
Thermal and Sound Insulation Properties of Recycled Expanded Polystyrene Granule and Gypsum Composites

 ,
,  , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Results
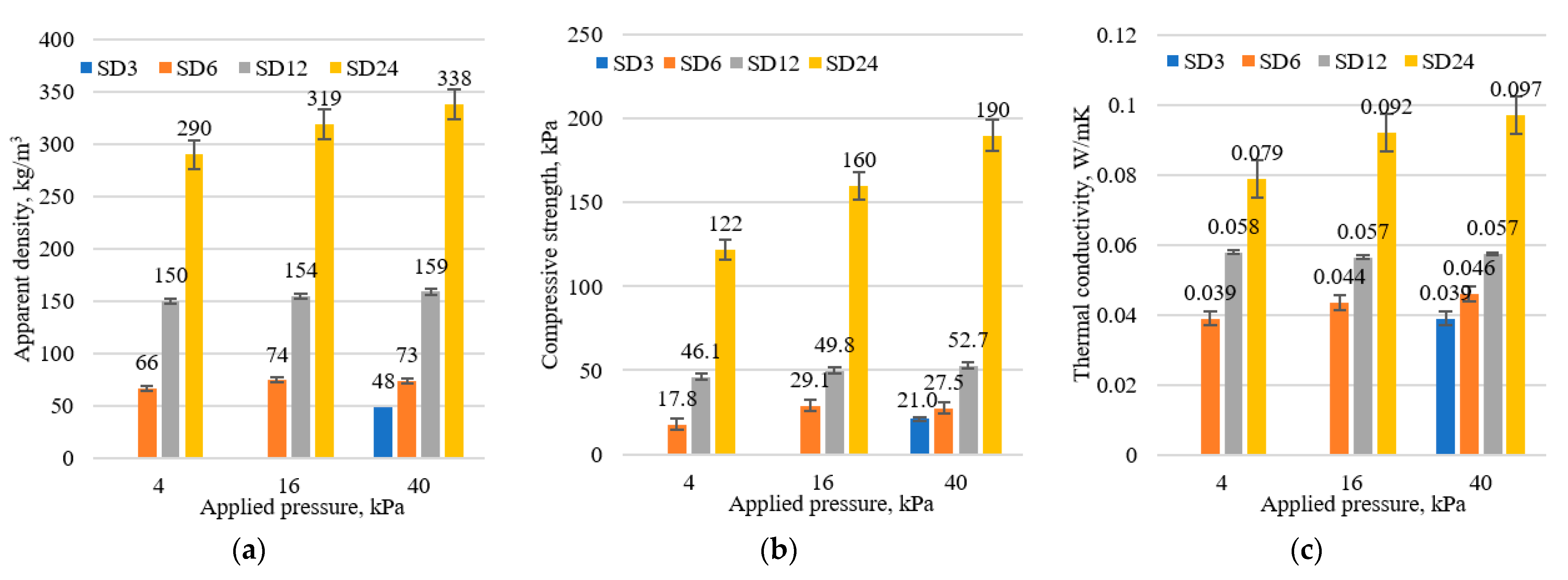
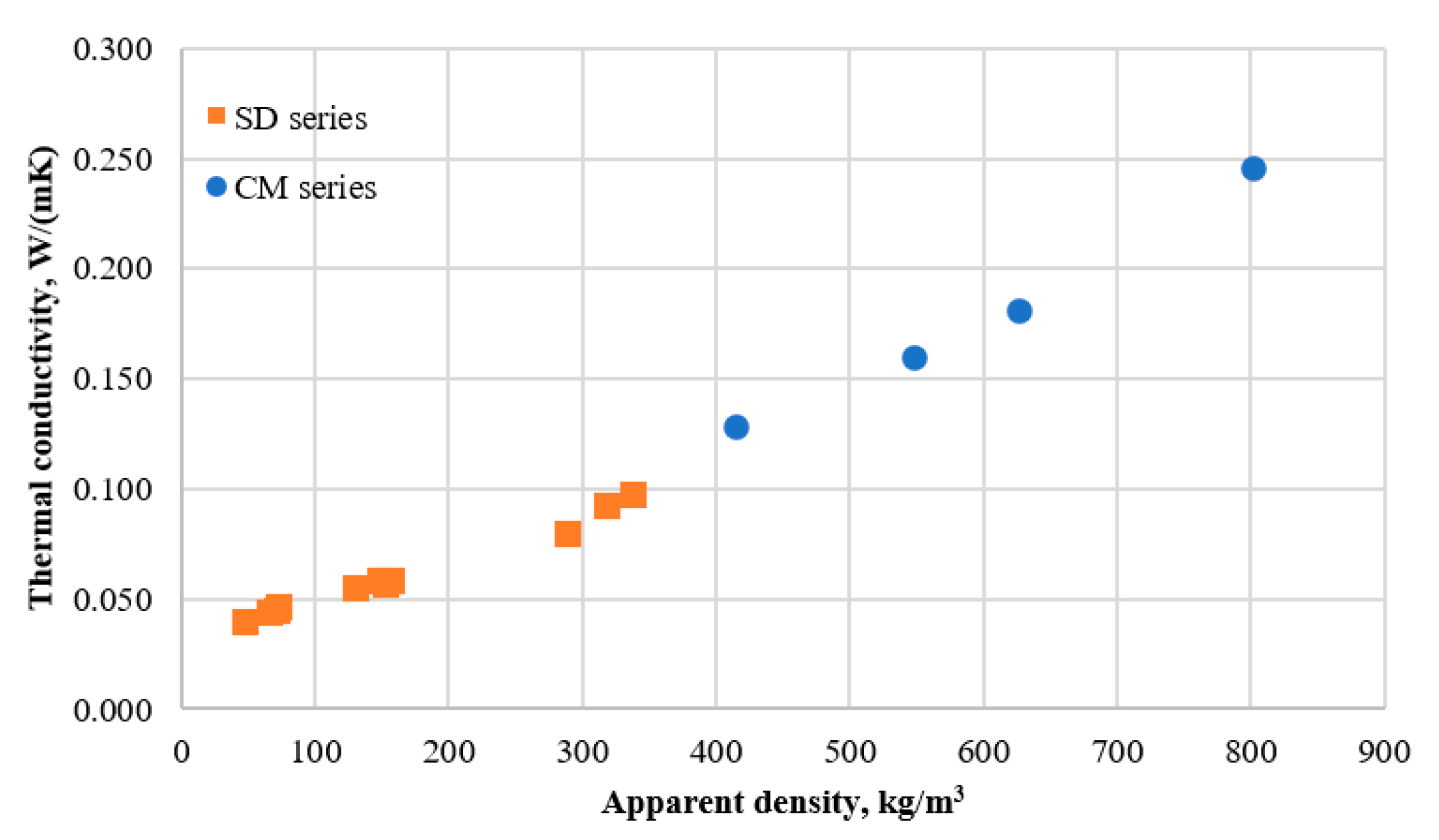
