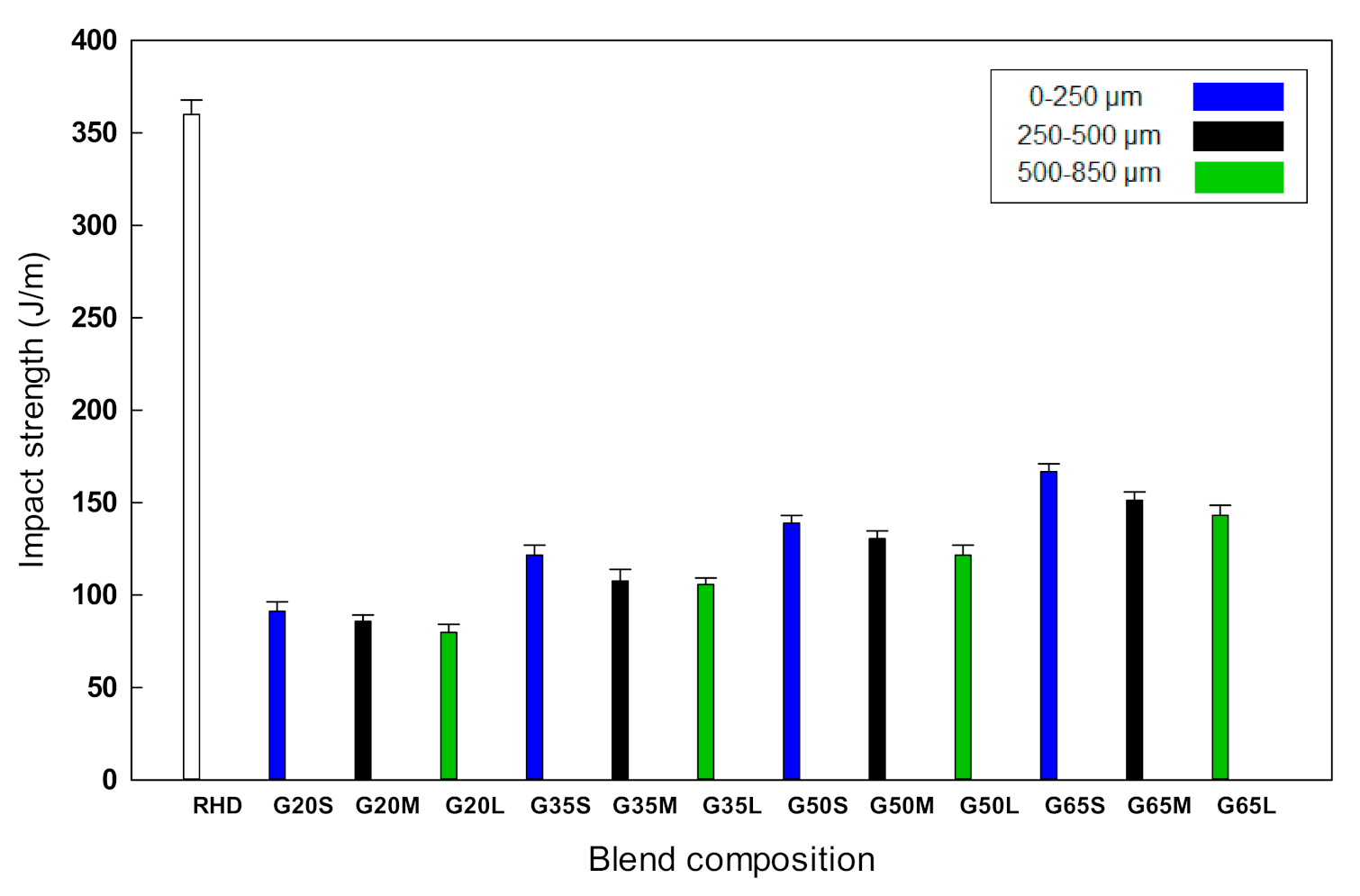
2.4.3. Impact Strength
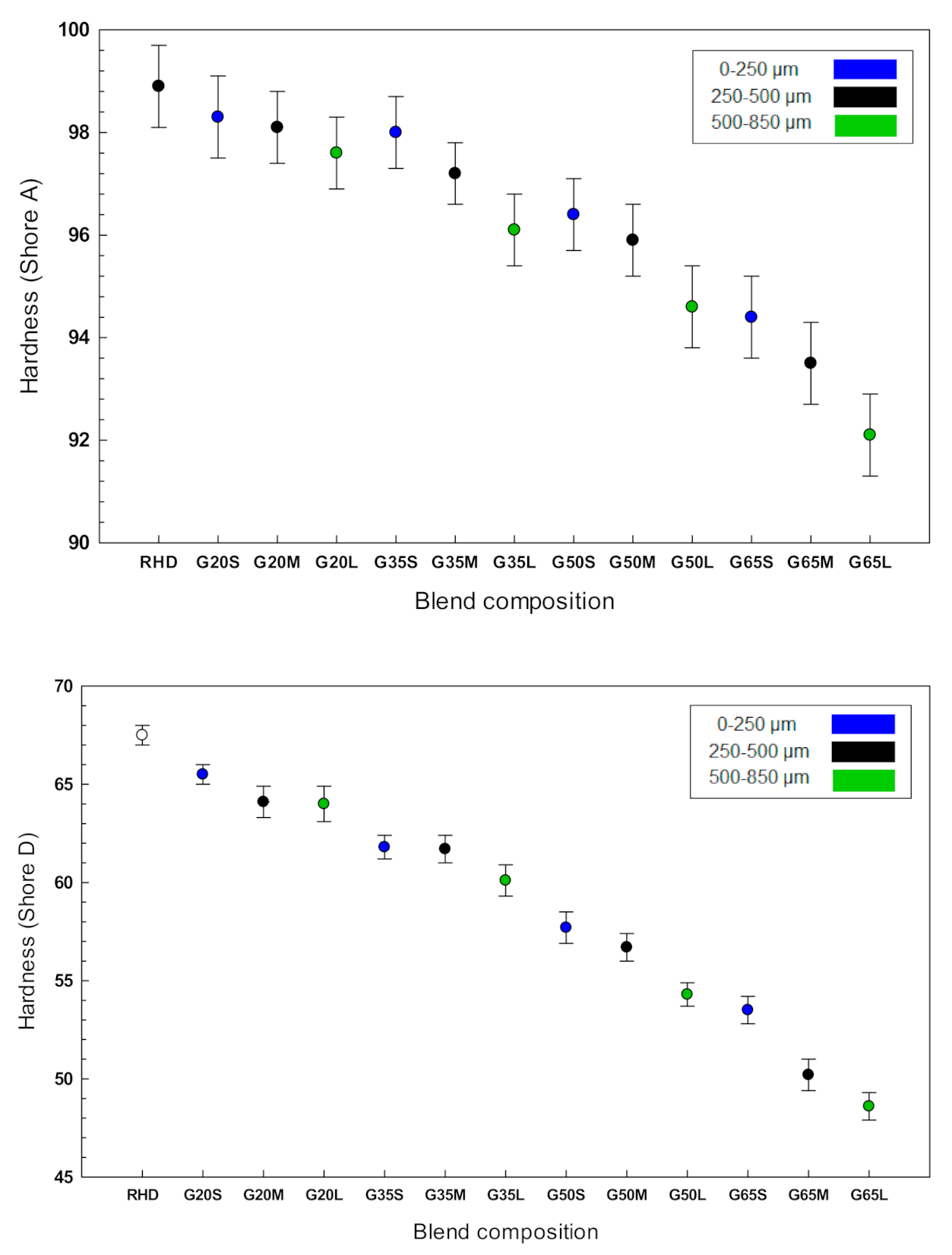
2.4.4. Hardness
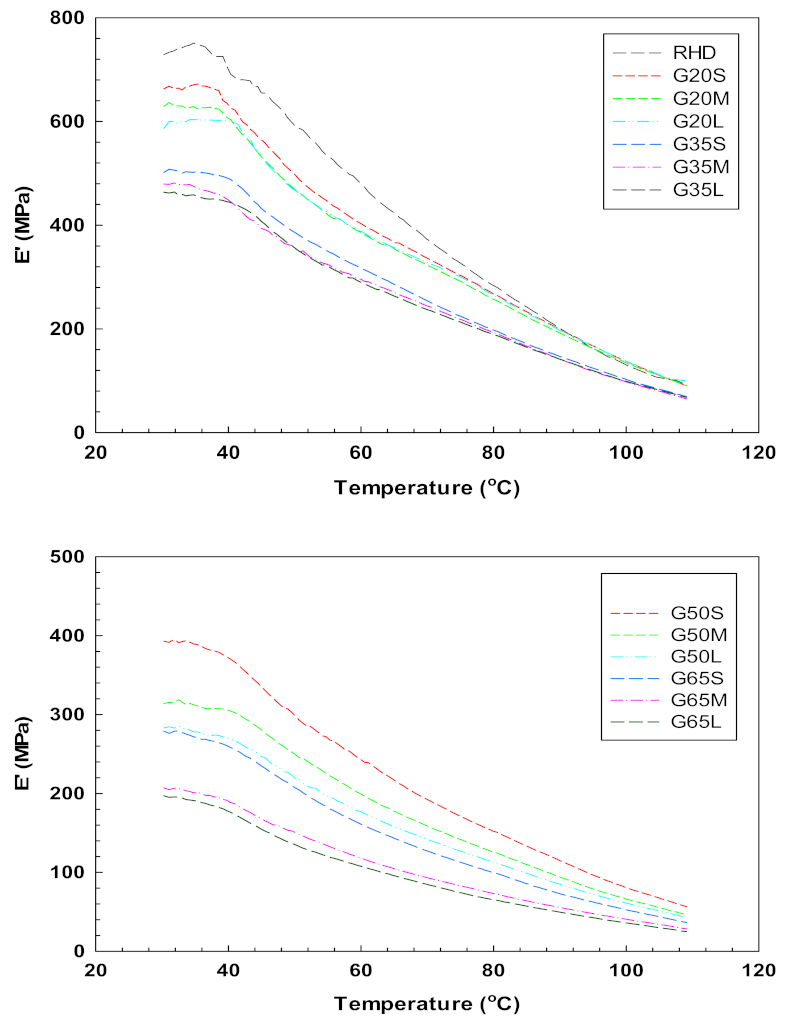
2.4.5. Dynamic Mechanical Analysis
3. Materials and Methods
3.1. Materials
3.2. Processing
3.3. Characterization
3.3.1. Melt Flow Index (MFI) and Specific Mechanical Energy
3.3.2. Morphological Observation
3.3.3. Differential Scanning Calorimetry (DSC)
3.3.4. Mechanical Testing
3.3.5. Dynamic Mechanical Analysis (DMA)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fazli, A.; Rodrigue, D. Waste Rubber Recycling: A review on the evolution and properties of thermoplastic elastomers. Materials 2020, 13, 782. [Google Scholar] [CrossRef] [Green Version]
- Karger-Kocsis, J.; Meszaros, L.; Bárány, T. Ground tyre rubber (GTR) in thermoplastics, thermosets, and rubbers. J. Mater. Sci. 2012, 48, 1–38. [Google Scholar] [CrossRef]
- Ramarad, S.; Khalid, M.; Ratnam, C.; Chuah, A.L.; Rashmi, W. Waste tire rubber in polymer blends: A review on the evolution, properties and future. Prog. Mater. Sci. 2015, 72, 100–140. [Google Scholar] [CrossRef]
- Egodage, S.; Harper, J.; Walpalage, S. The development of rubber-thermoplastic blends from ground tyre rubber and waste polypropylene. J. Natl. Sci. Found. Sri Lanka 2009, 37, 117. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Recycling Waste Tires into Ground Tire Rubber (GTR)/Rubber Compounds: A Review. J. Compos. Sci. 2020, 4, 103. [Google Scholar] [CrossRef]
- Esmizadeh, E.; Bakhshandeh, G.R.; Fasaie, M.R.; Ahmadi, S.; Naderi, G. Reactively compatibilized and dynamically vulcanized thermoplastic elastomers based on high-density polyethylene and reclaimed rubber. Polym. Sci. Ser. B 2017, 59, 362–371. [Google Scholar] [CrossRef]
