The Effect of Grinding Wheel Contact Stiffness on Plunge Grinding Cycle


Abstract
:1. Introduction
2. Plunge Grinding System and the Grinding Cycle
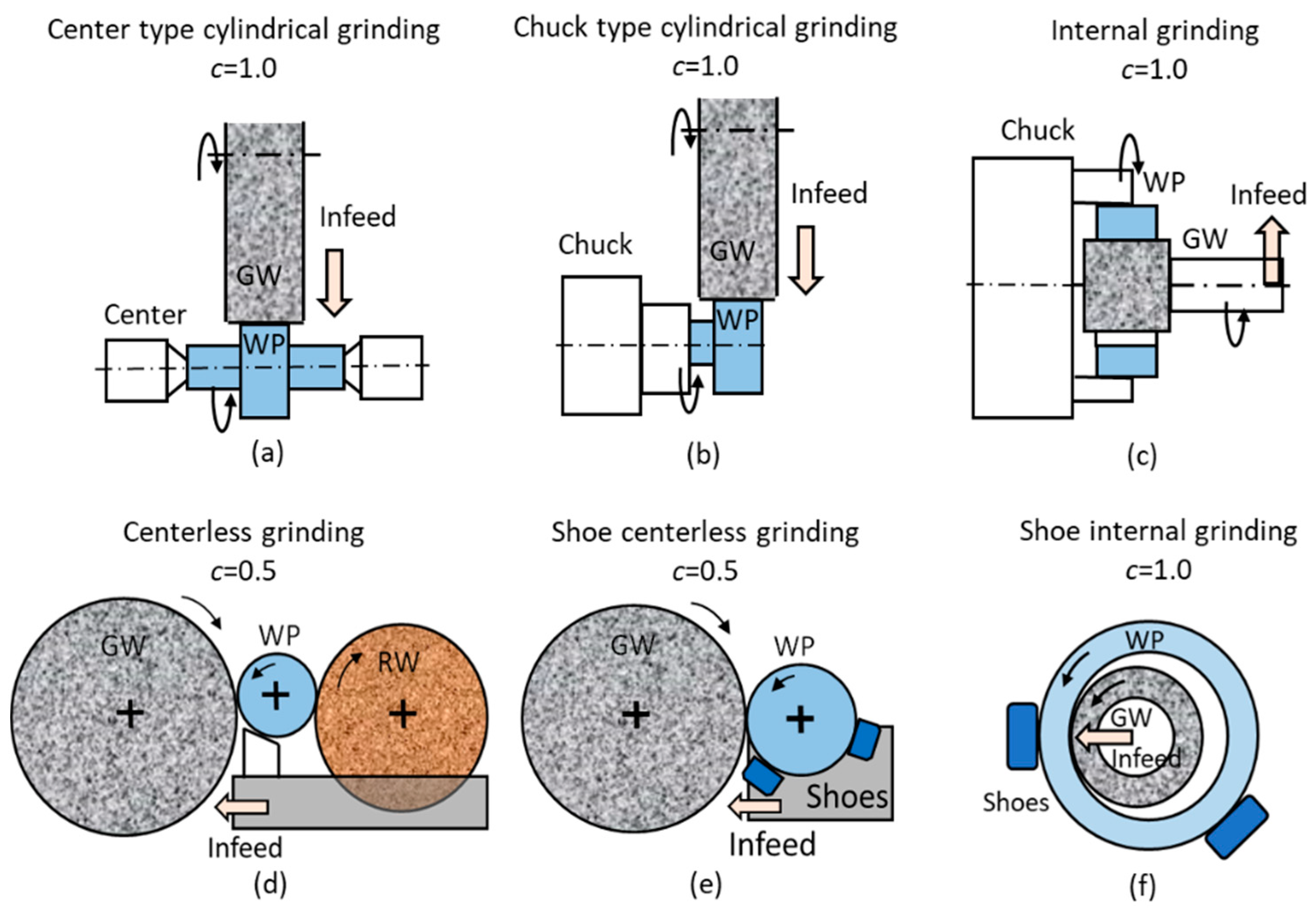
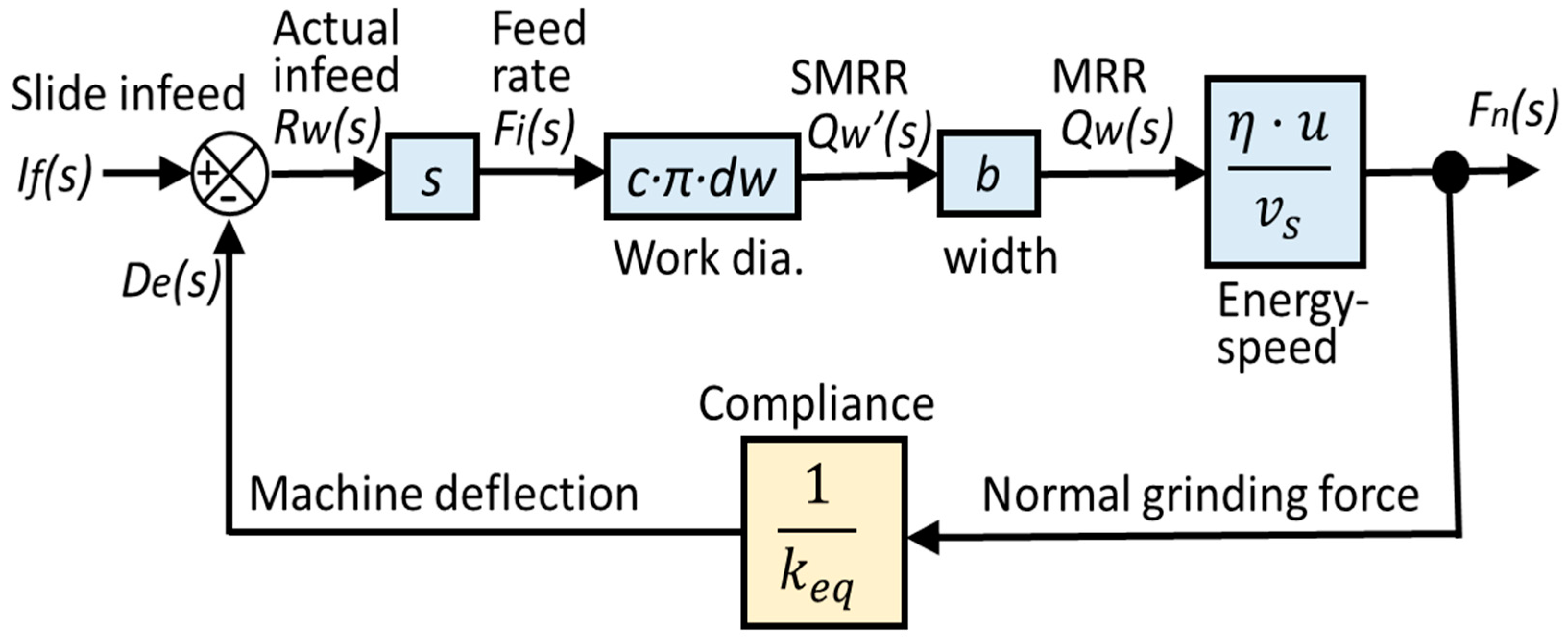
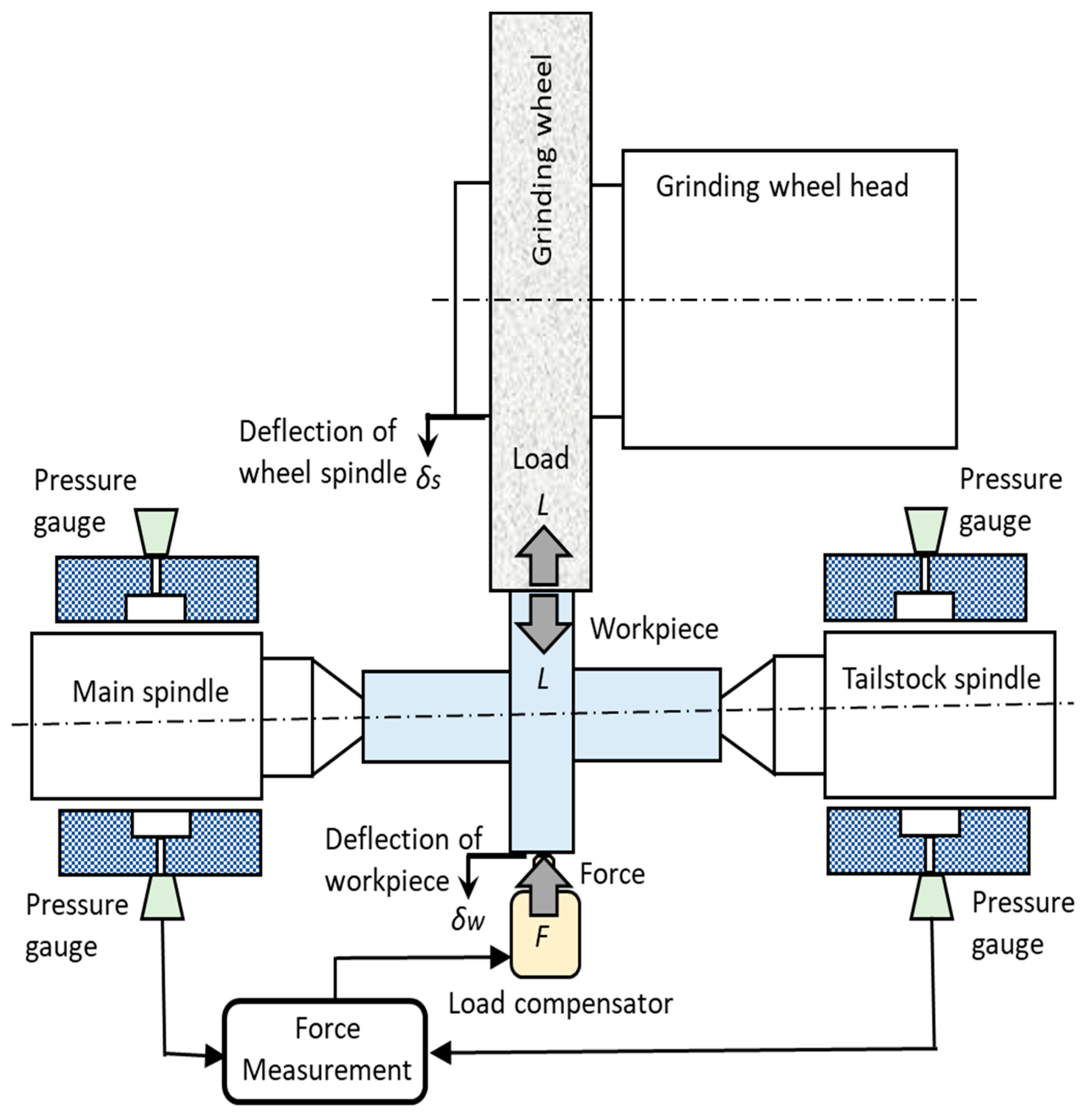
2.1. Plunge Grinding System
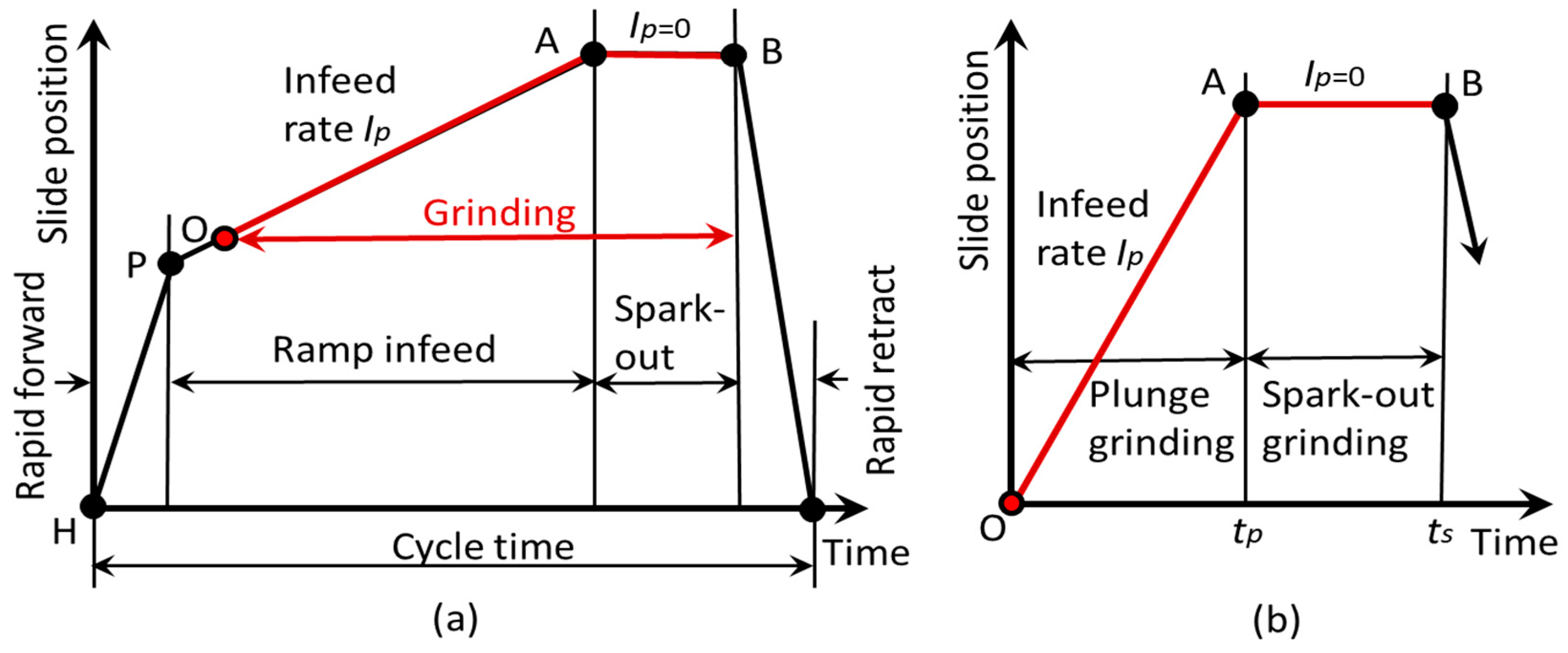
2.2. Analysis of Plunge Grinding Cycle
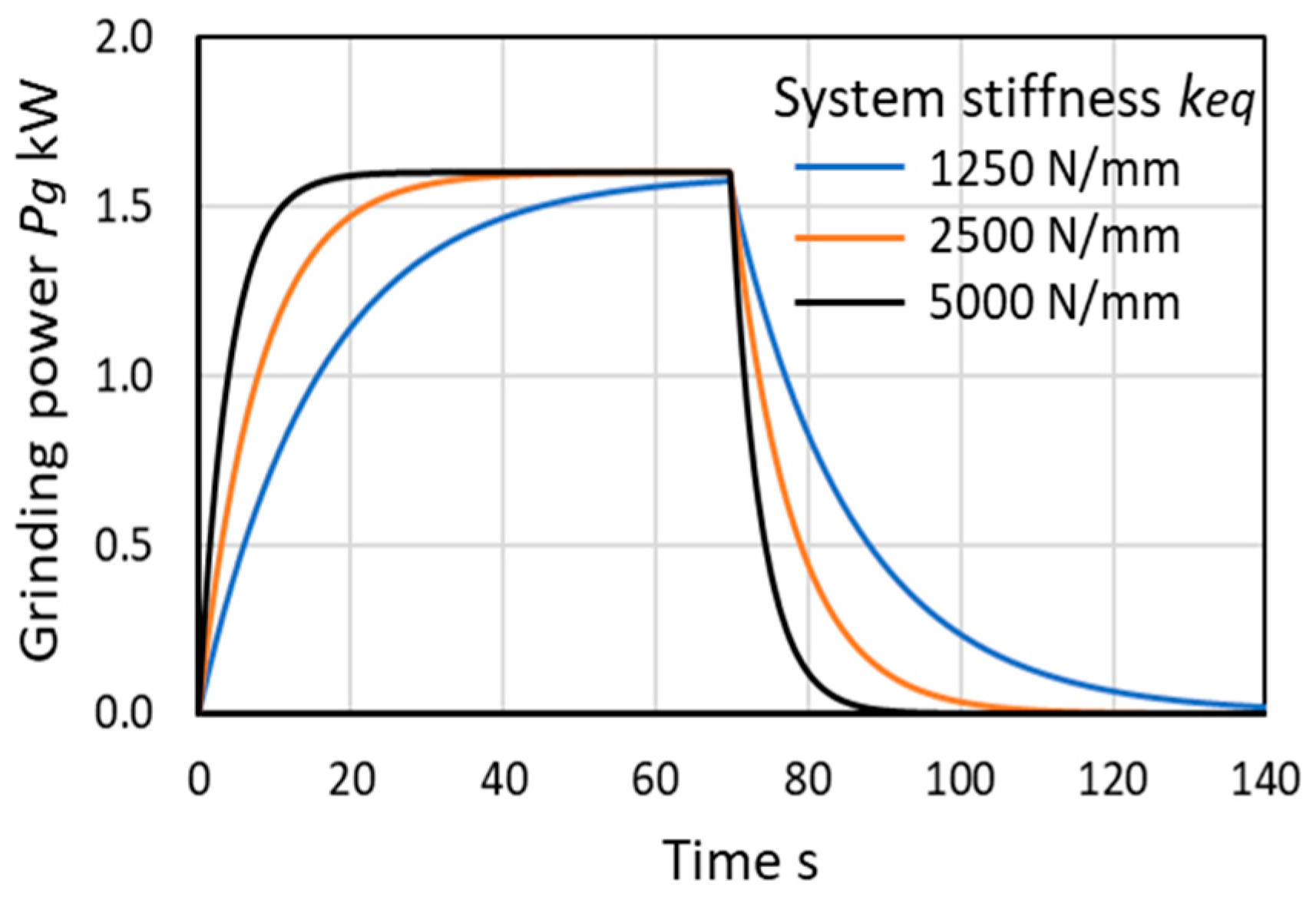
