
Collection of Silicon Detectors Mechanical Properties from Static and Dynamic Characterization Test Campaigns

 , , , , ,
, , , , ,  ,
,
Abstract
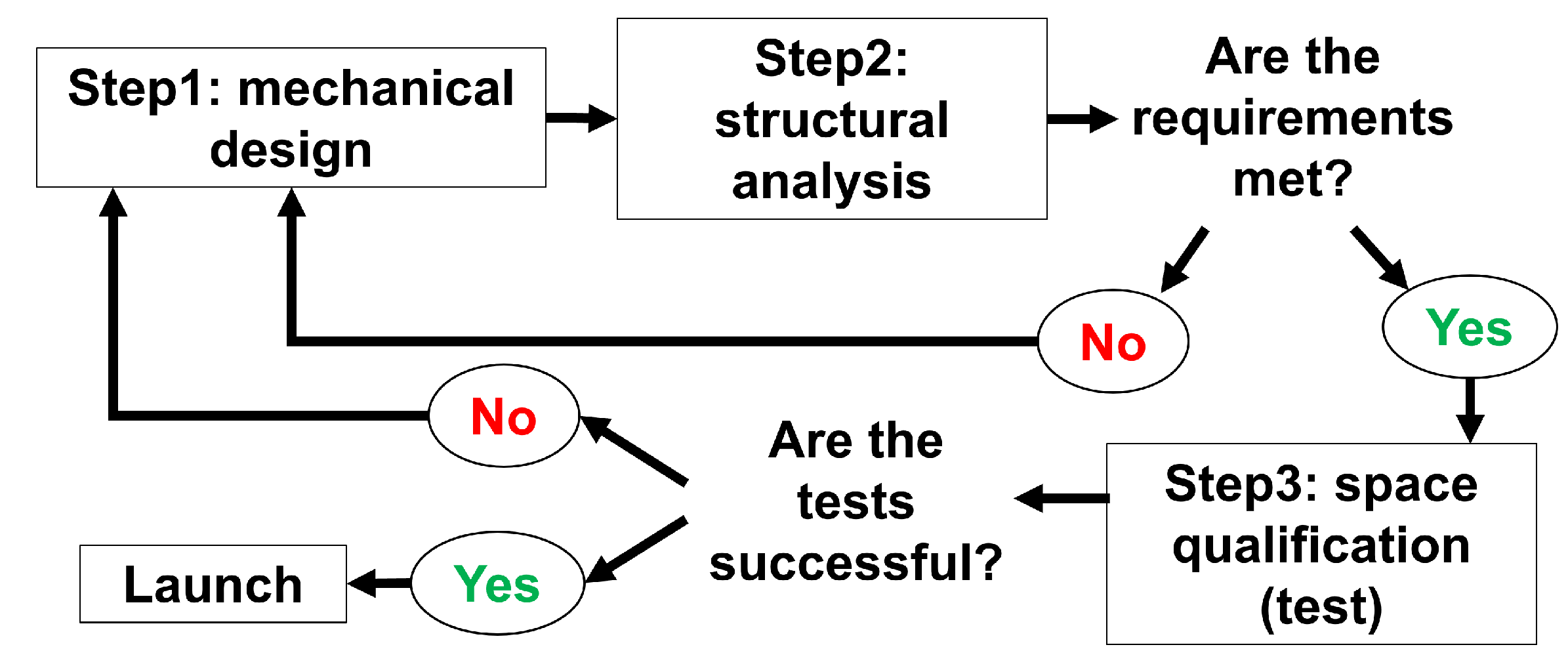
:1. Introduction
Silicon Detector Description
2. Silicon Detector Mechanical Characterization
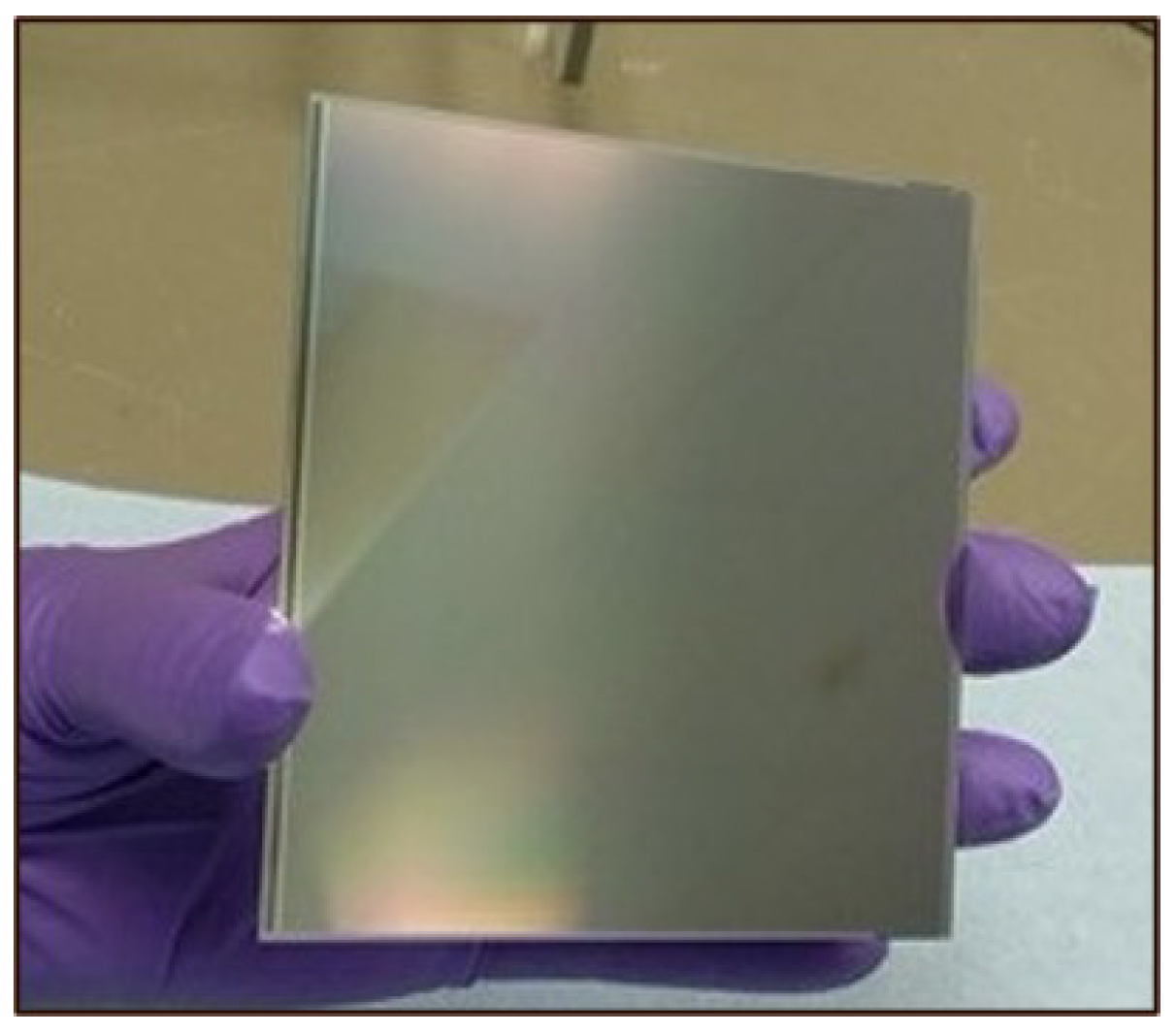
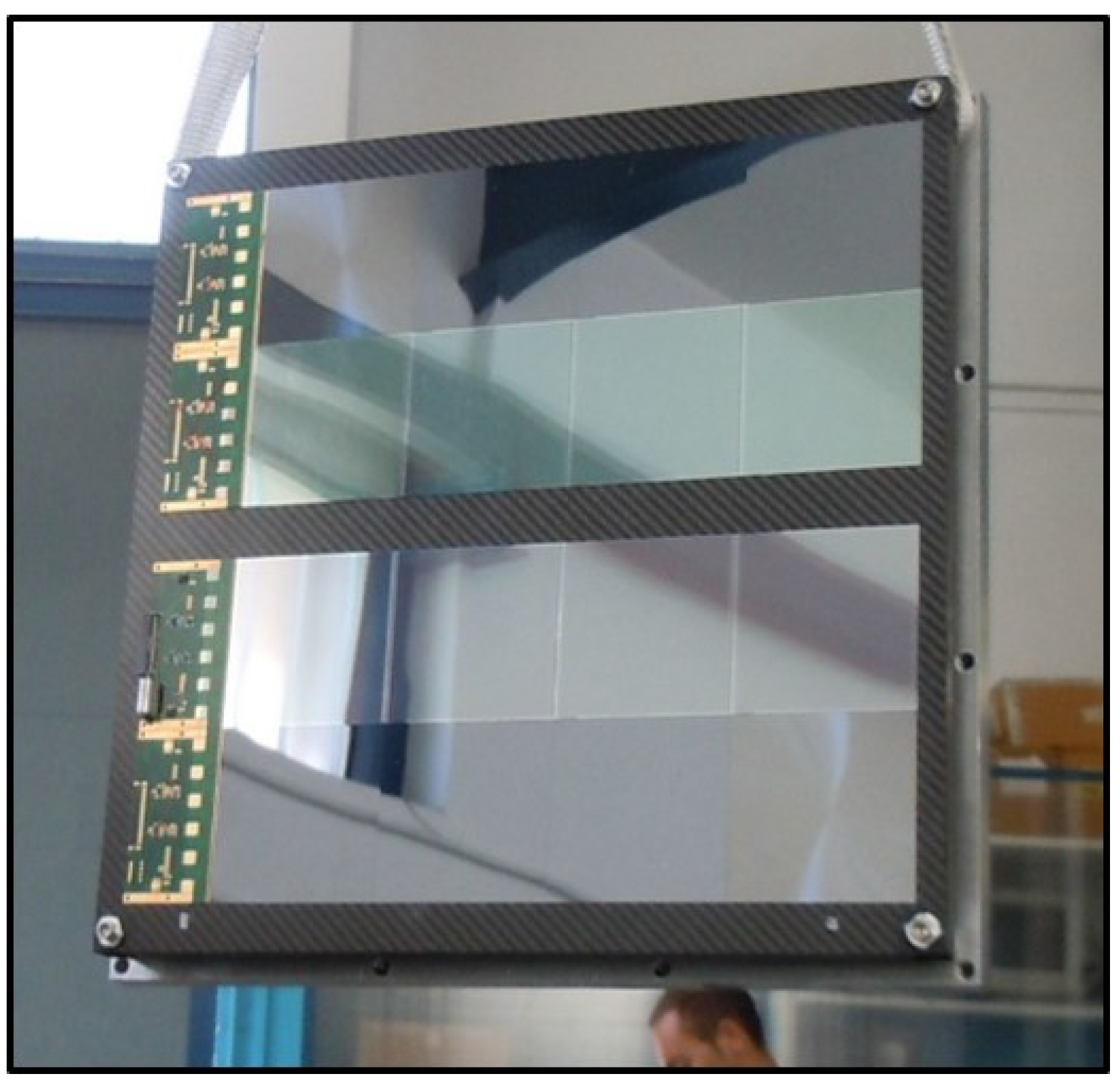
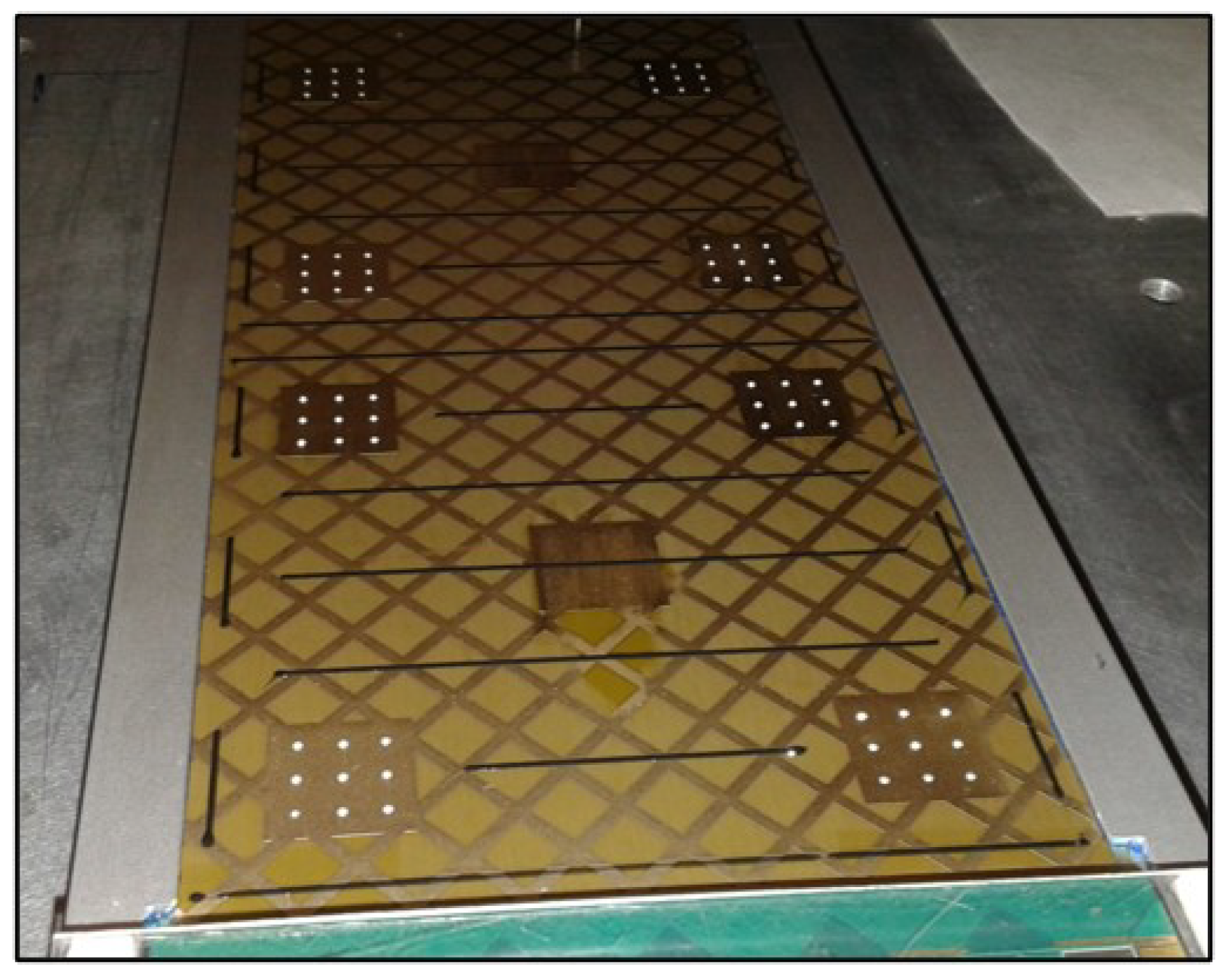
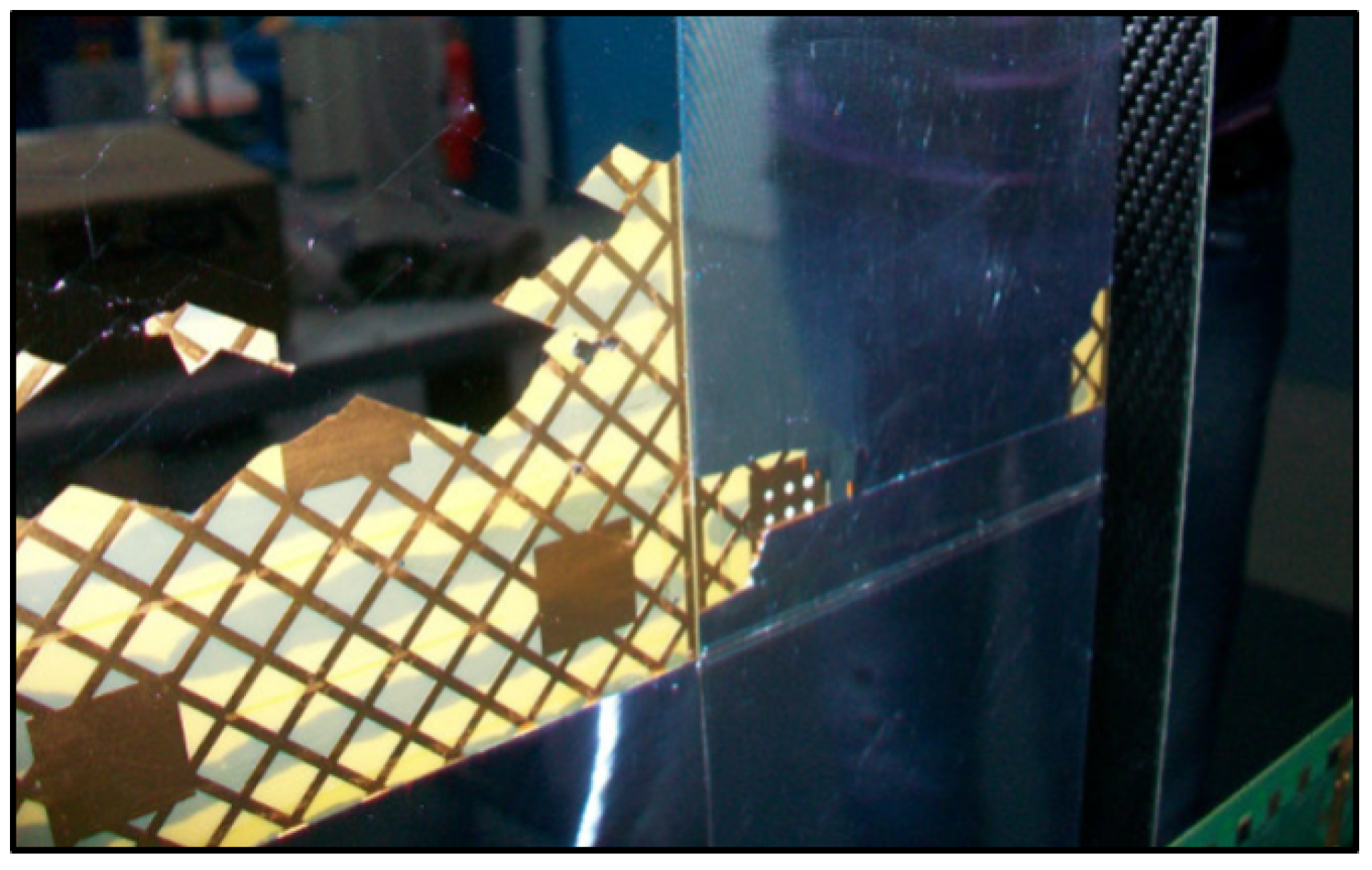
2.1. Test Samples
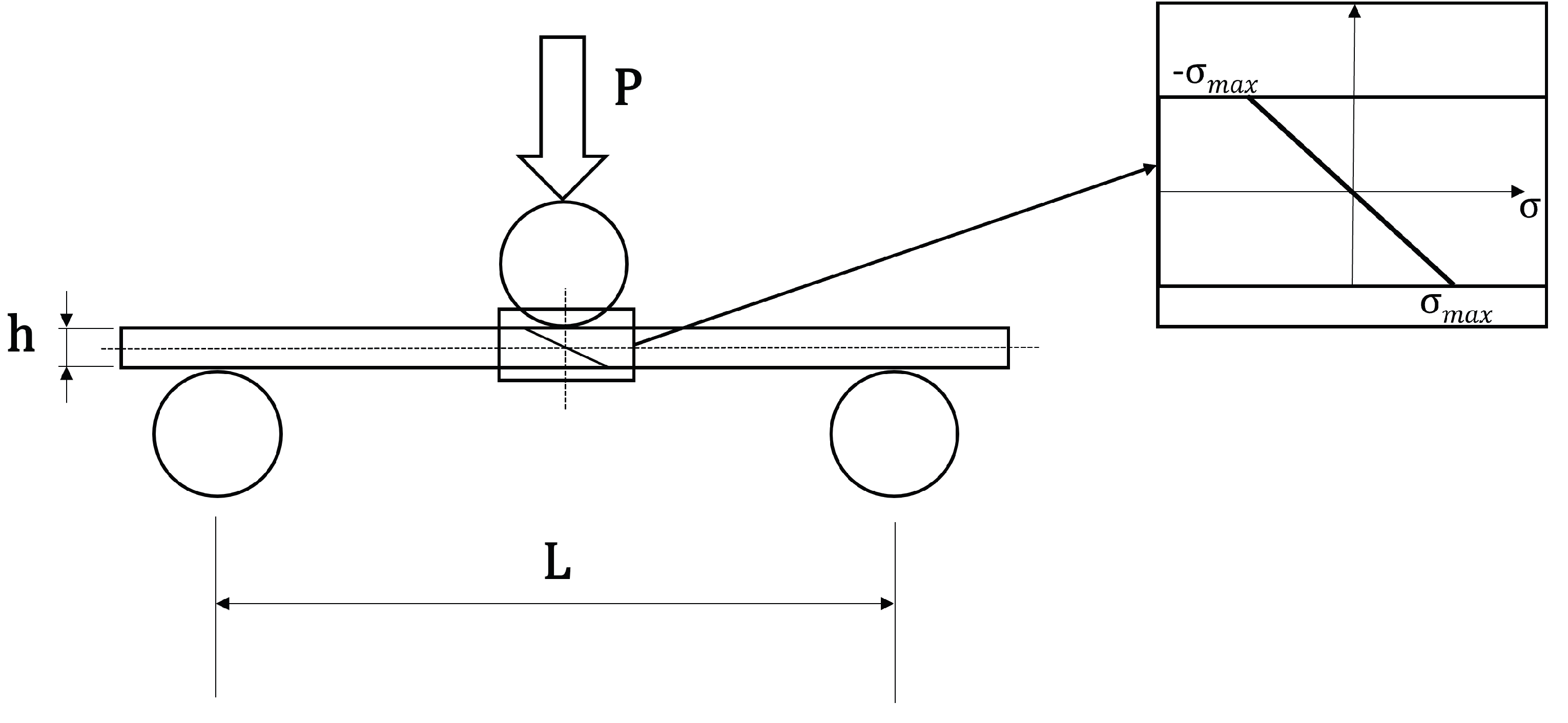
2.2. Test Description and Execution
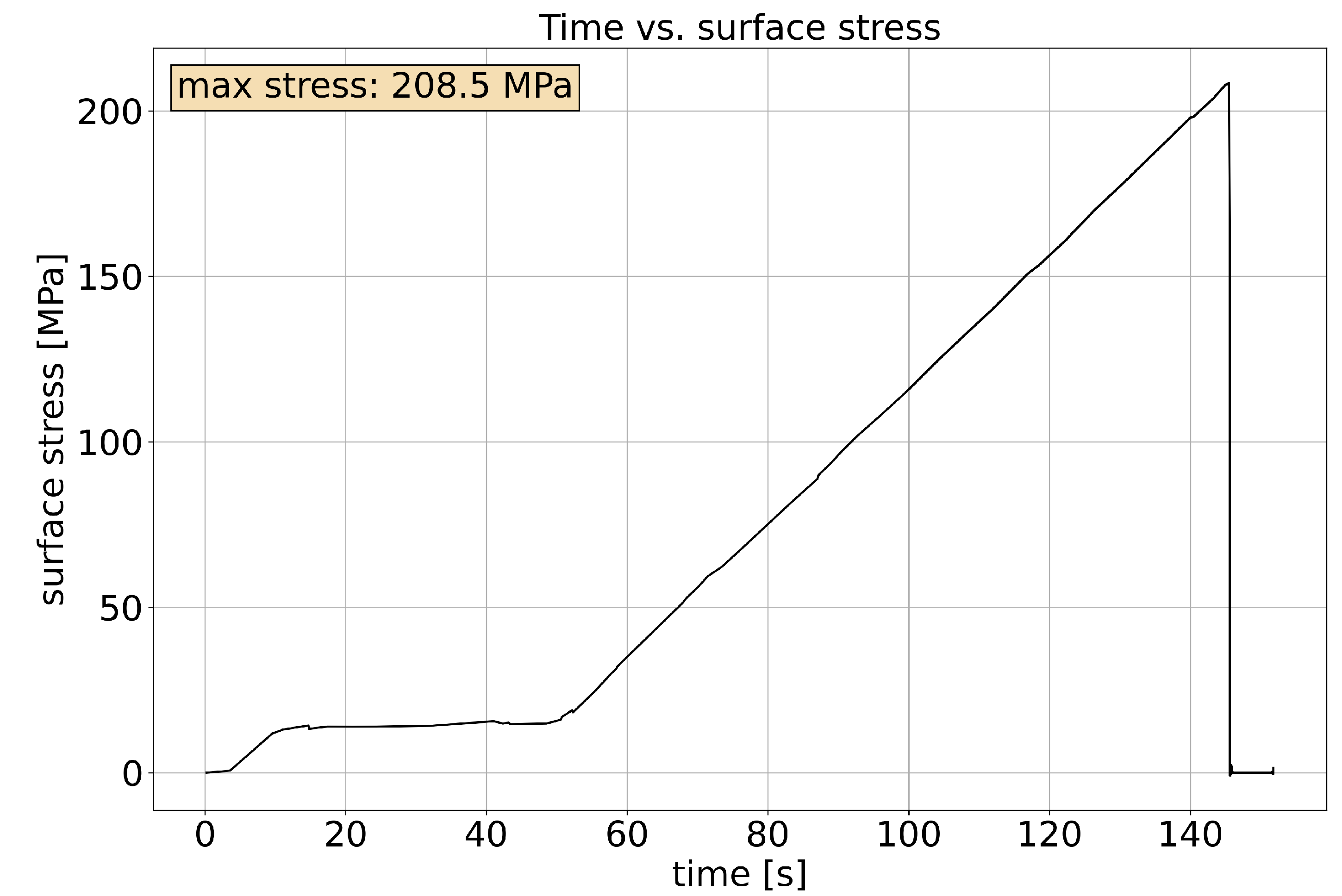
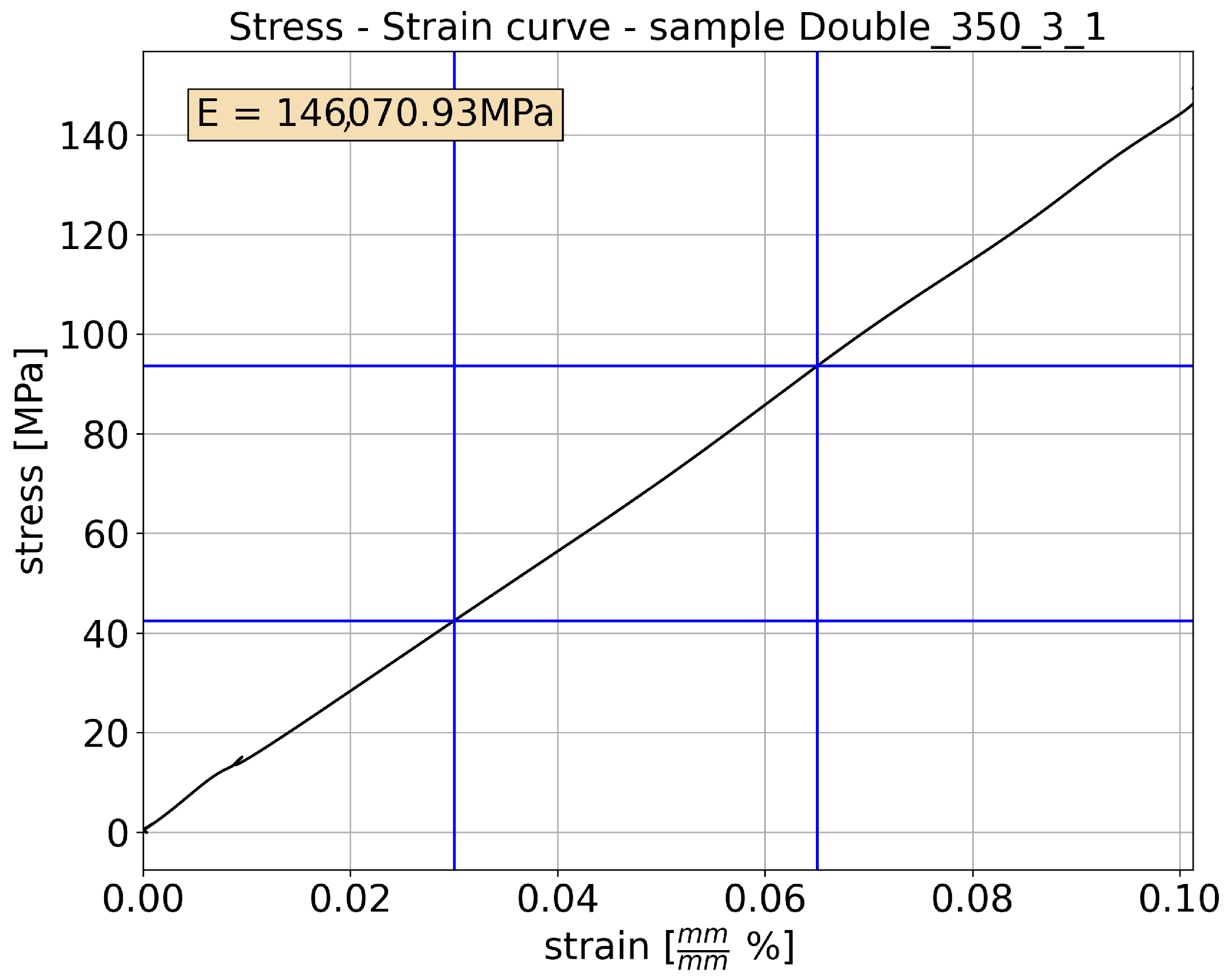
2.3. Test Output Summary
3. Dynamic Effect of the Adhesive Bond to the Structural Substrate
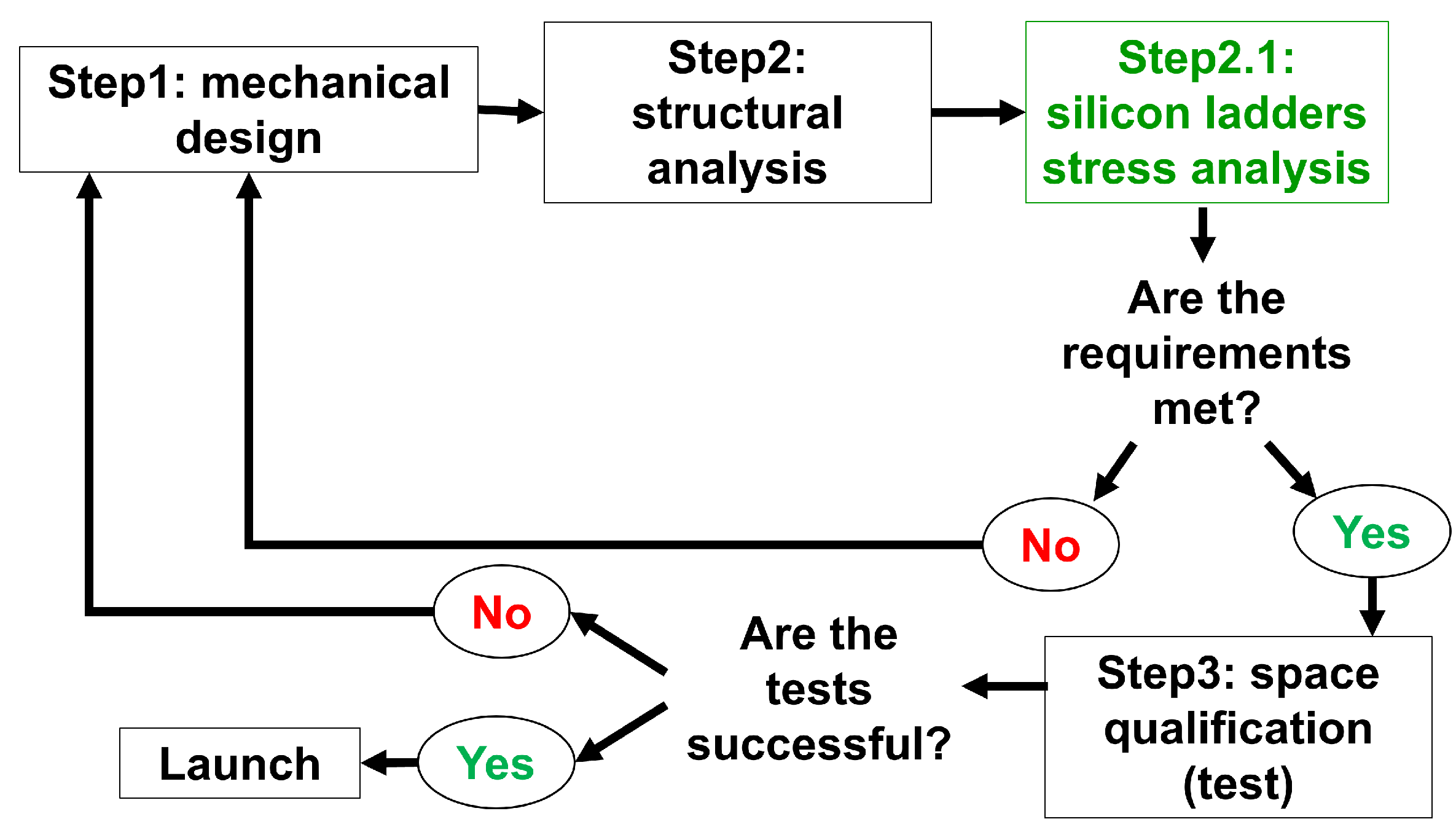
3.1. Overview of the Design Challenge
3.2. Glue Data
3.3. Experimental Campaign
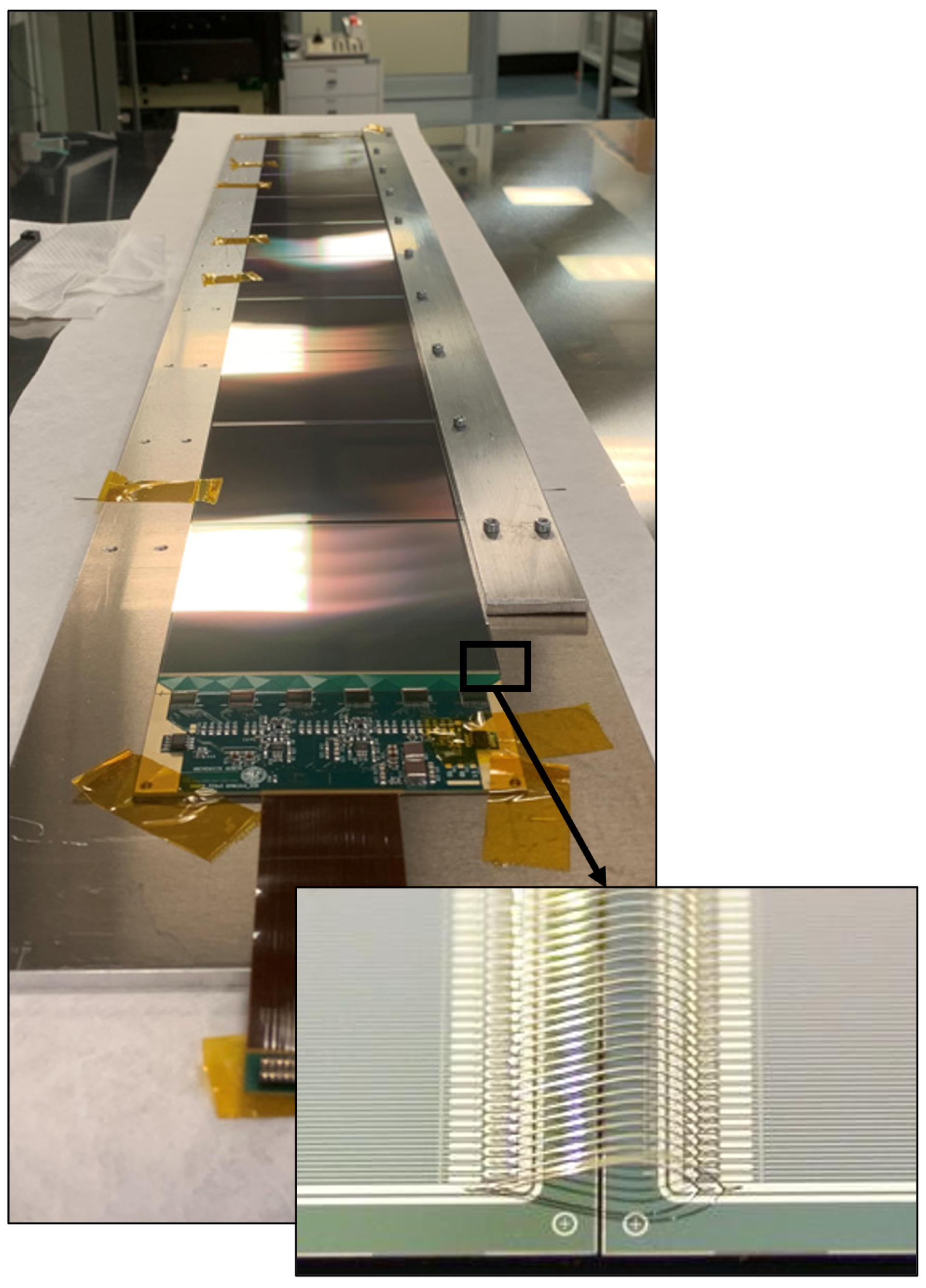
4. Wirebond Mechanical Studies
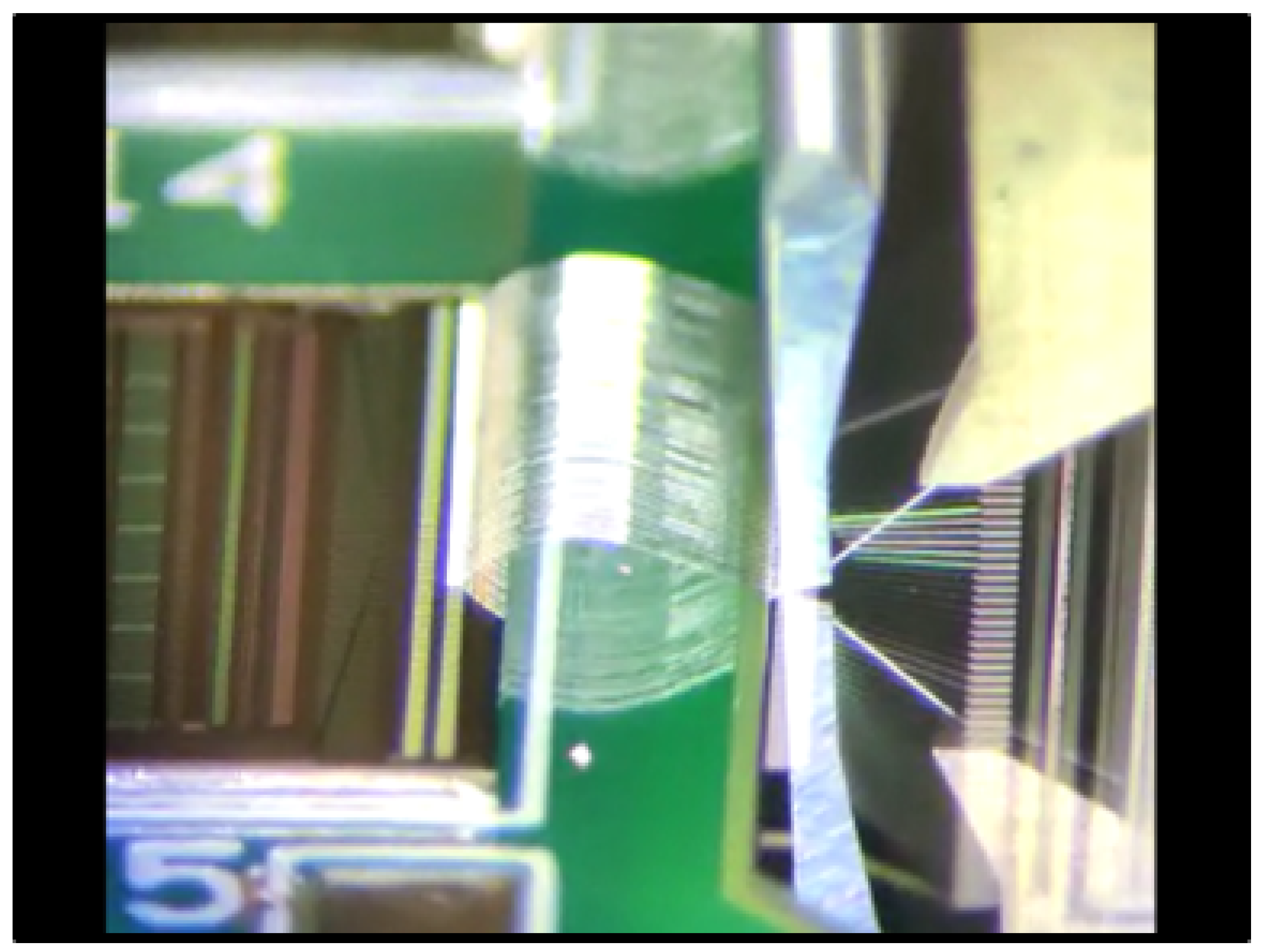
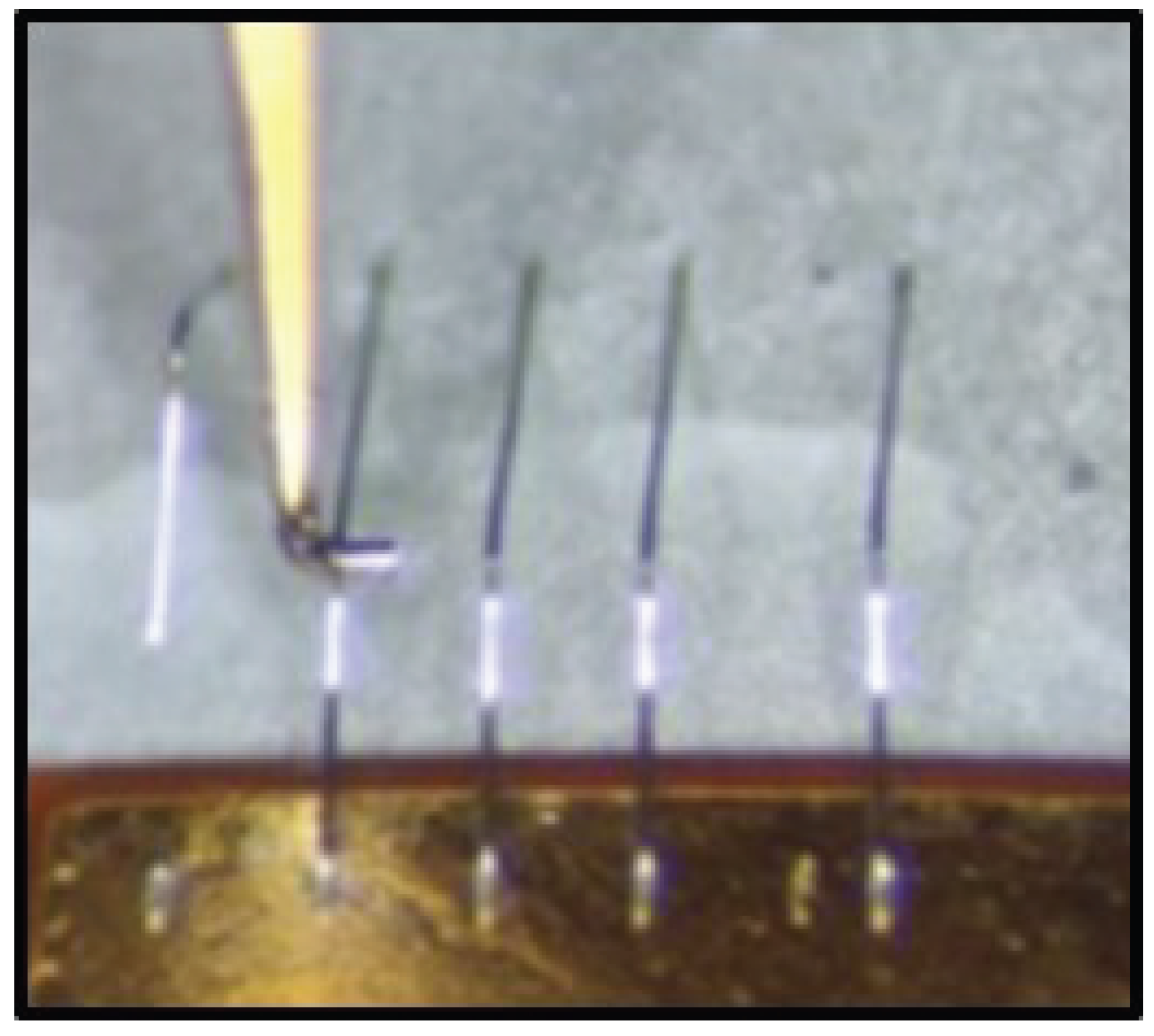
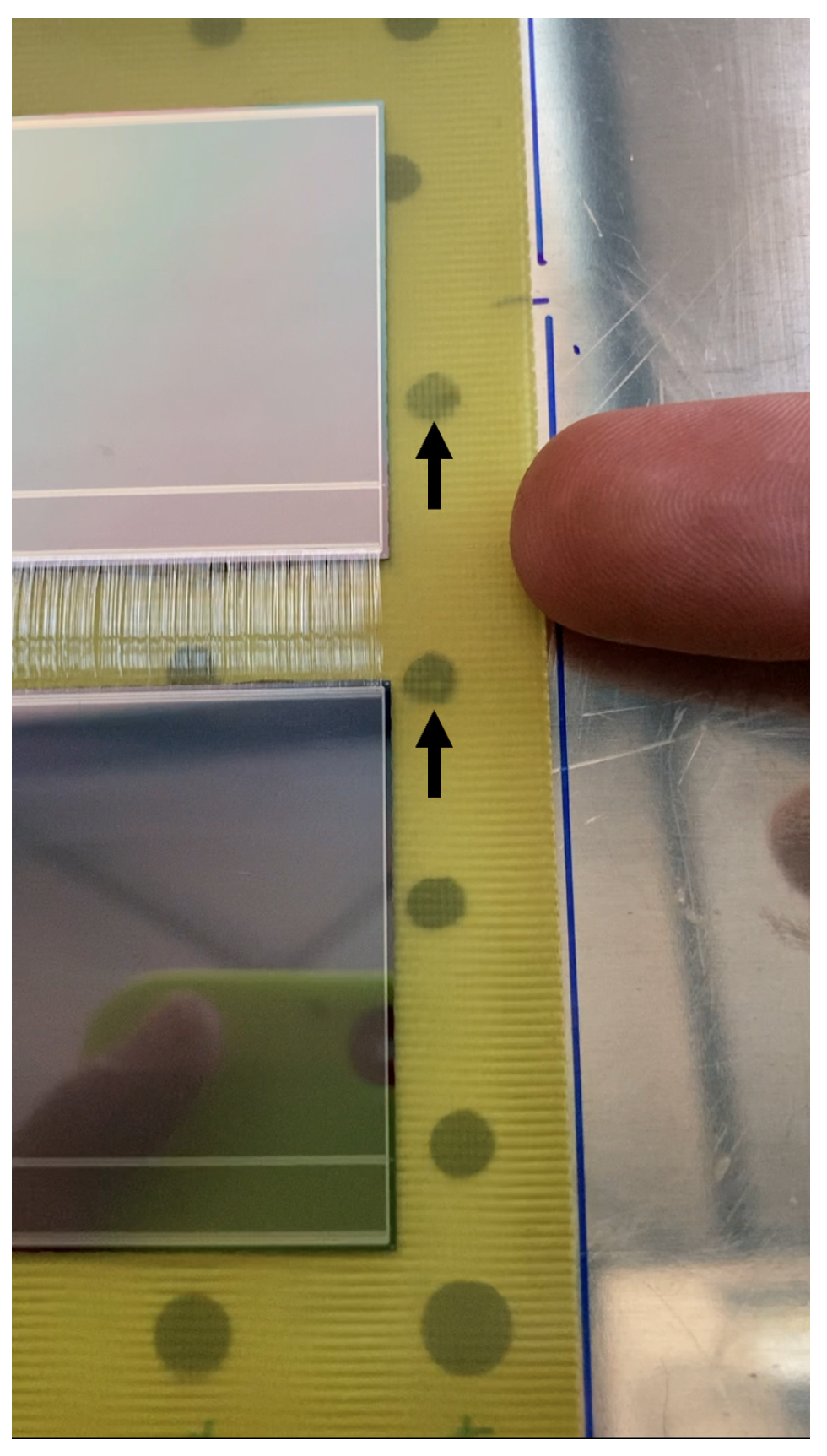
4.1. Manufacturing Process Verification
- m
- m
- m
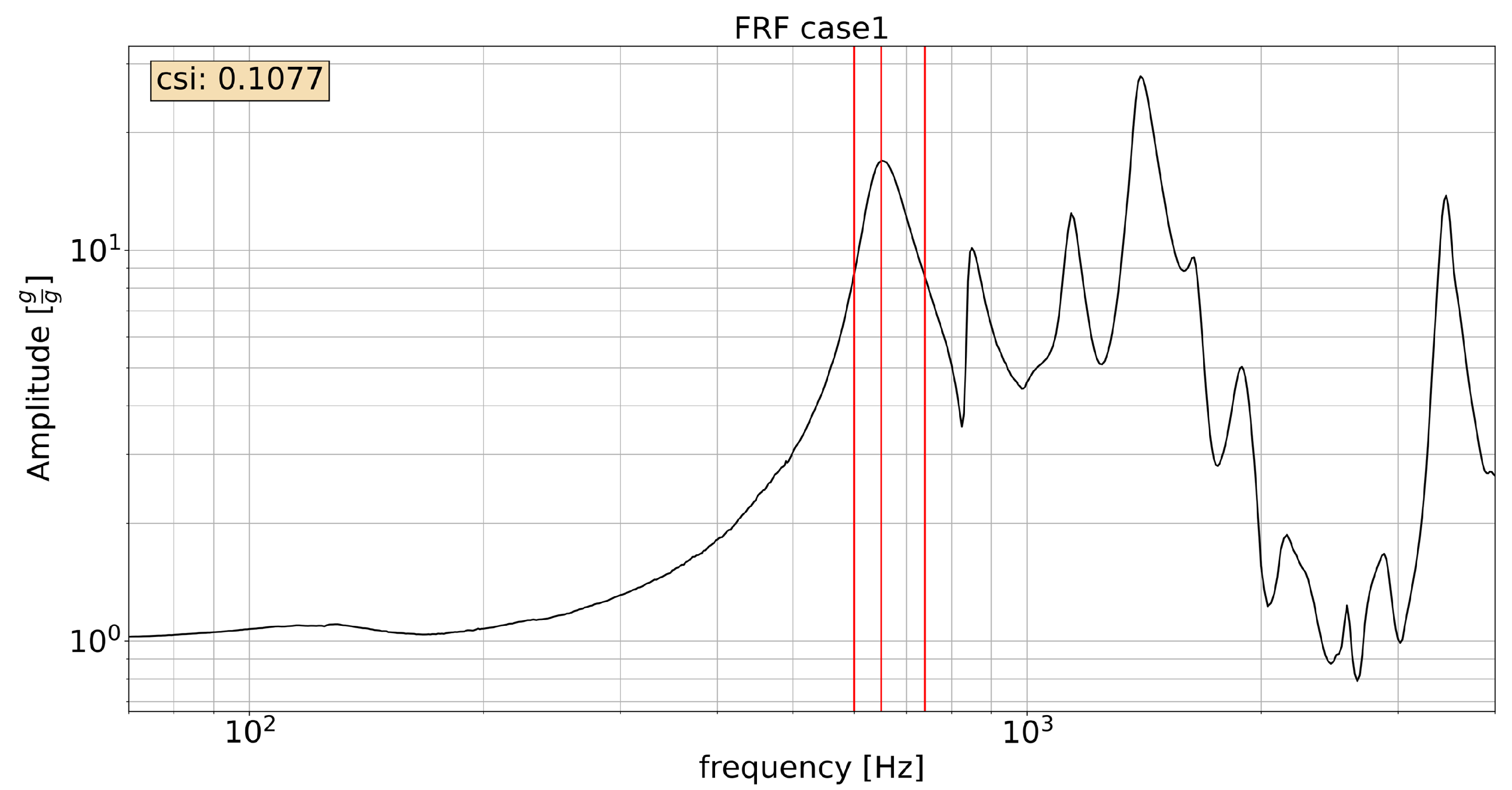
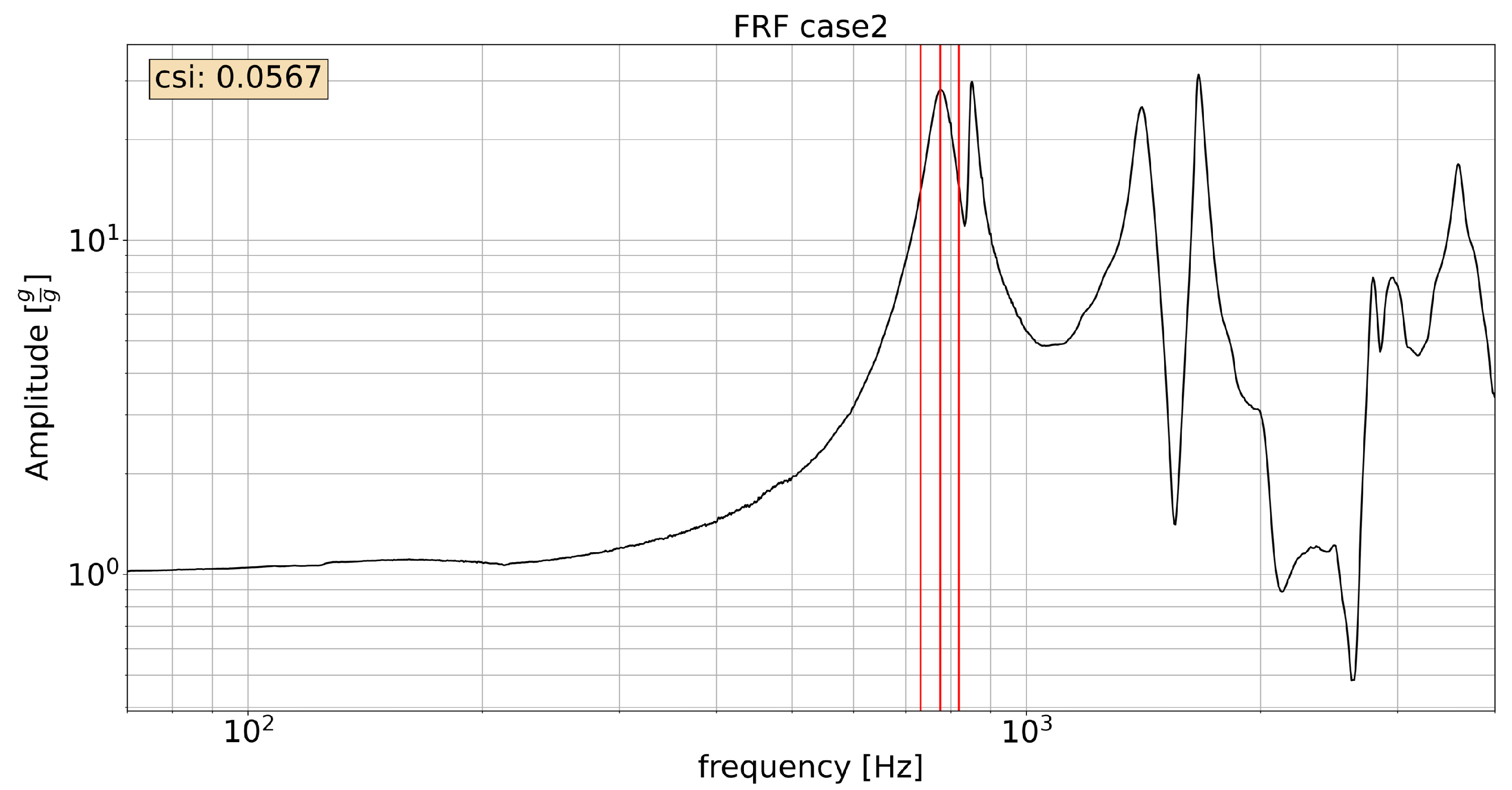
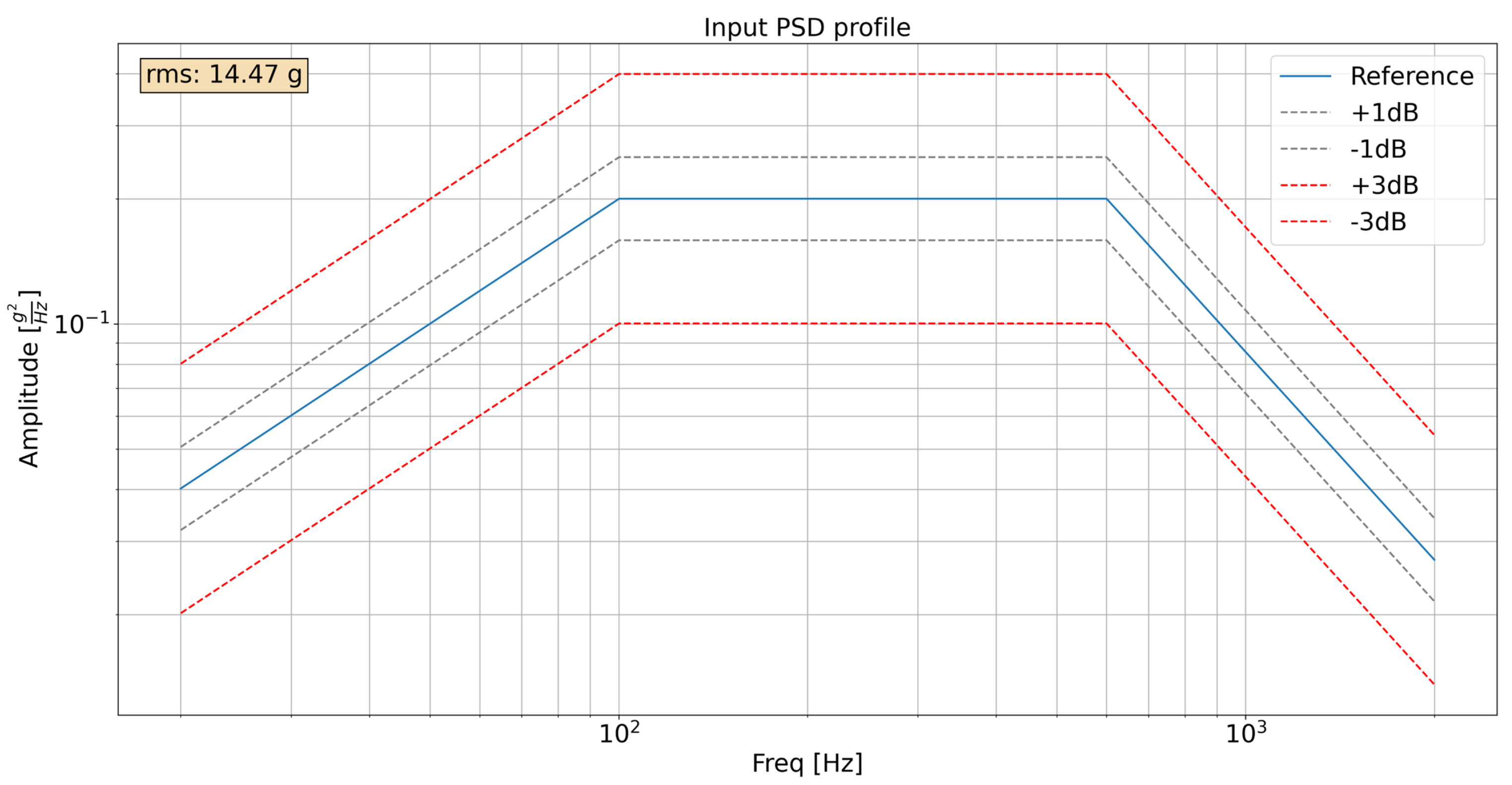
4.2. Vibrational Tolerance of Wirebonds
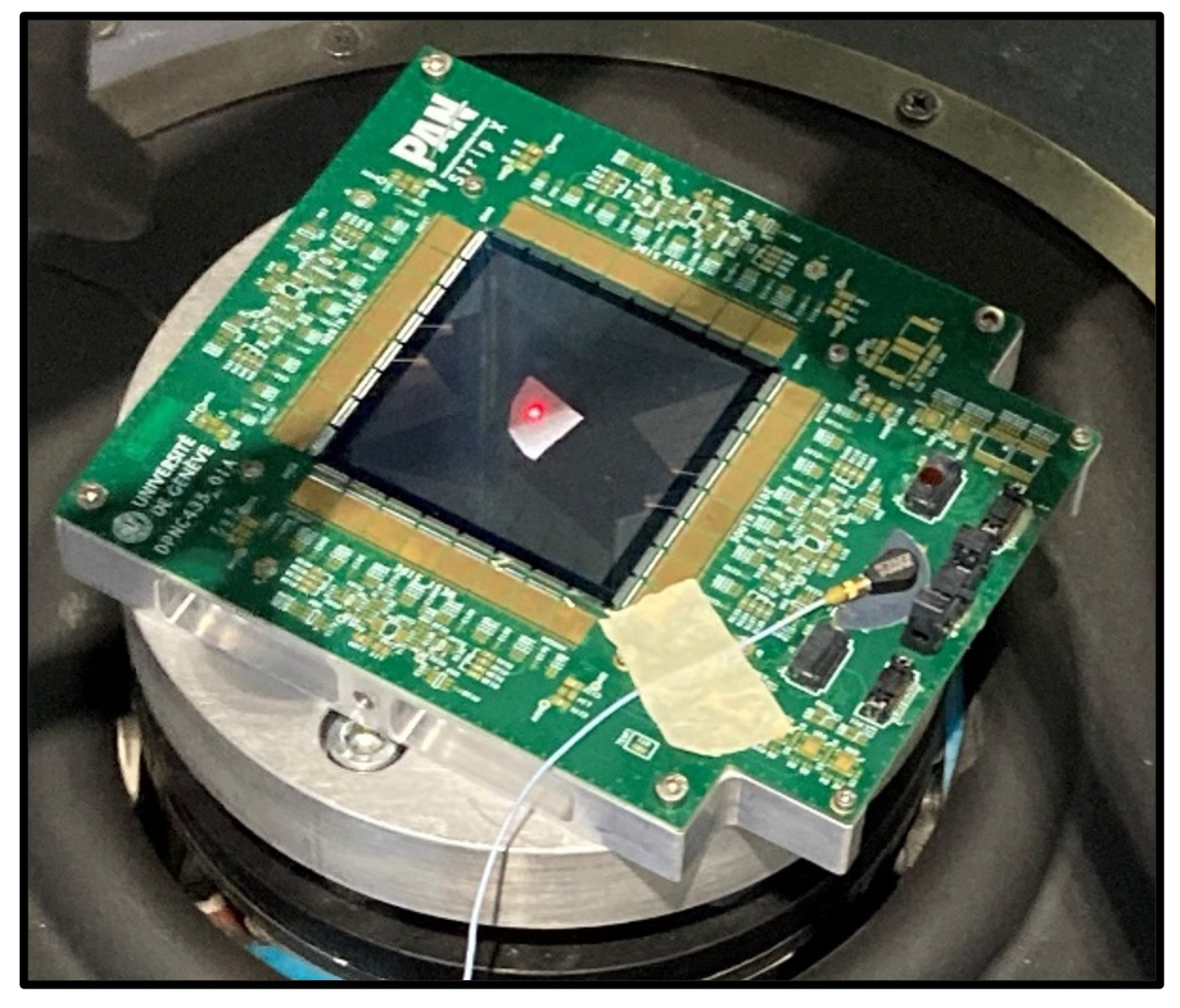
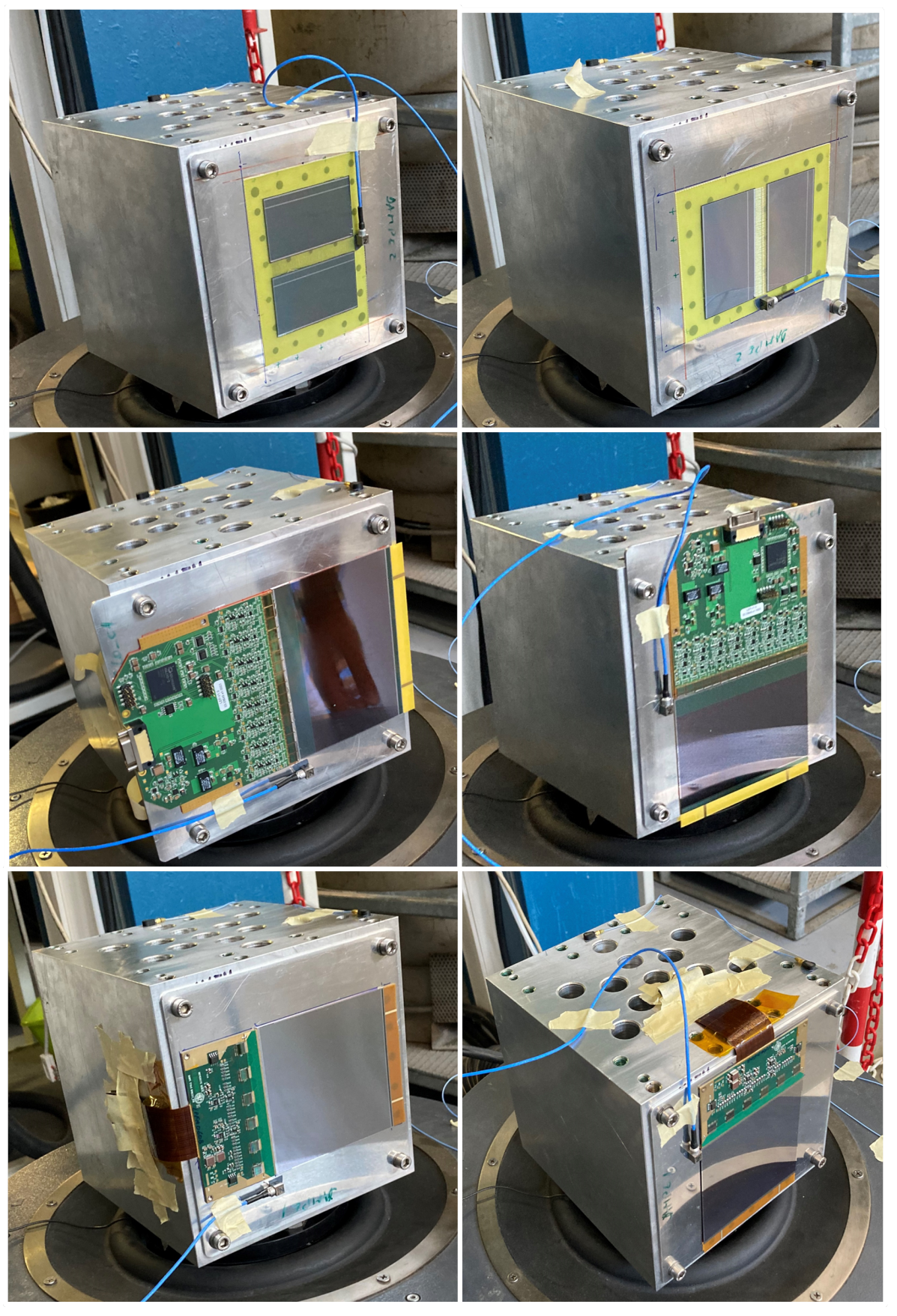
4.2.1. SUTs and Setup
4.2.2. Wirebond Vibration Tests
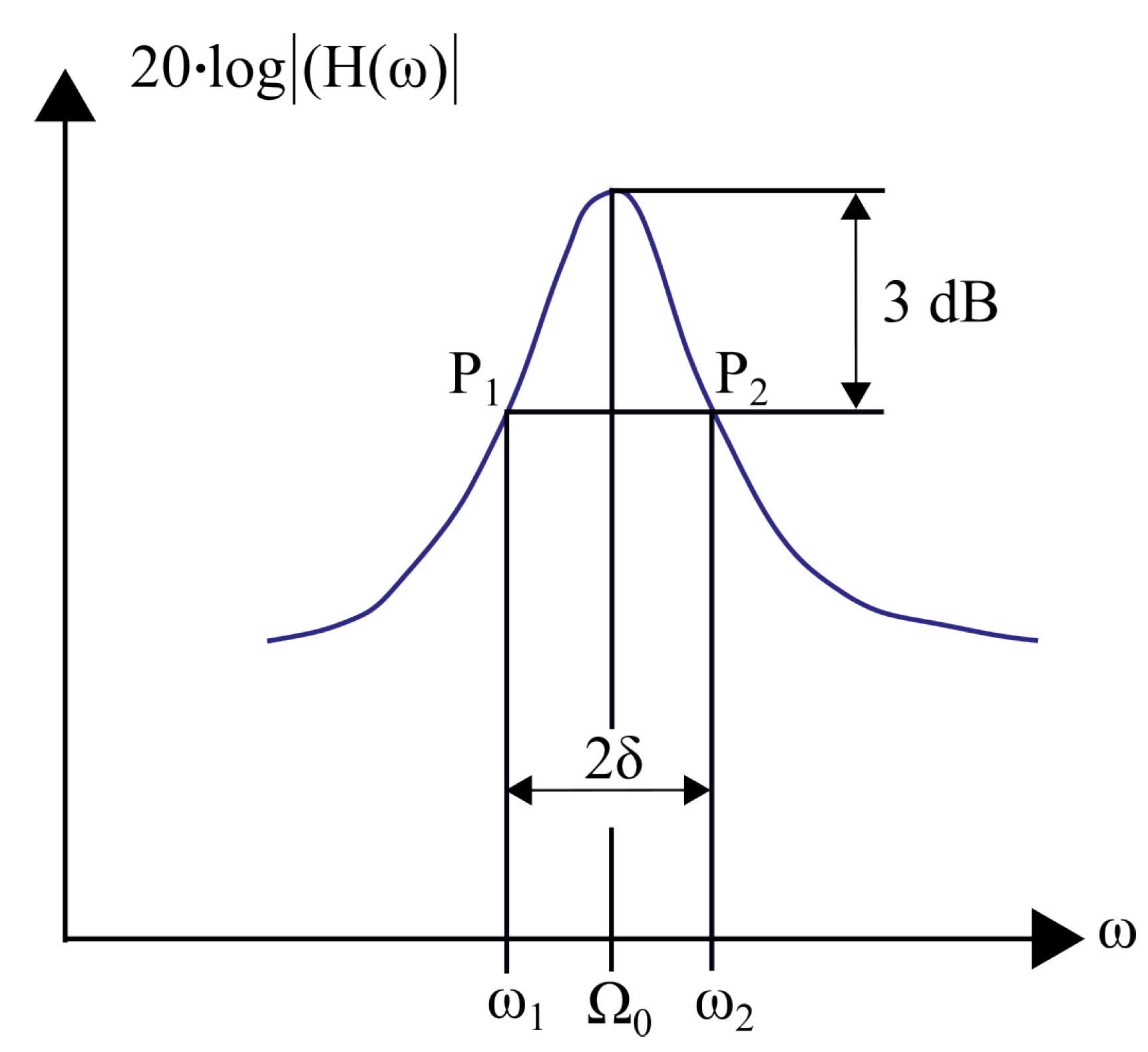