- Wang, Y.-H.; Chen, Y.-K.; Rodrigue, D. Production of Thermoplastic Elastomers Based on Recycled PE and Ground Tire Rubber: Morphology, Mechanical Properties and Effect of Compatibilizer Addition. Int. Polym. Process. 2018, 33, 525–534. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, C.; Lu, C. High-Density Polyethylene/Ground Tyre Rubber Blends: Effective Dispersion and Mechanical Property Enhancement through Solid-State Mechanochemical Milling. Prog. Rubber Plast. Recycl. Technol. 2012, 28, 81–94. [Google Scholar] [CrossRef]
- Mujal-Rosas, R.; Marin-Genesca, M.; Orrit-Prat, J.; Rahhali, A.; Colom-Fajula, X. Dielectric, mechanical, and thermal charac-terization of high-density polyethylene composites with ground tire rubber. J. Thermoplast. Compos. Mater. 2012, 25, 537–559. [Google Scholar] [CrossRef]
- Kakroodi, A.R.; Rodrigue, D. Highly filled thermoplastic elastomers from ground tire rubber, maleated polyethylene and high density polyethylene. Plast. Rubber Compos. 2013, 42, 115–122. [Google Scholar] [CrossRef]
- Mujal-Rosas, R.; Orrit-Prat, J.; Ramis-Juan, X.; Marín-Genescà, M.; Rahhali, A. Study on dielectric, thermal, and mechanical properties of the ethylene vinyl acetate reinforced with ground tire rubber. J. Reinf. Plast. Compos. 2011, 30, 581–592. [Google Scholar] [CrossRef]
- Alshukri, A.A.; Faieza, A.A.; Sapuan, S.M.; Nuraini, A.A.; Al-Maamori, M.; Zageer, D.S. Effect of Crumb Rubber Content and Particle Size on the Mechanical and Rheological Properties of Passenger Tyre Tread Composite. J. Eng. Appl. Sci. 2017, 12, 232–238. [Google Scholar]
- Han, S.-C.; Han, M.-H. Fracture behavior of NR and SBR vulcanizates filled with ground rubber having uniform particle size. J. Appl. Polym. Sci. 2002, 85, 2491–2500. [Google Scholar] [CrossRef]
- Ratnam, C.T.; Malaysia Nuclear Agency (Nuclear Malaysia); Ramarad, S.; Khalid, M.; Noraini, N. Effect of Pre-Irradiation of Waste Tire Dust on the Properties of Ethylene Vinyl Acetate/Waste Tire Dust Blend (EVA/WTD) Blends. J. Compos. Biodegrad. Polym. 2013, 1, 16–22. [Google Scholar] [CrossRef]
- Colom, X.; Cañavate, J.; Carrillo-Navarrete, F.; Suñol, J. Effect of the particle size and acid pretreatments on compatibility and properties of recycled HDPE plastic bottles filled with ground tyre powder. J. Appl. Polym. Sci. 2009, 112, 1882–1890. [Google Scholar] [CrossRef]
