1. Introduction
In many branches of industry, there is a trend towards a reduction of the overall weight through a lightweight construction concept. In order to achieve this, a central aspect is an increase in efficiency of material utilization in deep drawn products. Components made of conventional materials with a high sheet thickness are substituted by high-strength materials with a lower thickness and, therefore, a lower weight or materials with a lower relative density. The challenge in this context is the lower formability of these materials. The applicability of these alloys increases with the use of modern software, which can digitally map the forming process.
Therefore, the material data is an essential input for numerical process design and, thus, for the quality of the simulation results [
1]. Hence, the stress state at plane strain is of crucial importance, since there is a low formability and a strong sheet thinning occurs even at low degrees of deformation [
2]. This low formability can be explained by the material flow, that is present exclusively in the sheet thickness direction as a result of the flow restriction in the minor strain. As a result, in the automotive sector, over 80% of failure within the forming operation is caused under plane strain or near plane strain [
3]. In conventional yield criteria, such as, Yld2000-2d [
4], the plastic material behavior in the region of plane strain is described indirectly by a fit between the uniaxial tensile stress and the equi-biaxial stress state. A direct determination under plane strain conditions is not required for this model. Both aspects, the lack of a direct determination of the flow stress in combination with the high error rate at plane strain implies an enormous potential for improving the mapping accuracy of numerical designed forming operations.
For a characterization of the plane strain material behavior, notched tensile tests are carried out. These experiments are mainly used to determine the forming limit curve (FLC) under plane strain conditions instead of the otherwise performed Nakajima tests [
3]. By using optical strain measurement technology, locally resolved strain fields can be determined in tensile test specimens in order to characterize the local material behavior. The determination of the resulting stress components out of the strain data is not possible in the case of notched tensile tests, since the force measurement in the transverse direction, which means
ε2 = 0 is not possible. Flores et al. [
5] and Wagoner [
6] came up against this challenge by defining a dependence of the two principal stresses with the material anisotropy that is quantified in uniaxial tensile tests. Wagoner referred to the mean vertical anisotropy which can be ascribed to the theory of Hill [
4] with a factor
m = 2. In contrast to this, Flores et al. described a relationship to the material anisotropy in transverse direction. Furthermore, for the model of Flores et al., a maximum tolerable transverse contraction of 0.02 true strain was assumed. Within this boundary, the area under plane strain conditions could be determined for each time step. Investigations by Kuwabara [
7] with a modified cruciform tensile test proved that the relationship of the second principal stress to the material anisotropy overestimates this stress component and leads to a higher stress.
Another innovative method, which is mainly used for the determination of forming limit curves with positive major and minor strain, is the hydraulic bulge test (HBT) with elliptical dies with a differing ratio of the two radii. Hecht [
8] applied this setup to determine plastic formability of magnesium even at elevated temperatures. For the characterization of the material anisotropy, Altan et al. [
9] utilized elliptical dies to determine the planar anisotropy. A fundamental study of the plastic material behavior in hydraulic bulge tests with elliptical dies was given by Rees [
10]. To determine the flow stress at the pole, Rees provided formulations for the principal stress components as a function of the material anisotropy. Lazarescu calculated the stress components from elliptical hydraulic bulge tests using the shell theory [
11]. The dependence of the flow stress on the aspect ratio was investigated by Lazarescu in [
12].