5. Result Summary and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Pohl, M. Particle detection technology for space-borne astroparticle experiments. arXiv 2014, arXiv:1409.1823. [Google Scholar]
- Ambrosi, G. The AMS Silicon Tracker readout system: Design and performance. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrom. Detect. Assoc. Equip. 1999, 435, 215–223. [Google Scholar] [CrossRef]
- Alba, B. In-flight performance of the AMS-02 silicon tracker. J. Phys. Conf. Ser. 2013, 409, 012032. [Google Scholar] [CrossRef]
- Ambrosi, G.; Burger, W.; Oliva, A. The AMS-02 silicon tracker: Recent results and current status. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrom. Detect. Assoc. Equip. 2010, 617, 471–472. [Google Scholar] [CrossRef]
- Chang, J.; Ambrosi, G. The DArk Matter Particle Explorer mission. Astropart. Phys. 2017, 95, 6–24. [Google Scholar] [CrossRef]
- Azzarello, P.; Ambrosi, G.; Asfandiyarov, R.; Bernardini, P.; Bertucci, B.; Bolognini, A.; Cadoux, F.; Caprai, M.; De Mitri, I.; Domenjoz, M.; et al. The DAMPE silicon–tungsten tracker. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrom. Detect. Assoc. Equip. 2016, 831, 378–384. [Google Scholar] [CrossRef]
- Tykhonov, A.; Ambrosi, G.; Asfandiyarov, R.; Azzarello, P.; Bernardini, P.; Bertucci, B.; Bolognini, A.; Cadoux, F.; D’Amone, A.; De Benedittis, A.; et al. In-flight performance of the DAMPE silicon tracker. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrom. Detect. Assoc. Equip. 2019, 924, 309–315. [Google Scholar] [CrossRef]