- Adhikari, J.; Das, A.; Sinha, T.; Saha, P.; Kim, J.K. Grinding of Waste Rubber. In Rubber Recycling: Challenges and Developments; The Royal Society of Chemistry: London, UK, 2018. [Google Scholar]
- Fazli, A.; Rodrigue, D. Morphological and Mechanical Properties of Thermoplastic Elastomers Based on Recycled High Densi-ty Polyethylene and Recycled Natural Rubber. Intern. Polym. Process 2021, 36, 156–164. [Google Scholar] [CrossRef]
- Egodage, S.M.; Harper, J.F.; Walpalage, S. ground tyre rubber/waste polypropylene blends–effect of composition on mechanical properties. Prog. Rubber Plast. Recycl. Technol. 2009, 25, 213–231. [Google Scholar] [CrossRef]
- Abbas-Abadi, M.S.; Haghighi, M.N.; Yeganeh, H.; Bozorgi, B. The effect of melt flow index, melt flow rate, and particle size on the thermal degradation of commercial high density polyethylene powder. J. Therm. Anal. Calorim. 2013, 114, 1333–1339. [Google Scholar] [CrossRef]
- Ismail, H.; Awang, M.; Hazizan, M.A. Effect of waste tire dust (wtd) size on the mechanical and morphological properties of polypropylene/waste tire dust (pp/wtd) blends. Polym. Technol. Eng. 2006, 45, 463–468. [Google Scholar] [CrossRef]
- Tantayanon, S.; Juikham, S. Enhanced toughening of poly(propylene) with reclaimed-tire rubber. J. Appl. Polym. Sci. 2003, 91, 510–515. [Google Scholar] [CrossRef]
- Meysami, M. A Study of Scrap Rubber Devulcanization and Incorporation of Devulcanized Rubber into Virgin Rubber Compound. Ph.D. Thesis, University of Waterloo, Waterloo, ON, Canada, 2012. [Google Scholar]
- Shaker, R.; Rodrigue, D. Rotomolding of Thermoplastic Elastomers Based on Low-Density Polyethylene and Recycled Natural Rubber. Appl. Sci. 2019, 9, 5430. [Google Scholar] [CrossRef] [Green Version]
- Meszaros, L.; Tábi, T.; Kovacs, J.G.; Bárány, T. The effect of EVA content on the processing parameters and the mechanical properties of LDPE/ground tire rubber blends. Polym. Eng. Sci. 2008, 48, 868–874. [Google Scholar] [CrossRef]
