The Design of an Infeed Cylindrical Grinding Cycle


Abstract
:1. Introduction
2. Cylindrical Grinding System
2.1. Models of Grinding Systems
2.2. The Modeling of the Infeed Cylindrical Grinding System
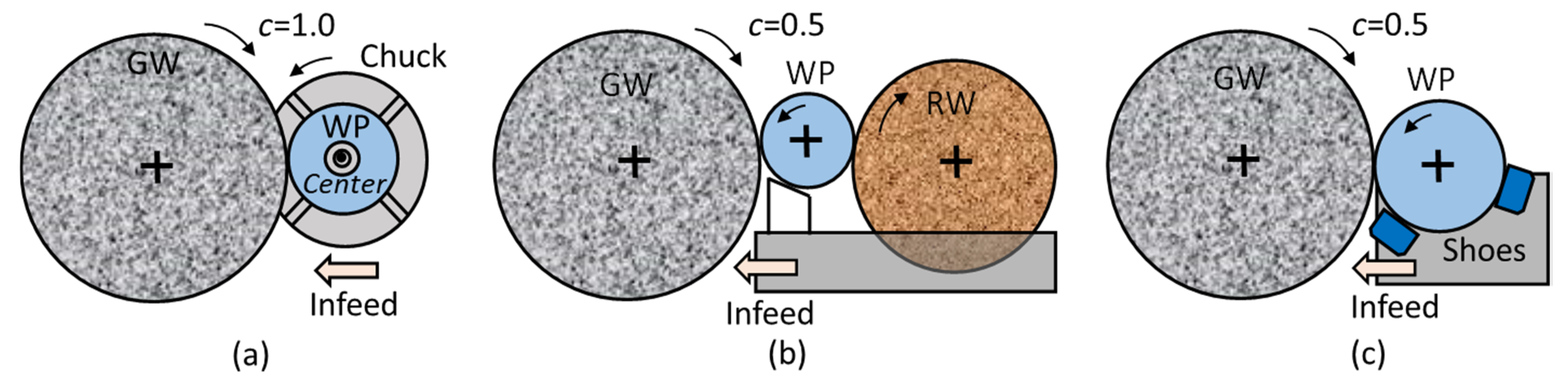
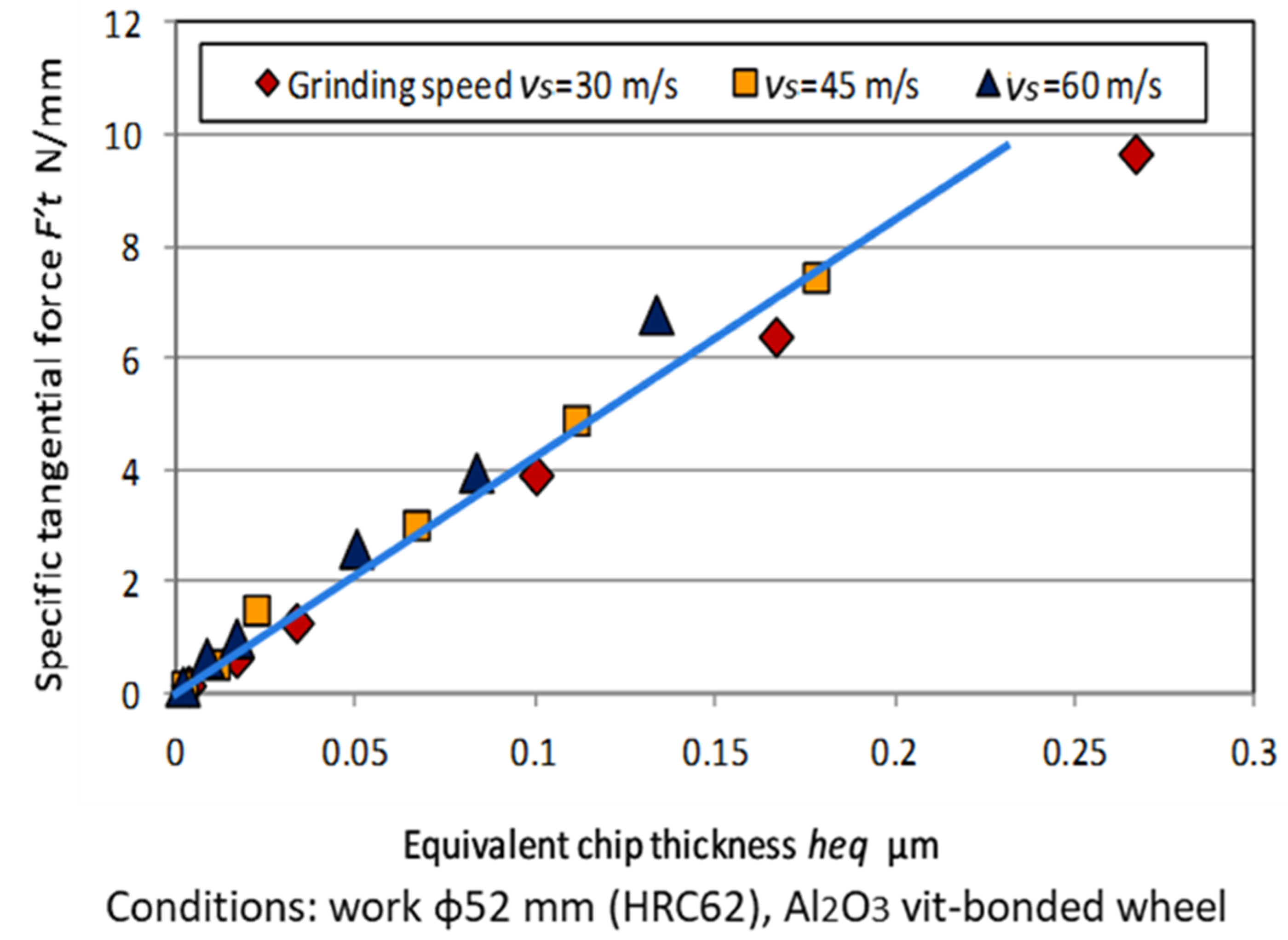
