
Communication and Control of an Assembly, Disassembly and Repair Flexible Manufacturing Technology on a Mechatronics Line Assisted by an Autonomous Robotic System


 , ,
, ,  , ,
, ,  and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. A/D/RML Assisted by ARS Technology
2.1.1. Hardware Structure of A/D/RML
- Flexible Cell—separate station with ABB RM IRB120 6-DOF and components storage units used for assembly, disassembly and repair of the workpieces, with handling, processing and transport capability;
- A/DML mechatronics line-based on laboratory mechatronic system Hera&Horstmann, used for the assembly and transport of the workpieces with checking and storage facilities;
- ARS—WMR PeopleBot equipped with an RM Cyton 7-DOF used for recovery, transport and return operations for the dismantled components.
- Distributed structure, by means of separate, individual PLC control for both FC and mechatronics line, to automate their respective areas with visualization and operation facilities;
- Centralized architecture, where the FC station PLC, besides the local control role, acts as “master PLC“ for centrally managing both subsystems of the complete A/D/RML, having process and operation facilities, thereby coordinating, controlling and synchronizing the operations tasks with the ARS.
2.1.2. Flexible Cell with ABB RM
- RM ABB IRB120 6-DOF, with electric gripper;
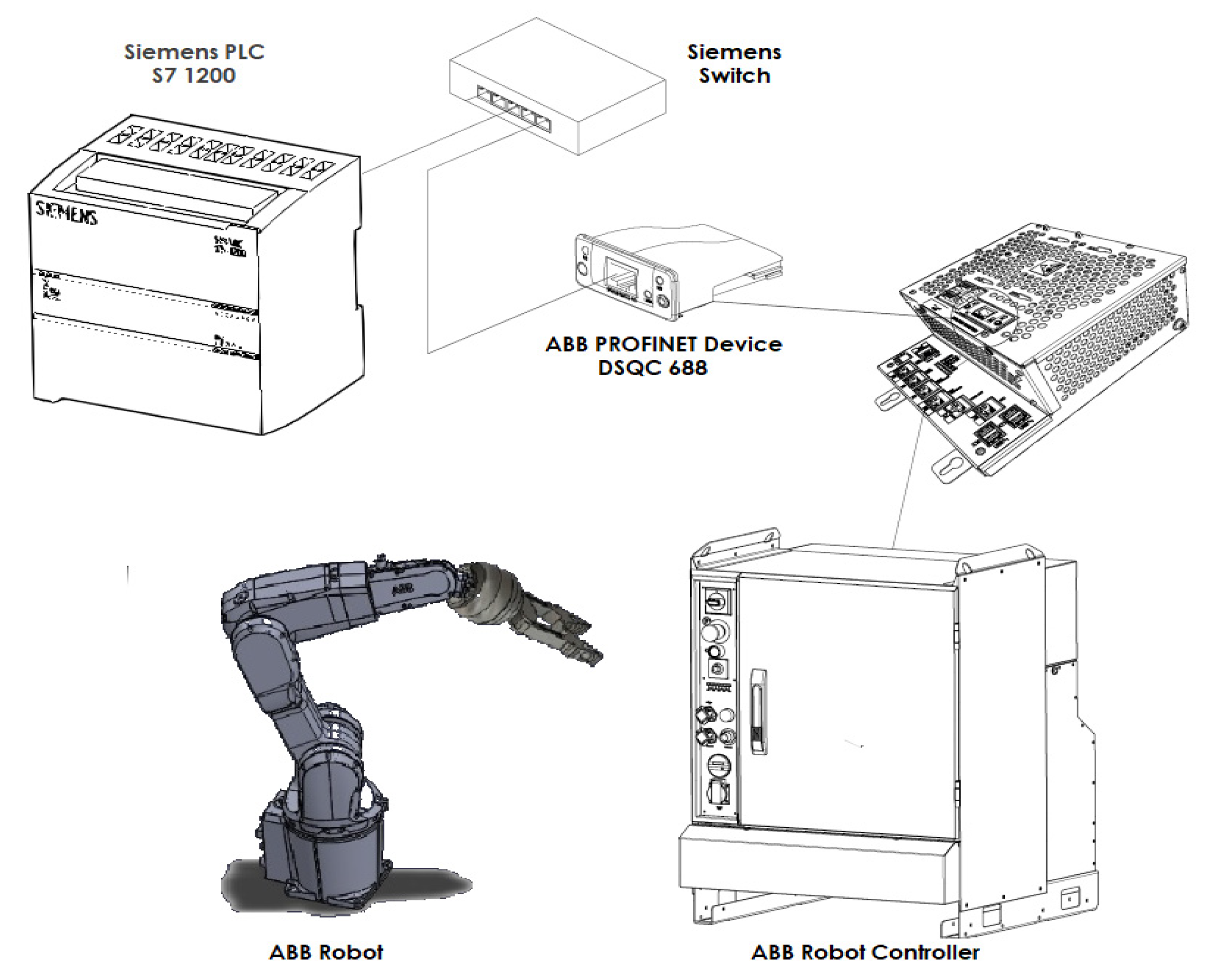
- PLC Siemens S7-1200 series, CPU 1214C;
- HMI Siemens KTP700, Color Basic PN;
- Switch Siemens, SCALANCE XB005;
- Conveyor Belt, Sinamics V90 Servo Drive;
- Compact stack storage units for each workpiece component (*S1 to *S4);
- Unloading trays for workpiece component disassembly (*WH1 to *WH5).
- Profinet-IO, interconnecting the PROFINET device with any other fieldbus or industrial Ethernet network. Uses cyclic data transfer to exchange data between PLC over Ethernet with HMI, PLC CPU and ABB Robot Controller;
- PROFI drive, implemented for drives application scenarios, used in FC station to control the conveyor belt with Sinamics V90 Servo Drive.
