
Microstructural and Thermal Behaviour of Composite Material from Recycled Polyethylene Terephthalate and Fly Ash

 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Results
3. Discussion
4. Materials and Methods
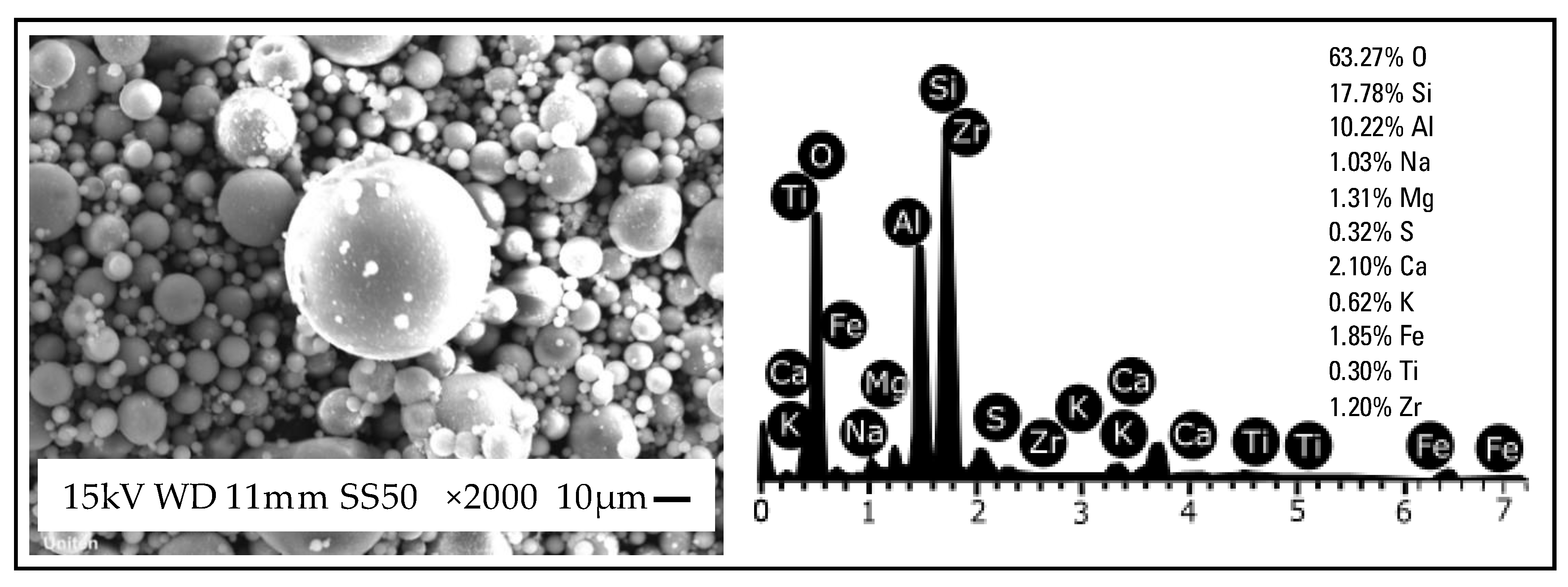