2.1. Gypsum Composite—Physical and Mechanical Properties
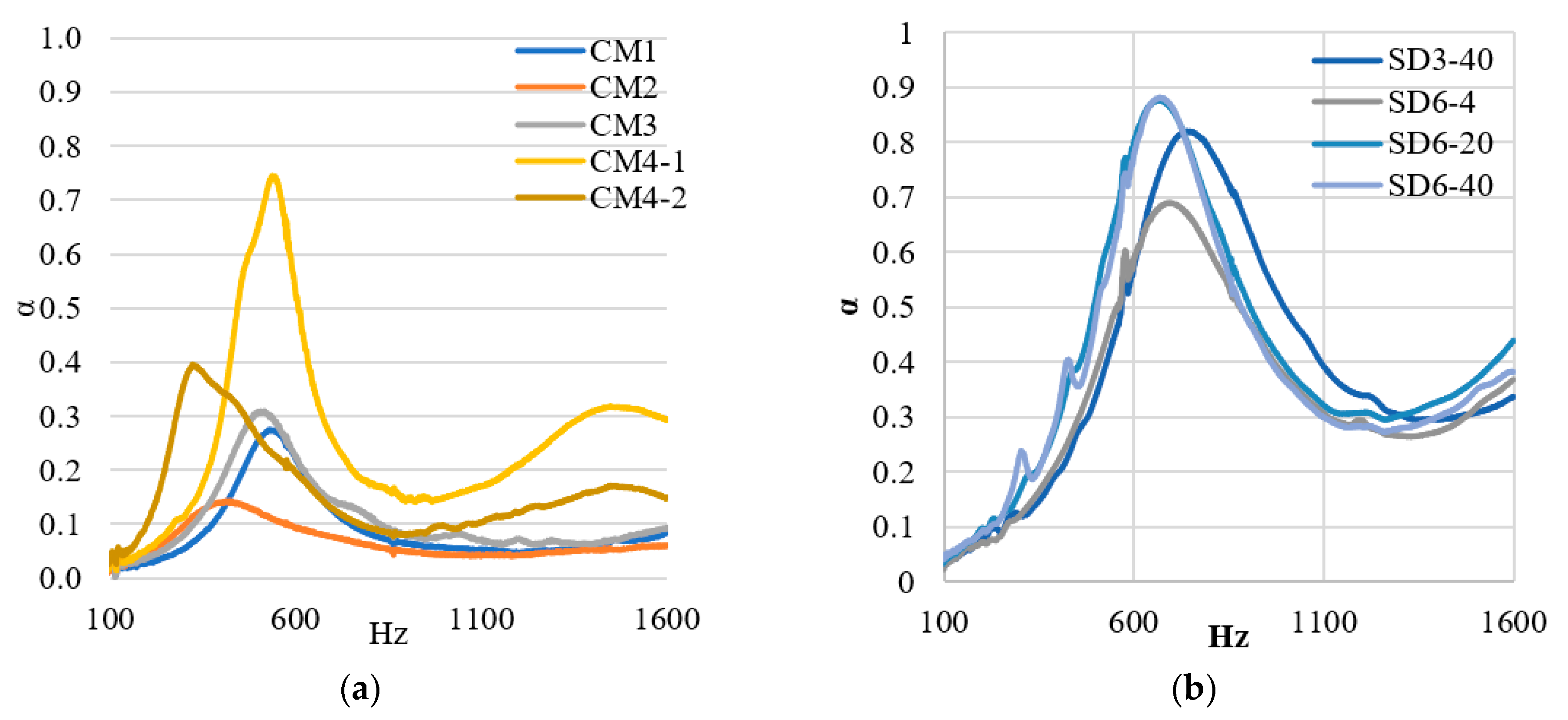
2.2. Sound Absorption Tests
3. Discussion
4. Materials and Methods
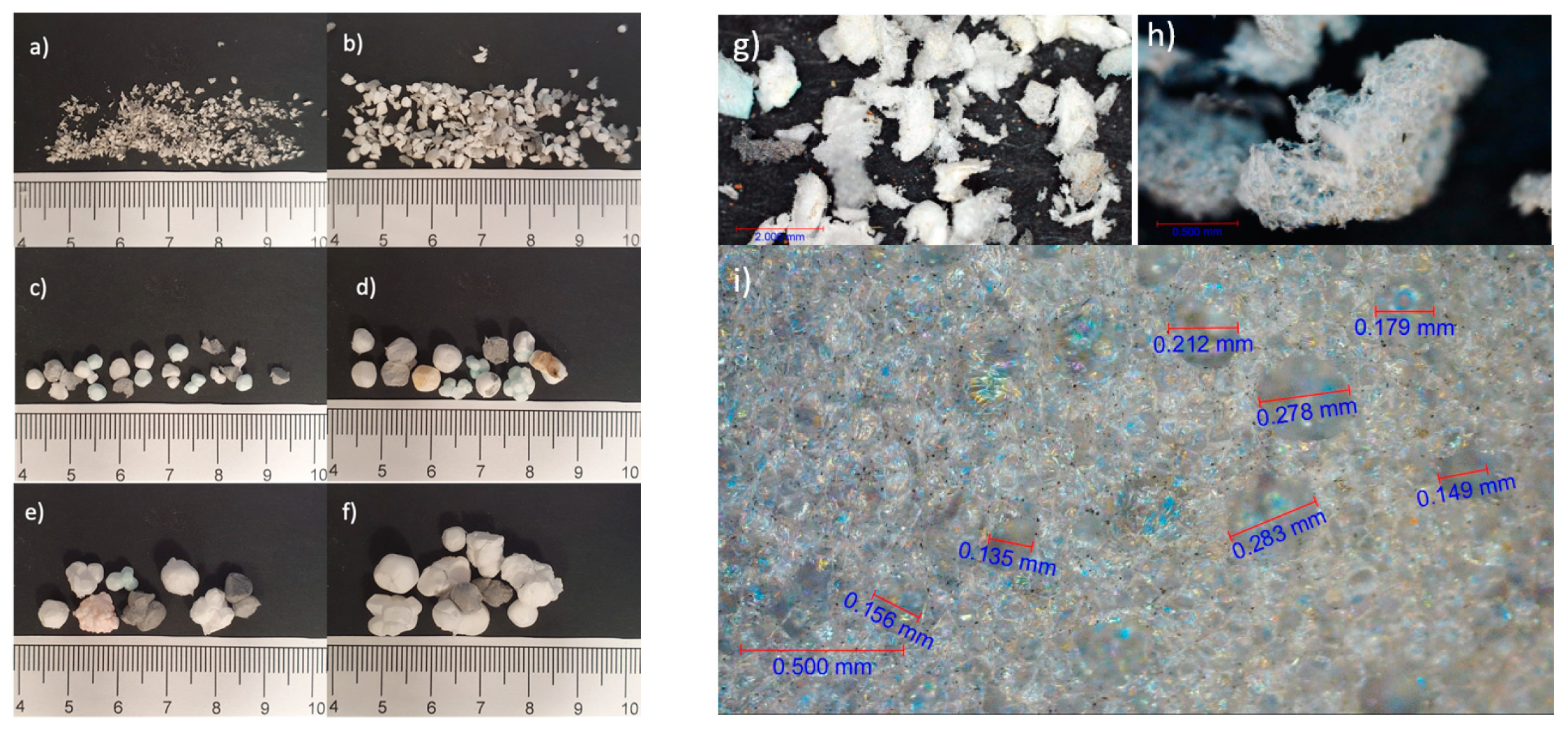
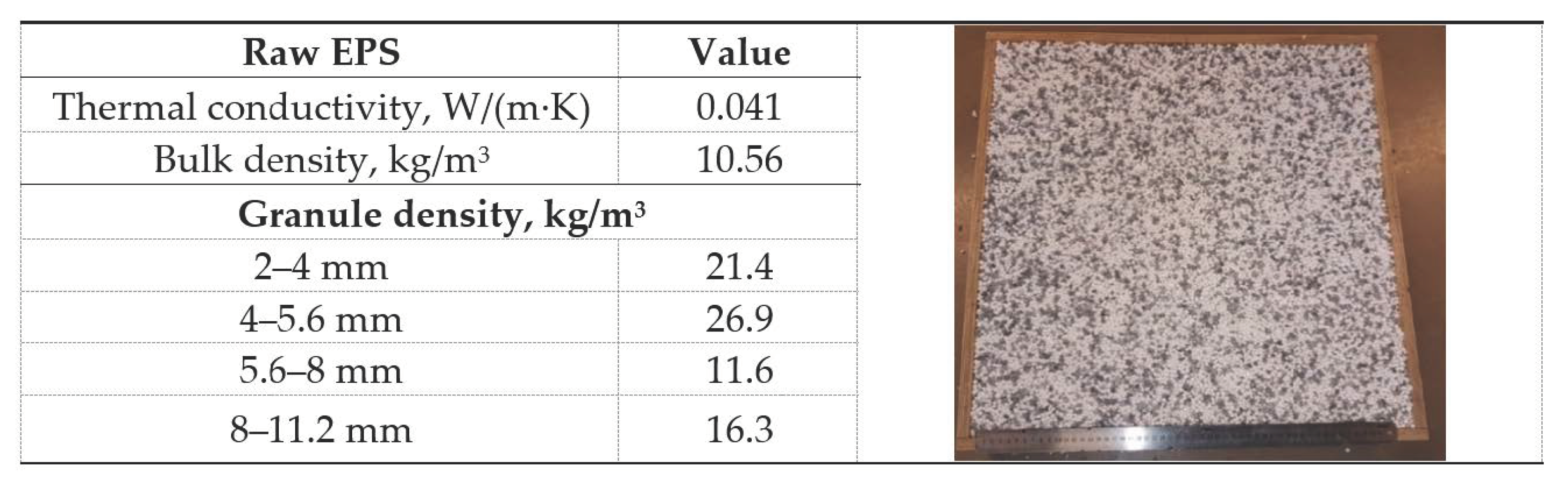
4.1. Materials