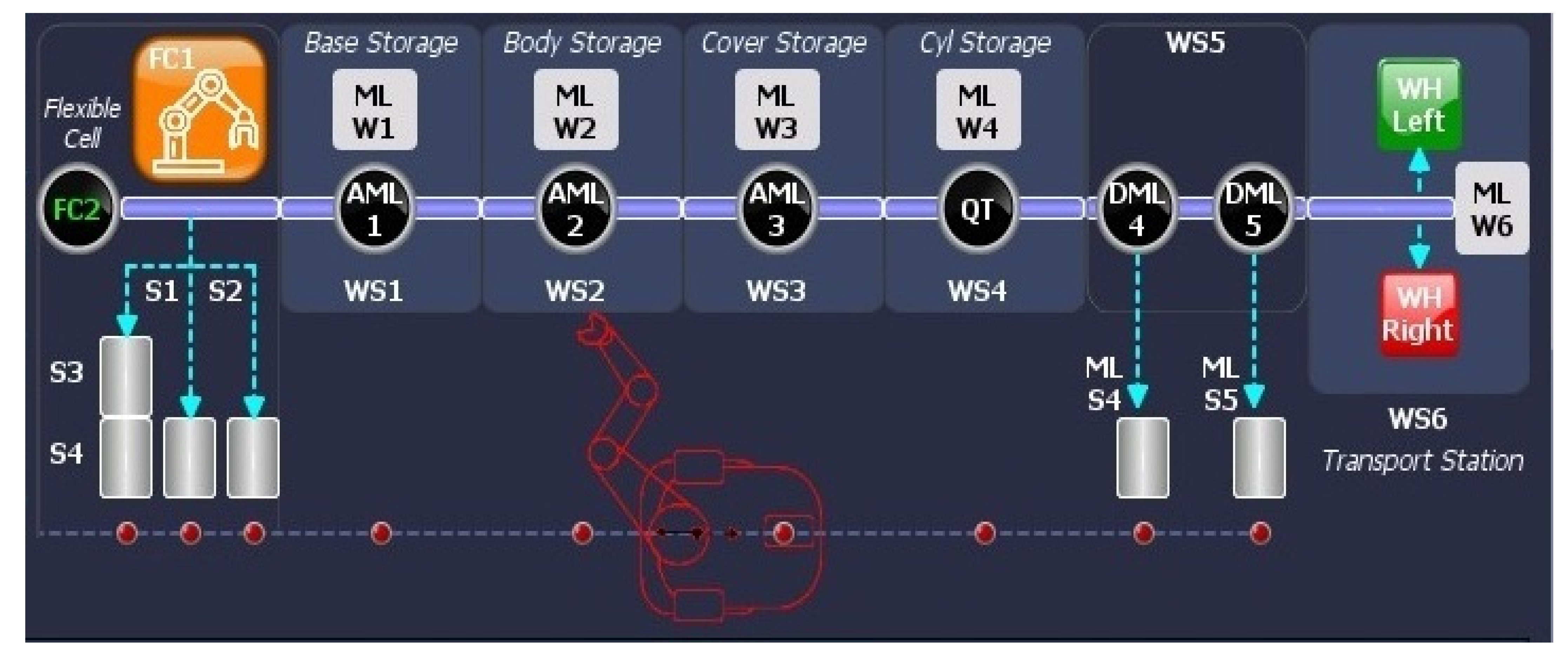
2.1.3. Mechatronics Line Hera&Horstmann
2.1.4. Hardware Structure of the ARS
- 7-DOF Cyton 1500 RM equipped with an eye-in-hand VSS using a high-definition camera, both are connected to the Remote PC via Wi-Fi USB and synchronously communicating with the A/D/RML over Wi-Fi;
- WMR PeopleBot, which is a WMR with two driving wheels and one free wheel (2DW/1FW).
2.1.5. Eye-in-Hand VSS
2.2. Modeling the A/D/RML Assisted by ARS
2.2.1. Assembly Process Task Planning
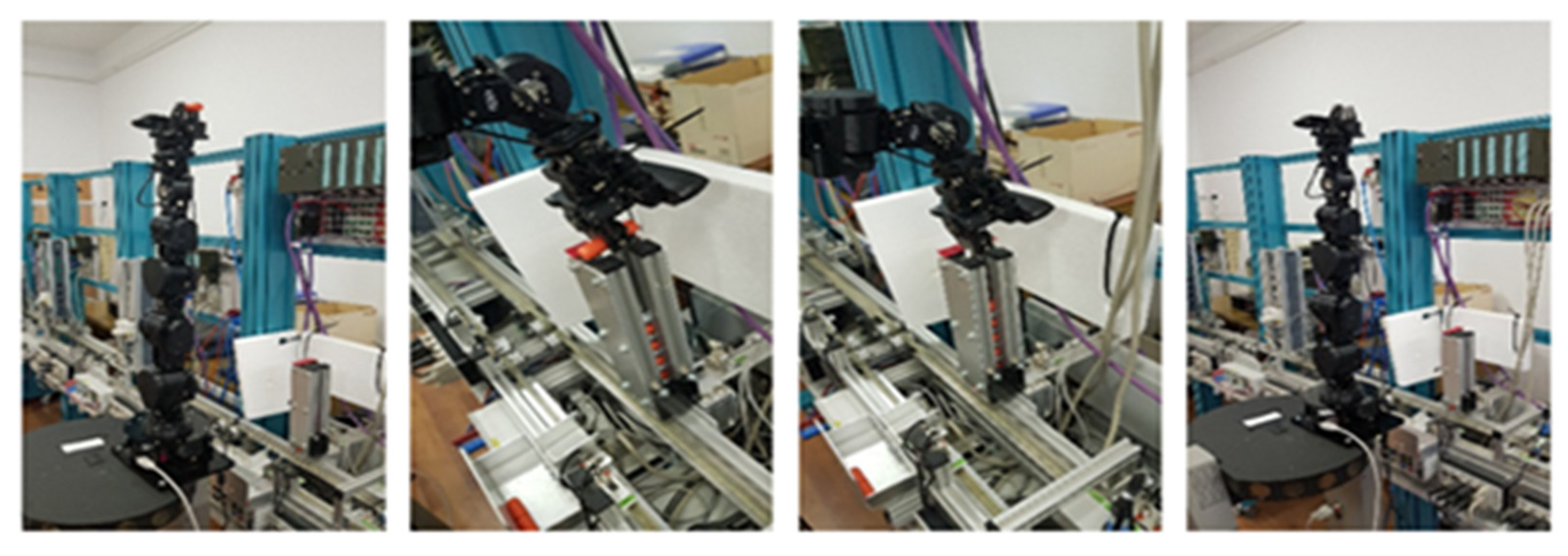
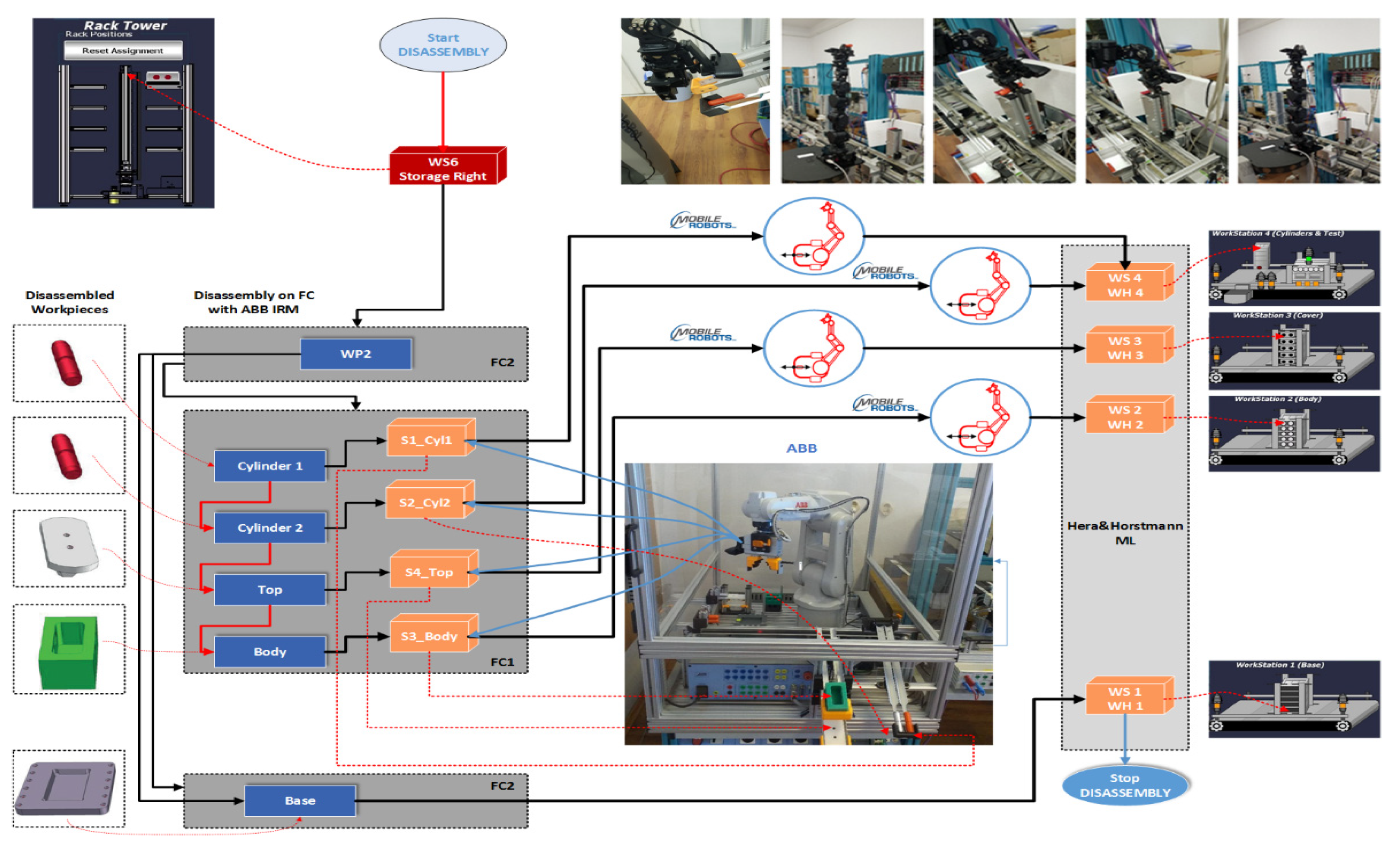
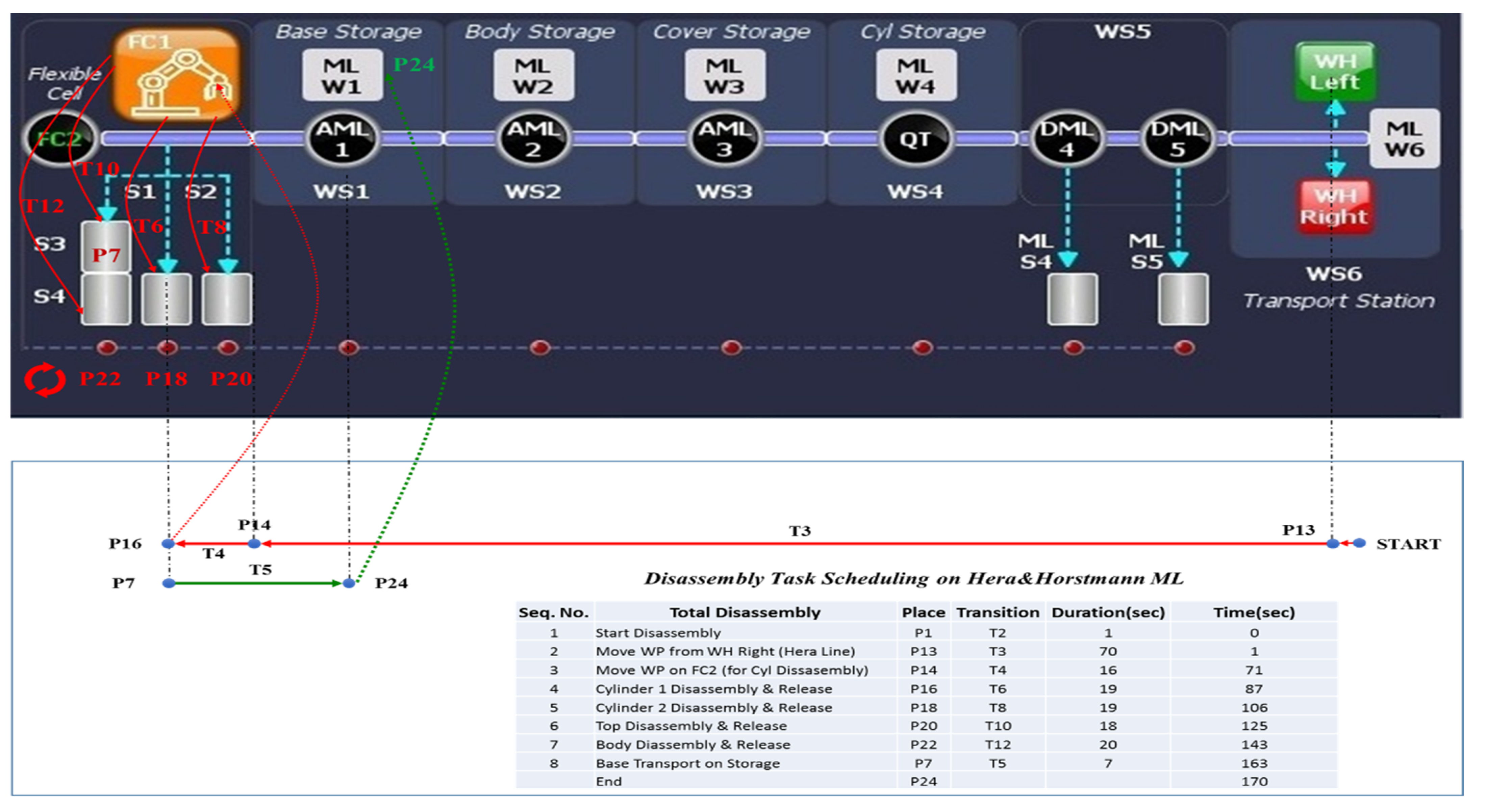
2.2.2. Disassembly Process Task Planning
2.2.3. Repair Process Task Planning