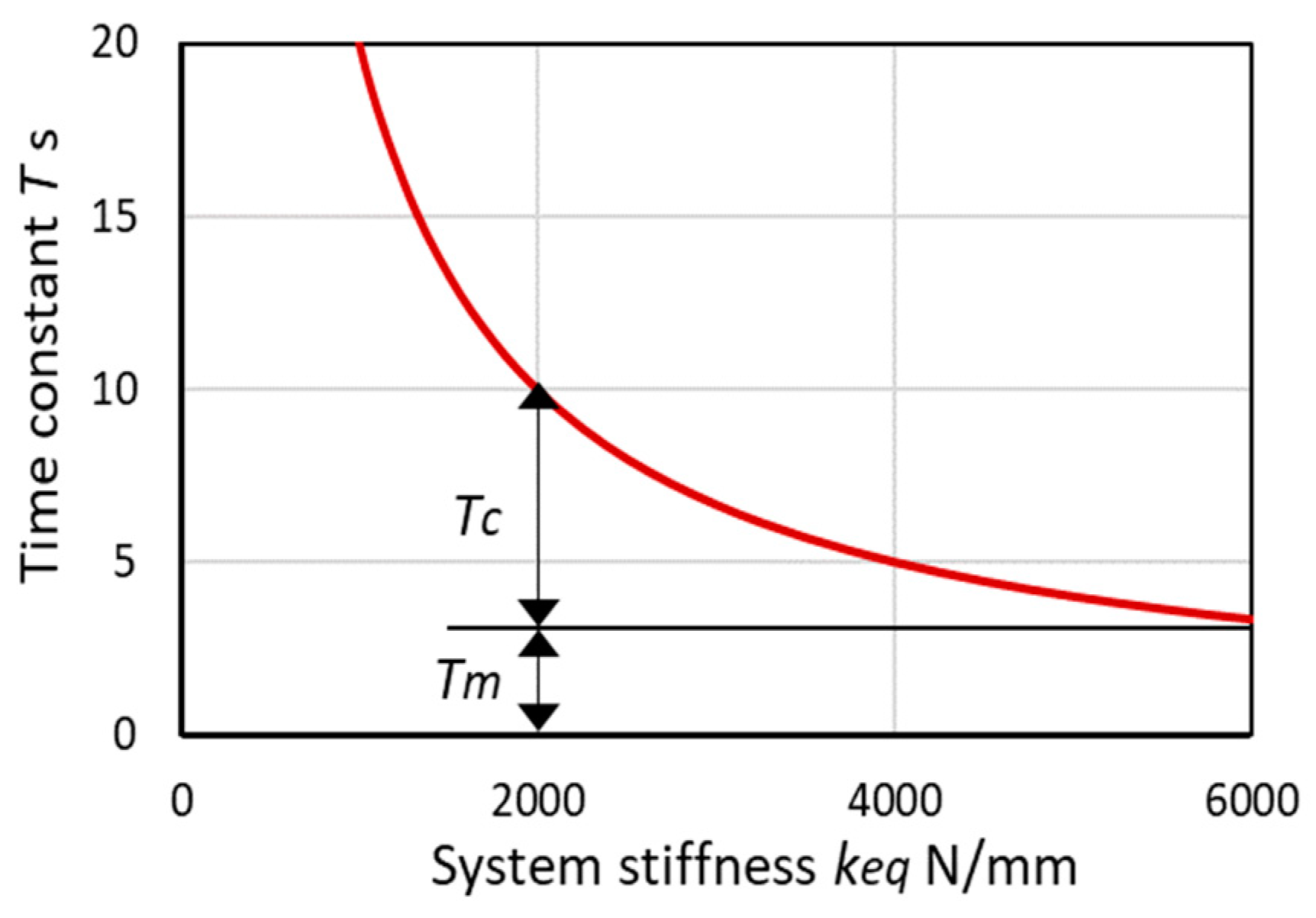
2.3. The Effect of Grinding Wheel Contact Stiffness on the Plunge Grinding Process
3. Measurement of Contact Stiffness of Grinding Wheel
3.1. Experimental Setup
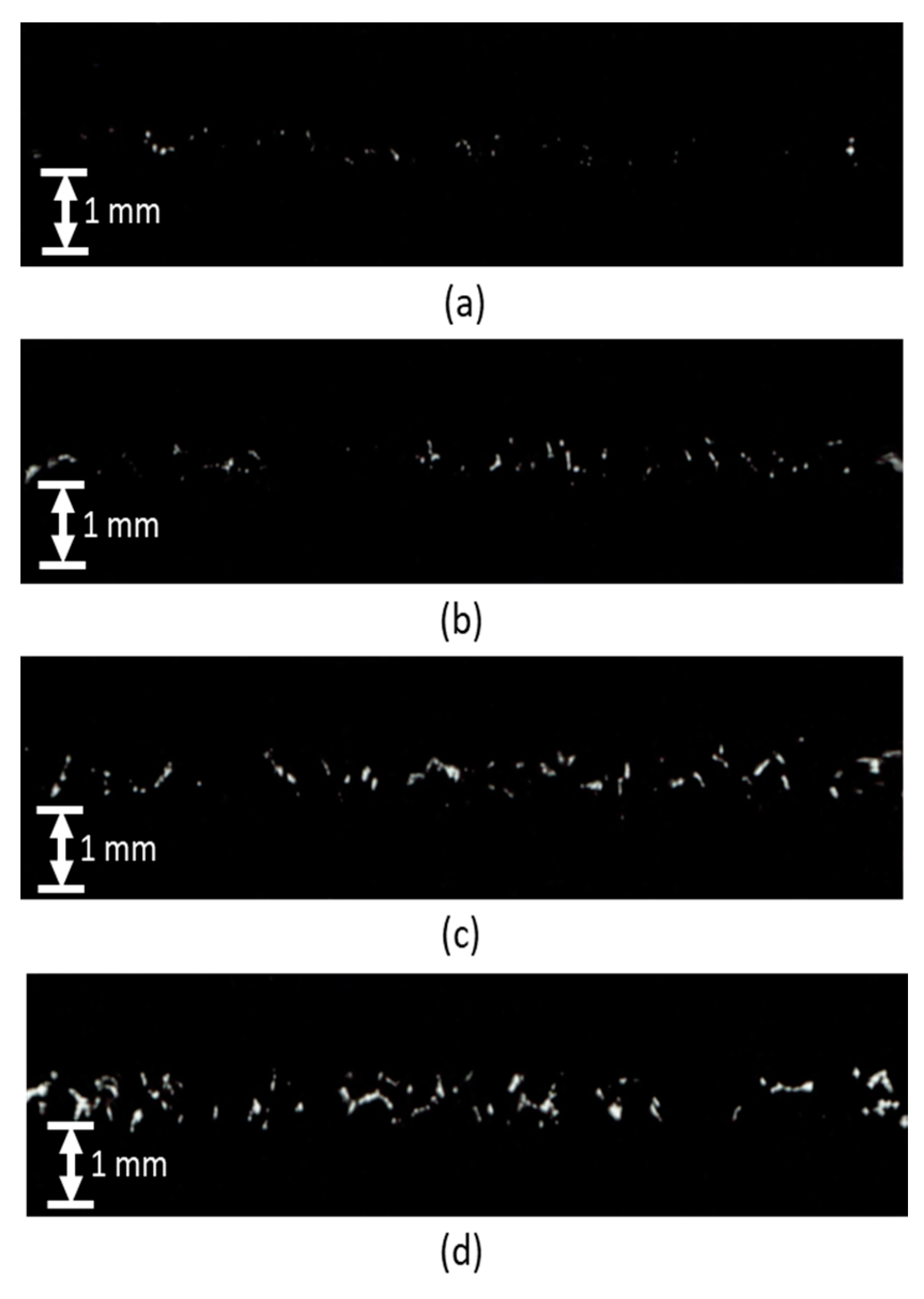
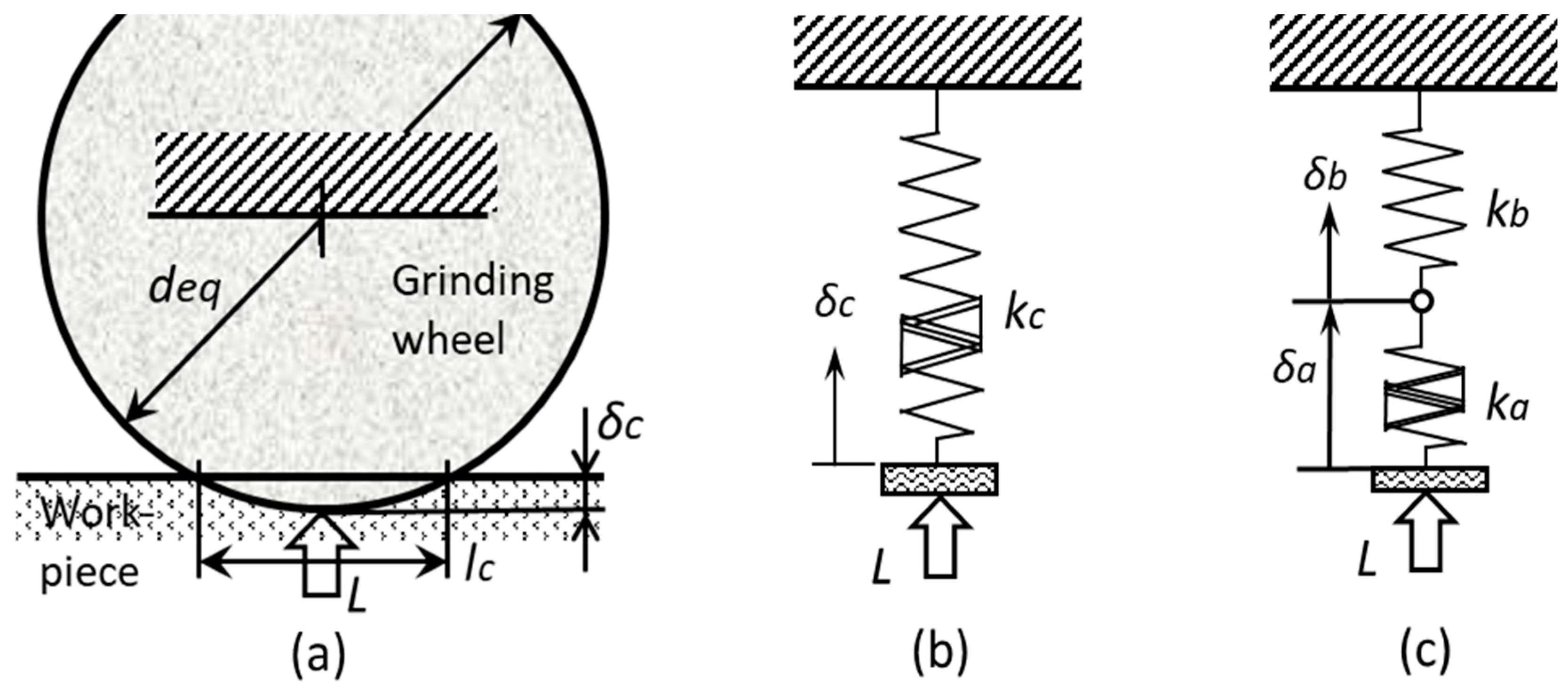
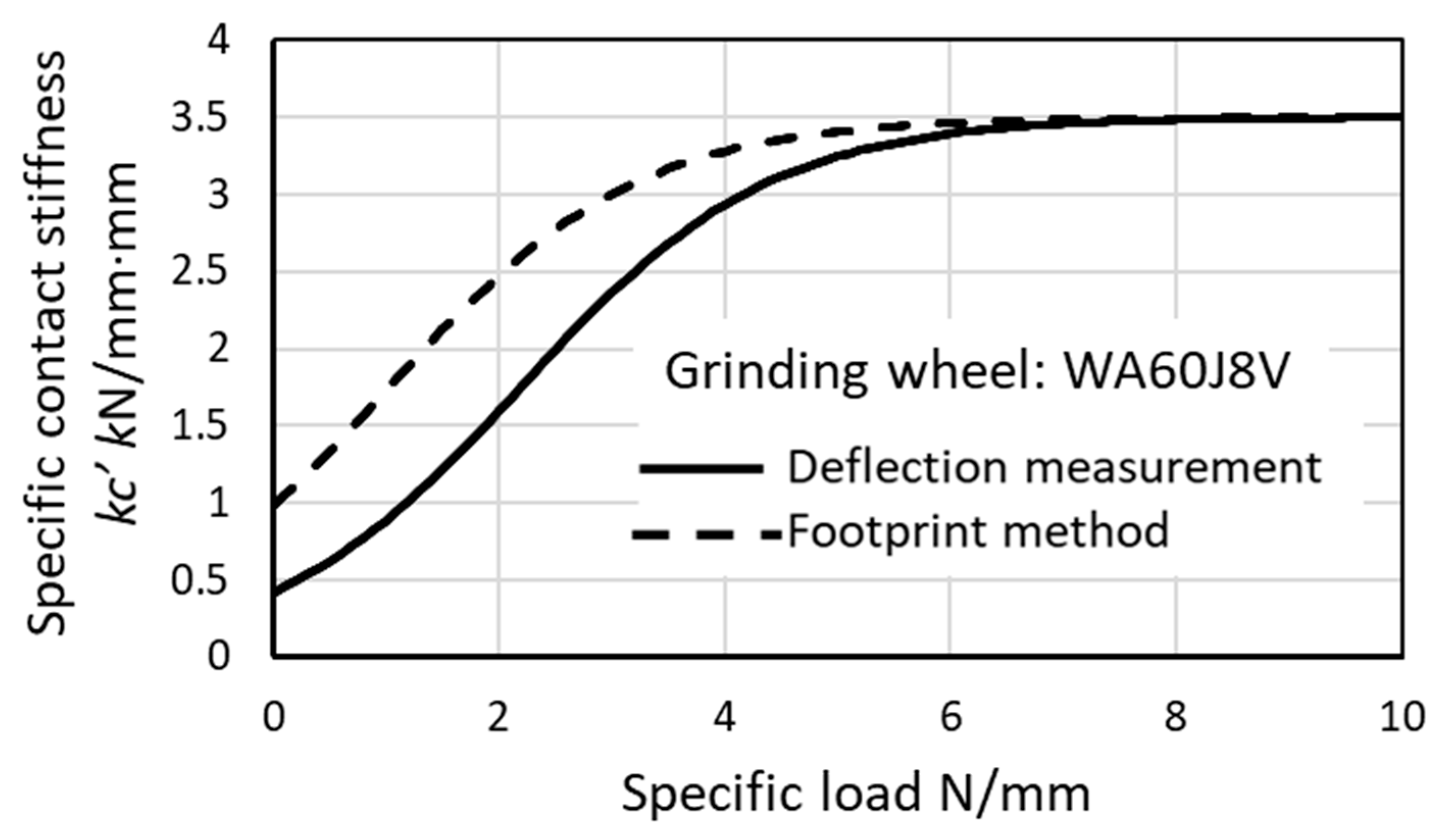
3.2. Footprint Method
3.3. Deflection Method
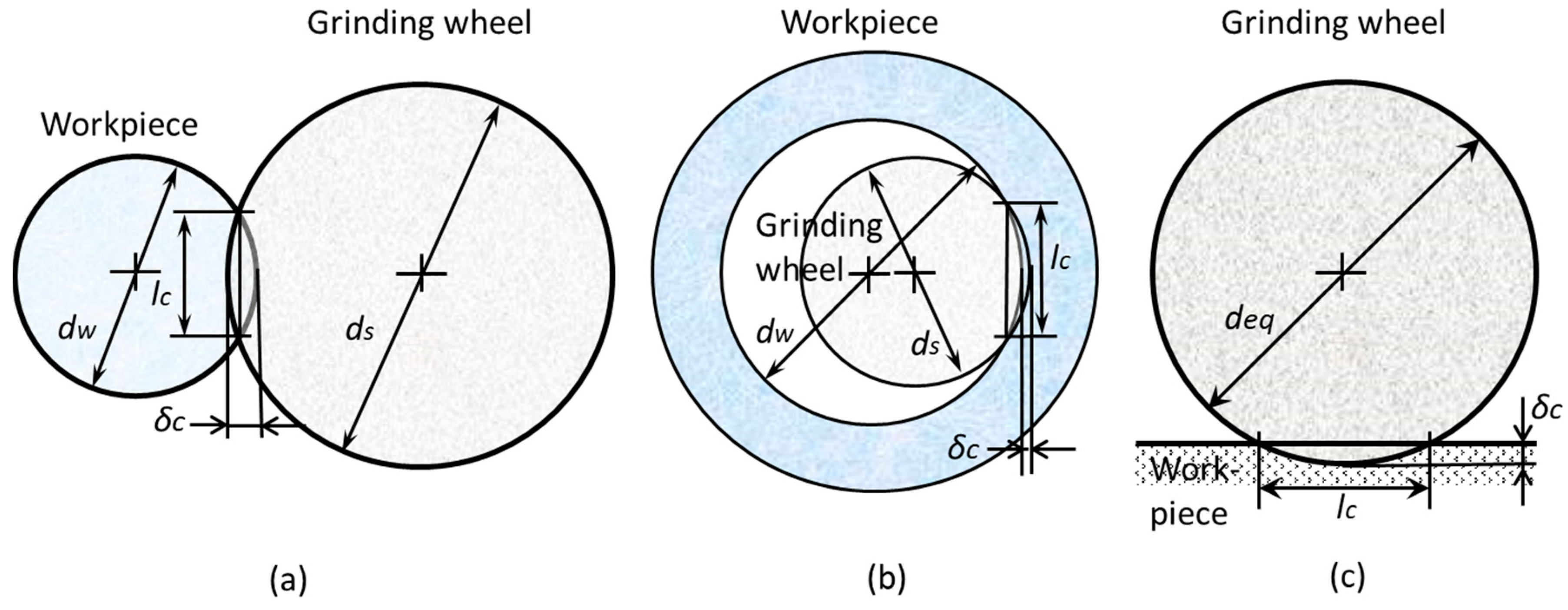