- Azzarello, P.; Cadoux, F.; Favre, Y.; Iizawa, T.; Kole, M.; Lamarra, D.; Paniccia, M.; Stauffer, J.; Wu, X.; Xie, P.; et al. Development of a penetrating particle Analyzer for high-energy radiation measurements in deep space and interplanetary missions. In Proceedings of the International Astronautical Congress, IAC, Online, 12–14 October 2020. [Google Scholar]
- Ambrosi, G.; Azzarello, P.; Bergmann, B.; Bertucci, B.; Cadoux, F.; Duranti, M.; Ionica, M.; Kole, M.; Paniccia, M.; Plainaki, C.; et al. The Penetrating particle ANalyzer (PAN) instrument for measurements of low energy cosmic rays. In Proceedings of the 2019 IEEE Nuclear Science Symposium and Medical Imaging Conference (NSS/MIC), Manchester, UK, 26 October–2 November 2019; pp. 1–8. [Google Scholar]
- Perrina, C.; Ambrosi, G.; Azzarello, P.; Cadoux, F.; Catanzani, E.; Favre, Y.; La Marra, D.; Silvestre, G.; Wang, J.; Wu, X. The Tracking System of HERD. In Proceedings of the 36th International Cosmic Ray Conference—PoS(ICRC2019), Madison, WI, USA, 24 July–1 August 2019; Volume 358, p. 122. [Google Scholar] [CrossRef]
- Dong, Y.; Zhang, S.; Ambrosi, G. Overall Status of the High Energy Cosmic Radiation Detection Facility Onboard the Future China’s Space Station. In Proceedings of the 36th International Cosmic Ray Conference—PoS(ICRC2019), Madison, WI, USA, 24 July–1 August 2019; Volume 358, p. 062. [Google Scholar] [CrossRef]