Derived from these approaches of material characterization using an elliptical bulge test, the potential to use the material data of the first and second principal stress for a subsequent modelling is obtained. An increasing complexity of the material model leads to a more accurate mapping of the real material behavior. The anisotropic yield criterion Yld2000-2d, for example, requires eight experimental parameters to determine the eight model parameters. The identification with additional material data leads to an over-determination of the equation system. Hence, there are various possibilities to use additional material data. Investigations have shown that the real material hardening behavior is not equal for all stress states (isotropic hardening), but is stress-state-dependent [
13]. This distortional hardening leads to a change of the yield locus geometry and varies over the true plastic strain. Considering this in numerical mapping, non-associated flow rules are used. These are based on a yield criterion, which is, however, newly identified as a function of the true plastic strain. In contrast to the non-associated flow rule, an associated flow rule is expanded isotopically. Safei et al. [
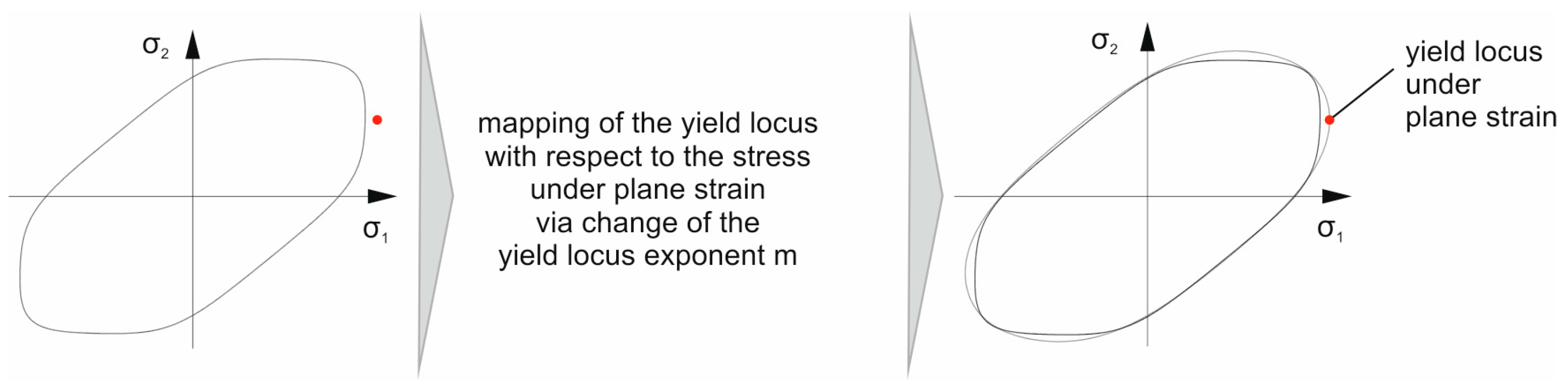