4.1. Main Materials
4.2. Sample Preparation
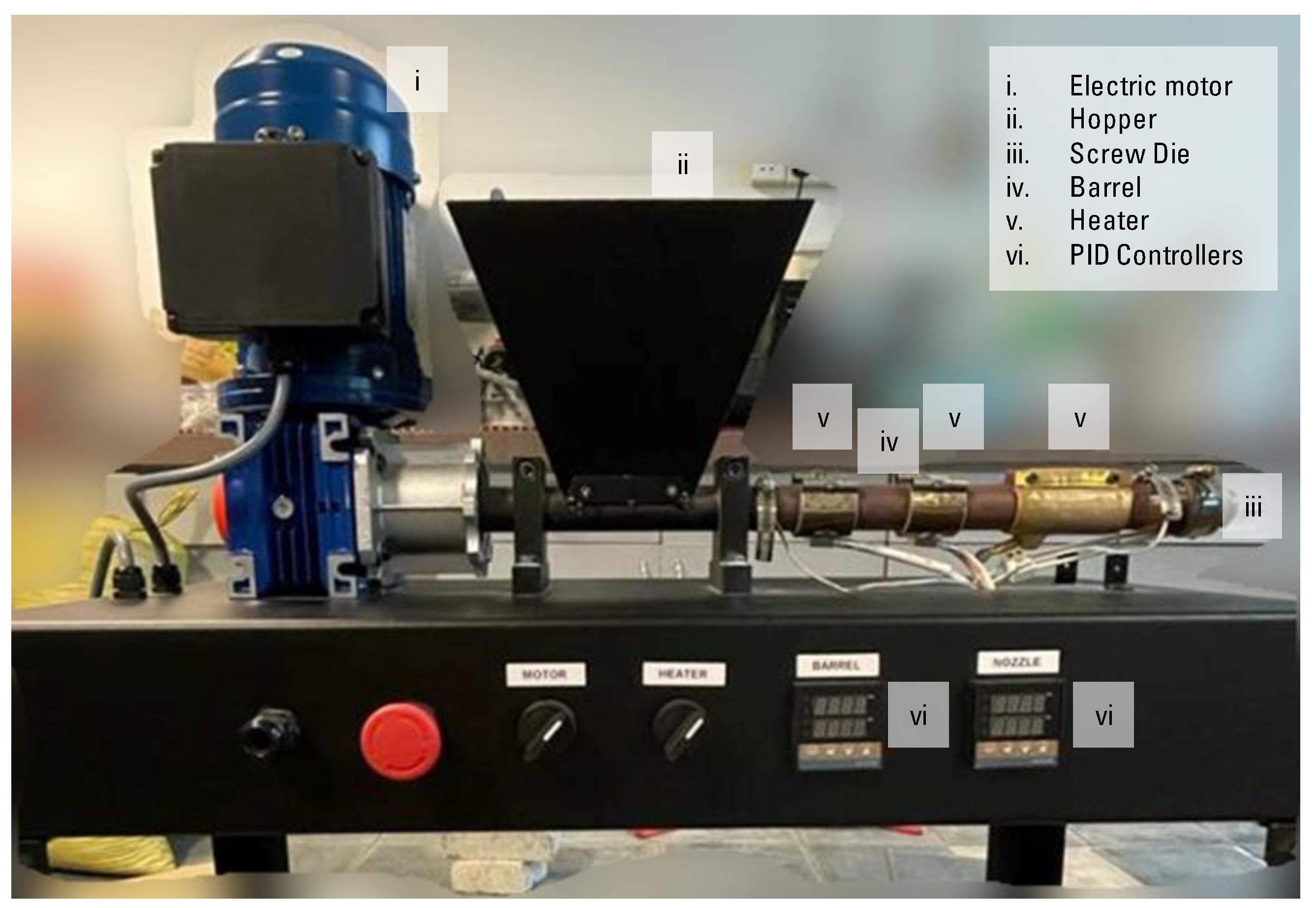
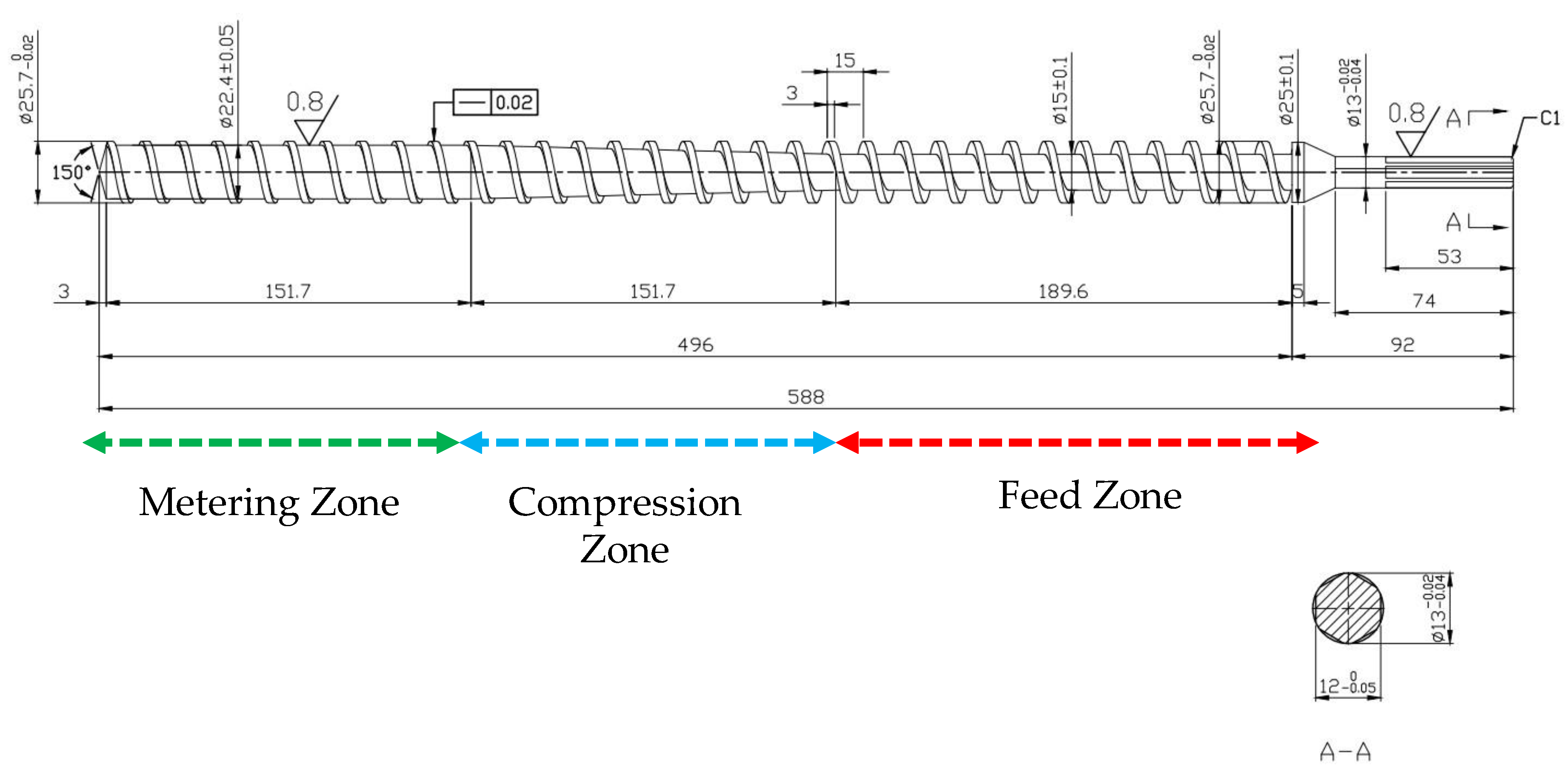
4.3. Extrusion Process
- → Extruder temperature: 240 °C;
- → Die temperature: 260 °C;
- → Screw speed: 46 rpm.