- Zhang, S.N.; Adriani, O.; Albergo, S.; Ambrosi, G. The high energy cosmic-radiation detection (HERD) facility onboard China’s Space Station. In Space Telescopes and Instrumentation 2014: Ultraviolet to Gamma Ray; Takahashi, T., den Herder, J.W.A., Bautz, M., Eds.; SPIE: Bellingham, DC, USA, 2014. [Google Scholar] [CrossRef]
- Adriani, O.; Altomare, C.; Ambrosi, G. Design of an Antimatter Large Acceptance Detector In Orbit (ALADInO). Instruments 2022, 6, 19. [Google Scholar] [CrossRef]
- Battiston, R.; Bertucci, B. High precision particle astrophysics as a new window on the universe with an Antimatter Large Acceptance Detector In Orbit (ALADInO). Exp. Astron. 2021, 51, 1299–1330. [Google Scholar] [CrossRef]
- Sarafin, T.; Larson, W. Spacecraft Structures and Mechanisms: From Concept to Launch; Space Technology Library, Springer: Cham, Switzerland, 1995. [Google Scholar]
- Wijker, J. Spacecraft Structures; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Buckland, M. Development of the ITS3: A bent-silicon vertex detector for ALICE in the LHC Run 4. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrom. Detect. Assoc. Equip. 2022, 1039, 166875. [Google Scholar] [CrossRef]
- Dinu, N.; Fiandrini, E. Electrical characterization of the large amount of silicon sensors for alpha magnetic spectrometer (ams) tracker. In Proceedings of the 20th IEEE Instrumentation Technology Conference, Vail, CO, USA, 20–22 May 2003; Volume 1, pp. 786–791. [Google Scholar] [CrossRef]
- Sauli, F. Instrumentation in High Energy Physics; World Scientific: Singapore, 1992. [Google Scholar] [CrossRef]