14] used a non-associated flow rule based on Yld2000-2d to map the distortional hardening behavior with a strain dependent modelling of the eight parameters with polynomial functions. A further approach utilized the yield locus exponent m in the yield criterion Yld2000-2d in order to be able to vary the geometry of the yield locus over the plasticization [
15]. Zang et al. [
16] performed linear transformations to vary the yield locus geometry. A disadvantage of these approaches with non-associated flow rules is a higher numerical effort by the required subroutine, which depicts the material behavior as a function of the degree of plastic strain. In contrast to this, an integration of additional material information can be achieved via the yield locus exponent m. Since the yield locus exponent is a mathematical expression for the model and has no metallophysical basis, state of the art is a choice of the yield locus exponent m of the phenomenological yield criterion Yld2000-2d depending on the material class. This selection of the exponent has a decisive influence on the resulting geometry of the yield locus. Usually, this parameter is given by
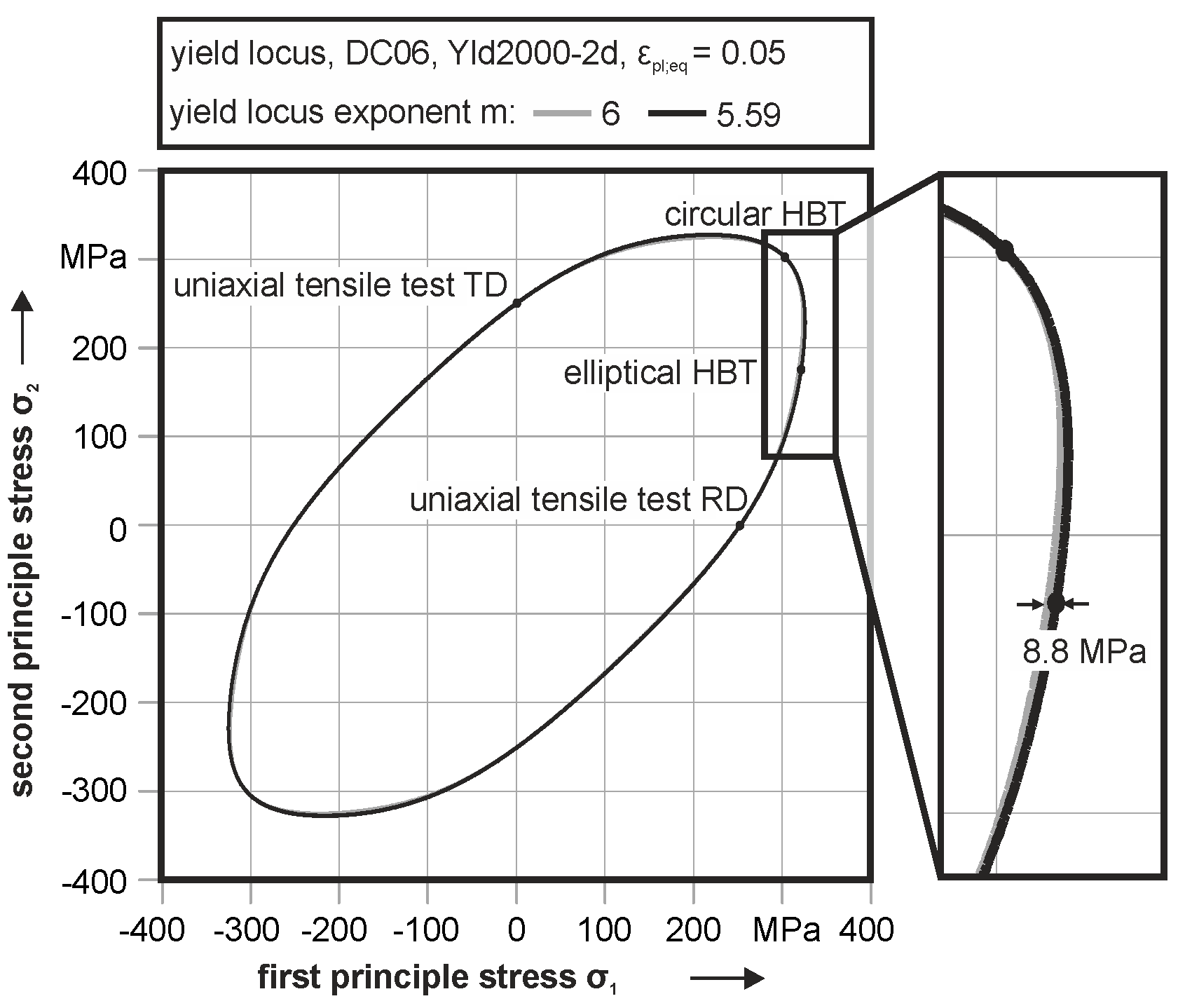
m = 6 for body centered cubic materials (bcc) and
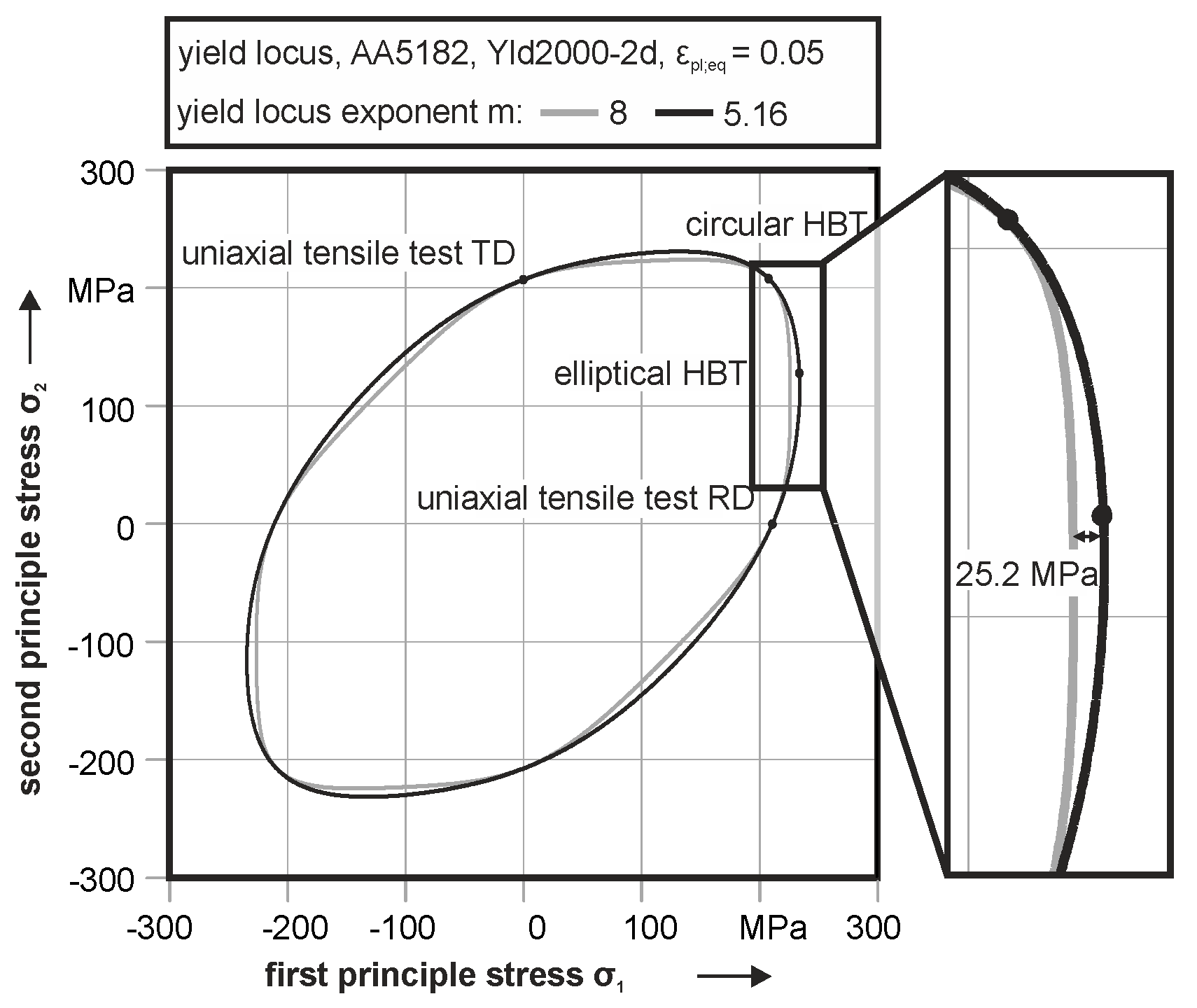
m = 8 for face centered cubic materials (fcc) [
2]. In contrast to this, Plunkett et al. [