- Grigoryeva, O.; Fainleb, A.M.; Shumskii, V.F.; Vilenskii, V.A.; Kozak, N.; Babkina, N.V. The Effect of multi-reprocessing on the structure and characteristics of thermoplastic elastomers based on recycled polymers. Polym. Sci. Ser. A 2009, 51, 216–225. [Google Scholar] [CrossRef]
- Hassan, M.M.; Aly, R.O.; Aal, S.A.; El-Masry, A.M.; Fathy, E. Mechanochemical devulcanization and gamma irradiation of devulcanized waste rubber/high density polyethylene thermoplastic elastomer. J. Ind. Eng. Chem. 2013, 19, 1722–1729. [Google Scholar] [CrossRef]
- Karaağaç, B.; Turan, H.O.; Oral, D.D. Use of ground EPDM wastes in EPDM-based rubber compounds: With and without compatibilization. J. Elastomers Plast. 2015, 47, 117–135. [Google Scholar] [CrossRef]
- Kakroodi, A.R.; Kazemi, Y.; Rodrigue, D. Mechanical, rheological, morphological and water absorption properties of maleated polyethylene/hemp composites: Effect of ground tire rubber addition. Compos. Part B Eng. 2013, 51, 337–344. [Google Scholar] [CrossRef]
- Punnarak, P.; Tantayanon, S.; Tangpasuthadol, V. Dynamic vulcanization of reclaimed tire rubber and high density polyethylene blends. Polym. Degrad. Stab. 2006, 91, 3456–3462. [Google Scholar] [CrossRef]
- Lima, P.; Oliveira, J.; Costa, V. Partial replacement of EPDM by GTR in thermoplastic elastomers based on PP/EPDM: Effects on morphology and mechanical properties. J. Appl. Polym. Sci. 2013, 131, 131. [Google Scholar] [CrossRef]
- Sanjay, O.S. Effect of Crumb-rubber Particle Size on the Mechanical Response of Polyurethane Foam Composites. Ph.D. Thesis, Oklahoma State University, Stillwater, OK, USA, 2014. [Google Scholar]
- Herrero, S.; Mayor, P.; Hernández-Olivares, F. Influence of proportion and particle size gradation of rubber from end-of-life tires on mechanical, thermal and acoustic properties of plaster–rubber mortars. Mater. Des. 2013, 47, 633–642. [Google Scholar] [CrossRef] [Green Version]