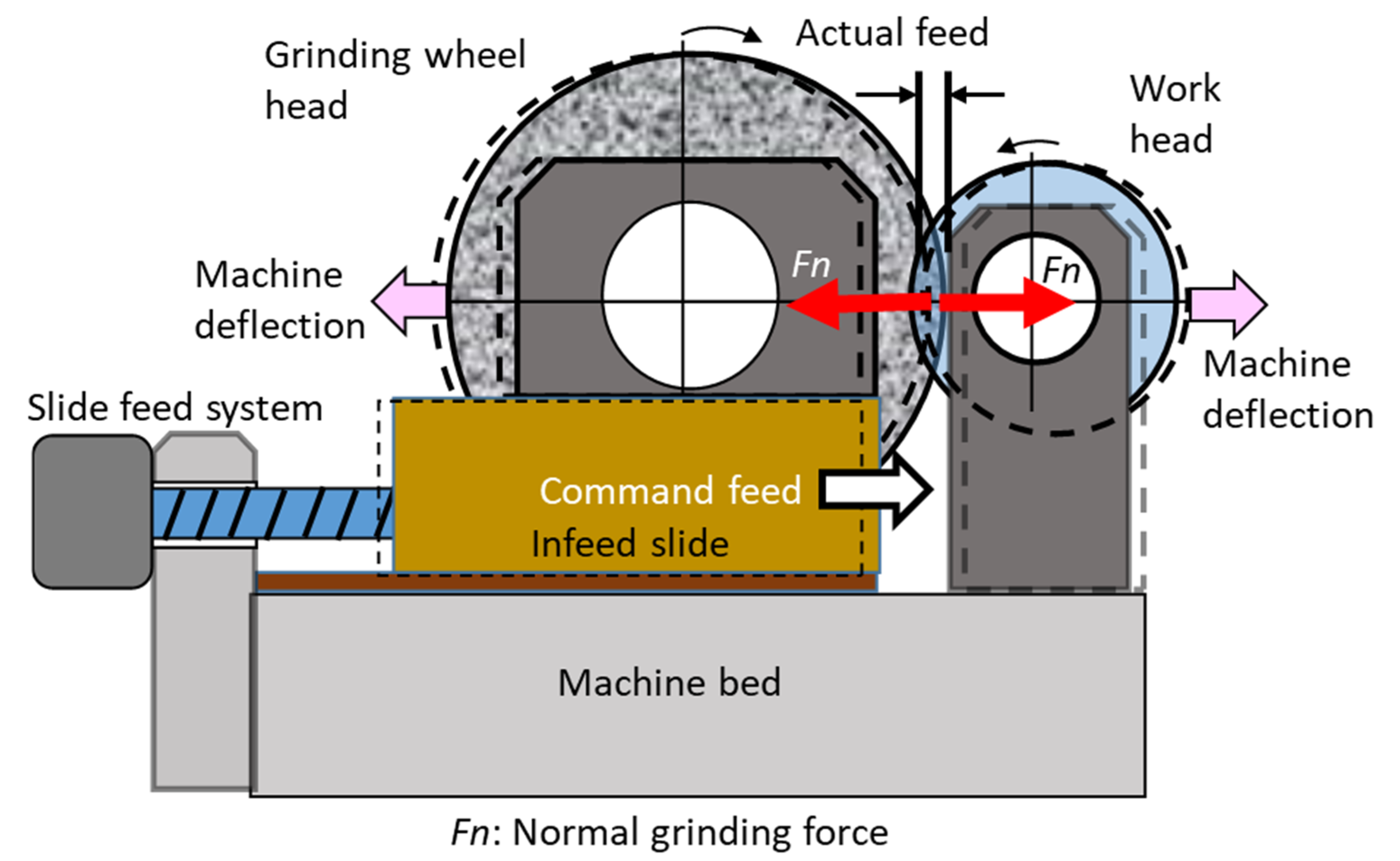
2.2.1. The Fundamentals of Infeed Cylindrical Grinding
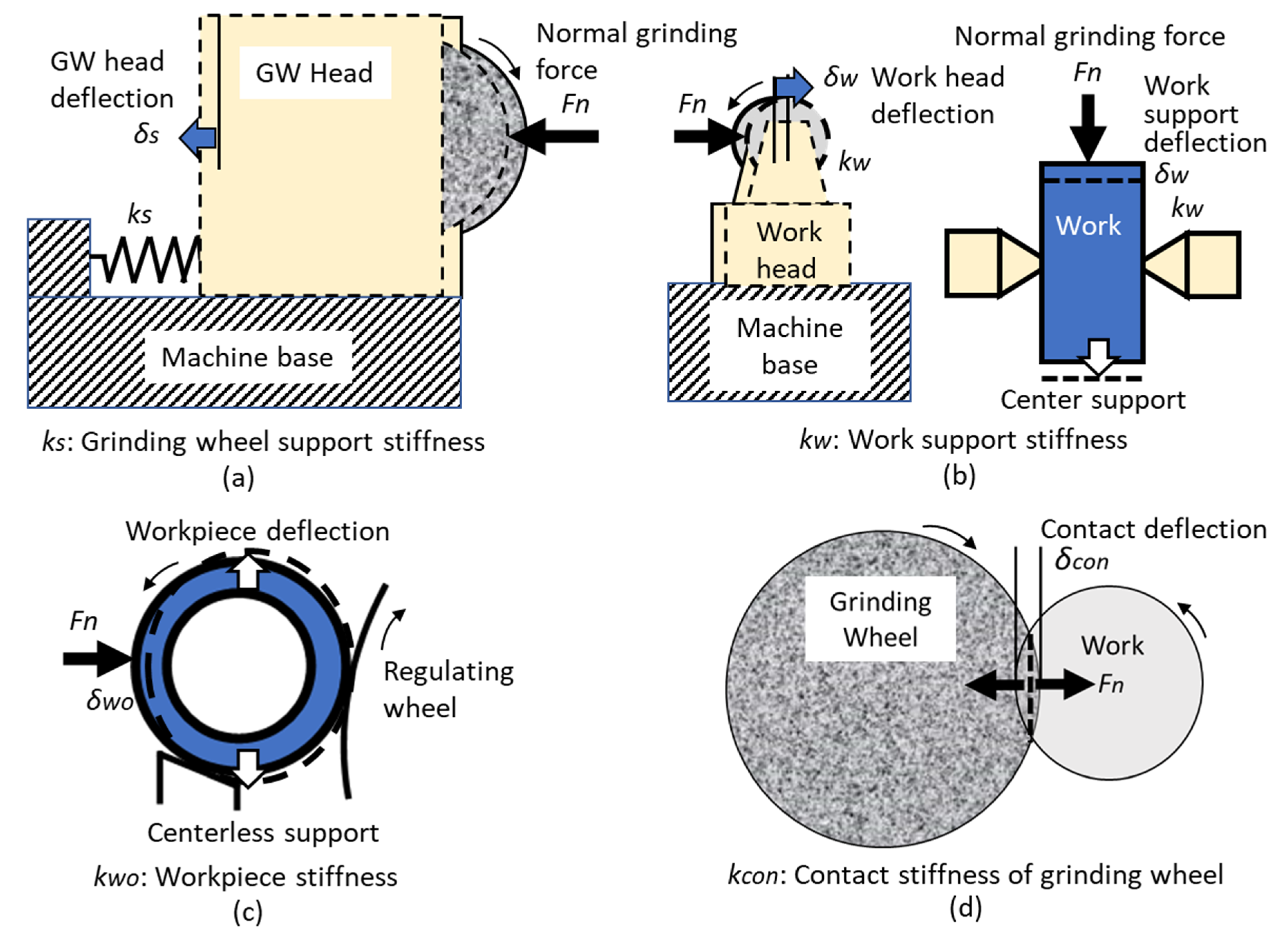
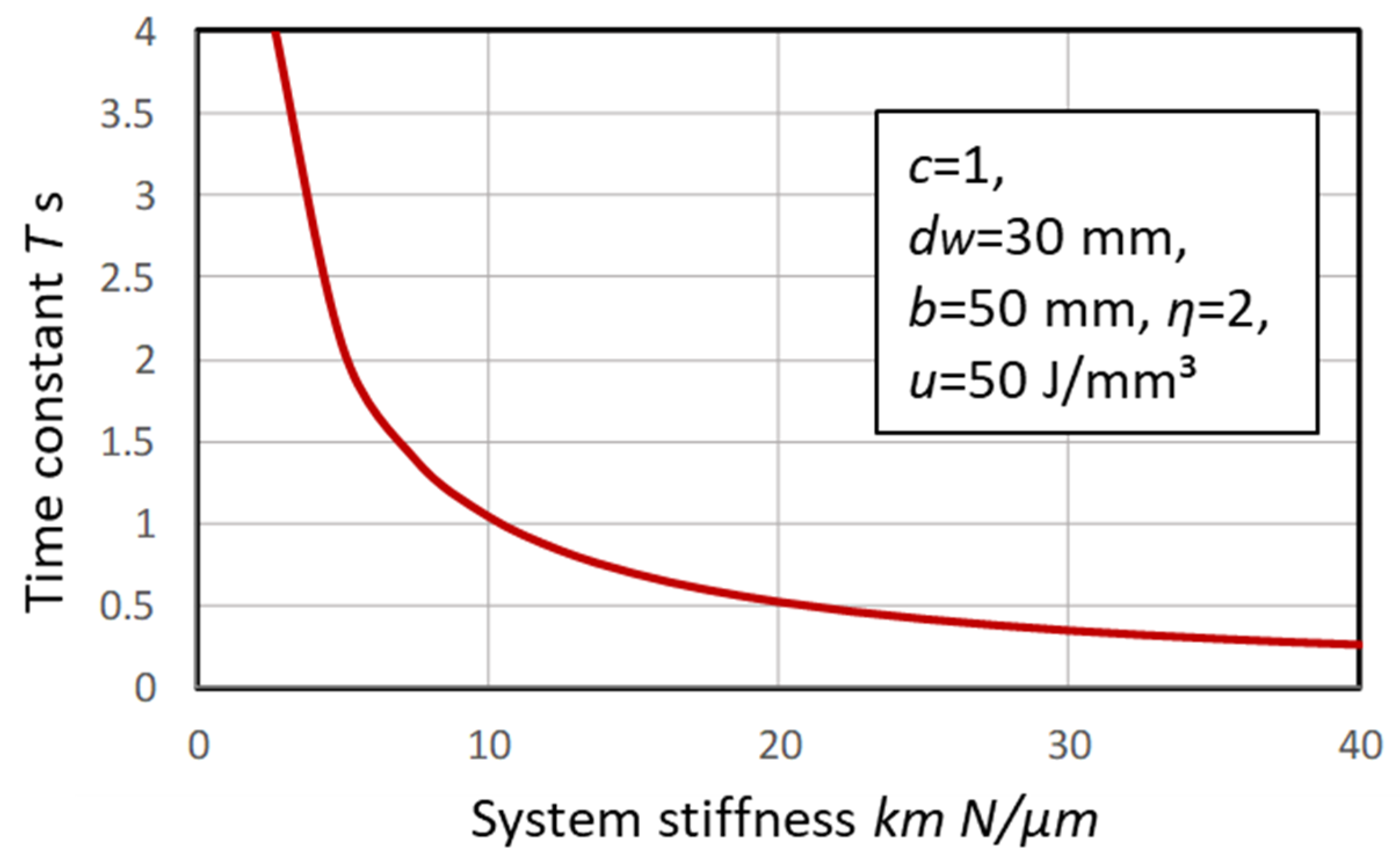
2.2.2. Machine Stiffness in the Grinding System
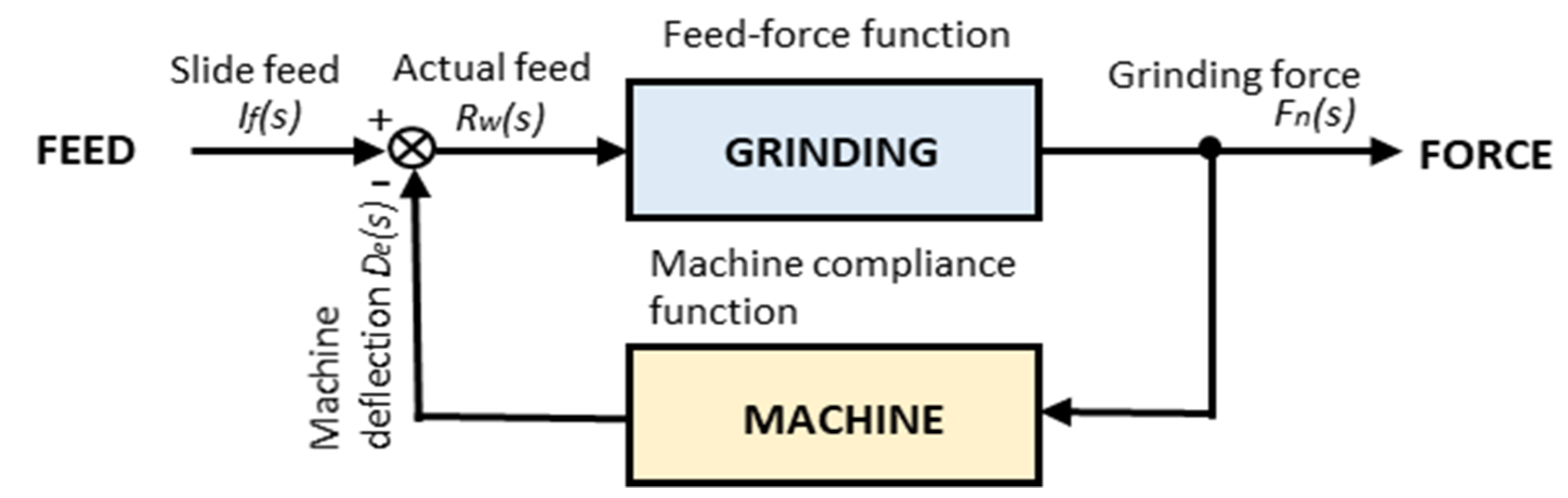
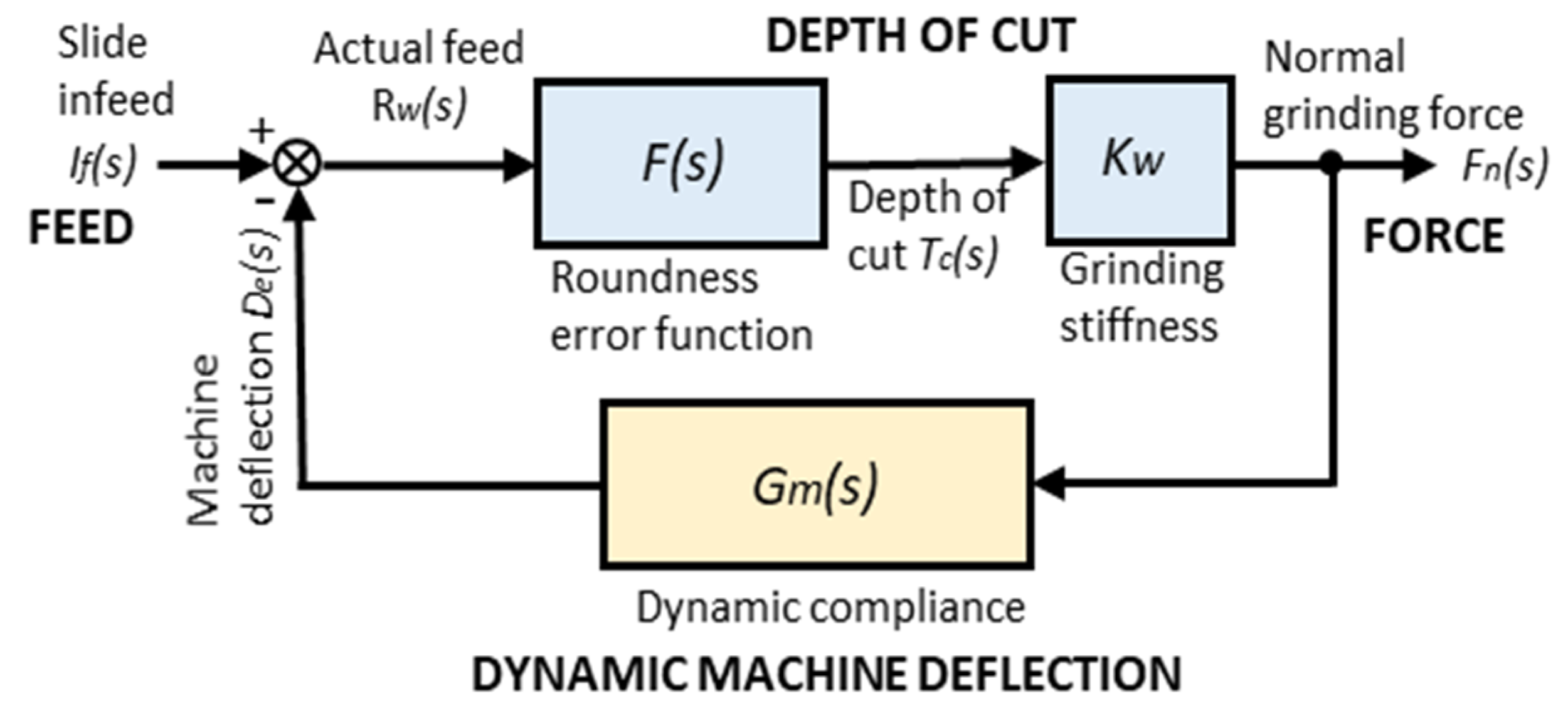