- Process the WS6 FIFO stack of WP2 with failed quality test—bad product but recoverable (can be repaired);
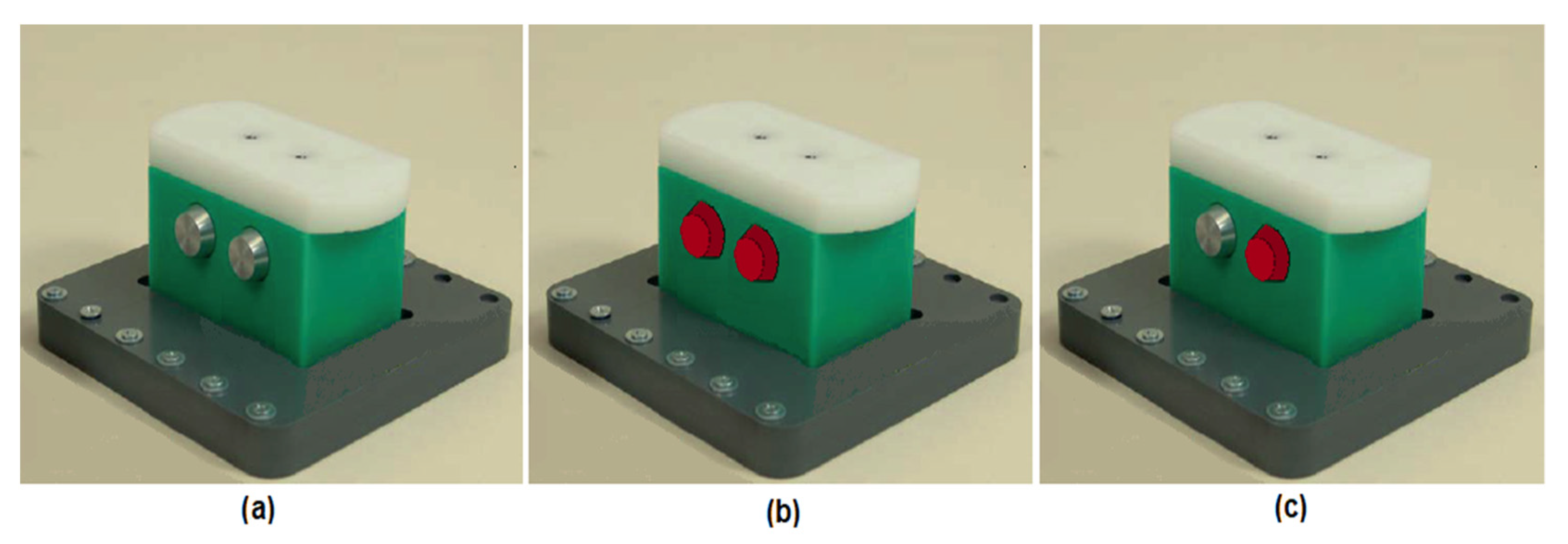
- Transporting back the workpiece from the Storage Tower Rack to the FC. WP2, having cylinders of different materials (Figure 7c), is taken over by the WS6 elevator and positioned on WS5. It is transported along the Hera&Horstmann ML to the FC;
- The bad cylinder is processed in FC according to the quality state. The ABB IRM disassembles the plastic cylinder, letting it slide on the dedicated external tray compartment and replaces it with a metal one;