- Moghaddamzadeh, S.; Rodrigue, D. Rheological characterization of polyethylene/polyester recycled tire fibers/ground tire rubber composites. J. Appl. Polym. Sci. 2018, 135, 46563. [Google Scholar] [CrossRef]
- Saleesung, T.; Saeoui, P.; Sirisinha, C. Mechanical and thermal properties of thermoplastic elastomer based on low density polyethylene and ultra-fine fully-vulcanized acrylonitrile butadiene rubber powder (UFNBRP). Polym. Test. 2010, 29, 977–983. [Google Scholar] [CrossRef]
- Moghaddamzadeh, S.; Rodrigue, D. The effect of polyester recycled tire fibers mixed with ground tire rubber on polyethylene composites. Part II. Prog. Rubber, Plast. Recycl. Technol. 2018, 34, 128–142. [Google Scholar] [CrossRef]
- Zhao, X.; Hu, H.; Zhang, D.; Zhang, Z.; Peng, S.; Sun, Y. Curing behaviors, mechanical properties, dynamic mechanical analysis and morphologies of natural rubber vulcanizates containing reclaimed rubber. e-Polymers 2019, 19, 482–488. [Google Scholar] [CrossRef]
- Pal, K.; Pal, S.; Das, C.; Kim, J.K. Relationship between normal load and dynamic co-efficient of friction on rock-rubber wear mechanism. Mater. Des. 2010, 31, 4792–4799. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | MFI (±0.02 g/10 min) | Motor Torque (±2 N·m) | Die Pressure Loss (±20 psi) | Specific Mechanical Energy (±25 J/g) |
|---|---|---|---|---|
| RHD | 1.31 | - | - | - |
| G20S | 0.55 | 46 | 260 | 577 |
| G35S | 0.42 | 49 | 350 | 615 |
| G50S | 0.24 | 52 | 500 | 653 |
| G65S | 0.10 | 54 | 550 | 678 |
| G20M | 0.60 | 45 | 180 | 565 |
| G35M | 0.46 | 48 | 300 | 602 |
| G50M | 0.30 | 50 | 440 | 628 |
| G65M | 0.16 | 52 | 490 | 653 |
| G20L | 0.61 | 45 | 170 | 565 |
| G35L | 0.48 | 48 | 290 | 602 |
| G50L | 0.33 | 50 | 410 | 628 |
| G65L | 0.19 | 51 | 480 | 640 |
| Sample Code | Tm (°C) | Tc (°C) | ∆Hm (J/g) | X (%) |
|---|---|---|---|---|
| RHD | 129.5 | 117.6 | 163.0 | 57.1 |
| G20S | 123.4 | 112.3 | 128.2 | 56.2 |