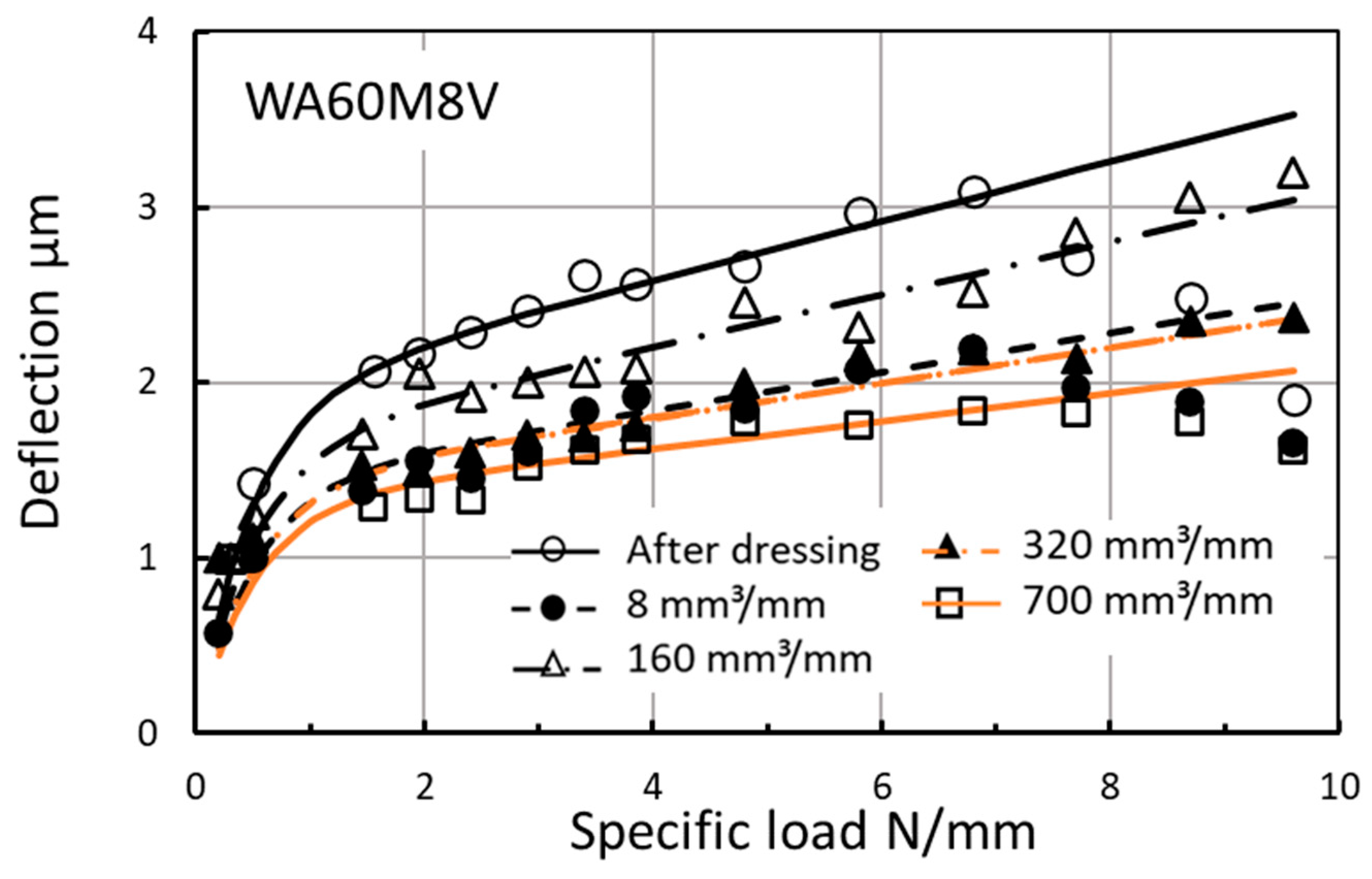
3.4. Modeling of Grinding Wheel Contact Deflection
3.5. Measurement Results of Grinding Wheel Contact Stiffness
4. Results of Plunge Cylindrical and Centerless Grinding Tests
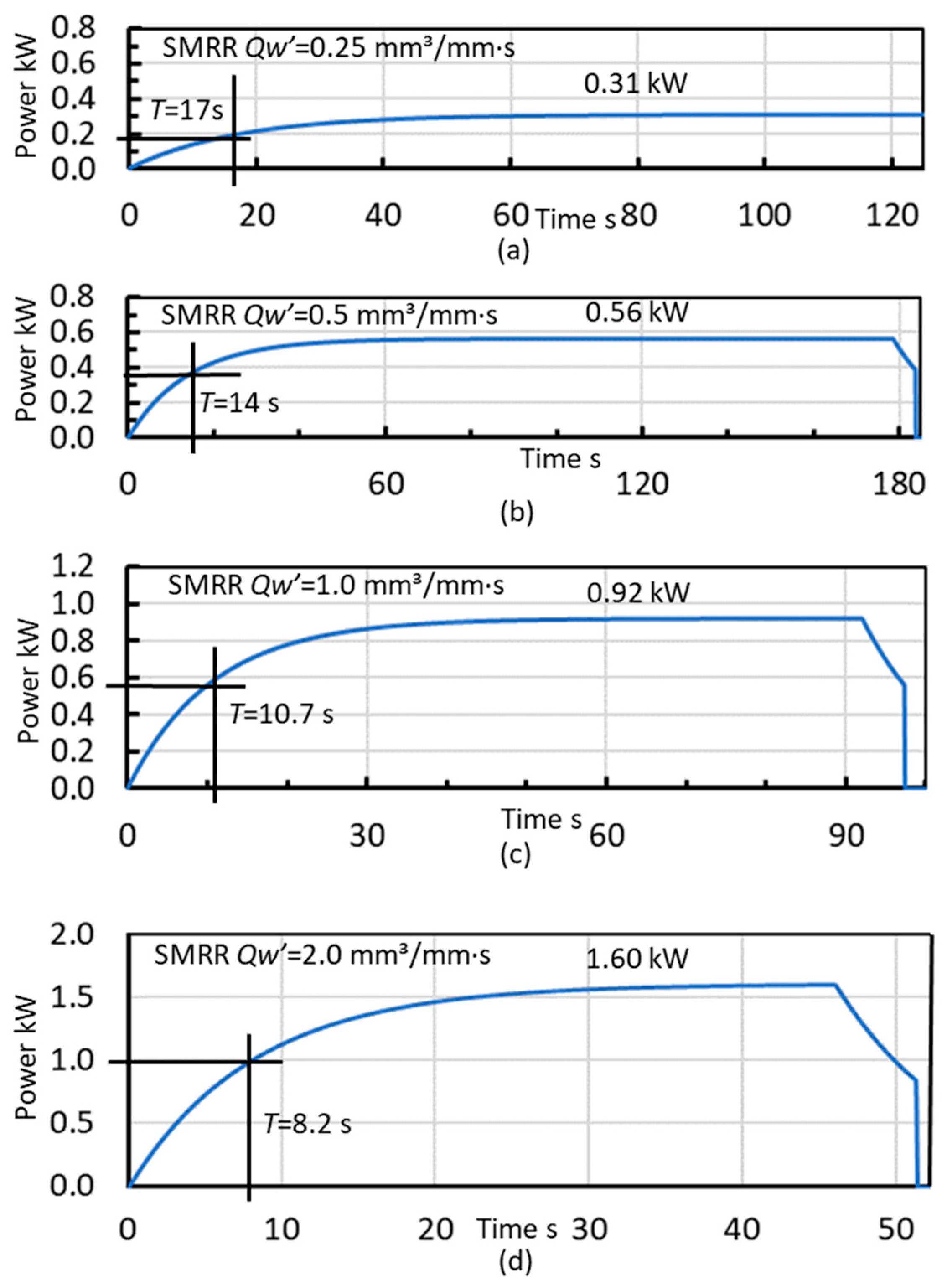
4.1. Test Results of Plunge Cylindrical Grinding
4.2. Test Results of Plunge Centerless Grinding
5. Validation and Discussion
6. Conclusions
- (1)