4.4. POST-Extrusion Process
4.5. Testing Method
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Plastic Soup Foundation. Plastics Facts & Figures. 2019. Available online: https://www.plasticsoupfoundation.org/en/plastic-facts-and-figures/ (accessed on 20 April 2022).
- European Association of Plastic Recycling. Plastics—The Facts 2021; European Association of Plastic Recycling: Woluwe Saint-Pierre, Brussels, 2021. [Google Scholar]
- Fuhr, L. Plastic Atlas Second Edition; Heinrich Böll Foundation: Berlin, Germany, 2019. [Google Scholar]
- Ncube, L.K.; Ude, A.U.; Ogunmuyiwa, E.N.; Zulkifli, R.; Beas, I.N. An Overview of Plastic Waste Generation and Management in Food Packaging Industries. Recycling 2021, 6, 12. [Google Scholar] [CrossRef]
- Kumartasli, S.; Avinc, O. Important Step in Sustainability: Polyethylene Terephthalate Recycling and the Recent Developments. In Sustainability in the Textile and Apparel Industries; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar] [CrossRef]
- Sharma, S.; Sudhakara, P.; Misra, S.; Singh, J. A comprehensive review of current developments on the waste-reinforced polymer-matrix composites for automotive, sports goods and construction applications: Materials, processes and properties. Mater. Today Proc. 2020, 33, 1671–1679. [Google Scholar] [CrossRef]
- Kumar, A.; Bedi, R.; Singh, B. Composite materials based on recycled polyethylene terephthalate and their properties—A comprehensive review. Compos. B Eng. 2021, 219, 108928. [Google Scholar]
- Golden Ecosystem. A Study on Plastic Management in Peninsular Malaysia; National Solid Waste Management Department, Ministry of Housing and Local Government Malaysia: Putrajaya, Malaysia, 2011. [Google Scholar]
- Sarioğlu, E.; Kaynak, H.K. PET Bottle Recycling for Sustainable Textiles; IntechOpen: London, UK, 2018. [Google Scholar] [CrossRef] [Green Version]
- Siddique, R.; Khatib, J.; Kaur, I. Use of recycled plastic in concrete: A review. Waste Manag. 2008, 28, 1835–1852. [Google Scholar] [CrossRef]
- Tiseo, I. Global Production Capacity of Polyethylene Terephthalate 2014–2024. Statistica, 2021. Available online: https://www.statista.com/statistics/242764/global-polyethylene-terephthalate-production-capacity/ (accessed on 21 April 2022).
- Awaja, F.; Pavel, D. Recycling of PET. Eur. Polym. J. 2005, 41, 1453–1477. [Google Scholar] [CrossRef]
- Selvaraj, V.; Raghavarshini, T.R.; Alagar, M. Development of Prosopis juliflora carbon-reinforced PET bottle waste-based epoxy-blended bio-phenolic benzoxazine composites for advanced applications. RSC Adv. 2020, 10, 5656–5665. [Google Scholar] [CrossRef] [Green Version]
- Paszun, D.; Spychaj, T. Chemical Recycling of Poly(ethylene terephthalate). Ind. Eng. Chem. Res. 1997, 36, 1373–1383. [Google Scholar] [CrossRef]
- Khoramnejadian, S. Enhance mechanical and thermal properties of recycled Poly ethylene terephetalat (PET) from used bottle. Adv. Environ. Biol. 2011, 5, 3826–3829. [Google Scholar]
- Cazan, C.; Cosnita, M.; Visa, M.; Duta, A. Novel rubber—Plastics composites fully based on recycled materials. In Sustainable Energy in the Built Environment-Steps Towards nZEB; Springer: Berlin/Heidelberg, Germany, 2014; pp. 503–519. [Google Scholar] [CrossRef]
- Geyer, B.; Lorenz, G.; Kandelbauer, A. Recycling of poly(ethylene terephthalate)—A review focusing on chemical methods. Express Polym. Lett. 2016, 10, 559–586. [Google Scholar] [CrossRef]
- Singh, A.K.; Bedi, R.; Kaith, B.S. Mechanical properties of composite materials based on waste plastic—A review. Mater. Today Proc. 2019, 26, 1293–1301. [Google Scholar] [CrossRef]
- Sharifian, S.; Asasian-Kolur, N. Polyethylene terephthalate (PET) waste to carbon materials: Theory, methods and applications. J. Anal. Appl. Pyrolysis 2022, 163, 105496. [Google Scholar] [CrossRef]
- U.S. Energy Information Administration. Country Analysis Executive Summary: Malaysia; U.S. Energy Information Administration: Washington, DC, USA, 2021. [Google Scholar]
- Suruhanjaya Tenaga Energy Commision. National Energy Balance 2019; Suruhanjaya Tenaga Energy Commision: Putrajaya, Malaysia, 2022. [Google Scholar]
- Delos Reyes, A. Indonesia, Malaysia’s TNB Agree Coal Supply Deal, Argusmedia, 2022. Available online: https://www.argusmedia.com/pt/news/2336699-indonesia-malaysias-tnb-agree-coal-supply-deal (accessed on 22 August 2022).