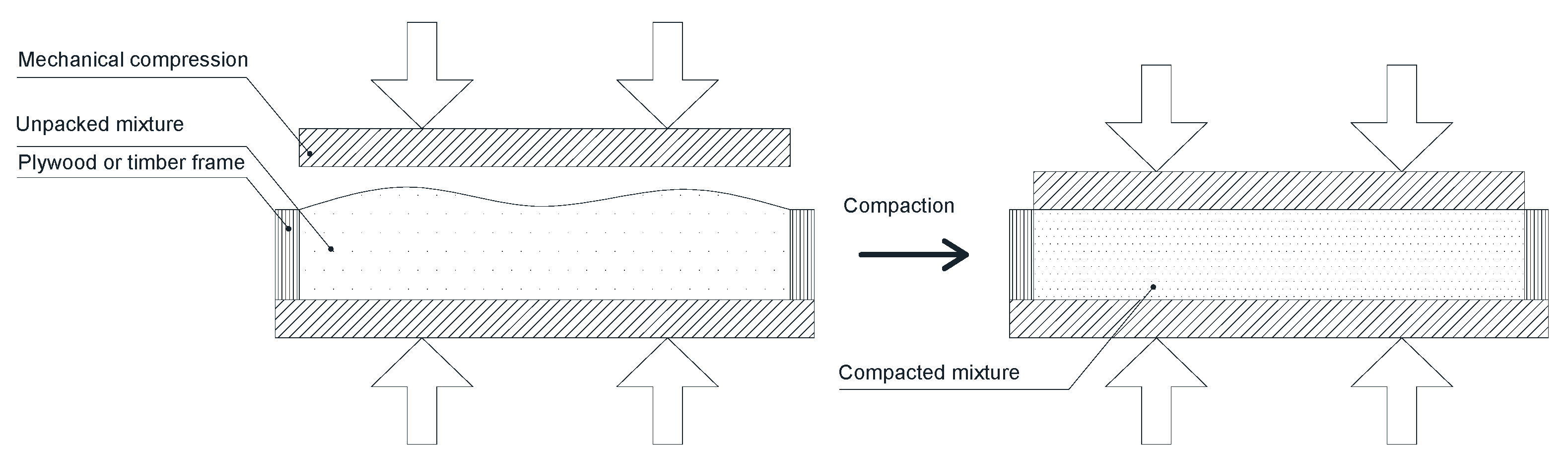
4.2. Samples Preparation
4.3. Mixing Procedure
4.4. Testing Methods
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dixit, A.; Pang, S.D.; Kang, S.H.; Moon, J. Lightweight structural cement composites with expanded polystyrene (EPS) for enhanced thermal insulation. Cem. Concr. Compos. 2019, 102, 185–197. [Google Scholar] [CrossRef]
- COVID-19 Recovery Analysis: Global Polystyrene Foam Market|Increasing Demand for EPS from the Packaging Sector to Boost Market Growth|Technavio|Business Wire. Available online: https://www.businesswire.com/news/home/20200914005304/en/COVID-19-Recovery-Analysis-Global-Polystyrene-Foam-Market-Increasing-Demand-for-EPS-From-the-Packaging-Sector-to-Boost-Market-Growth-Technavio (accessed on 8 September 2021).