- The equivalent stiffness of the plunge grinding system is composed of machine stiffness and wheel contact stiffness. The contact stiffness greatly depends on the normal contact load. It is confirmed by the measurement of wheel deflection and the plunge grinding tests with various infeed rates.
- (2)
- The contact deflection of the grinding wheel behaves like a non-linear spring representing a local contact deflection at lower load and a linear spring expressing the elasticity of the wheel body itself at a higher load. Formulas representing the wheel deflection behaviors are presented.
- (3)
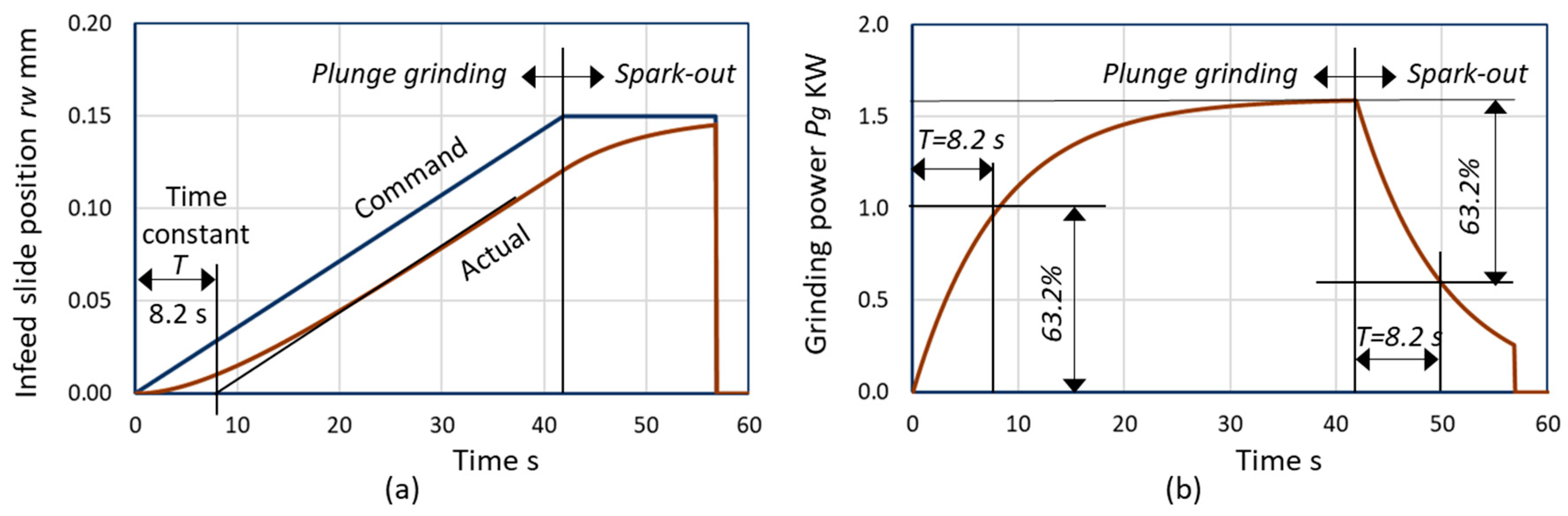
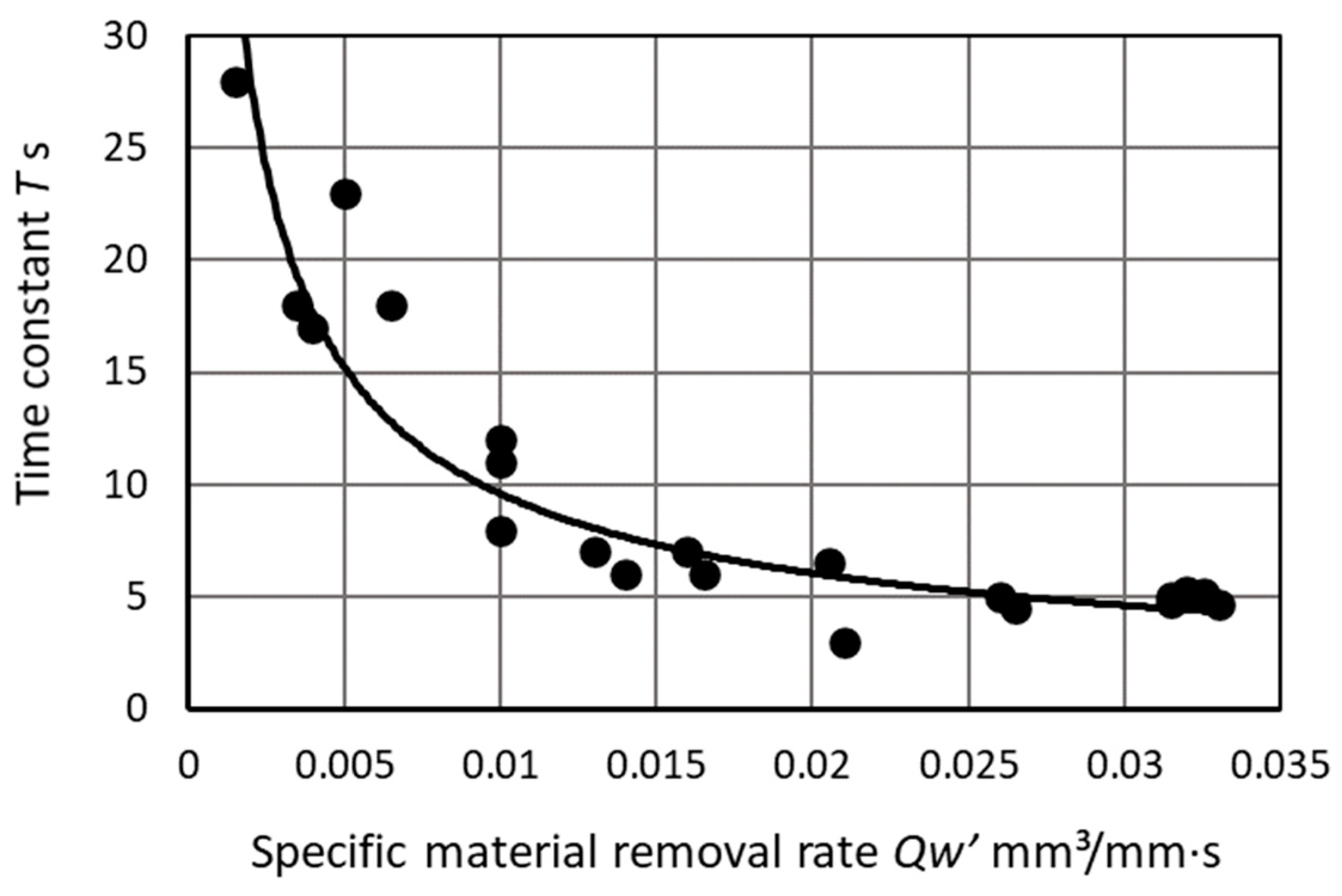
- The contact stiffness significantly affects the time constant T that governs the transient behaviors in ramp infeed and spark-out grinding.
- (4)