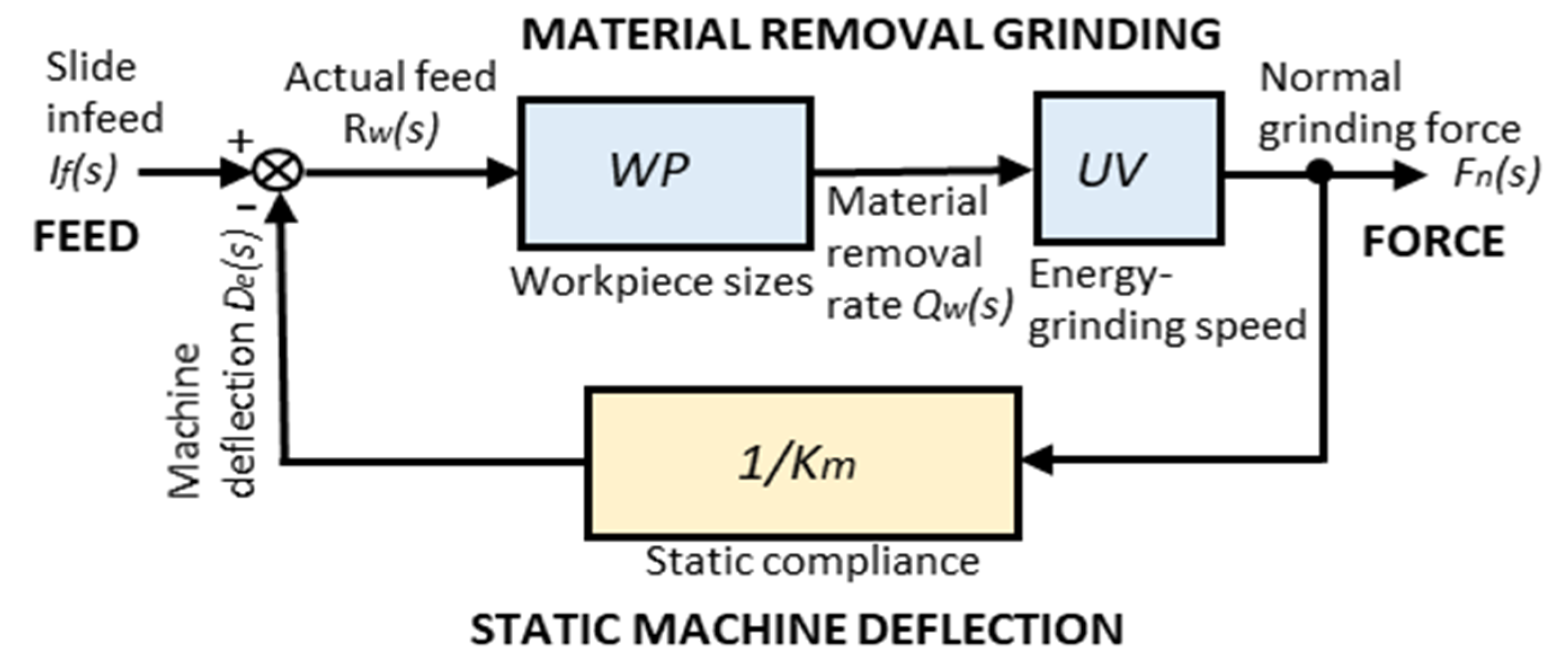
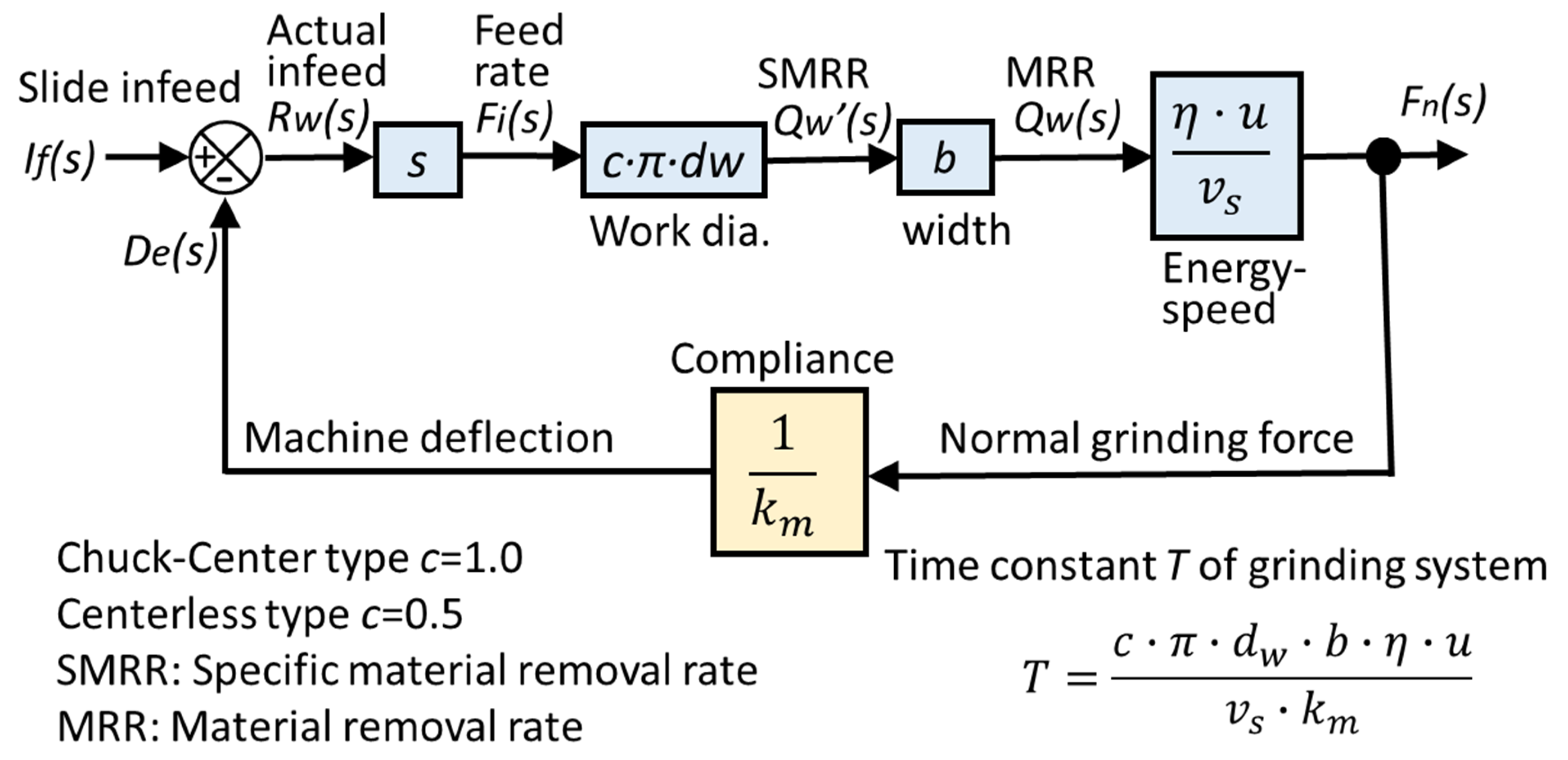
2.3. The Block Diagram of a Cylindrical Grinding System
3. Responses to Command Infeed in a Cylindrical Grinding System
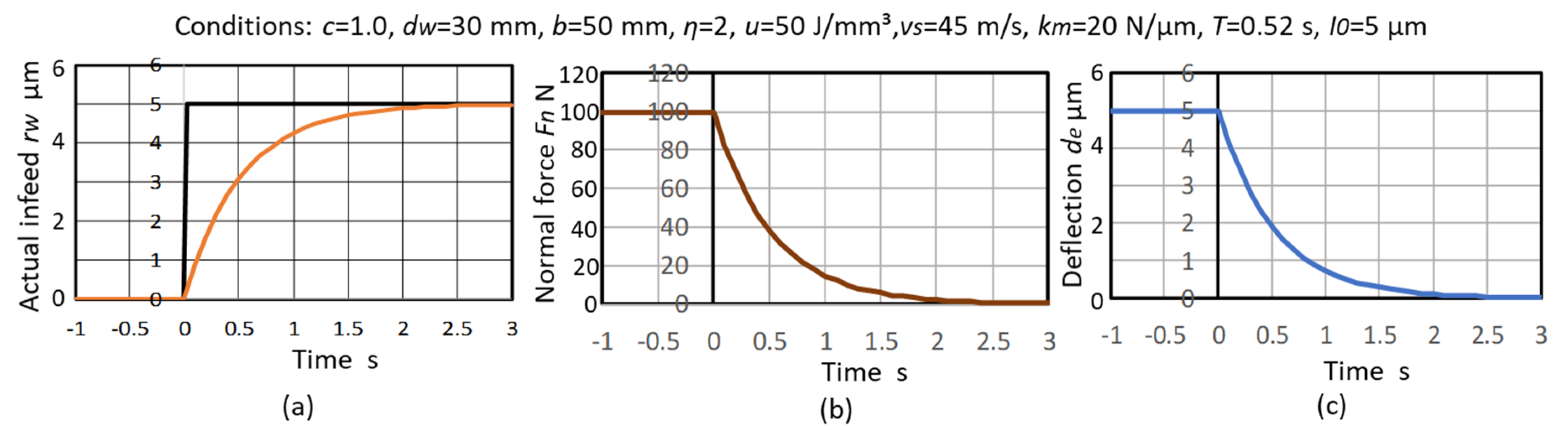