- Disassembled component is recovered by ARS. The recovered or replaced cylinder is picked by the ARS RM from disassembling the location tray;
- From this position, ARS handles the recovered plastic cylinder by transporting to the appropriate storage depot from Hera&Horstmann ML to be reused in the further assembly process.
- WP2, now having both metal cylinders, is a good quality product; it is transported from FC along the Hera&Horstmann ML to the WS6 station left side rack.
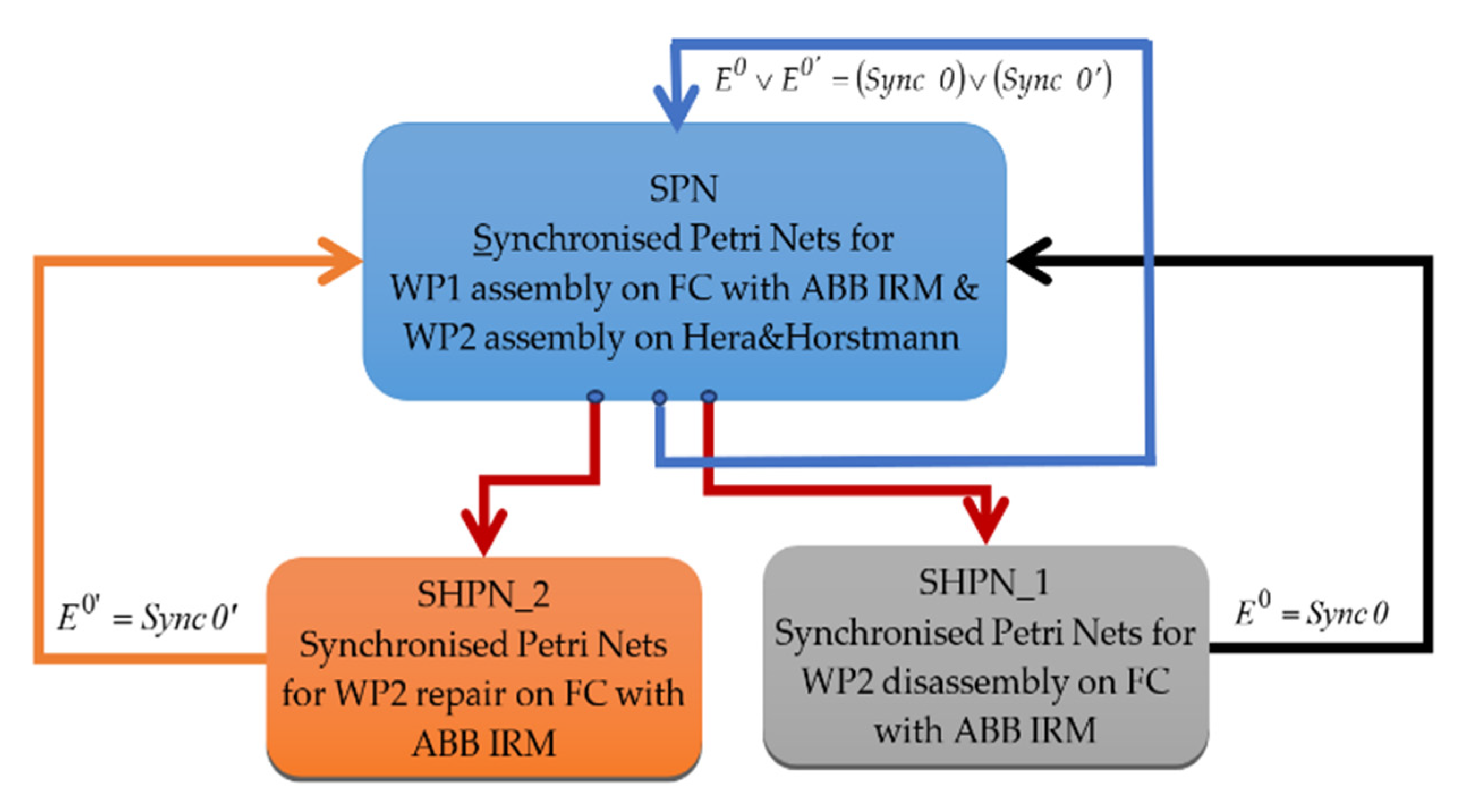
2.2.4. SHPN Model Structure and Simulation
- Flexible assembly and storage of 2 different product types (SPN typology);
- Repair products and recover components (SHPN typology);
- Total disassembly of damaged products (SHPN typology).