- The time constant T is drastically prolonged with reduced normal grinding force due to the reduction of contact stiffness at lower contact loads. The grinding tests revealed that the time constant T significantly changes by 2–2.6 times.
- (5)
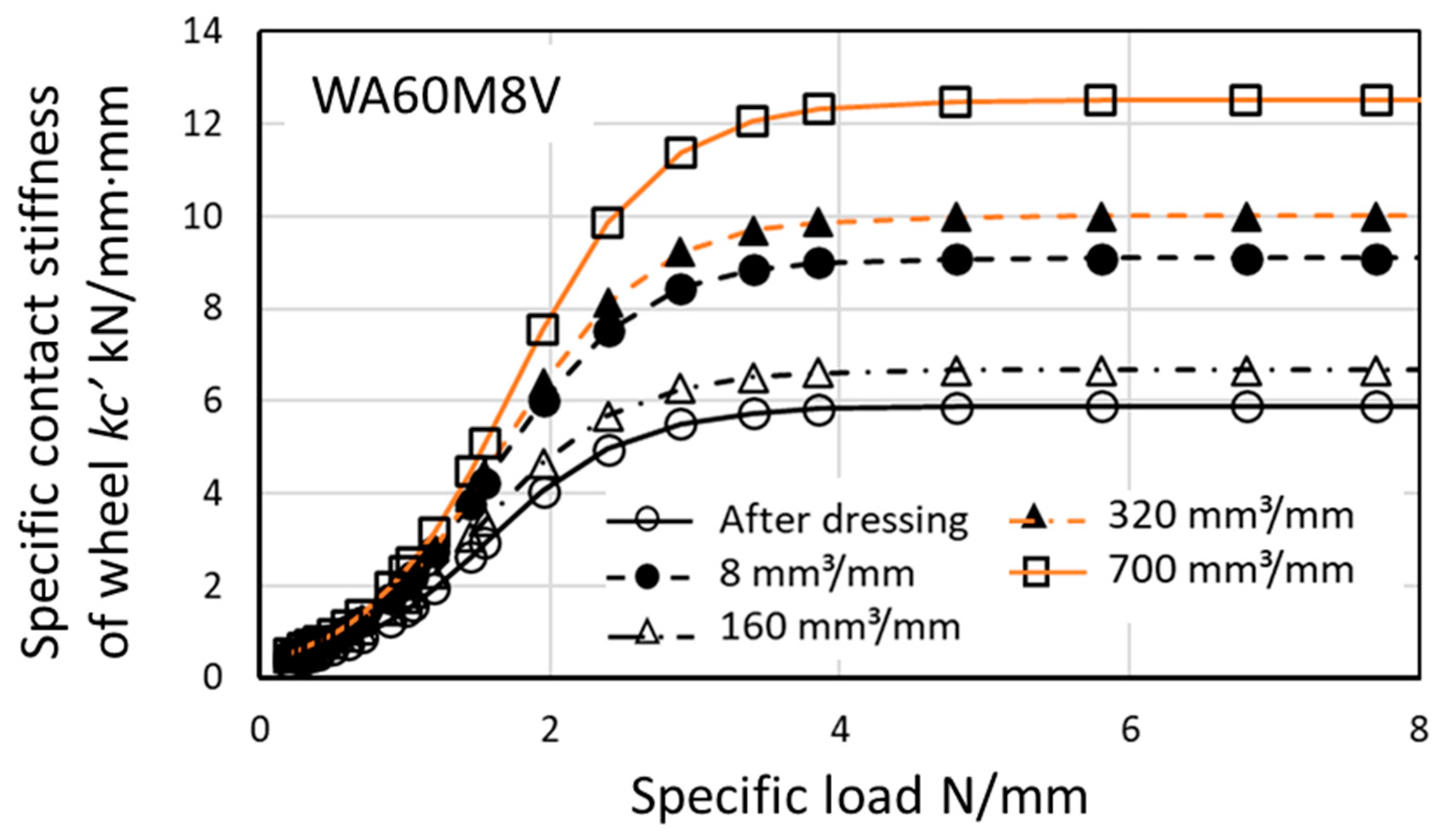
- All measured Al2O3 wheels exhibit very low contact stiffness at a specific load less than 3 N/mm. At a higher load greater than 4 N/mm, contact stiffness reaches a constant.