- Fong, N. Rise of Coal in Malaysia, Macaranga, 2021. Available online: https://www.macaranga.org/coal-statistics-malaysia/ (accessed on 22 August 2022).
- Fauzi, A.; Nuruddin, M.F.; Malkawi, A.B.; Abdullah, M.M.A.B. Study of Fly Ash Characterization as a Cementitious Material. Procedia Eng. 2016, 148, 487–493. [Google Scholar] [CrossRef] [Green Version]
- ASTM C618-19; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use. ASTM International: West Conshohocken, PA, USA, 2019.
- Nordin, N.; Mustafa, M.; Bakri, A. Utilisation of fly ash waste as construction material. Int. J. Conserv. Sci. 2016, 7, 161–166. [Google Scholar]
- Ghazali, N.; Muthusamy, K.; Ahmad, S.W. Utilization of fly ash in construction. In Proceedings of the IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; Volume 601, p. 012023. [Google Scholar]
- Bhatt, A.; Priyadarshini, S.; Mohanakrishnan, A.A.; Abri, A.; Sattler, M.; Techapaphawit, S. Physical, chemical, and geotechnical properties of coal fly ash: A global review. Case Stud. Constr. Mater. 2019, 11, e00263. [Google Scholar] [CrossRef]
- Devi, M.S.; Murugesan, V.; Rengaraj, K.; Anand, P. Utilisation of flyash as filler for unsaturated polyester resin. J. Appl. Polym. Sci. 1998, 69, 1385–1391. [Google Scholar] [CrossRef]
- Gohatre, O.K.; Biswal, M.; Mohanty, S.; Nayak, S.K. Study on thermal, mechanical and morphological properties of recycled poly(vinyl chloride)/fly ash composites. Polym. Int. 2020, 69, 552–563. [Google Scholar] [CrossRef]
- Kasar, A.K.; Gupta, N.; Rohatgi, P.K.; Menezes, P.L. A Brief Review of Fly Ash as Reinforcement for Composites with Improved Mechanical and Tribological Properties. J. Miner. Met. Mater. Soc. 2020, 72, 2340–2351. [Google Scholar] [CrossRef]
- Yang, Y.-F.; Gai, G.-S.; Cai, Z.-F.; Chen, Q.-R. Surface modification of purified fly ash and application in polymer. J. Hazard. Mater. 2006, 133, 276–282. [Google Scholar] [CrossRef]
- Bicer, A. Effect of fly ash particle size on thermal and mechanical properties of fly ash-cement composites. Therm. Sci. Eng. Prog. 2018, 8, 78–82. [Google Scholar] [CrossRef]
- Babu, D.S.; Babu, K.G.; Wee, T. Properties of lightweight expanded polystyrene aggregate concretes containing fly ash. Cem. Concr. Res. 2005, 35, 1218–1223. [Google Scholar] [CrossRef]