- Hemström, K.; Mahapatra, K.; Gustavsson, L. Perceptions, attitudes and interest of Swedish architects towards the use of wood frames in multi-storey buildings. Resour. Conserv. Recycl. 2011, 55, 1013–1021. [Google Scholar] [CrossRef]
- Shin, C. Filtration application from recycled expanded polystyrene. J. Colloid Interface Sci. 2006, 302, 267–271. [Google Scholar] [CrossRef] [PubMed]
- Amianti, M.; Botaro, V.R. Recycling of EPS: A new methodology for production of concrete impregnated with polystyrene (CIP). Cem. Concr. Compos. 2008, 30, 23–28. [Google Scholar] [CrossRef]
- Bartolomei, S.S.; de Moura, E.A.B.; Wiebeck, H. Recycled Gypsum Particles Incorporation in Recycled Expanded Polystyrene by Biodegradable Solvent—Preparation and Characterization. In Characterization of Minerals, Metals, and Materials; Springer: Cham, Switzerland, 2019; pp. 757–763. [Google Scholar] [CrossRef]
- Kan, A.; Demirboǧa, R. A new technique of processing for waste-expanded polystyrene foams as aggregates. J. Mater. Process. Technol. 2009, 209, 2994–3000. [Google Scholar] [CrossRef]
- Villoria Sáez, P.; del Río Merino, M.; Sorrentino, M.; Porras Amores, C.; Santa Cruz Astorqui, J.; Viñas Arrebola, C. Mechanical Characterization of Gypsum Composites Containing Inert and Insulation Materials from Construction and Demolition Waste and Further Application as A Gypsum Block. Materials 2020, 13, 193. [Google Scholar] [CrossRef] [PubMed]
- Bicer, A.; Kar, F. Thermal and mechanical properties of gypsum plaster mixed with expanded polystyrene and tragacanth. Therm. Sci. Eng. Prog. 2017, 1, 59–65. [Google Scholar] [CrossRef]
- Liu, T.; Shi, G.; Li, G.; Wang, Z. Study on Properties of Foamed Concrete with EPS as Coarse Aggregate; Institute of Physics Publishing: Bristol, UK, 2019; Volume 490. [Google Scholar]
- San-Antonio-González, A.; Merino, M.D.R.; Arrebola, C.V.; Villoria-Sáez, P. Lightweight Material Made with Gypsum and EPS Waste with Enhanced Mechanical Strength. J. Mater. Civ. Eng. 2016, 28, 04015101. [Google Scholar] [CrossRef]
- Colangelo, F.; Roviello, G.; Ricciotti, L.; Ferrándiz-Mas, V.; Messina, F.; Ferone, C.; Tarallo, O.; Cioffi, R.; Cheeseman, C.R. Mechanical and thermal properties of lightweight geopolymer composites. Cem. Concr. Compos. 2018, 86, 266–272. [Google Scholar] [CrossRef]
- San-Antonio González, A.; del Río Merino, M.; Martónez Martónez, P.; Villoria Sáez, P. Properties of lightweight plaster materials made with expanded polystyrene foam (EPS). In Construction and Building Research; Springer: Dordrecht, The Netherlands, 2014; pp. 413–417. ISBN 9789400777903. [Google Scholar]
- González Madariaga, F.J.; Macia, J.L. Mezclas de residuos de poliestireno expandido (EPS) conglomerados con yeso o escayola para su uso en la construcción. Inf. Constr. 2008, 60, 35–43. [Google Scholar] [CrossRef]
- Shi, G.; Liu, T.; Li, G.; Wang, Z. A novel thermal insulation composite fabricated with industrial solid wastes and expanded polystyrene beads by compression method. J. Clean. Prod. 2021, 279, 123420. [Google Scholar] [CrossRef]