- Thomsen, E.V.; Reck, K.; Skands, G.; Bertelsen, C.; Hansen, O. Silicon as an anisotropic mechanical material: Deflection of thin crystalline plates. Sens. Actuators A Phys. 2014, 220, 347–364. [Google Scholar] [CrossRef]
- Newnham, R. Properties of Materials: Anisotropy, Symmetry, Structure; OUP Oxford: Oxford, UK, 2005. [Google Scholar]
- Petersen, K. Silicon as a mechanical material. Proc. IEEE 1982, 70, 420–457. [Google Scholar] [CrossRef]
- Bolognini, A. Development and Testing of the DAMPE Silicon Tracker Mechanical Structure. Ph.D. Thesis, Università degli Studi di Perugia, Perugia, Italy, 2015. [Google Scholar]
- Rao, S. Mechanical Vibration, 3rd ed.; Addison-Wesley: Miami, FL, USA, 1995. [Google Scholar]
- Tomac, I.; Slavič, J. Damping identification based on a high-speed camera. Mech. Syst. Signal Process. 2022, 166, 108485. [Google Scholar] [CrossRef]
- Ruzzene, M.; Fasana, A.; Garibaldi, L.; Piombo, B. Natural Frequencies and Dampings Identification Using Wavelet Transform: Application to Real Data. Mech. Syst. Signal Process. 1997, 11, 207–218. [Google Scholar] [CrossRef]
- Arora, V. Structural damping identification method using normal FRFs. Int. J. Solids Struct. 2014, 51, 133–143. [Google Scholar] [CrossRef]
- Marchetti, F.; Ege, K.; Leclere, Q.; Roozen, N. Structural damping definitions of multilayered plates. In Proceedings of the ISMA2020-USD2020, Virtually, 7–9 September 2020; pp. 133–143. [Google Scholar]
- Preumont, A. Random Vibration and Spectral Analysis, 1st ed.; Kluwer Academic Publisher: Dodrecht, The Netherlands, 2010. [Google Scholar]