- Alkan, C.; Arslan, M.; Cici, M.; Kaya, M.; Aksoy, M. A study on the production of a new material from fly ash and polyethylene. Resour. Conserv. Recycl. 1995, 13, 147–154. [Google Scholar] [CrossRef]
- Li, Y.; White, D.J.; Peyton, R.L. Composite material from fly ash and post-consumer PET. Resour. Conserv. Recycl. 1998, 24, 87–93. [Google Scholar] [CrossRef]
- Liu, S.-J. Recycled Plastics as Fillers in Polymer Cement Concrete Composites; New Jersey Institute of Technology: Newark, NJ, USA, 1988. [Google Scholar]
- White, D.J. Microstructure of Composite Material from High-Lime Fly Ash and RPET. J. Mater. Civ. Eng. 2000, 12, 60–65. [Google Scholar] [CrossRef]
- Rebeiz, K.S.; Banko, A.S.; Craft, A.P. Thermal Properties of Polymer Mortar Using Recycled PET and Fly Ash. J. Mater. Civ. Eng. 1995, 7, 129–133. [Google Scholar] [CrossRef]
- Sharma, A.K.; Mahanwar, P.A. Effect of particle size of fly ash on recycled poly (ethylene terephthalate)/fly ash composites. Int. J. Plast. Technol. 2010, 14, 53–64. [Google Scholar] [CrossRef]
- Joseph, P.A.M.S.; Bambola, V.A.; Sherhtukade, V.V. Effect of flyash content, particle size of flyash, and type of silane coupling agents on the properties of recycled poly(ethylene terephthalate)/flyash composite. J. Appl. Polym. Sci. 2010, 115, 201–208. [Google Scholar] [CrossRef]
- De Pardo, P.S.G.; Bernal, C.; Ares, A.; Abad, M.; Cano, J. Rheological, thermal, and mechanical characterisation of fly ash-thermoplastic composites with different coupling agents. Polym. Polym. Compos. 2010, 16, 101–113. [Google Scholar] [CrossRef]
- Dhawan, R.; Bisht, B.M.S.; Kumar, R.; Kumari, S.; Dhawan, S. Recycling of plastic waste into tiles with reduced flammability and improved tensile strength. Process. Saf. Environ. Prot. 2019, 124, 299–307. [Google Scholar] [CrossRef]
- Singh, G.; Kumar, H.; Singh, S. Performance evaluation-PET resin composite composed of red mud, fly ash and silica fume. Constr. Build. Mater. 2019, 214, 527–538. [Google Scholar] [CrossRef]
- Garbacz, A.; Sokołowska, J.J. Concrete-like polymer composites with fly ashes—Comparative study. Constr. Build. Mater. 2013, 38, 689–699. [Google Scholar] [CrossRef]
- Satapathy, S.; Nag, A.; Nando, G.B. Thermoplastic elastomers from waste polyethylene and reclaim rubber blends and their composites with fly ash. Process. Saf. Environ. Prot. 2010, 88, 131–141. [Google Scholar] [CrossRef]