- Astorqui, J.S.C.; Del Río Merino, M.; Sáez, P.V.; Amores, C.P. Analysis of the viability of prefabricated elements for partitions manufactured with plaster and eps from waste recycling. Dyna 2019, 94, 415–420. [Google Scholar] [CrossRef]
- Santos, A.G. Escayola reforzada con fibras de polipropileno y aligerada con perlas de poliestireno expandido. Mater. Constr. 2009, 59, 105–124. [Google Scholar] [CrossRef] [Green Version]
- Cox, T.J.; D’Antonio, P. Acoustic Absorbers and Diffusers: Theory, Design and Application; Spon Press: Oxford, UK, 2004. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Density, kg/m3 | Flexural Strength fm, MPa | Compressive Strength, fc, MPa | Thermal Conductivity, W/(mK) |
|---|---|---|---|---|
| CM1 | 793 | 1.9 | 2.5 | 0.246 |
| CM2 | 631 | 2.0 | 1.2 | 0.181 |
| CM3 | 561 | 1.4 | 1 | 0.160 |
| CM4 | 416 | 1.1 | 0.9 | 0.128 |
| Composition | Apparent Density, kg/m3 | Thermal Conductivity, W/(mK) | Compressive Strength, kPa |
|---|---|---|---|
| SD3-40 | 48 | 0.039 | 21.0 |
| SD6-4 | 66 | 0.044 | 17.8 |
| SD6-20 | 74 | 0.046 | 29.1 |
| SD6-40 | 73 | 0.044 | 27.5 |
| SD12-4 | 150 | 0.058 | 46.1 |
| SD12-20 | 154 | 0.057 | 49.8 |
| SD12-40 | 159 | 0.057 | 52.7 |
| SD24-4 | 290 | 0.079 | 122 |
| SD24-20 | 319 | 0.092 | 160 |
| SD24-40 | 338 | 0.097 | 192 |
| Composition | EPS CDW, g | CG, g | H2O, g | W/CG | Free Moisture, wt.% |
|---|---|---|---|---|---|
| CM1 | 80 | 9120 | 5200 | 0.57 | 32 |
| CM2 | 90 | 4500 | 2700 | 0.60 | 32 |
| CM3 | 90 | 5400 | 3240 | 0.60 | 31 |
| CM4 | 90 | 2250 | 1800 | 0.60 | 32 |
| Mixture Composition | Masa, EPS | BG | Water | Applied Pressure, kPa | W/B |
|---|---|---|---|---|---|
| SD3-40 | 120 | 300 | 300 | 4 | 1.00 |
| SD6-4 | 120 | 600 | 450 | 0.4 | 0.75 |
| SD6-20 | 120 | 600 | 450 | 2 | 0.75 |
| SD6-40 | 120 | 600 | 450 | 4 | 0.75 |
| SD12-4 | 120 | 1200 | 500 | 0.4 | 0.42 |
| SD12-20 | 120 | 1200 | 500 | 2 | 0.42 |
| SD12-40 | 120 | 1200 | 500 | 4 | 0.42 |
| SD24-4 | 120 | 2400 | 800 | 0.4 | 0.33 |
| SD24-20 | 120 | 2400 | 800 | 2 | 0.33 |
| SD24-40 | 120 | 2400 | 800 | 4 | 0.33 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bumanis, G.; Argalis, P.P.; Sahmenko, G.; Mironovs, D.; Rucevskis, S.; Korjakins, A.; Bajare, D. Thermal and Sound Insulation Properties of Recycled Expanded Polystyrene Granule and Gypsum Composites. Recycling 2023, 8, 19. https://doi.org/10.3390/recycling8010019
Bumanis G, Argalis PP, Sahmenko G, Mironovs D, Rucevskis S, Korjakins A, Bajare D. Thermal and Sound Insulation Properties of Recycled Expanded Polystyrene Granule and Gypsum Composites. Recycling. 2023; 8(1):19. https://doi.org/10.3390/recycling8010019
Chicago/Turabian StyleBumanis, Girts, Pauls Pavils Argalis, Genadijs Sahmenko, Deniss Mironovs, Sandris Rucevskis, Aleksandrs Korjakins, and Diana Bajare. 2023. "Thermal and Sound Insulation Properties of Recycled Expanded Polystyrene Granule and Gypsum Composites" Recycling 8, no. 1: 19. https://doi.org/10.3390/recycling8010019
APA StyleBumanis, G., Argalis, P. P., Sahmenko, G., Mironovs, D., Rucevskis, S., Korjakins, A., & Bajare, D. (2023). Thermal and Sound Insulation Properties of Recycled Expanded Polystyrene Granule and Gypsum Composites. Recycling, 8(1), 19. https://doi.org/10.3390/recycling8010019