3.1. Responses to Step Infeed (Spark-Out Grinding)
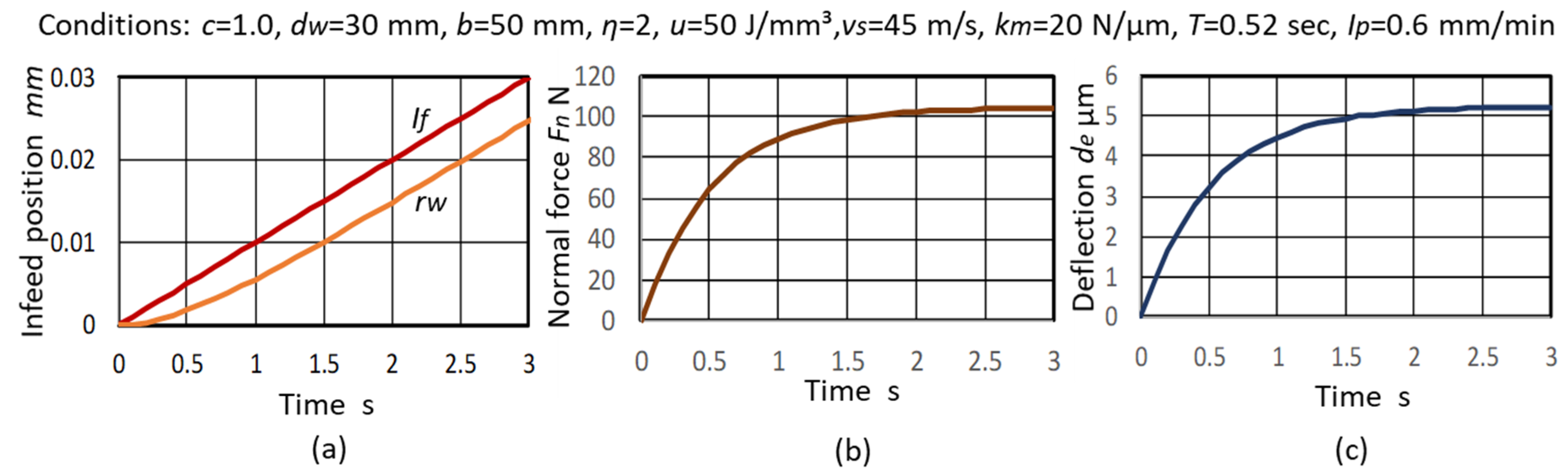
3.2. Responses to Ramp Infeed (Plunge Grinding)
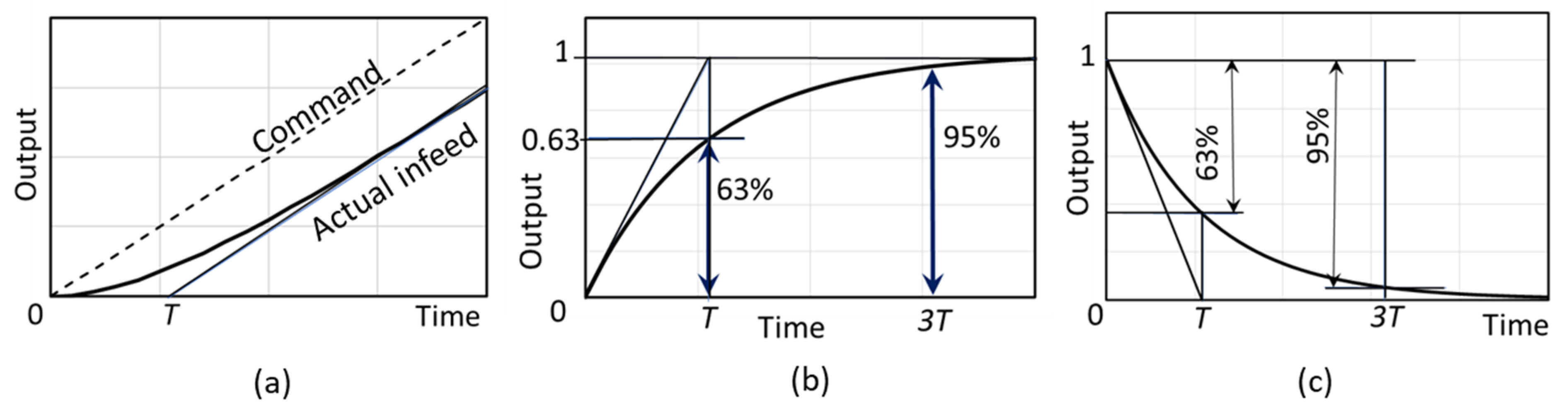
3.3. The Effects of the Time Constant on Infeed Grinding Processes
4. Grinding Cycle Design
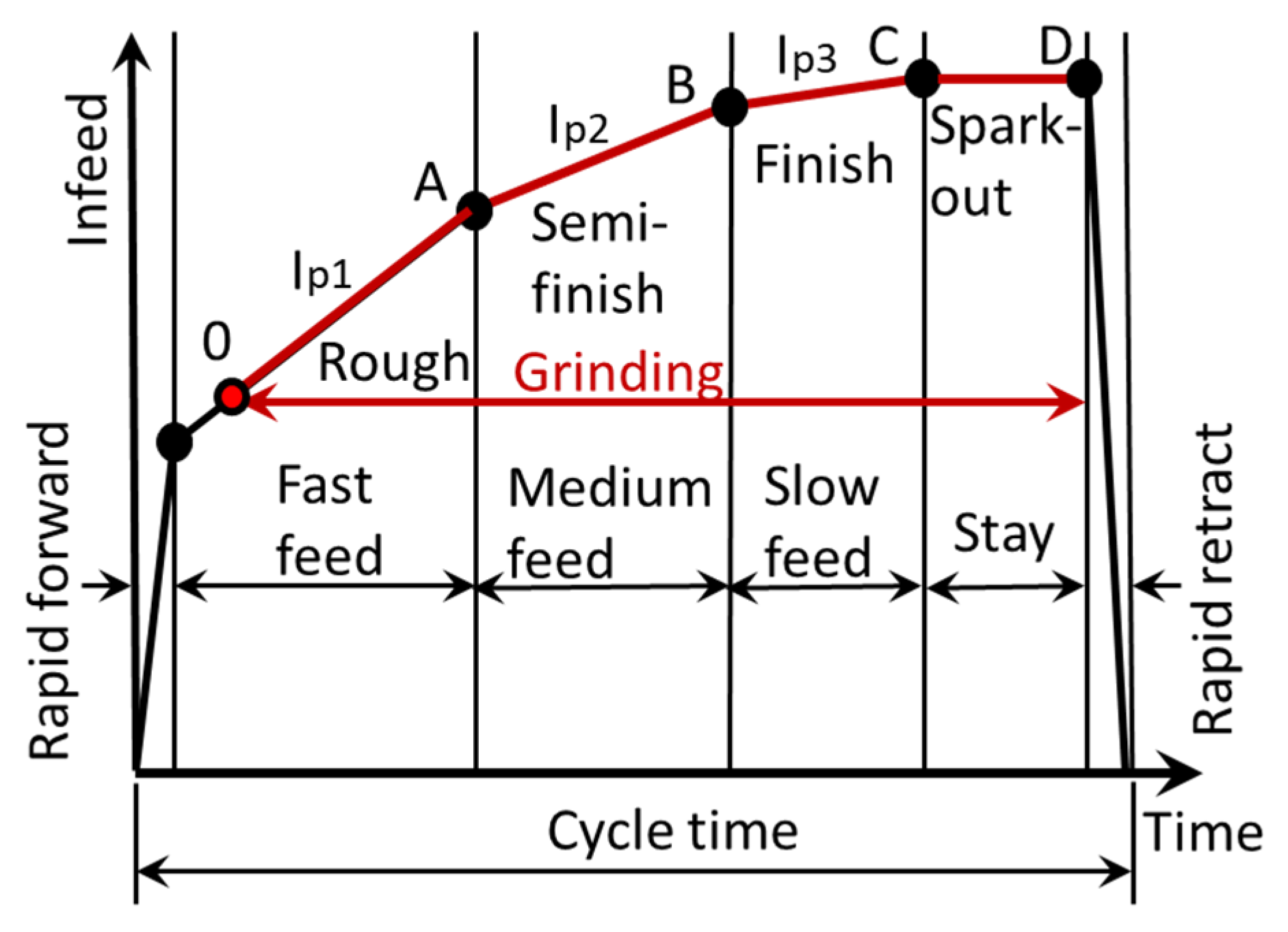