- Gaval, V.R.; Sahai, R.S.N. Effect of particle size and concentration of fly ash on properties of polytrimethylene terepthalate. In Proceedings of the 2015 International Conference on Chemical, Metallurgy and Material Science Engineering, Pattaya, Thailand, 10–11 August 2015; pp. 46–51. [Google Scholar]
- Sreekanth, M.; Bambole, V.; Mhaske, S.; Mahanwar, P. Effect of Particle Size and Concentration of Flyash on Properties of Polyester Thermoplastic Elastomer Composites. J. Miner. Mater. Charact. Eng. 2009, 8, 237–248. [Google Scholar] [CrossRef]
- Nasir, N.H.M.; Usman, F.; Saggaf, A.; Saloma. Development of composite material from Recycled Polyethylene Terephthalate and fly ash: Four decades progress review. Curr. Res. Green Sustain. Chem. 2022, 5, 100280. [Google Scholar] [CrossRef]
- Chen, S.; Xie, S.; Guang, S.; Bao, J.; Zhang, X. Crystallisation and Thermal Behaviors of Poly(ethylene tereph-thalate)/Bisphenols Complexes through Melt Post-Polycondensation. Polymers 2020, 12, 3053. [Google Scholar] [CrossRef]
- Fa, D.; Huang, S.K.; Lee, J. DSC Studies on the Crystallisation Characteristics of Poly(Ethylene Terephthalate) for Blow Molding Applications. Polym. Eng. Sci. 1998, 3, 2. [Google Scholar]
- Mohsin, M.A.; Abdulrehman, T.; Haik, Y. Reactive Extrusion of Polyethylene Terephthalate Waste and Investigation of Its Thermal and Mechanical Properties after Treatment. Int. J. Chem. Eng. 2017, 2017, 15–18. [Google Scholar] [CrossRef] [Green Version]
- Deepthi, M.; Sharma, M.; Sailaja, R.; Anantha, P.; Sampathkumaran, P.; Seetharamu, S. Mechanical and thermal characteristics of high density polyethylene–fly ash Cenospheres composites. Mater. Des. 2010, 31, 2051–2060. [Google Scholar] [CrossRef]
- Morawiec, J.; Galeski, A. Characterisation of scrap poly (ethylene terephthalate). Eur. Polym. J. 2000, 36, 1875–1884. [Google Scholar]
- Torres, N.; Robin, J.; Boutevin, B. Study of thermal and mechanical properties of virgin and recycled poly(ethylene terephthalate) before and after injection molding. Eur. Polym. J. 2000, 36, 2075–2080. [Google Scholar] [CrossRef]
- Miandad, R.; Rehan, M.; Barakat, M.A.; Aburiazaiza, A.S.; Khan, H.; Ismail, I.M.I.; Dhavamani, J.; Gardy, J.; Hassanpour, A.; Nizami, A.-S. Catalytic Pyrolysis of Plastic Waste: Moving Toward Pyrolysis Based Biorefineries. Front. Energy Res. 2019, 7, 92–108. [Google Scholar] [CrossRef] [Green Version]