2.3. Communication, Synchronization and Control Architecture of Multifunctional Flexible Manufacturing Technology
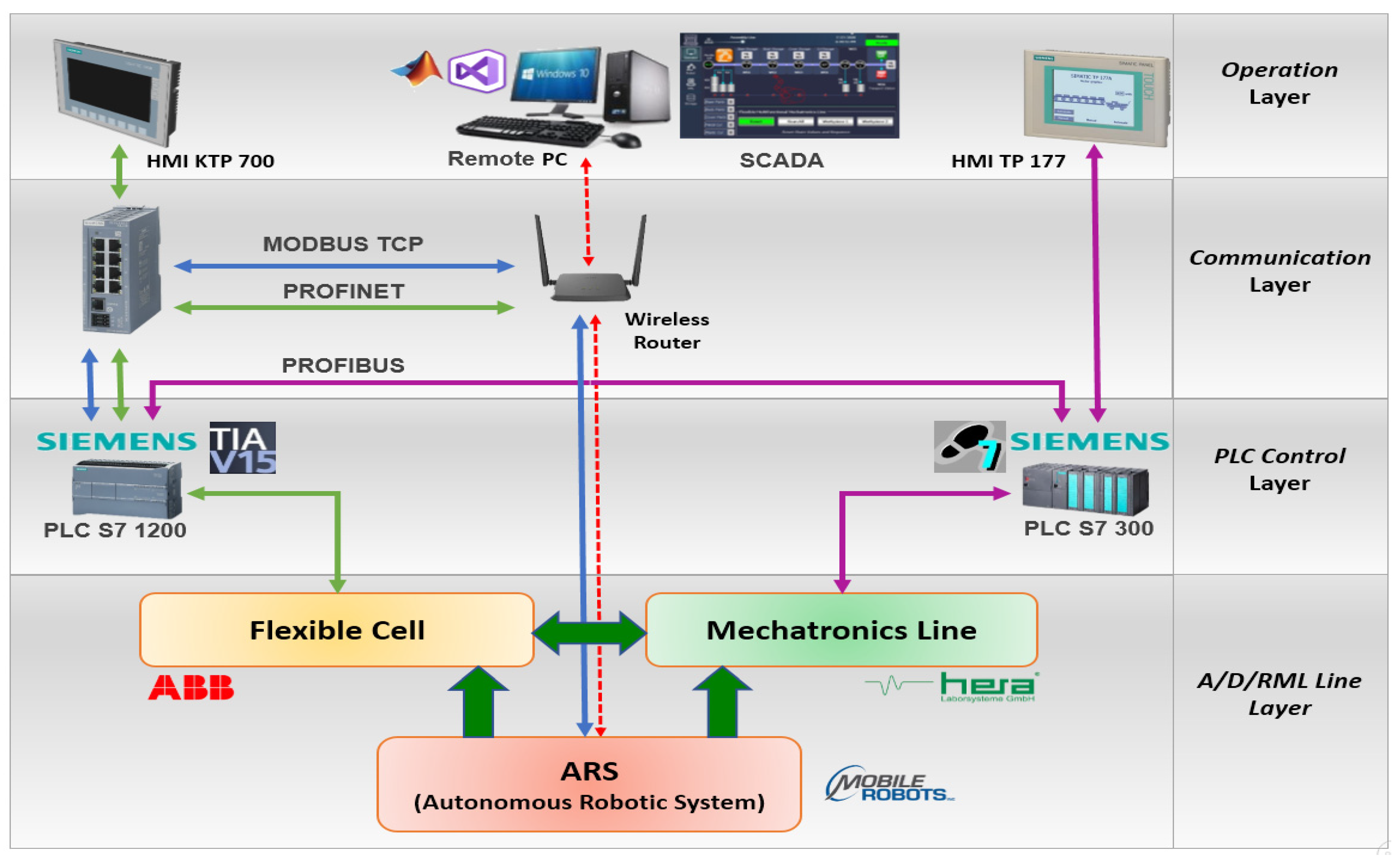
2.3.1. A/D/RML Control Architecture and Network Topology
- Data acquisition, to monitor and control all IO field-sensors from the lower layer of the automation process architecture, conveyor belt sensors, proximity sensors and speed sensors;
- Data communication, involving monitoring the automation process and interacting with all the devices/sensors from a single location via a communications network to bring remotely data from A/D/RML and ARS. A communication adapter (Figure 2) Siemens CM 1242-5 attached to S7-1200 PLC is used for connecting the newer generation Siemens master PLC from FC via the Profibus link to the mechatronics line. This module is used to connect and integrate SIMATIC S7-1200 into an automation solution as a Profibus DP slave. The CM 1242-5 works as a DPV1 slave in accordance with IEC 61158, handles data traffic completely autonomously and thus relieves the CPU of communication tasks. This communication module operates at two levels, the physical layer and data link layer, converting and regenerating the signal it receives or sends and supports cyclic communication for the transfer of process data between Profibus DP slaves and DP master (Mechatronics Line S7-300 PLC). Cyclic communication is handled by the operating system of the PLC;
- Data presentation display information in human readable format in the GUI, suitable for operator needs for easy control and fast response in case of alarms, a solution implemented for both the mechatronics line as well for the ARS and FC (see Figure 21);
- Control the field devices remotely, pending outputs and synchronization commands from SCADA Remote PC and transmitted via the network, improving operator and ARS fast actions and making a quick decision.