| G35S | 122.7 | 111.9 | 102.9 | 55.3 |
| G50S | 122.7 | 111.3 | 76.3 | 53.4 |
| G65S | 122.0 | 111.0 | 50.0 | 49.9 |
| G20M | 122.9 | 111.8 | 127.8 | 55.8 |
| G35M | 122.5 | 111.7 | 101.1 | 54.4 |
| G50M | 121.9 | 111.2 | 75.4 | 52.7 |
| G65M | 121.9 | 110.8 | 49.3 | 49.2 |
| G20L | 122.7 | 111.6 | 126.6 | 55.3 |
| G35L | 122.6 | 111.3 | 100.2 | 53.9 |
| G50L | 121.7 | 110.9 | 75.2 | 52.6 |
| G65L | 121.5 | 110.7 | 48.2 | 48.1 |
| Sample Code | GTR (wt.%) | rHDPE (wt.%) | ||
|---|---|---|---|---|
| 0–250 μm | 250–500 μm | 500–850 μm | ||
| RHD | - | - | - | 100 |
| G20S | 20 | - | - | 80 |
| G35S | 35 | - | - | 65 |
| G50S | 50 | - | - | 50 |
| G65S | 65 | - | - | 35 |
| G20M | - | 20 | - | 80 |
| G35M | - | 35 | - | 65 |
| G50M | - | 50 | - | 50 |
| G65M | - | 65 | - | 35 |
| G20L | - | - | 20 | 80 |
| G35L | - | - | 35 | 65 |
| G50L | - | - | 50 | 50 |
| G65L | - | - | 65 | 35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fazli, A.; Rodrigue, D. Effect of Ground Tire Rubber (GTR) Particle Size and Content on the Morphological and Mechanical Properties of Recycled High-Density Polyethylene (rHDPE)/GTR Blends. Recycling 2021, 6, 44. https://doi.org/10.3390/recycling6030044
Fazli A, Rodrigue D. Effect of Ground Tire Rubber (GTR) Particle Size and Content on the Morphological and Mechanical Properties of Recycled High-Density Polyethylene (rHDPE)/GTR Blends. Recycling. 2021; 6(3):44. https://doi.org/10.3390/recycling6030044
Chicago/Turabian StyleFazli, Ali, and Denis Rodrigue. 2021. "Effect of Ground Tire Rubber (GTR) Particle Size and Content on the Morphological and Mechanical Properties of Recycled High-Density Polyethylene (rHDPE)/GTR Blends" Recycling 6, no. 3: 44. https://doi.org/10.3390/recycling6030044
APA StyleFazli, A., & Rodrigue, D. (2021). Effect of Ground Tire Rubber (GTR) Particle Size and Content on the Morphological and Mechanical Properties of Recycled High-Density Polyethylene (rHDPE)/GTR Blends. Recycling, 6(3), 44. https://doi.org/10.3390/recycling6030044