- (6)
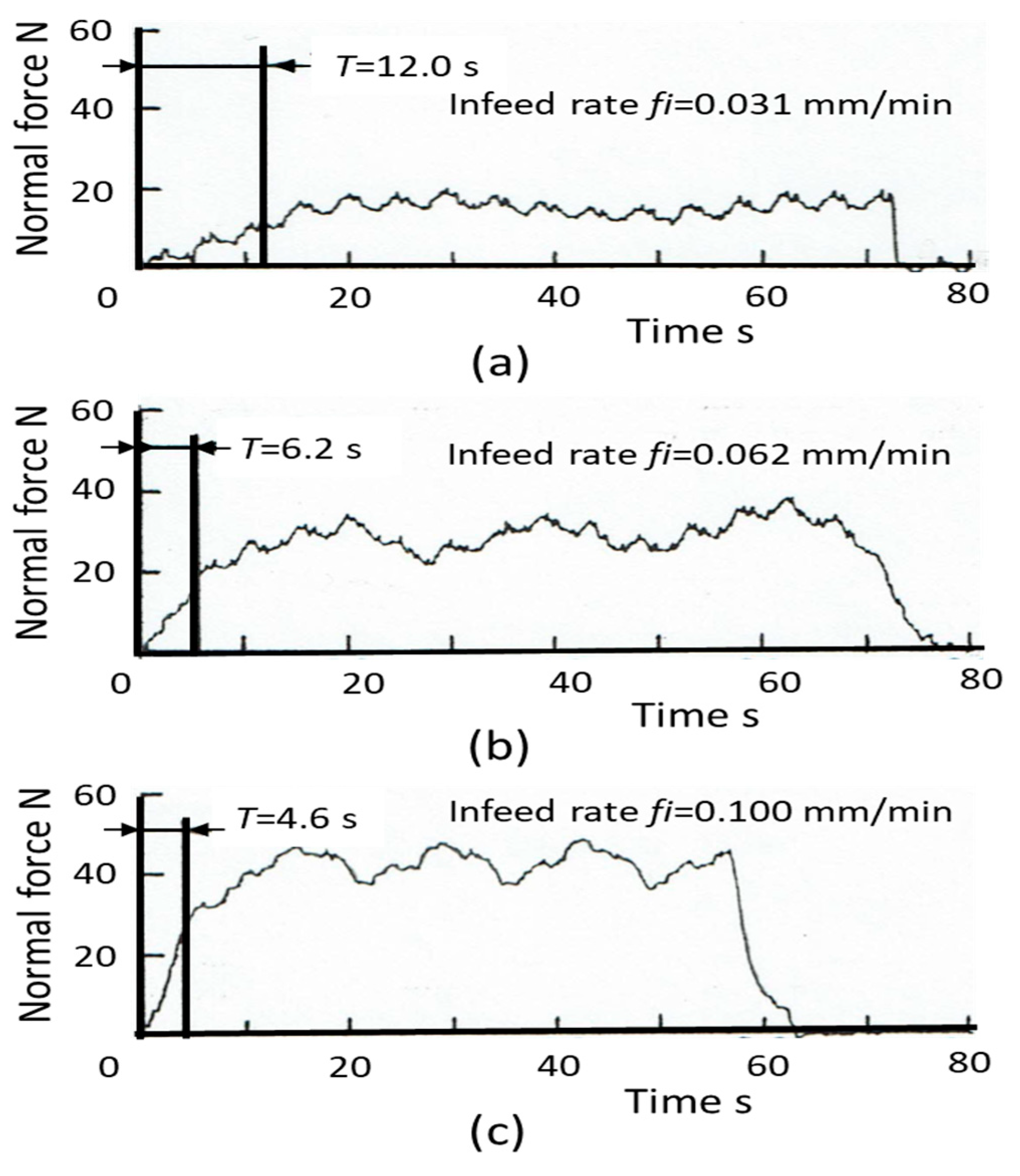
- Plunge grinding tests applying both cylindrical grinding and centerless grinding methods with various infeed rates experimentally verified the effect of wheel contact stiffness on the time constant T.
- (7)
- As guidelines for plunge grinding cycle, the ramp infeed grinding time should be set to at least five times T and at least three times T for spark-out grinding.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| s | Laplace operator | Equivalent wheel diameter | |
| Deflection of machine in s-domain | Diameter of grinding wheel | ||
| Actual infeed rate in s-domain | Diameter of workpiece | ||
| Normal grinding force in s-domain | Cut-off frequency | ||
| Transfer function in s-domain | Actual infeed rate | ||
| (s) | Command infeed in s-domain | Equivalent chip thickness | |
| MRR in s-domain | Stiffness of wheel contact area | ||
| SMRR in s-domain | Specific stiffness of wheel contact area | ||
| Actual infeed in s-domain | Stiffness of wheel body | ||
| A | Constant | Specific stiffness of wheel body | |
| F | Ratio of Fn to fi | Contact stiffness of grinding wheel | |
| Normal grinding force | Specific contact stiffness of grinding wheel | ||
| Tangential grinding force | Equivalent system stiffness | ||
| Specific normal grinding force | Machine stiffness of grinding system | ||
| Specific tangential grinding force | Stiffness of i-th. mechanical structure | ||
| GW | Grinding wheel | Estimated machine stiffness | |
| Command infeed | Stiffness of wheel support system | ||
| Constant infeed rate | Stiffness of work support system | ||
| L | Contact load | Stiffness of workpiece itself | |
| L′ | Specific contact load | Contact length | |
| MRR | Material removal rate | n | Degrees of freedom |
| Grinding power | Actual infeed | ||
| Material removal rate | t | Time | |
| Specific material removal rate | Plunge grinding time | ||
| RW | Regulating wheel | Time at end of grinding | |
| S | Constant | u | Specific energy |
| SMR | Specific material removal | Grinding speed | |
| SMRR | Specific material removal rate | Deflection | |
| T | Time constant | Deflection of wheel contact area | |
| Contact time constant | Deflection of grinding wheel body | ||
| Machine time constant | Contact deflection of grinding wheel | ||
| WP | Workpiece | Deflection at flange of grinding wheel | |
| b | Width of workpiece | Deflection of workpiece | |
| c | Grinding method parameter | η | Force ratio (Fn/Ft) |
| Deflection of grinding machine |
References
- Hahn, R.S. The Effect of Wheel-Work Conformity in Precision Grinding. Trans. ASME 1955, 77, 1325–1329. [Google Scholar]
- Peklenik, J. Ermittlung von Geometrschen und Physikalischen Kenngröβenfür die Grundlagenforschung des Schleifens. Ph.D. Dissertation, Aachen Technical University, Aachen, Germany, 1957. [Google Scholar]
- Snoeys, R.; Wang, I.-C. Analysis of the Static and Dynamic Stiffness of the Grinding Surface. In Proceedings of the 9th International MTDR Conference, Manchester, UK; 1968; p. 1133. [Google Scholar]
- Brown, R.H.; Saito, K.; Shaw, M.C. Local Elastic Deflections in Grinding. CIRP Ann. 1970, 19, 105–113. [Google Scholar]
- Kumar, K.V.; Shaw, M.C. The Role of Wheel-Work Deflection in Grinding Operations. J. Eng. Ind. 1981, 103, 73–78. [Google Scholar] [CrossRef]
- Krug, H.; Honcia, G. Die Elastische Verformung bei Schleifwerkzeugen. Werkstattstech 1964, 54, 53. [Google Scholar]
- Nakayama, K.; Brecker, J.; Shaw, M.C. Grinding Wheel Elasticity. J. Eng. Ind. 1971, 93, 609–613. [Google Scholar] [CrossRef]
- Nakayama, K. Elastic Deformation of Contact Zone in Grinding. Bull. Jpn. Soc. Prec. Eng. 1971, 5, 93. [Google Scholar]
- Zhou, Z.; Van Lutterwelt, C. The Real Contact Length between Grinding Wheel and Workpiece—A New Concept and a New Measuring Method. CIRP Ann. 1992, 41, 387–391. [Google Scholar] [CrossRef]
- Rowe, W.B.; Morgan, M.N.; Qi, H.S.; Zheng, H.W. The Effect of Deformation on the Contact Area in Grinding. CIRP Ann. 1993, 42, 409–412. [Google Scholar] [CrossRef]
- Hucker, S.A.; Farris, T.N.; Chandrasekar, S. Estimation of Contact Stiffness for Grinding of Hardened Steel. In Proceedings of the 1993 ASME Winter Annual Meeting, New Orleans, LA, USA, 28 November–3 December 1993; pp. 191–198. [Google Scholar]
- Yamada, T.; Lee, H.S.; Matsushita, H. A Study on the Contact Stiffness of Grinding Wheels. Key Eng. Mater. 2004, 257, 263–266. [Google Scholar] [CrossRef]
- Yamada, T.; Morgan, M.N.; Lee, H.S.; Miura, K. Calculation of the Contact Stiffness of Grinding Wheel. Adv. Mater. Res. 2011, 325, 54–59. [Google Scholar] [CrossRef]
- Papanikolaou, M.; Salonitis, K. Contact stiffness effects on nanoscale high-speed grinding: A molecular dynamics approach. Appl. Surf. Sci. 2019, 493, 212–224. [Google Scholar] [CrossRef]
- Hahn, R.S. On the Theory of Regenerative Chatter in Precision Grinding Operations. Trans. ASME 1954, 76, 563. [Google Scholar]
- Furukawa, Y.; Miyashita, M.; Shiozaki, S. Vibration analysis and work-rounding mechanism in centerless grinding. Int. J. Mach. Tool Des. Res. 1971, 11, 145–175. [Google Scholar] [CrossRef]
- Gurney, J.P. An Analysis of Surface Wave Instability in Grinding. J. Mech. Eng. Sci. 1965, 7, 198–209. [Google Scholar] [CrossRef]
- Thompson, R.A. The Character of Regenerative Chatter in Cylindrical Grinding. J. Eng. Ind. 1973, 95, 858–864. [Google Scholar] [CrossRef]