- Braccesi, C.; Cianetti, F.; Palmieri, M.; Zucca, G. The importance of dynamic behaviour of vibrating systems on the response in case of non-Gaussian random excitations. Procedia Struct. Integr. 2018, 12, 224–238. [Google Scholar] [CrossRef]
- Palmieri, M.; Slavič, J.; Cianetti, F. Single-process 3D-printed structures with vibration durability self-awareness. Addit. Manuf. 2021, 47, 102303. [Google Scholar] [CrossRef]
- Bendat, S.; Piersol, G. Random Data: Analysis and Measurement Procedures, 4th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Palmieri, M.; Cianetti, F.; Zucca, G.; Morettini, G.; Braccesi, C. Spectral analysis of sine-sweep vibration: A fatigue damage estimation method. Mech. Syst. Signal Process. 2021, 157, 107698. [Google Scholar] [CrossRef]
- Honma, A. Lessons Learned from the Module Production for the First CMS Silicon Tracker. Instruments 2022, 6, 73. [Google Scholar] [CrossRef]
- Viens, M. General Environmental Verification Standard (GEVS) for GSFC Flight Programs and Projects; NASA Goddard Space Flight Center: Greenbelt, MD, USA, 2021.
- The European Cooperation for Space Standardization (ECSS). Space Engineering, Spacecraft Mechanical Loads Analysis Handbook; ESA Requirements and Standards Division: Noordwijk, The Netherlands, 2004. [Google Scholar]
- SPACE-X. Falcon 9 Launch Vehicle Payload User’s Guide 2011. Available online: https://www.spacex.com/media/falcon-users-guide-2021-09.pdf (accessed on 1 November 2023).