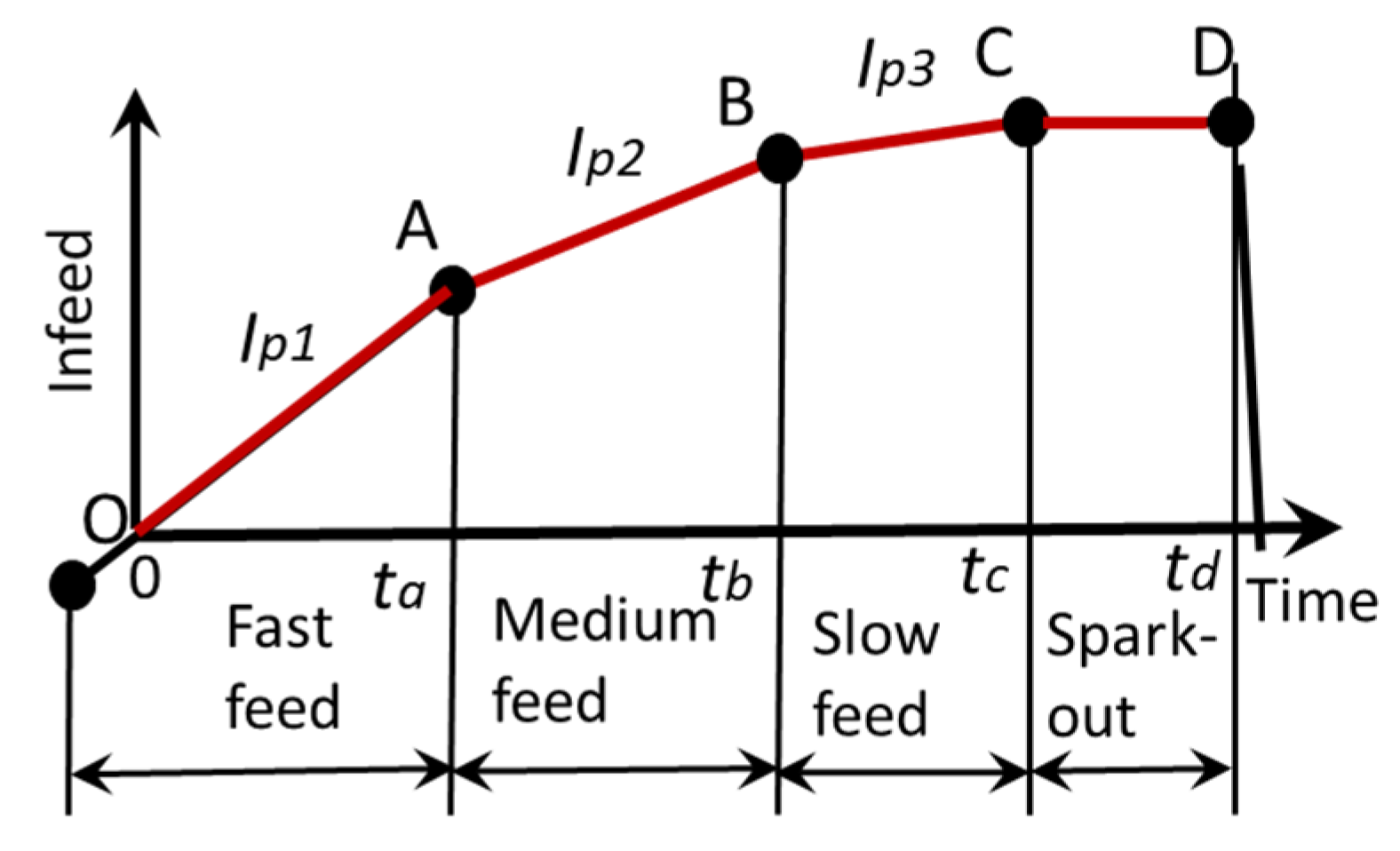
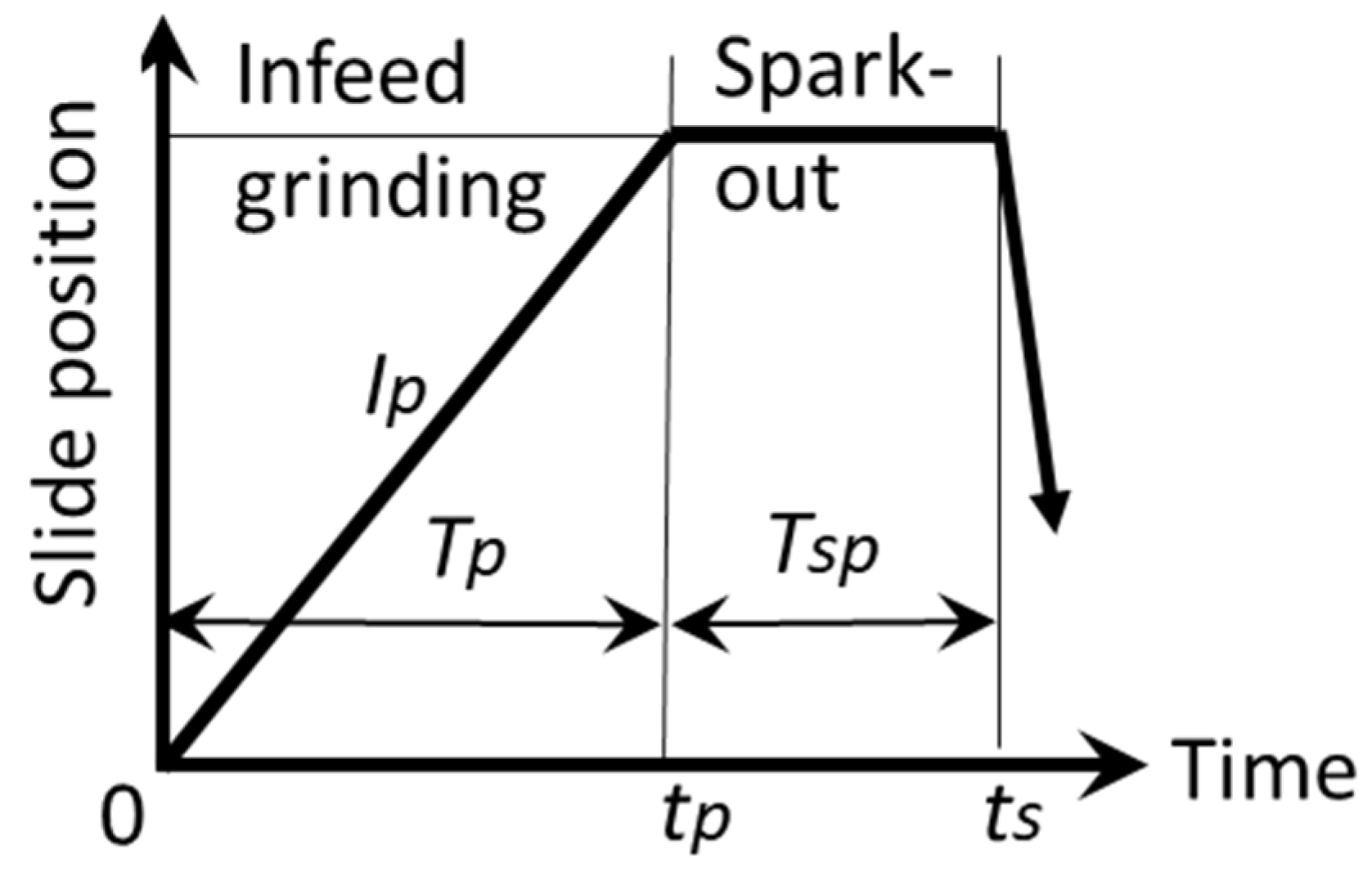
4.1. Grinding Cycle
- i.
- Actual relative approaches between the grinding wheel and workpiece.
- ii.
- Actual infeed rates.
- iii.
- Grinding forces.
- iv.
- Elastic deflection of grinding machine.