17] defined the yield locus exponent with
m = 5 for bcc materials. However, these recommendations have no basis in metal plasticity. The choice of the yield locus exponent defines the geometry in the area between uniaxial and equi-biaxial stress as well as the area of shear stress. Considering this, an integration of additional material information in the associated flow rule Yld2000-2d can be done by an experimentally supported selection of the yield locus exponent m. Investigations by Kuwabara [
18] and Merklein [
19] have shown that the stress-state-dependent material behavior can be modelled by the use of a strain-dependent variation of the yield locus exponent.
Due to the relevance of the plane strain state regarding failure and the missing of a robust testing setup to characterize this strain state, there is demand for integrating this in numerical models. The only well described testing setup is the notched tensile test, with the disadvantage of no possibility to determine the second principal stress. Within this contribution, an experimental setup for the characterization of both principal stress components under plane strain conditions is introduced. Therefore, a hydraulic bulge test with an elliptical die is used to calculate the resulting stress out of the time dependent strain data and geometry. Furthermore, the additional material data is used to improve the yield criterion Yld2000-2d. In state of the art material modelling of Yld2000-2d, the material dependent yield locus exponent m is chosen according to the lattice structure. But for this hypothesis, there is no metal physical basis. Therefore, this contribution presents a new method to determine the yield locus exponent with experimental data. The simulation of a cruciform cup in comparison to experiments reveals the enhancement of the material model considering the sheet thickness distribution in the areas of plane strain.
3. Results of Plane Strain Hydraulic Bulge Tests
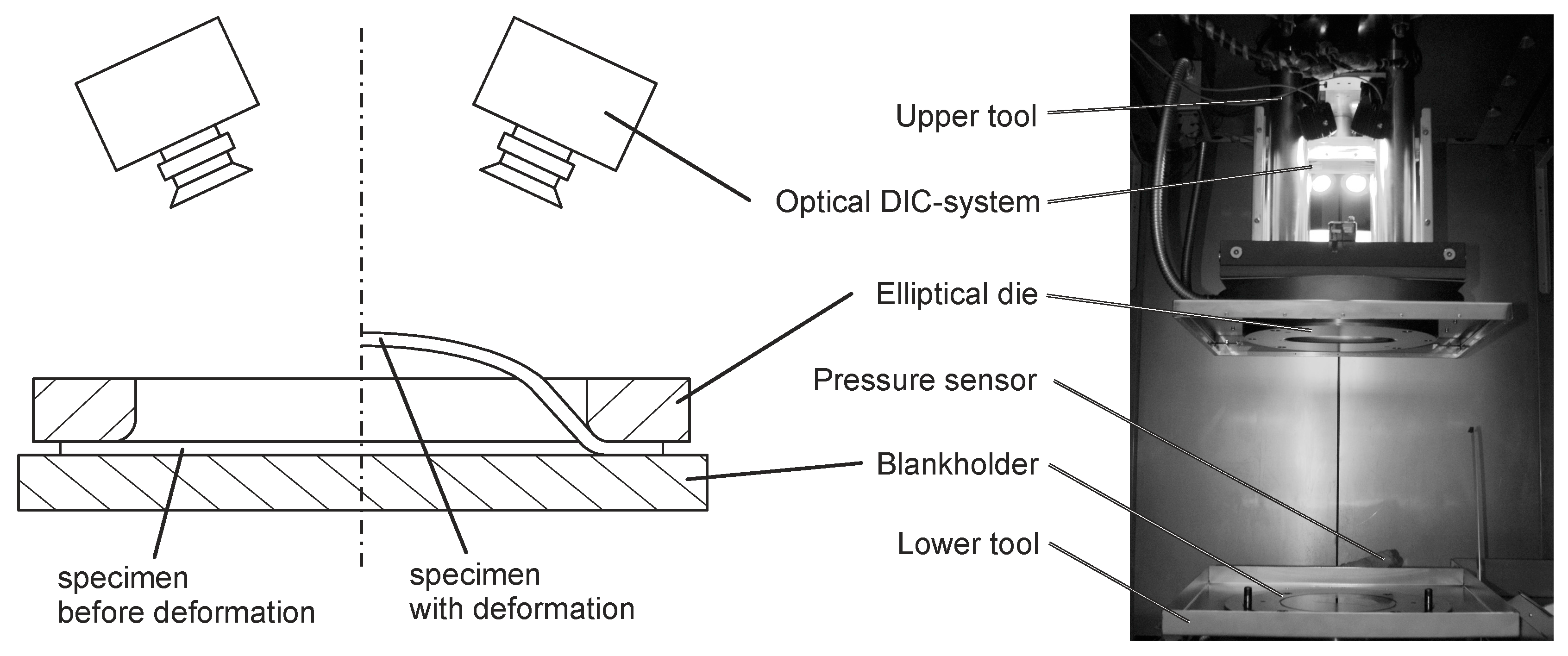
For material characterization, hydraulic bulge tests with an elliptic die geometry are performed. Therefore, specimens are clamped and formed with hydraulic pressure until failure.
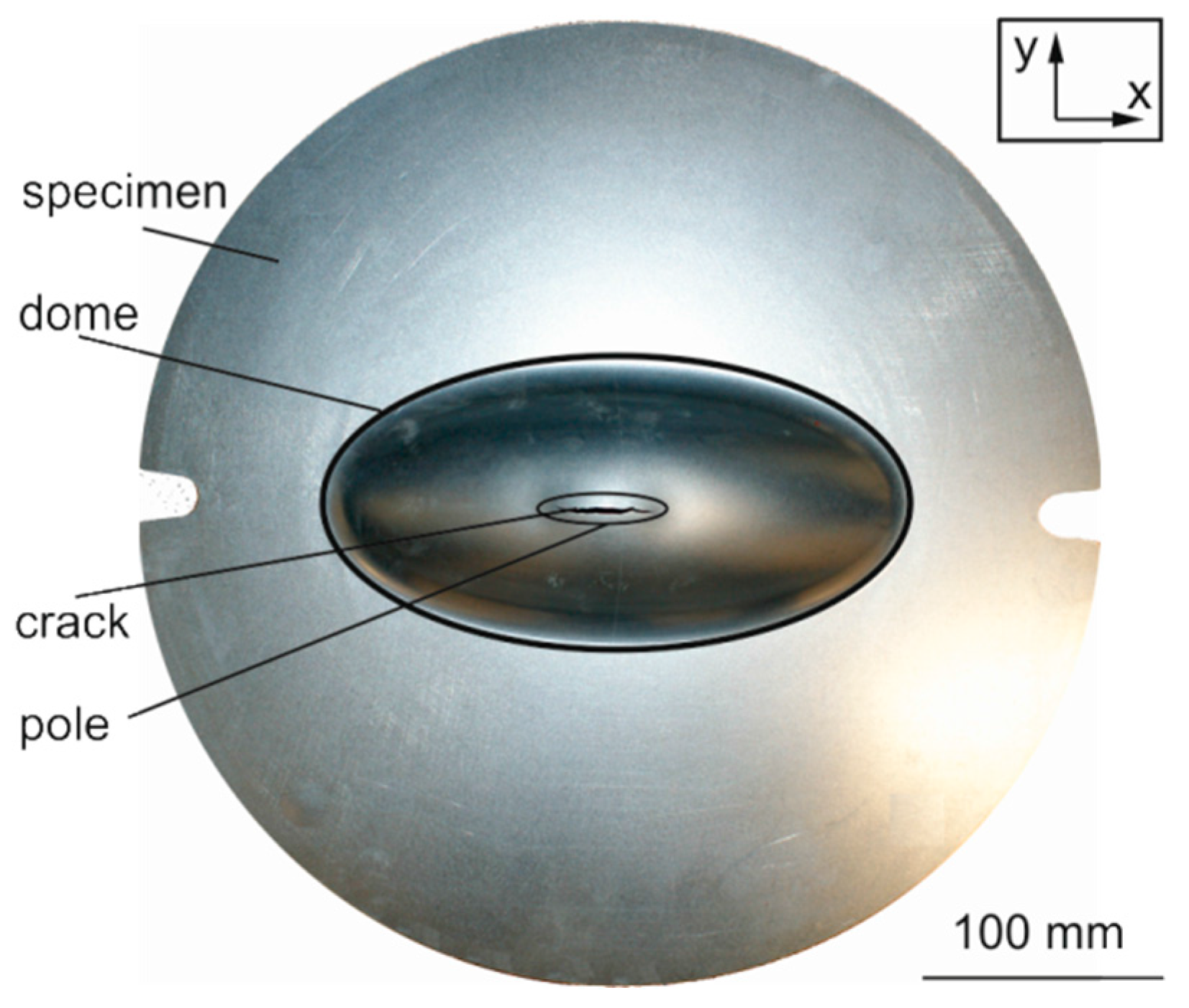
Figure 3 illustrates a tested specimen of DC06. A crack along the x direction at the pole of the formed dome is observable. Because of the highest strain in the pole, crack initiation starts at this point. This is an important aspect, because of the testing setup with the strain measurement system observes only the middle part of the specimen.
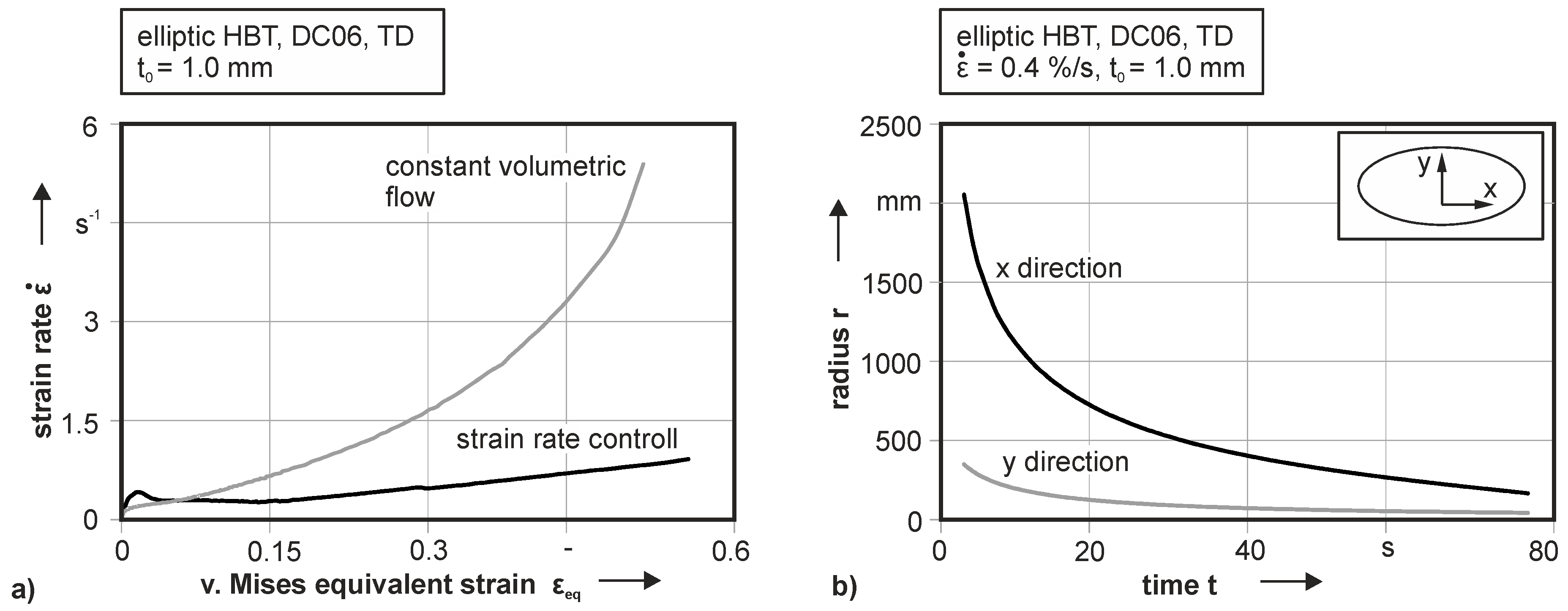
To guarantee a constant forming velocity, the resulting strain rate over the equivalent strain according to von Mises is illustrated in
Figure 4a. For experiments with strain rate control and a target deformation velocity of 0.4%/s the resulting strain rate is drawn as a black line. In contrast to this, an experiment with constant volumetric flow is given (see grey line). For the beginning of plastic deformation, both testing setups give an accurate strain rate. With higher yielding, the exponential progression of the constant volumetric flow significant influences the measurement. At the point of cracking, the strain rate is more than ten times higher than the desired forming velocity. This would cause a wrong hardening characterization of strain rate sensitive materials. Also, the crack initiation starts at a lower equivalent strain. In the case of DC06, cracking starts at 0.55 von Mises equivalent strain for a strain rate controlled measurement, while crack initiation begins at 0.50 von Mises equivalent strain with a constant volumetric flow. For the strain rate controlled HBT, a small increase of the strain rate is also detectable. This increase is explained by localized necking of the specimen at high stains in the pole center, which leads to a local increase of the straining velocity.