- Inasaki, I.; Karpuschewski, B.; Lee, H.-S. Grinding Chatter—Origin and Suppression. CIRP Ann. 2001, 50, 515–534. [Google Scholar] [CrossRef]
- Snoeys, R.; Brown, D. Dominating Parameters in Grinding Wheel and Workpiece Regenerative Chatter. Proc. MTDR 1969, 325–348. [Google Scholar]
- Inasaki, I. Regenerative Chatter in Grinding. Proc. MTDR 1977, 423–429. [Google Scholar]
- Miyashita, M.; Hashimoto, F.; Kanai, A. Diagram for Selecting Chatter Free Conditions of Centerless Grinding. CIRP Ann. 1982, 31, 221–223. [Google Scholar] [CrossRef]
- Hashimoto, F.; Kanai, A.; Miyashita, M. Growing Mechanism of Chatter Vibrations in Grinding Processes and Chatter Stabilization Index of Grinding Wheel. CIRP Ann. 1984, 33, 259–263. [Google Scholar] [CrossRef]
- King, R.I.; Hahn, R.S. Handbook of Modern Grinding Technology; Service Network Incorporated: Princeton, MA, USA, 1998; pp. 3–29. [Google Scholar]
- Malkin, S.; Koren, Y. Optimal Infeed Control for Accelerated Spark-Out in Plunge Grinding. J. Eng. Ind. 1984, 106, 70–74. [Google Scholar] [CrossRef]
- Chiu, N.; Malkin, S. Computer Simulation for Cylindrical Plunge Grinding. CIRP Ann. 1993, 42, 383–387. [Google Scholar] [CrossRef]
- Hashimoto, F. The Design of an Infeed Cylindrical Grinding Cycle. Inventions 2020, 5, 46. [Google Scholar] [CrossRef]
- Kanai, A.; Suzuki, N.; Toriumi, M.; Miyashita, M. The Development of the “Load Compensator” for Cylindrical Grinding Machines. CIRP Ann. 1976, 25, 313–318. [Google Scholar]
- Hashimoto, F.; Kanai, A.; Miyashita, M. High Precision Trueing Method of Regulating Wheel and Effect on Grinding Accuracy. CIRP Ann. 1983, 32, 237–239. [Google Scholar] [CrossRef]
- Hashimoto, F.; Yamaguchi, H.; Krajnik, P.; Wegner, K.; Chaudhari, R.; Hoffmeister, H.-W.; Kuster, F. Abrasive Fine-Finishing Technology. CIRP Ann. 2016, 65, 597–620. [Google Scholar] [CrossRef]
- Snoeys, R.; Peters, J. The Significance of Chip Thickness in Grinding. CIRP Ann. 1974, 23, 227–237. [Google Scholar]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grinding machine | Center type cylindrical grinder: Tsugami T-PG350 Special feature: Main shaft and tailstock shaft are supported by hydrostatic bearings |
| Center distance | 350 mm |
| Work swing | 280 mm |
| Grinding wheel | Diameter 405 mm Width 50 mm |
| Grinding wheel motor | 11 kW |
| Machine net weight | 29 kN |
| Workpiece | Chrome molybdenum steel SCM435, non-hardened Shape: Ground portion diameter 100 mm Width 20 mm Both side shafts: Diameter 20 mm; length 87.5 mm Radial stiffness with center supports at the middle: 10.4 kN/mm |
| Abrasive Material | Abrasive Type | Grain Size # | Grade | Structure | Bond Type |
|---|---|---|---|---|---|
| White alundum | WA | 60 | J | 8 | V: Vitrified |
| White alundum | WA | 60 | L | 8 | V: Vitrified |
| White alundum | WA | 60 | M | 8 | V: Vitrified |
| White alundum | WA | 60 | L | 8 | B: Resinoid |
| Parameter | Unit | Deflection Method | Footprint Method |
|---|---|---|---|
| kN/mm·mm | 3.5 | 3.5 | |
| A | μm | 2.3 | 0.8 |
| S | N/mm | 1.1 | 1.1 |
| Parameter | Unit | WA60J8V | WA60L8V | WA60M8V | WA60L8B |
|---|---|---|---|---|---|
| kN/mm·mm | 7.7 | 9.1 | 4.5 | 3.6 | |
| A | Μm | 1 | 0.5 | 1.8 | 2.6 |
| S | N/mm | 1.2 | 1.2 | 0.7 | 0.7 |
| Item | Unit | Obtained Parameter | ||||
|---|---|---|---|---|---|---|
| SMR | mm3/mm | 0 | 8 | 160 | 320 | 700 |
| kN/mm·mm | 5.9 | 9.1 | 6.7 | 10 | 12.5 | |
| A | μm | 1.9 | 1.4 | 1.6 | 1.4 | 1.3 |
| S | N/mm | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| Item | Conditions |
|---|---|
| Grinding machine | Universal cylindrical grinder: Heald 2EF Cinternal |
| Grinding method | Chuck type cylindrical grinding |
| Workpiece | Material: Through-hardened 52100 (HRC58) Diameter: 177.8 mm Width: 30 mm |
| Grinding wheel | Specification: A70KmV Diameter: 127 mm Width: 86.4 mm |
| Grinding speed, ratio | Grinding speed: 45 m/s, Speed ratio: 1/100 |
| Item | Conditions |
|---|---|
| Grinding machine | Centerless grinding machine |
| Workpiece | Glass HV500 Diameter: 12.4 mm Length: 66 mm |
| Grinding wheel | Specification: SiC, GC 100 LmV Diameter: 455 mm Width: 150 mm |
| Regulating wheel | Specification: A150RR Diameter: 255 mm Rotational speed: 12.7 rpm |
| Grinding conditions | Blade angle: 30° Center height angle: 6.8° Grinding speed: 29 m/s |
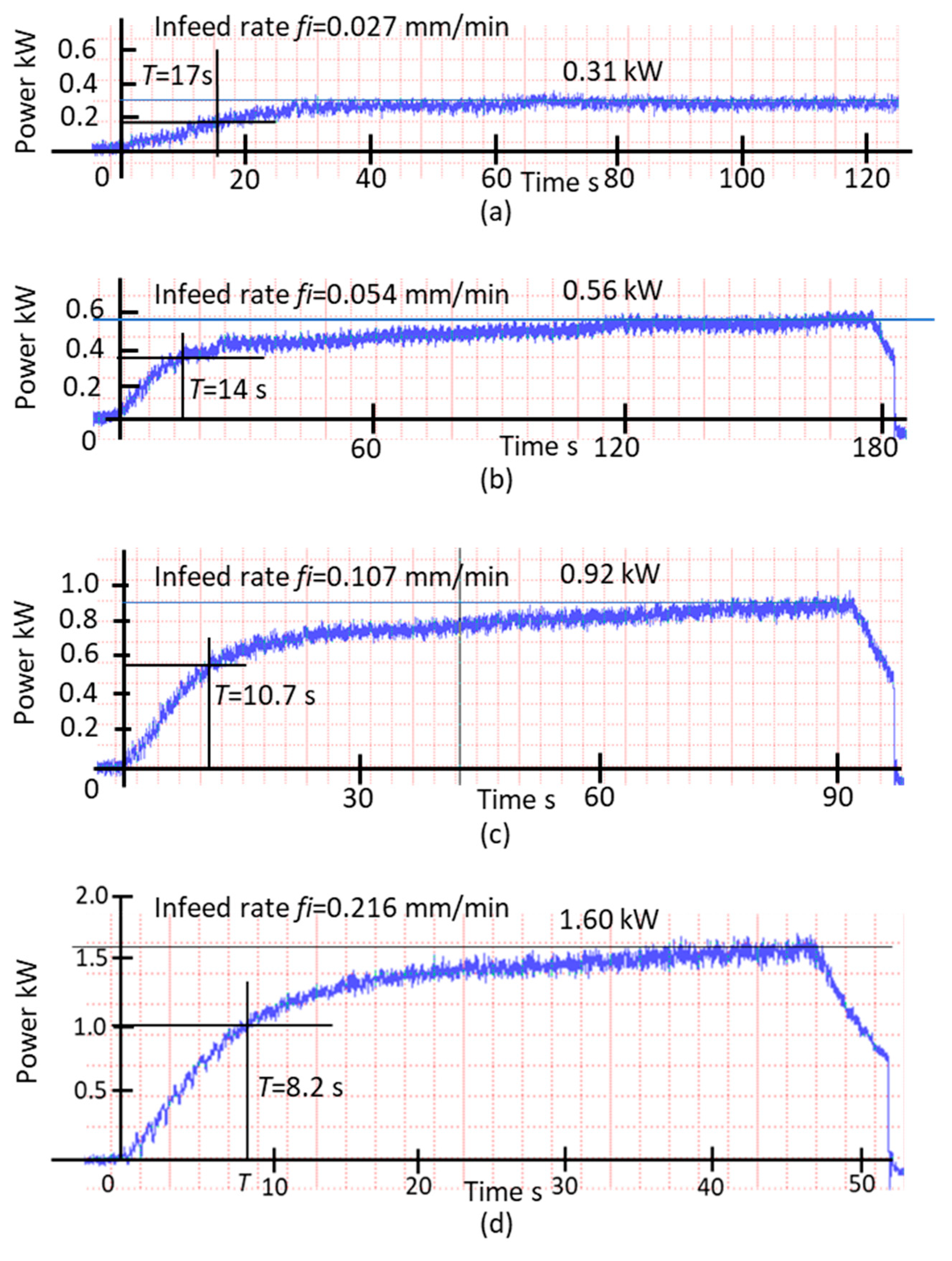
| Symbol | u | T | ||||
|---|---|---|---|---|---|---|
| Unit | N/mm | J/mm3 | s | kN/mm | kN/mm | kN/mm·mm |
| (a) | 0.46 | 41.4 | 16 | 1.92 | 2.47 | 0.29 |
| (b) | 0.83 | 37.4 | 14 | 1.99 | 2.47 | 0.34 |
| (c) | 1.36 | 30.7 | 10.7 | 2.13 | 2.47 | 0.52 |
| (d) | 2.36 | 26.7 | 8.2 | 2.42 | 2.47 | 4.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hashimoto, F.; Iwashita, H. The Effect of Grinding Wheel Contact Stiffness on Plunge Grinding Cycle. Inventions 2020, 5, 62. https://doi.org/10.3390/inventions5040062
Hashimoto F, Iwashita H. The Effect of Grinding Wheel Contact Stiffness on Plunge Grinding Cycle. Inventions. 2020; 5(4):62. https://doi.org/10.3390/inventions5040062
Chicago/Turabian StyleHashimoto, Fukuo, and Hiroto Iwashita. 2020. "The Effect of Grinding Wheel Contact Stiffness on Plunge Grinding Cycle" Inventions 5, no. 4: 62. https://doi.org/10.3390/inventions5040062
APA StyleHashimoto, F., & Iwashita, H. (2020). The Effect of Grinding Wheel Contact Stiffness on Plunge Grinding Cycle. Inventions, 5(4), 62. https://doi.org/10.3390/inventions5040062