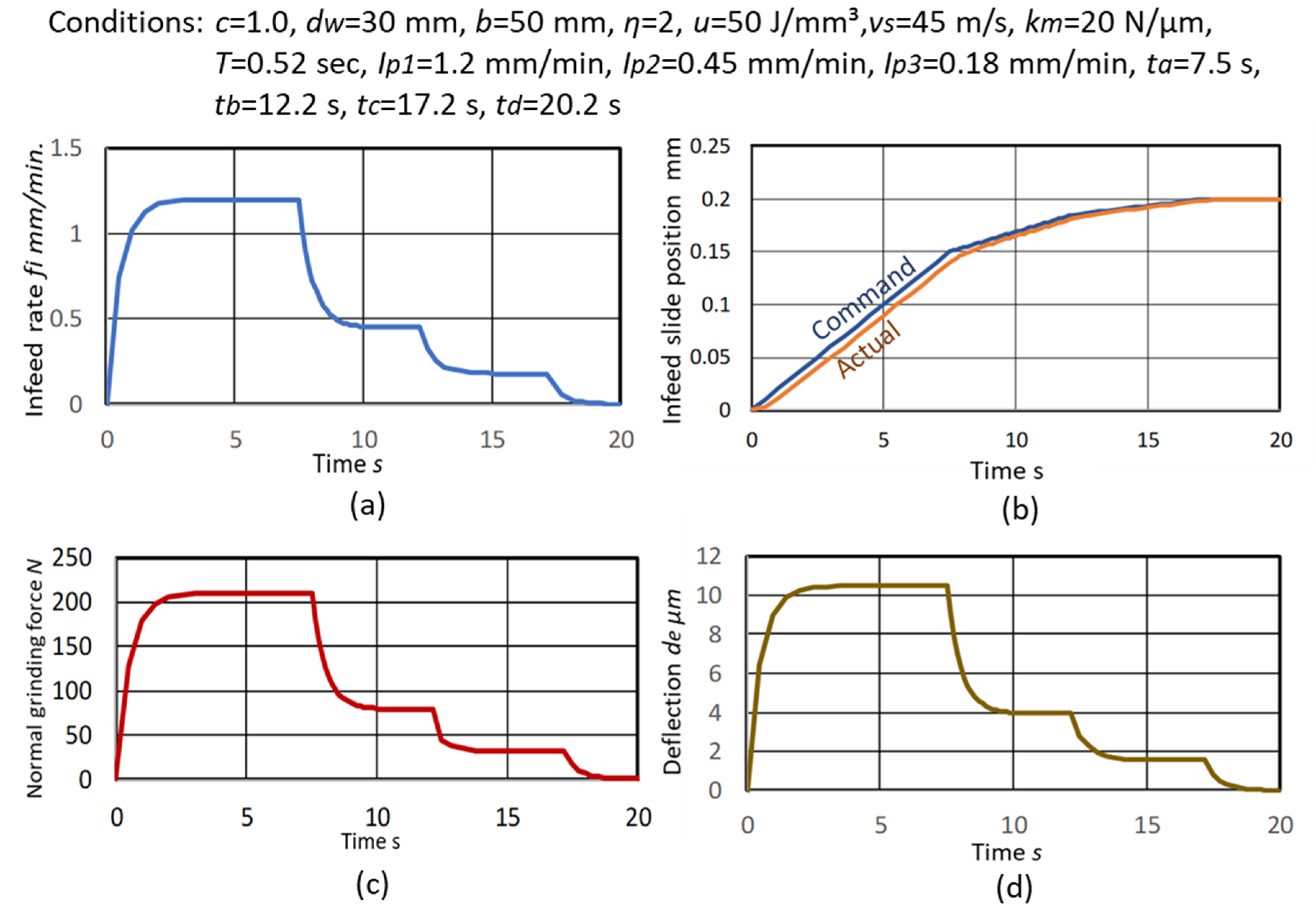
4.2. Analysis of Infeed Grinding Processes
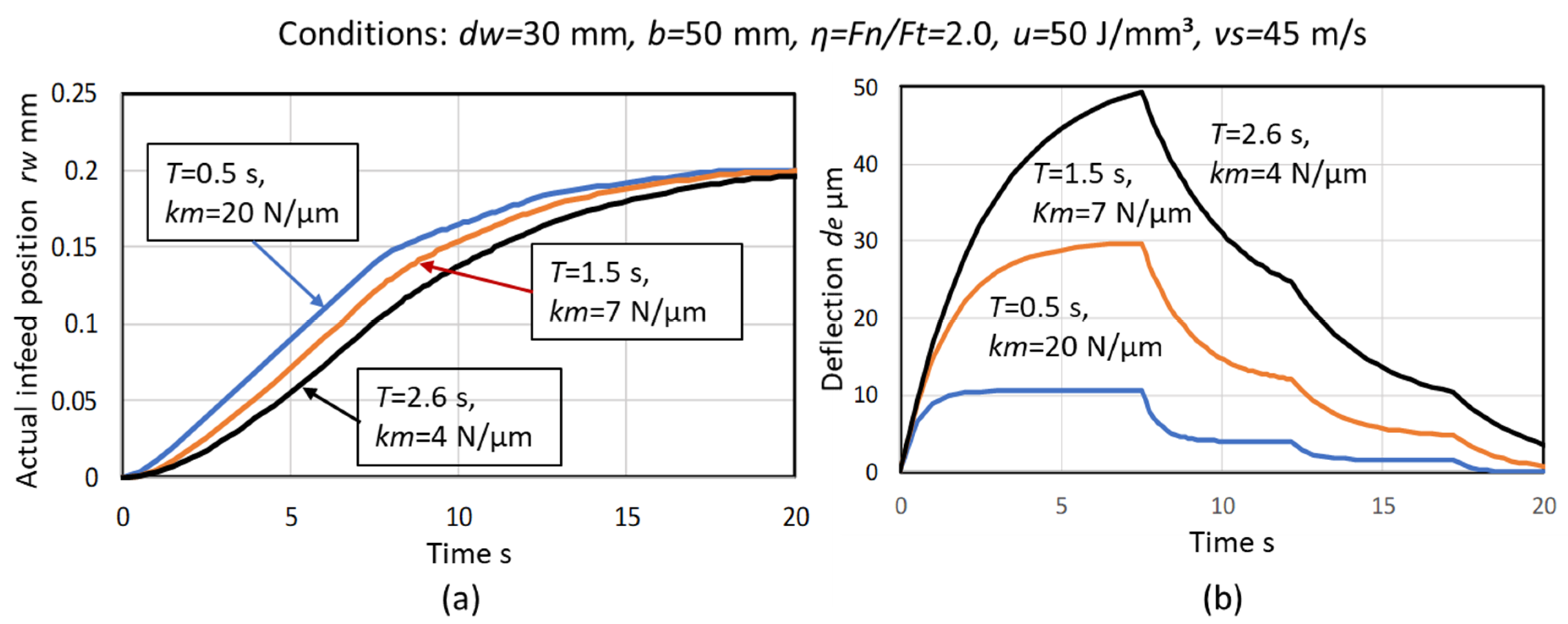
4.3. The Influence of the Time Constant on the Grinding Cycle
5. Grinding Accuracy and Stock Assignments
5.1. Size Error
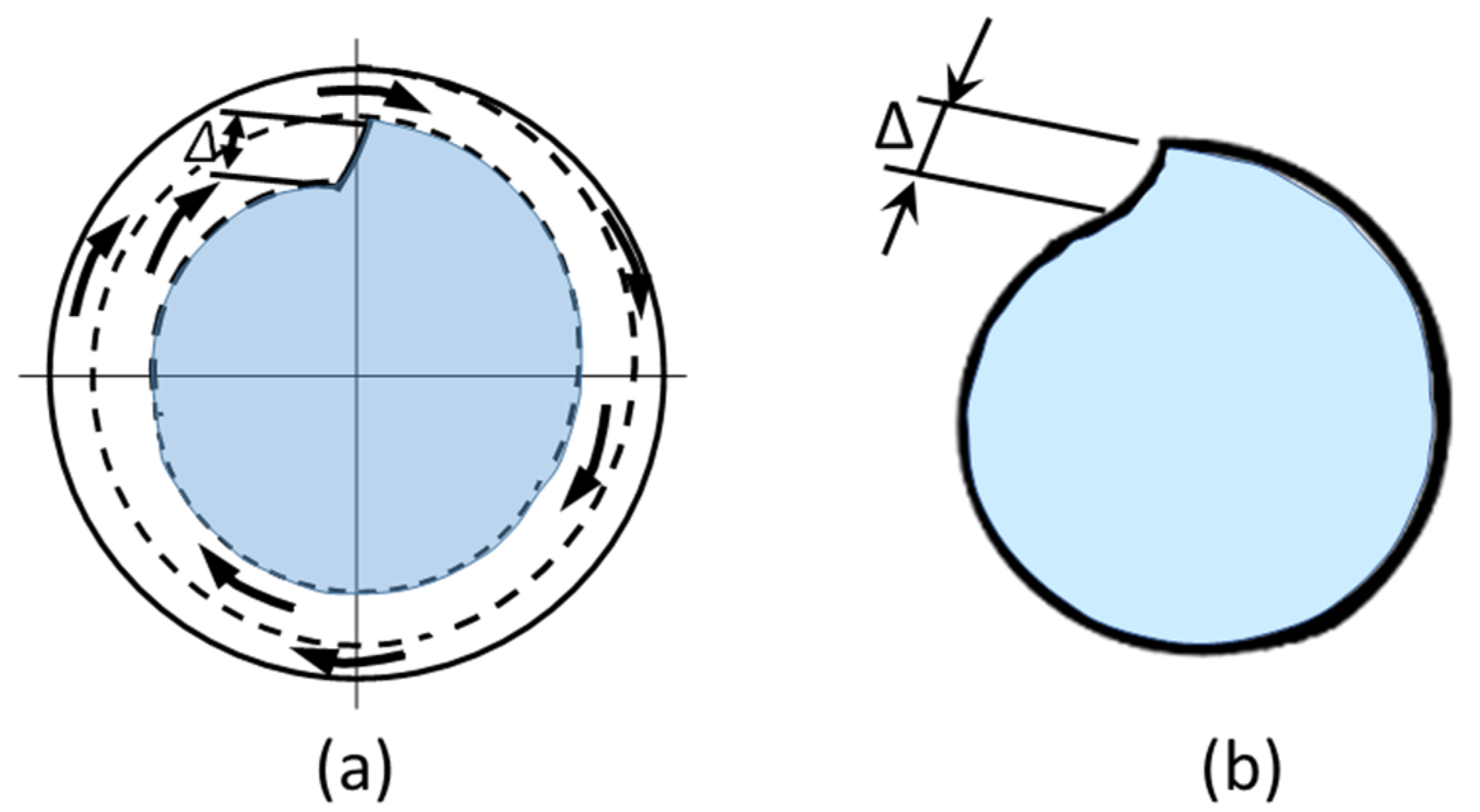
5.2. Roundness
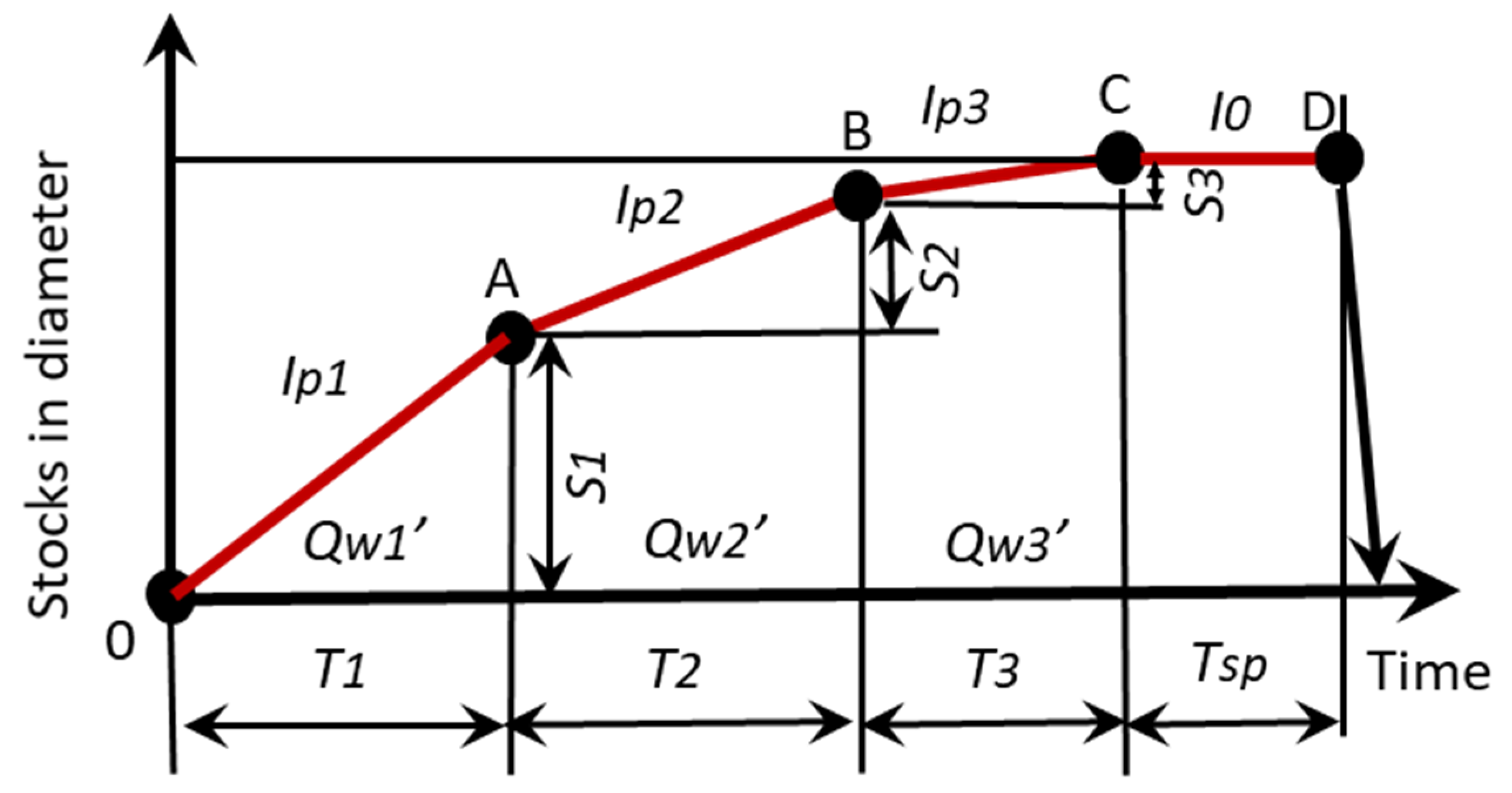
5.3. Grinding Stock Assignments and SMRR
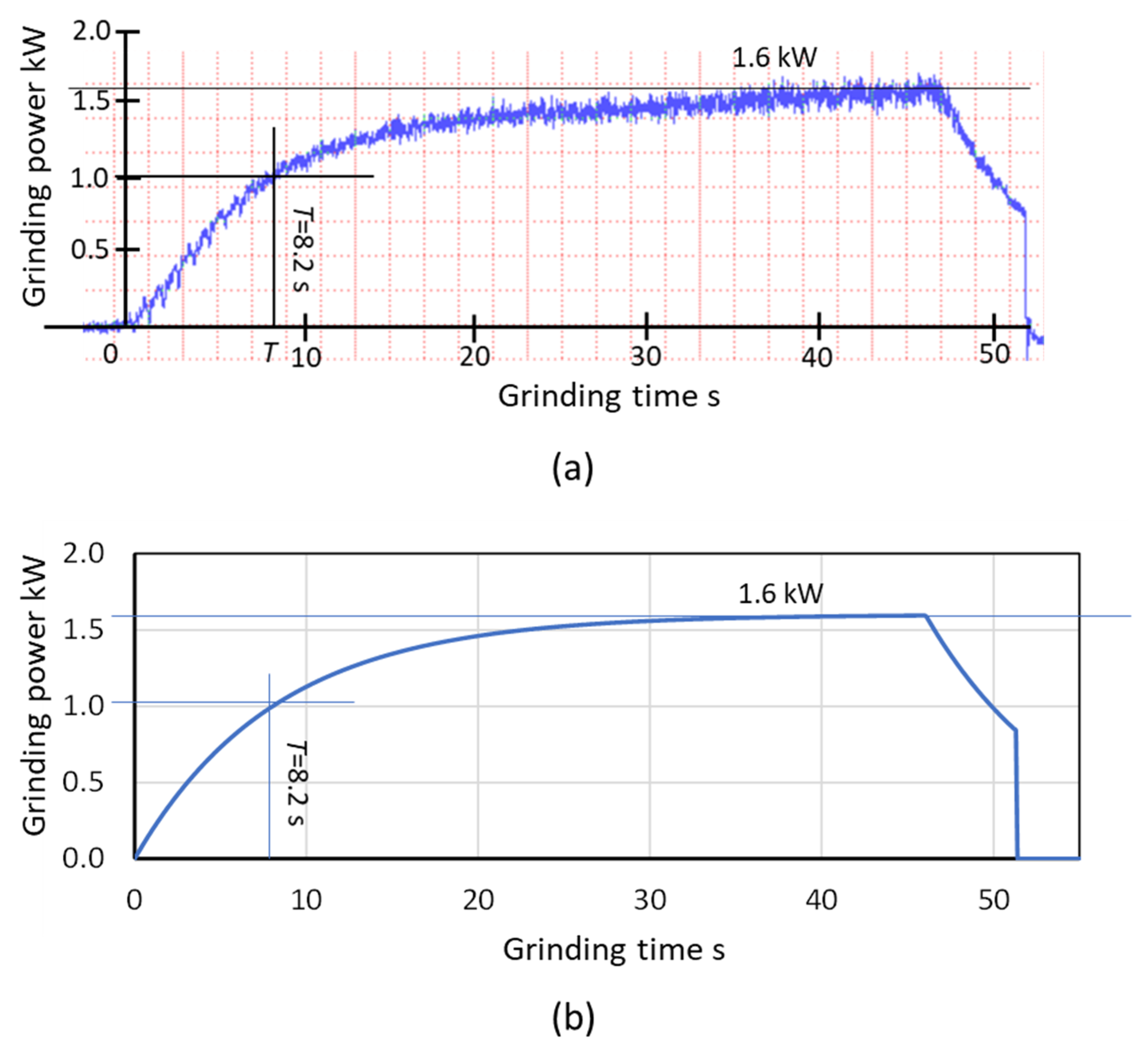
6. Experimental Tests and Simulations
7. Conclusions
- (1)
- In infeed cylindrical grinding, including the centerless methods, the causalities between the grinding fundamentals and the machine characteristics can be clarified, and from that a model of a new system represented by a block diagram with closed-loop feedback can be proposed.
- (2)
- From the characteristic equations of the proposed grinding system, a factor called the “grinding time constant” was revealed. This time constant was found to play a critical role in the infeed process and in spark-out grinding.
- (3)
- Formulas presenting process parameters such as grinding forces and machine deflection were derived, and the procedures for the grinding cycle design were created.
- (4)
- Practical exercises for improving size error, roundness and cycle time in infeed cylindrical grinding were developed and described.
- (5)
- The model was verified by performing grinding tests on both the cylindrical and centerless grinding methods.