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Max Stress |
|---|---|
| 1 | 187.4 |
| 2 | 305.1 |
| 3 | 272.8 |
| 4 | 220.2 |
| 5 | 384.3 |
| 6 | 236.3 |
| 7 | 208.8 |
| 8 | 293.6 |
| 9 | 151.5 |
| Max | 384.37 |
| Min | 151.6 |
| Sample | Max Strain |
|---|---|
| 1 | −0.0015 |
| 2 | −0.0019 |
| 3 | −0.0010 |
| Max | −0.00102 |
| Min | −0.0019 |
| Sample | E |
|---|---|
| 1 | 142,996.0 |
| 2 | 151,949.7 |
| 3 | 131,619.0 |
| 4 rep1 | 159,680.2 |
| 4 rep2 | 151,574.8 |
| 4 rep3 | 154,870.3 |
| 4 rep4 | 159,155.2 |
| 4 rep5 | 151,675.6 |
| 5 rep1 | 135,986.4 |
| 5 rep2 | 139,668.3 |
| 5 rep3 | 135,712.0 |
| 5 rep4 | 134,508.5 |
| 5 rep5 | 139,795.8 |
| 6 rep1 | 121,552.2 |
| 6 rep2 | 124,688.9 |
| 6 rep3 | 121,231.5 |
| 6 rep4 | 116,789.3 |
| 6 rep5 | 118,367.0 |
| 7 rep1 | 146,106.7 |
| 7 rep2 | 146,901.6 |
| 7 rep3 | 145,125.7 |
| 7 rep4 | 151,382.1 |
| 7 rep5 | 150,104.5 |
| Max | 159,680.2 |
| Min | 116,789.3 |
| Property | Mean () | Standard Deviation () | Sample Size |
|---|---|---|---|
| Density | 2392 | 69.5 | 11 |
| Max Stress (MPa) | 251.15 | 70.60 | 9 |
| Max Strain (%) | 0.1457 | 0.0430 | 3 |
| Young Modulus (GPa) | 142.19 | 10.19 | 8 (23 reps.) |
| Property | Mean () | Standard Deviation () | Sample Size |
|---|---|---|---|
| Pull Force at break point | 12.47 | 1.80 | 515 |
| Test Sample | Max. RMS X (g) |
Max. RMS Y (g) | Max. RMS Z (g) |
Max. Shock (% of NASA Reference) |
|---|---|---|---|---|
| 1 | 17 | 17 | 30 | 90%—450 g |
| 2 | 17 | 17 | 40 | 70%—350 g |