2.3.2. ARS Control Input Design
- Control loop for the synchronization commands between Main PLC and ARS Cyton RM using Modbus TCP signals (Figure 22). As designed, the communication link between the Cyton RM and the Remote PC is performed wirelessly using a USB over Ethernet adapter and a specific TCP/IP protocol;
- Eye-in-hand VSS algorithm, for the Cyton RM, handled wirelessly by Remote PC, for precise robot pick-and-place operations [27]. Cyton RM eye-in-hand VSS control algorithm has been realized using the open-source OpenCV library specialized in image processing;
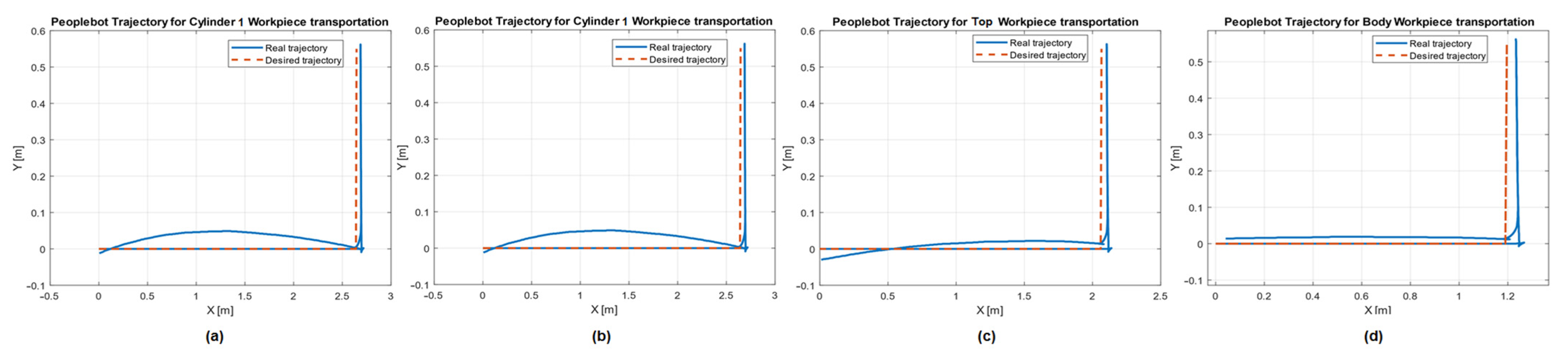
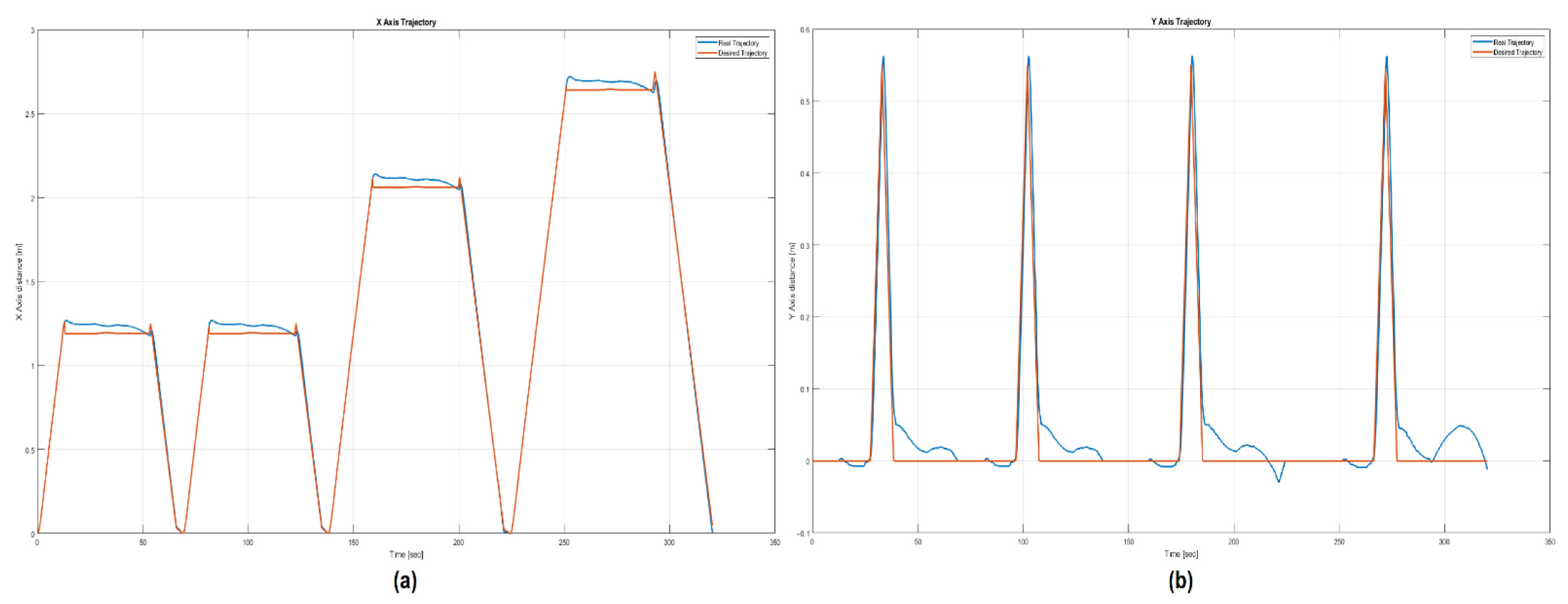
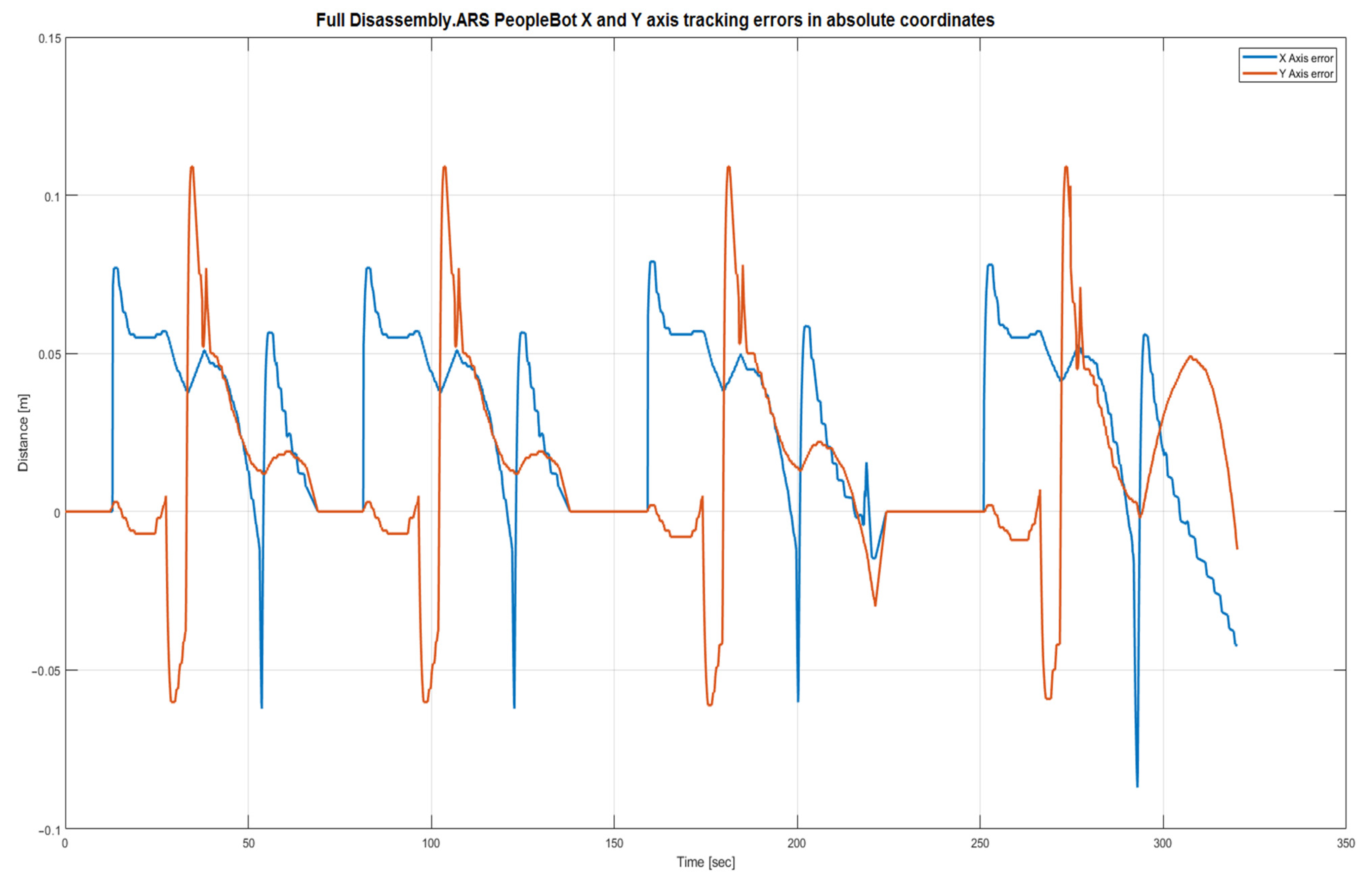
- ARS WMR control algorithm, for moving the grabbed recovered workparts from the FC and place them on the dedicated storage units on ML, is based on TTSMC [28] with functions from Aria Mobile Robots. Communication with the FC is performed wirelessly using TCP/IP protocol.
2.3.3. Communication and Synchronization between A/D/RML and ARS
- Start Job ARS: Recover Cylinder 1;
- Start Job ARS: Recover Cylinder 2;
- Start Job ARS: Recover Body Workpiece;
- Start Job ARS: Recover Top Workpiece;
- Stop Command: stop Job ARS.
- ARS Ready for Command-Status;
- ARS Acknowledge Command-Status;
- ARS Job started: Busy Status.
3. Real-Time Results for A/D/RML Control Based on SHPN Model
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Filipescu, A.; Mincă, E.; Filipescu, A.; Coandă, H.-G. Manufacturing Technology on a Mechatronics Line Assisted by Autonomous Robotic Systems, Robotic Manipulators and Visual Servoing Systems. Actuators 2020, 9, 127. [Google Scholar] [CrossRef]
- Filipescu, A.; Minca, E.; Filipescu, A., Jr. Mechatronics Manufacturing Line with Integrated Autonomous Robots and Visual Servoing Systems. In Proceedings of the 9th IEEE International Conference on Cybernetics and Intelligent Systems, and Robotics, Automation and Mechatronics (CIS-RAM 2019), Bangkok, Thailand, 18–20 November 2019; pp. 620–625, ISBN 978-1-7281-3457-4. [Google Scholar]
- Filipescu, A., Jr. Contributions to Electric Drive of the Flexible Manufacturing Lines and Integrated Robots. Ph.D. Thesis, “Dunarea de Jos” University of Galati, Galati, Romania, 2017. [Google Scholar]
- Jarrahi, F.; Abdul-Kader, W. Performance evaluation of a multi-product production line: An approximation method. Appl. Math. Model. 2015, 39, 3619–3636. [Google Scholar] [CrossRef]
- Syafrudin, M.; Fitriyani, N.L.; Alfian, G.; Rhee, J. An Affordable Fast Early Warning System for Edge Computing in Assembly Line. Appl. Sci. 2019, 9, 84. [Google Scholar] [CrossRef] [Green Version]
- Stoll, J.T.; Schanz, K.; Pott, A. Mechatronic Control System for a Compliant and Precise Pneumatic Rotary Drive Unit. Actuators 2020, 9, 1. [Google Scholar] [CrossRef] [Green Version]
- de Gea Fernández, J.; Yu, B.; Bargsten, V.; Zipper, M.; Sprengel, H. Design, Modelling and Control of Novel Series-Elastic Actuators for Industrial Robots. Actuators 2020, 9, 6. [Google Scholar] [CrossRef] [Green Version]
- Filipescu, A.; Ionescu, D.; Filipescu, A.; Mincă, E.; Simion, G. Multifunctional Technology of Flexible Manufacturing on a Mechatronics Line with IRM and CAS, Ready for Industry 4.0. Processes 2021, 9, 864. [Google Scholar] [CrossRef]
- Chryssolouris, G. Manufacturing Systems—Theory and Practice, 2nd ed.; Springer: New York, NY, USA, 2005. [Google Scholar]