Funding
Conflicts of Interest
Nomenclature
| s | Laplace operator | T | Grinding time constant |
| Deflection of machine in s-domain | Grinding time | ||
| Rounding error in s-domain | Infeed grinding time | ||
| Actual infeed rate in s-domain | Spark-out time | ||
| Normal grinding force in s-domain | UV | Energy-grinding speed function | |
| Dynamic compliance in s-domain | WP | Workpiece | |
| (s) | Command infeed in s-domain | b | Width of workpiece |
| SMRR in s-domain | c | Grinding method parameter | |
| Actual infeed in s-domain | Deflection of grinding machine | ||
| Depth of cut in s-domain | Diameter of workpiece | ||
| C | Constant | Actual infeed rate | |
| Normal grinding force | Equivalent chip thickness | ||
| Tangential grinding force | Contact stiffness of grinding wheel | ||
| ’ | Specific normal grinding force | Stiffness of grinding system | |
| Specific tangential grinding force | Stiffness of wheel support system | ||
| GW | Grinding wheel | Stiffness of work support system | |
| Command infeed | Stiffness of workpiece itself | ||
| Step infeed in slide position | Rotational speed of workpiece | ||
| Constant infeed rate | Actual infeed | ||
| Km | Static stiffness | t | time |
| Kw | Grinding stiffness | u | Specific energy |
| MRR | Material removal rate | Grinding speed | |
| PS | Percentages of stock assignment | Contact deflection of grinding wheel | |
| Grinding power | Deflection of wheel support system | ||
| Material removal rate | Deflection of work itself | ||
| Specific material removal rate | Deflection of work support system | ||
| RW | Regulating wheel | Δ | Depth of cut per revolution |
| S | Grinding stocks in diameter | η | Force ratio (Fn/Ft) |
| SMRR | Specific material removal rate |
Appendix A
Appendix B
References
- Farago, F.T. Abrasive Methods Engineering; Industrial Press: New York, NY, USA, 1980; Volume 1, pp. 3–9. [Google Scholar]
- Schlesinger, G. Die Werkzeugmaschinen: Grundlagen, Berechnung, und Konstruktion; The Machine Tool Industry: Fundamentals, Calculation, and Construction; Springer: Berlin/Heidelberg, Germany, 1936. [Google Scholar]
- Snoeys, R.; Peters, J. The Significance of Chip Thickness in Grinding. CIRP Ann. 1974, 23, 227–237. [Google Scholar]
- Brecker, J.N.; Shaw, M.C. Specific Energy in Single Point Grinding. CIRP Ann. 1974, 23, 93–94. [Google Scholar]
- Malkin, S.; Guo, C. Grinding Technology, 2nd ed.; Industrial Press: New York, NY, USA, 2008; pp. 315–368. [Google Scholar]
- Levin, A.I.; Mashnistov, V.M. Optimization of a Plunge Grinding Cycle. Mach. Tool. 1977, 48, 36. [Google Scholar]
- Lezanski, P.; Rafalowicz, J.; Jedrzejewski, J. An Intelligent Monitoring System for Cylindrical Grinding. CIRP Ann. 1993, 42, 393–396. [Google Scholar] [CrossRef]
- Saljé, E.; Hörsemann, W.; Klyk, M. Grinding of Cylindrical Blanks with Controlled Workspeed. CIRP Ann. 1989, 38, 303–306. [Google Scholar] [CrossRef]
- Tönshoff, H.; Peters, J.; Inasaki, I.; Paul, T. Modelling and Simulation of Grinding Processes. CIRP Ann. 1992, 41, 677–688. [Google Scholar] [CrossRef]
- Tönshoff, H.; Friemuth, T.; Becker, J. Process Monitoring in Grinding. CIRP Ann. 2002, 51, 551–571. [Google Scholar] [CrossRef]
- Hashimoto, F. Dynamic Rounding Stability in Through-Feed Centerless Grinding. Inventions 2020, 5, 17. [Google Scholar] [CrossRef]
- Chiu, N.; Malkin, S. Computer Simulation for Cylindrical Plunge Grinding. CIRP Ann. 1993, 42, 383–387. [Google Scholar] [CrossRef]
- Rowe, W.B.; Miyashita, M.; Koenig, W. Keynote Paper–Centerless Grinding Research and Its Application in Advanced Manufacturing Technology. CIRP Ann. 1989, 38, 1–9. [Google Scholar] [CrossRef]
- Hashimoto, F.; Gallego, I.; Oliveira, J.F.G.; Barrenetxea, D.; Takahashi, M.; Sakakibara, K.; Stålfelt, H.-O.; Staadt, G.; Ogawa, K. Advances in centerless grinding technology. CIRP Ann. 2012, 61, 747–770. [Google Scholar] [CrossRef]
- Altintas, Y.; Brecher, C.; Weck, M.; Witt, S. Virtual Machine Tool. CIRP Ann. 2005, 54, 115–138. [Google Scholar] [CrossRef]
- Brecher, C.; Esser, M.; Witt, S. Interaction of manufacturing process and machine tool. CIRP Ann. 2009, 58, 588–607. [Google Scholar] [CrossRef]
- Tobias, S. Machine tool vibration research. Int. J. Mach. Tool Des. Res. 1961, 1, 1–14. [Google Scholar] [CrossRef]
- Moriwaki, T. Multi-Functional Machine Tool. CIRP Ann. 2008, 57, 736–749. [Google Scholar] [CrossRef]
- Wegener, K.; Bleicher, F.; Krajnik, P.; Hoffmeister, H.-W.; Brecher, C. Recent developments in grinding machines. CIRP Ann. 2017, 66, 779–802. [Google Scholar] [CrossRef]
- Altintaş, Y.; Kersting, P.; Biermann, D.; Budak, E.; Denkena, B.; Lazoglu, I. Virtual process systems for part machining operations. CIRP Ann. 2014, 63, 585–605. [Google Scholar] [CrossRef]
- Hahn, R.S. On the Theory of Regenerative Chatter in Precision Grinding Operations. Trans. ASME 1954, 76, 563. [Google Scholar]
- Snoeys, R.; Brown, D. Dominating Parameters in Grinding Wheel—and Workpiece Regenerative Chatter. In Proceedings of the Tenth International Machine Tool Design and Research Conference, MTDR; University of Manchester Institute of Science and Technology: Manchester, UK, 1969; pp. 325–348. [Google Scholar]
- Inasaki, I.; Karpuschewki, B.; Lee, H.S. Grinding Chatter–Origin and Suppression. CIRP Ann. 2001, 50, 515. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Aurich, J.C.; Govekar, E.; Heinzel, C.; Hoffmeister, H.-W.; Klocke, F.; Peters, J.; Rentsch, R.; Stephenson, D.; Uhlmann, E.; et al. Advances in Modeling and Simulation of Grinding Processes. CIRP Ann. 2006, 55, 667–696. [Google Scholar] [CrossRef]
- Hashimoto, F. Model Development for Optimum Setup Conditions that Satisfy Three Stability Criteria of Centerless Grinding Systems. Inventions 2017, 2, 26. [Google Scholar] [CrossRef]
- Hashimoto, F.; Kanai, A. High Precision Trueing Method of Regulating Wheel and Effect on Grinding Accuracy. CIRP Ann. 1983, 32, 237–239. [Google Scholar] [CrossRef]
- Yoshioka, J.; Hashimoto, F.; Miyashita, M.; Daitoh, M. High-Precision Centerless Grinding of Glass as Preceding Operation to Polishing-Dressing Conditions and Grinding Accuracy. In Proceedings of the International Grinding Conference, Fontana, WI, USA, 27–29 August 1984; SME84-542. pp. 1–13. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Conditions |
|---|---|
| Grinding machine | Universal cylindrical grinder |
| Grinding method | Chuck type cylindrical grinding c = 1.0 |
| Workpiece | Thru-hardened steel HRC58 Diameter dw= 177.8 mm, width b = 30 mm |
| Grinding wheel | Al2O3 70 K m V Diameter ds = 127 mm, width Ls = 86.4 mm Grinding speed vs = 45 m/s |
| Stocks in diameter | S = 0.33 mm |
| SMRR (Specific Material Removal Rate) | Qw’ = 2.0 mm3/(mm·s) |
| Infeed rate | fi = 0.216 mm/min |
| Spark-out time | Tsp = 5.3 s |
| Grinding time | Tg = 51.1 s |
| Specific energy | u = 26.7 J/mm3 |
| Force ratio (Fn/Ft) | η = 2.0 |
| System stiffness | km = 2421 N/mm |
| Time constant | T = 8.2 s |
| Items | Conditions |
|---|---|
| Grinding machine | Centerless grinder |
| Grinding method | Infeed centerless grinding c = 0.5 |
| Workpiece | Soda-lime glass, HV500 Diameter dw = 12.4 mm, width b = 66 mm |
| Grinding wheel | SiC, GC 100 L m V Diameter ds = 455 mm, width Ls = 150 mm Grinding speed vs = 29 m/s |
| Regulating wheel | A 150 R R Diameter dr = 255 mm, width Ls = 150 mm Rotational speed Nr = 24.4 rpm |
| Stocks in diameter | S = 0.1 mm |
| SMRR (Specific Material Removal Rate) | Qw’ = 0.0325 mm3/(mm·s) |
| Infeed rate | fi = 0.10 mm/min |
| Spark-out time | Tsp = 5.0 s |
| Grinding time | Tg = 57 s |
| Specific energy | u = 741 J/mm3 |
| Force ratio (Fn/Ft) | η = 4.0 |
| System stiffness | km = 5900 N/mm |
| Time constant | T = 4.6 s |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hashimoto, F. The Design of an Infeed Cylindrical Grinding Cycle. Inventions 2020, 5, 46. https://doi.org/10.3390/inventions5030046
Hashimoto F. The Design of an Infeed Cylindrical Grinding Cycle. Inventions. 2020; 5(3):46. https://doi.org/10.3390/inventions5030046
Chicago/Turabian StyleHashimoto, Fukuo. 2020. "The Design of an Infeed Cylindrical Grinding Cycle" Inventions 5, no. 3: 46. https://doi.org/10.3390/inventions5030046
APA StyleHashimoto, F. (2020). The Design of an Infeed Cylindrical Grinding Cycle. Inventions, 5(3), 46. https://doi.org/10.3390/inventions5030046