| 3 | 17 | 17 | 40 | 90%—450 g |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mancini, E.; Mussolin, L.; Morettini, G.; Palmieri, M.; Ionica, M.; Silvestre, G.; Cadoux, F.; Staffa, A.; Ambrosi, G.; Cianetti, F.; et al. Collection of Silicon Detectors Mechanical Properties from Static and Dynamic Characterization Test Campaigns. Instruments 2023, 7, 46. https://doi.org/10.3390/instruments7040046
Mancini E, Mussolin L, Morettini G, Palmieri M, Ionica M, Silvestre G, Cadoux F, Staffa A, Ambrosi G, Cianetti F, et al. Collection of Silicon Detectors Mechanical Properties from Static and Dynamic Characterization Test Campaigns. Instruments. 2023; 7(4):46. https://doi.org/10.3390/instruments7040046
Chicago/Turabian StyleMancini, Edoardo, Lorenzo Mussolin, Giulia Morettini, Massimiliano Palmieri, Maria Ionica, Gianluigi Silvestre, Franck Cadoux, Agnese Staffa, Giovanni Ambrosi, Filippo Cianetti, and et al. 2023. "Collection of Silicon Detectors Mechanical Properties from Static and Dynamic Characterization Test Campaigns" Instruments 7, no. 4: 46. https://doi.org/10.3390/instruments7040046
APA StyleMancini, E., Mussolin, L., Morettini, G., Palmieri, M., Ionica, M., Silvestre, G., Cadoux, F., Staffa, A., Ambrosi, G., Cianetti, F., Braccesi, C., Farnesini, L., Caprai, M., Scolieri, G., Petrucci, R., & Torre, L. (2023). Collection of Silicon Detectors Mechanical Properties from Static and Dynamic Characterization Test Campaigns. Instruments, 7(4), 46. https://doi.org/10.3390/instruments7040046