- Langmann, R.; Stiller, M. The PLC as a Smart Service in Industry 4.0 Production Systems. Appl. Sci. 2019, 9, 3815. [Google Scholar] [CrossRef] [Green Version]
- Leusin, M.E.; Kück, M.; Frazzon, E.M.; Maldonado, M.U.; Freitag, M. Potential of a Multi-Agent System Approach for Production Control in Smart Factories. IFAC Elsevier B.V. 2018, 51, 1459–1464. [Google Scholar] [CrossRef]
- Copot, C. Control Techniques for Visual Servoing Systems. Ph.D. Thesis, Gheorghe Asachi Technical University of Iasi, Iasi, Romania, 2012. [Google Scholar]
- Petrea, G.; Filipescu, A.; Solea, R.; Filipescu, A., Jr. Visual Servoing Systems Based Control of Complex Autonomous Systems Serving a P/RML. In Proceedings of the 22nd IEEE, International Conference on System Theory, Control and Computing, (ICSTCC), Sinaia, Romania, 10–12 October 2018; pp. 323–328, ISBN 978-1-5386-4444-7. [Google Scholar]
- Corke, P.; Spindler, F.; Chaumette, F. Combining cartesian and polar coordinates in IBVS. In Proceedings of the IEEE/RSJ Int. Conf. on Intelligent Robots and Systems, IROS’09, St. Louis, MO, USA, 10–15 October 2009; pp. 5962–5967. [Google Scholar]
- Maxim, A.; Copot, D.; Copot, C.; Ionescu, C.M. The 5W’s for Control as Part of Industry 4.0: Why, What, Where, Who, and When—A PID and MPC Control Perspective. Inventions 2019, 4, 10. [Google Scholar] [CrossRef] [Green Version]
- Chen, Z.-Y.; Chen, C.-T. A Remote Controlled Robotic Arm That Reads Barcodes and Handles Products. Inventions 2018, 3, 17. [Google Scholar] [CrossRef] [Green Version]
- Karimov, A.; Kopets, E.; Kolev, G.; Leonov, S.; Scalera, L.; Butusov, D. Image Preprocessing for Artistic Robotic Painting. Inventions 2021, 6, 19. [Google Scholar] [CrossRef]
- Petrea, G.; Filipescu, A.; Minca, E.; Voda, A.; Filipescu, A., Jr.; Serbencu, A. Hybrid Modelling Based Control of an Processing/Reprocessing Mechatronics Line Served by an Autonomous Robotic System. In Proceedings of the 17th IEEE, Intrenational Conference on System Theory, Control and Computing, (ICSTCC), Sinaia, Romania, 11–13 October 2013; pp. 410–415, ISBN 978-1-4799-2228-4. [Google Scholar]
- Filipescu, A., Jr.; Petrea, G.; Filipescu, A.; Filipescu, S. Modeling and Control of a Mechatronics System Served by a Mobile Platform Equipped with Manipulator. In Proceedings of the 33rd Chinese Control Conference, Nanjing, China, 28–30 July 2014; pp. 6577–6582, ISBN 978-988-15638-4-2. [Google Scholar]
- David, R.; Alla, H. Discrete, Continuous and Hybrid Petri Nets; Springer: Berlin/Heidelberg, Germany, 2010; ISBN 978-3-642-10668-2. [Google Scholar]
- Peng, S.; Zhou, M. Sensor-based stage Petri net modelling of PLC logic programs for discrete-event control design. Int. J. Prod. Res. 2003, 41, 629–644. [Google Scholar] [CrossRef]
- Ravankar, A.; Ravankar, A.A.; Kobayashi, Y.; Hoshino, Y.; Peng, C.-C. Path Smoothing Techniques in Robot Navigation: State-of-the-Art, Current and Future Challenges. Sensors 2018, 18, 3170. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, J.-K.; Park, J.-B.; Choi, Y.-H. Tracking Control of Nonholonomic Wheeled Mobile Robot Based on New Sliding Surface with Approach Angle. 3rd IFAC Symposium on Telematics Applications. In Proceedings of the International Federation of Automatic Control, Seoul, Korea, 11–13 November 2013. [Google Scholar]
- Park, B.S.; Yoo, S.J.; Park, J.-B.; Choi, T.-H. Adaptive neural sliding mode control of nonholonomic wheeled mobile robots with model uncertainty. IEEE Trans. Control Syst. Technol. 2009, 17, 207–214. [Google Scholar] [CrossRef]