- Hahladakis, J.N.; Velis, C.A.; Weber, R.; Iacovidou, E.; Purnell, P. An overview of chemical additives present in plastics: Migration, release, fate and environmental impact during their use, disposal and recycling. J. Hazard. Mater. 2018, 344, 179–199. [Google Scholar] [CrossRef] [PubMed]
- Cotto-Ramos, A.; Dávila, S.; Torres-García, W.; Cáceres-Fernández, A. Experimental design of concrete mixtures using recycled plastic, fly ash, and silica nanoparticles. Constr. Build. Mater. 2020, 254, 119207. [Google Scholar] [CrossRef]
- Carbassi, F.; Messina, G.; Guido, I.; Enichem, D.; Fauser, V.G. Chain Extension of Recycled Poly (ethylene terephthalate). J. Appl. Polym. Sci. 1993, 50, 1501–1509. [Google Scholar] [CrossRef]
- Incarnato, L.; Scarfato, P.; di Maio, L.; Acierno, D. Structure and rheology of recycled PET modified by reactive extrusion. Polymer 2000, 41, 6825–6831. [Google Scholar] [CrossRef]
- Jayanarayanan, K.; Thomas, S.; Joseph, K. In situ microfibrillar blends and composites of polypropylene and poly (ethylene terephthalate): Morphology and thermal properties. J. Polym. Res. 2011, 18, 1–11. [Google Scholar] [CrossRef]
- Badía, J.; Vilaplana, F.; Karlsson, S.; Ribes-Greus, A. Thermal analysis as a quality tool for assessing the influence of thermo-mechanical degradation on recycled poly(ethylene terephthalate). Polym. Test. 2009, 28, 169–175. [Google Scholar] [CrossRef] [Green Version]
- Kuzmanović, M.; Delva, L.; Cardon, L.; Ragaert, K. The Effect of Injection Molding Temperature on the Morphology and Mechanical Properties of PP/PET Blends and Microfibrillar Composites. Polymers 2016, 8, 13–18. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Van Kets, K.; Delva, L.; Ragaert, K. Structural stabilizing effect of SEBSgMAH on a PP-PET blend for multiple mechanical recycling. Polym. Degrad. Stab. 2019, 166, 60–72. [Google Scholar] [CrossRef]
- Asensio, M.; Nuñez, K.; Guerrero, J.; Herrero, M.; Merino, J.; Pastor, J. Rheological modification of recycled poly(ethylene terephthalate): Blending and reactive extrusion. Polym. Degrad. Stab. 2020, 179, 109258. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