- Utkin, V.I.; Guldner, J.; Shi, J. Sliding Mode Control in Electro-Mechanical Systems, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2009; ISBN 978-1-4200-6560-2. [Google Scholar]
- el Youssef, E.S.; Martins, N.A.; De Pieri, E.R.; Moreno, U.F. PD-Super-Twisting Second Order Sliding Mode Tracking Control for a Nonholonomic Wheeled Mobile Robot. In Proceedings of the 19th World Congress the International Federation of Automatic Control, Cape Town, South Africa, 24–29 August 2014. [Google Scholar]
- Wei, B. A Tutorial on Robust Control, Adaptive Control and Robust Adaptive Control—Application to Robotic Manipulators. Inventions 2019, 4, 49. [Google Scholar] [CrossRef] [Green Version]
- Ciubucciu, G.; Filipescu, A.; Filipescu, A., Jr.; Filipescu, S.; Dumitrascu, B. Control and Obstacle Avoidance of a WMR Based on Sliding-Mode, Ultrasounds and Laser. In Proceedings of the 12th IEEE International Conference on Control and Automation (ICCA), Kathmandu, Nepal, 1–3 June 2016; pp. 779–784, ISBN 978-1-5090-1737-9. [Google Scholar]
- Maia, R.F.; Bálsamo, A.J.; Lopes, G.A.W.; Massote, A.A.; Lima, F. Evaluation of OPC-UA communication in an autonomous advanced manufacturing cell implementation. Gestão Prod. 2020, 27, e5414. [Google Scholar] [CrossRef]
- Minca, E.; Filipescu, A.; Voda, A. Modelling and control of an assembly/disassembly mechatronics line served by mobile robot with manipulator. Control Eng. Pract. 2014, 31, 50–62. [Google Scholar] [CrossRef]
- Dragomir, F.; Mincă, E.; Dragomir, O.E.; Filipescu, A. Modelling and Control of Mechatronics Lines Served by Complex Autonomous Systems. Sensors 2019, 19, 3266. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- SIRPHYCO, Software for Analysis of Hybrid and Continuous Petri Nets. Available online: http://www.lag.ensieg.inpg.fr/sirphyco (accessed on 10 May 2022).
- Ghafoorpoor Yazdi, P.; Azizi, A.; Hashemipour, M. A Hybrid Methodology for Validation of Optimization Solutions Effects on Manufacturing Sustainability with Time Study and Simulation Approach for SMEs. Sustainability 2019, 11, 1454. [Google Scholar] [CrossRef] [Green Version]































Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ionescu, D.; Filipescu, A.; Simion, G.; Mincă, E.; Cernega, D.; Șolea, R.; Filipescu, A. Communication and Control of an Assembly, Disassembly and Repair Flexible Manufacturing Technology on a Mechatronics Line Assisted by an Autonomous Robotic System. Inventions 2022, 7, 43. https://doi.org/10.3390/inventions7020043
Ionescu D, Filipescu A, Simion G, Mincă E, Cernega D, Șolea R, Filipescu A. Communication and Control of an Assembly, Disassembly and Repair Flexible Manufacturing Technology on a Mechatronics Line Assisted by an Autonomous Robotic System. Inventions. 2022; 7(2):43. https://doi.org/10.3390/inventions7020043
Chicago/Turabian StyleIonescu, Dan, Adrian Filipescu, Georgian Simion, Eugenia Mincă, Daniela Cernega, Răzvan Șolea, and Adriana Filipescu. 2022. "Communication and Control of an Assembly, Disassembly and Repair Flexible Manufacturing Technology on a Mechatronics Line Assisted by an Autonomous Robotic System" Inventions 7, no. 2: 43. https://doi.org/10.3390/inventions7020043
APA StyleIonescu, D., Filipescu, A., Simion, G., Mincă, E., Cernega, D., Șolea, R., & Filipescu, A. (2022). Communication and Control of an Assembly, Disassembly and Repair Flexible Manufacturing Technology on a Mechatronics Line Assisted by an Autonomous Robotic System. Inventions, 7(2), 43. https://doi.org/10.3390/inventions7020043