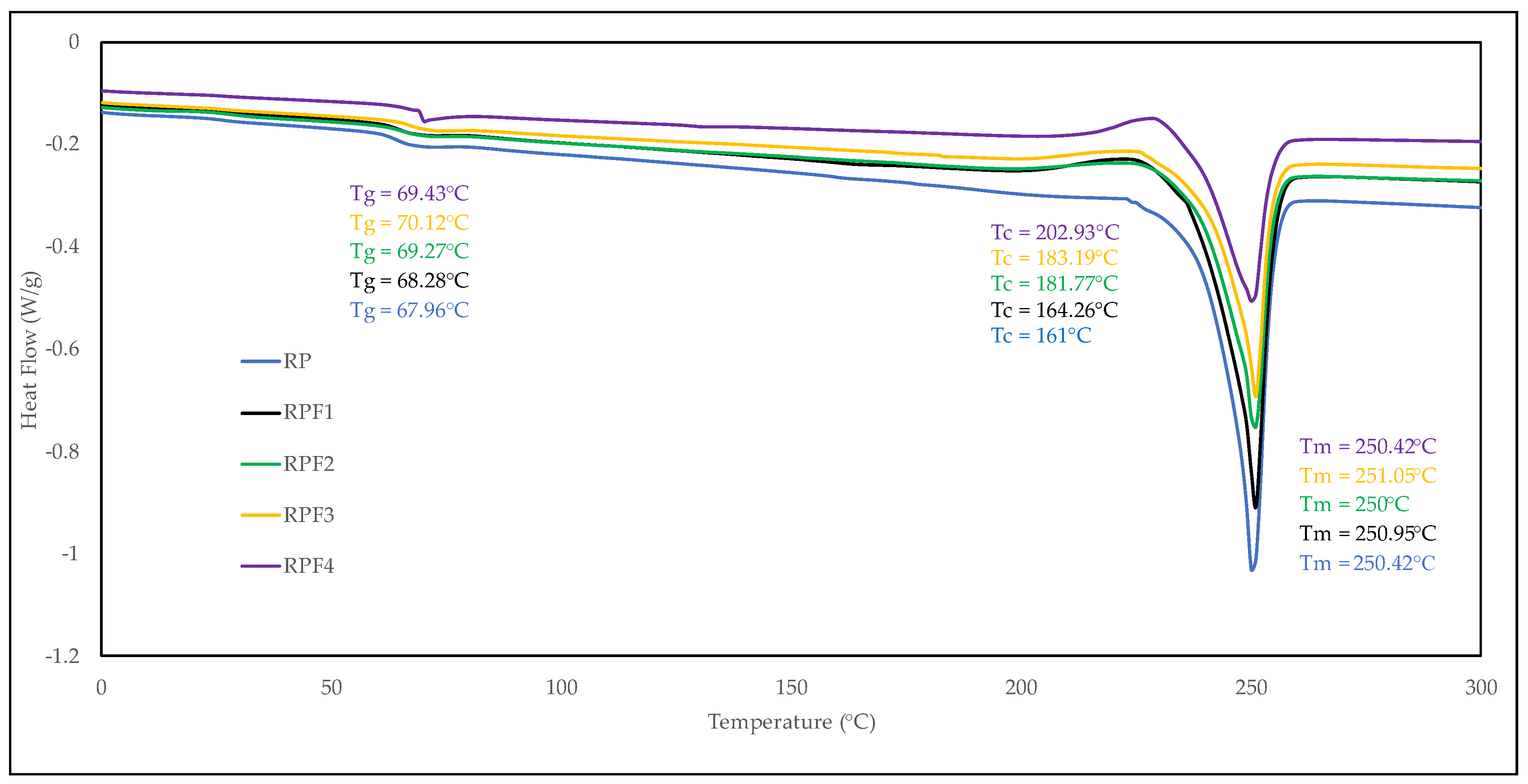
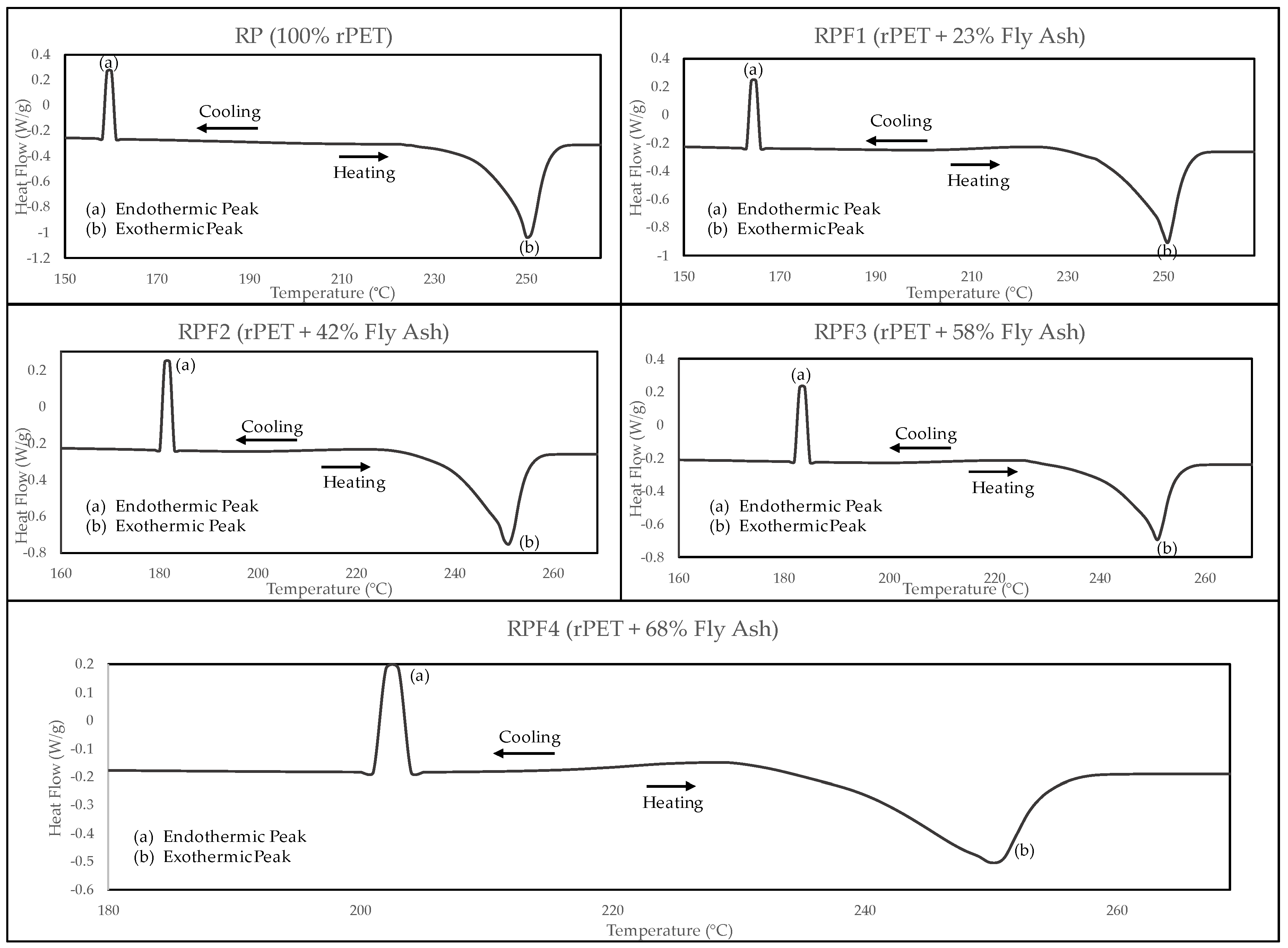
| FLY ASH (%) | TG (°C) | TC (°C) | TM (°C) | ΔHM (J/G) | χC (%) |
|---|---|---|---|---|---|
| 0 | 67.96 | 161.00 | 250.42 | 42.70 | 30.5 |
| 23 | 68.28 | 164.26 | 250.95 | 39.75 | 28.4 |
| 42 | 69.27 | 181.77 | 250.65 | 30.67 | 21.9 |
| 58 | 70.12 | 183.19 | 251.05 | 26.72 | 19.1 |
| 68 | 69.43 | 202.93 | 250.42 | 22.40 | 16.0 |
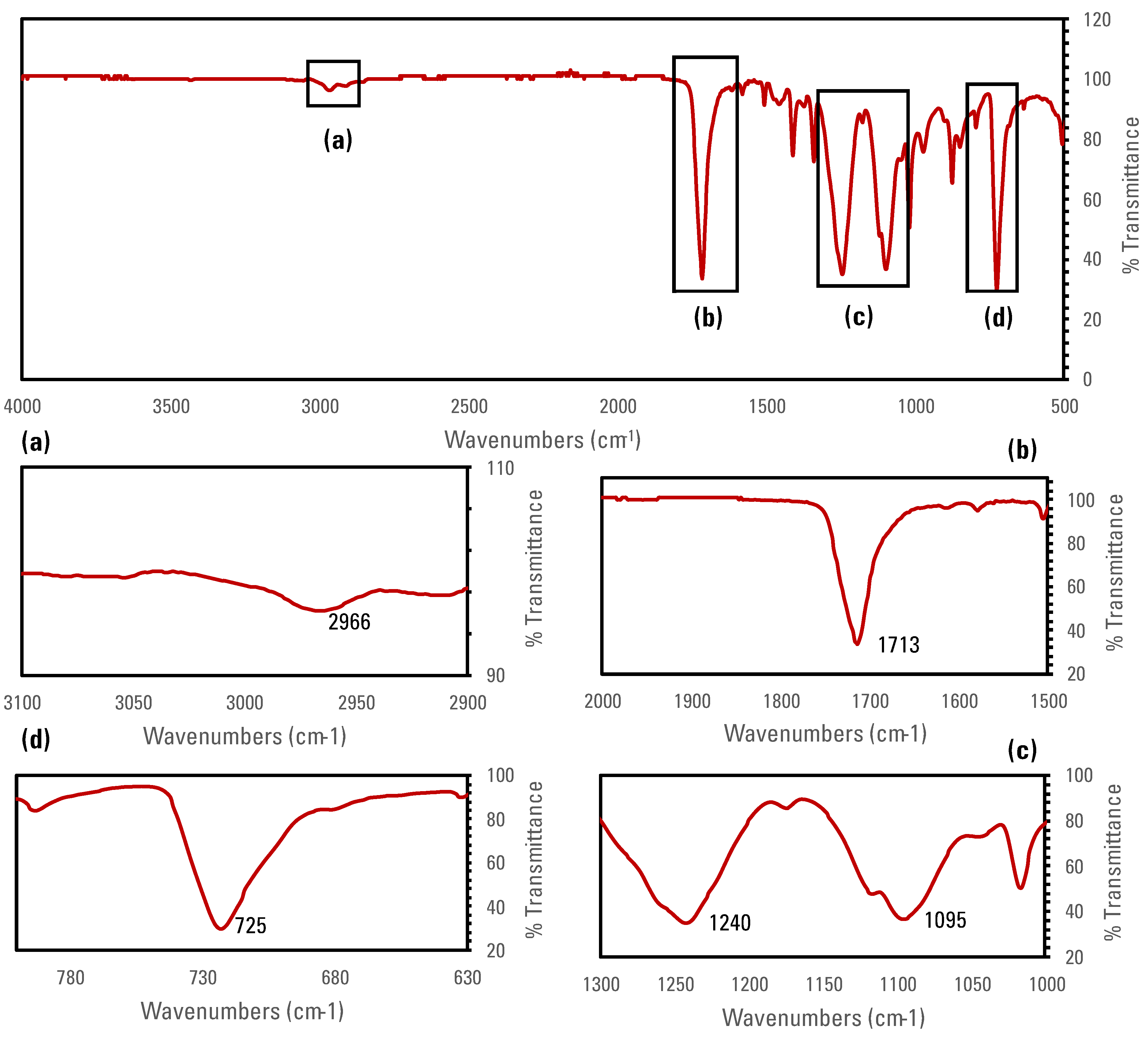
| Name | Location of Absorption Curve (cm−1) | Corresponding Species and Functional Groups | Vibration Types |
|---|---|---|---|
| CH | 2966 | C H | Stretching |
| C=O | 1713 | Carboxylic acid group | Stretching |
| C=C | 1578 1504 | Aromatic ring | Stretching |
| ─O─ | 1242 1095 | Terephthalate group | Stretching |
| CO2 | 723 | C=O | Stretching |
| SiO2 | Fe2O3 | CaO | K2O | TiO2 | BaO | SrO | SO3 | ZrO2 |
|---|---|---|---|---|---|---|---|---|
| 41.877 | 32.413 | 13.657 | 3.263 | 3.234 | 1.622 | 1.617 | 1.066 | 0.455 |
| Designated Series | RP | RPF1 | RPF2 | RPF3 | RPF4 |
|---|---|---|---|---|---|
| Fly Ash (%) | 0 | 23 | 42 | 58 | 68 |
| rPET (%) | 100 | 77 | 58 | 42 | 32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohd Nasir, N.H.; Usman, F.; Woen, E.L.; Ansari, M.N.M.; Supian, A.B.M.; Saloma, S. Microstructural and Thermal Behaviour of Composite Material from Recycled Polyethylene Terephthalate and Fly Ash. Recycling 2023, 8, 11. https://doi.org/10.3390/recycling8010011
Mohd Nasir NH, Usman F, Woen EL, Ansari MNM, Supian ABM, Saloma S. Microstructural and Thermal Behaviour of Composite Material from Recycled Polyethylene Terephthalate and Fly Ash. Recycling. 2023; 8(1):11. https://doi.org/10.3390/recycling8010011
Chicago/Turabian StyleMohd Nasir, Nur Hazzarita, Fathoni Usman, Ean Lee Woen, Mohamed Nainar Mohamed Ansari, Abu Bakar Mohd Supian, and Saloma Saloma. 2023. "Microstructural and Thermal Behaviour of Composite Material from Recycled Polyethylene Terephthalate and Fly Ash" Recycling 8, no. 1: 11. https://doi.org/10.3390/recycling8010011
APA StyleMohd Nasir, N. H., Usman, F., Woen, E. L., Ansari, M. N. M., Supian, A. B. M., & Saloma, S. (2023). Microstructural and Thermal Behaviour of Composite Material from Recycled Polyethylene Terephthalate and Fly Ash. Recycling, 8(1), 11. https://doi.org/10.3390/recycling8010011