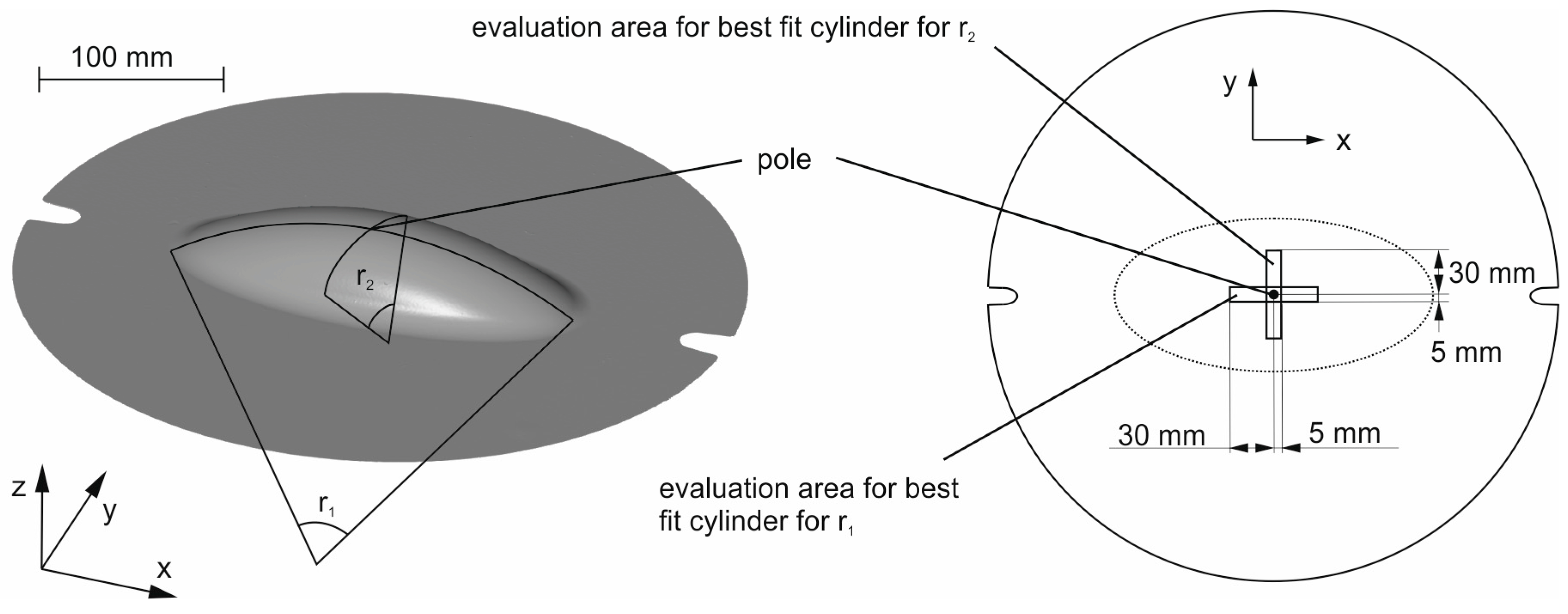
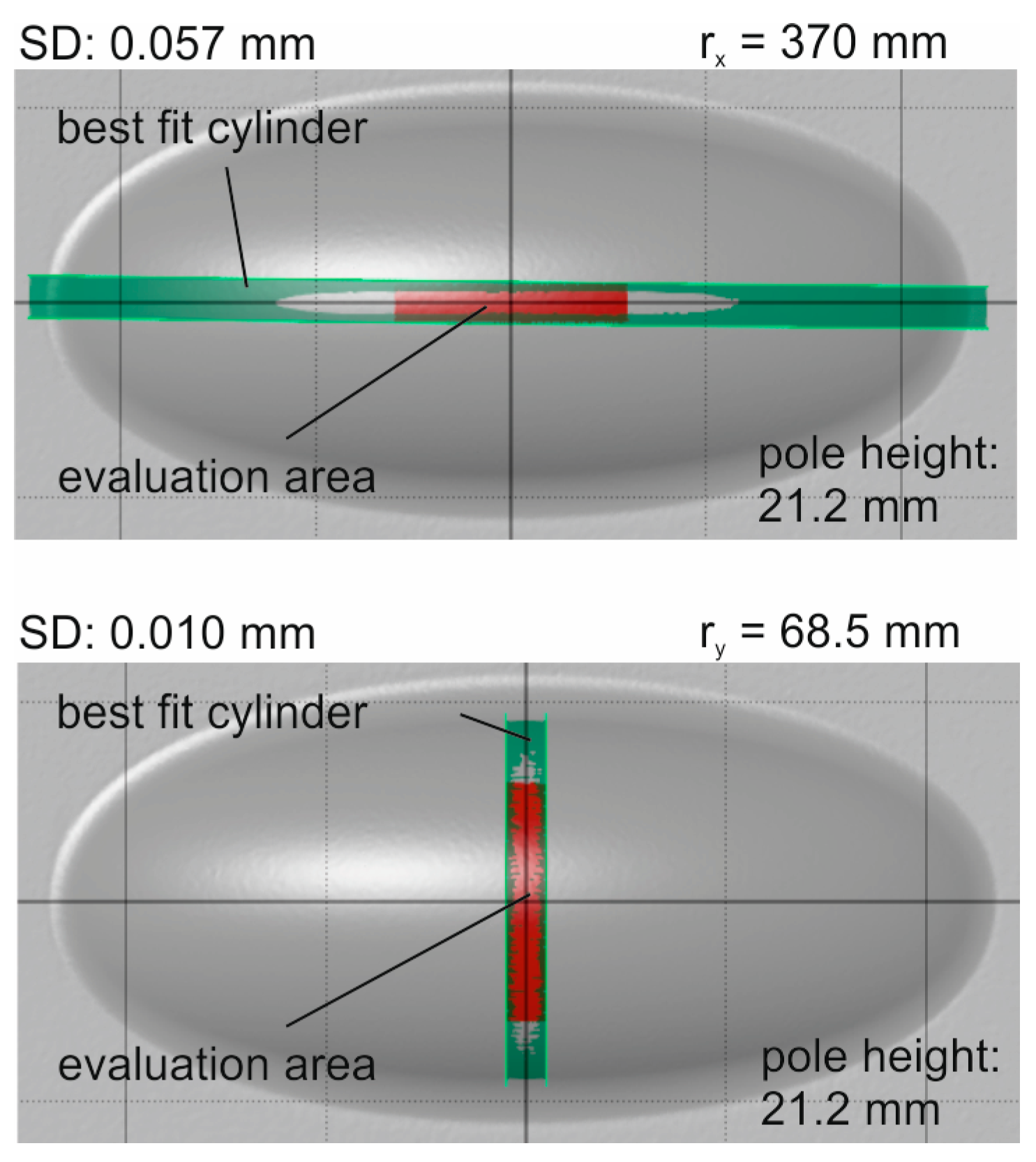
The resulting curvature of the specimen is depicted in
Figure 4b for the DC06. Due to the 3D optical strain measurement system, the local strain distribution can be measured with additional information of the deformed coordinates of the measurement field. The curvature is measured with best fit cylinders for each time step in the particular directions separately. At the beginning of the test, the specimen shows no curvature at all. This leads to no information about curvature at the first seconds of the test. Afterwards, especially for the curvature in the x direction, the radius is about 2000 mm, which is very large and leads to a high standard deviation of 26.6 mm in the determined radius, because of the uncertainty of the measurement at the beginning. This leads to a standard deviation of the von Mises equivalent stress of 8.0 MPa at the onset of yielding. Besides the curvature in x direction, for the stress evaluation, the curvature in y direction is needed.
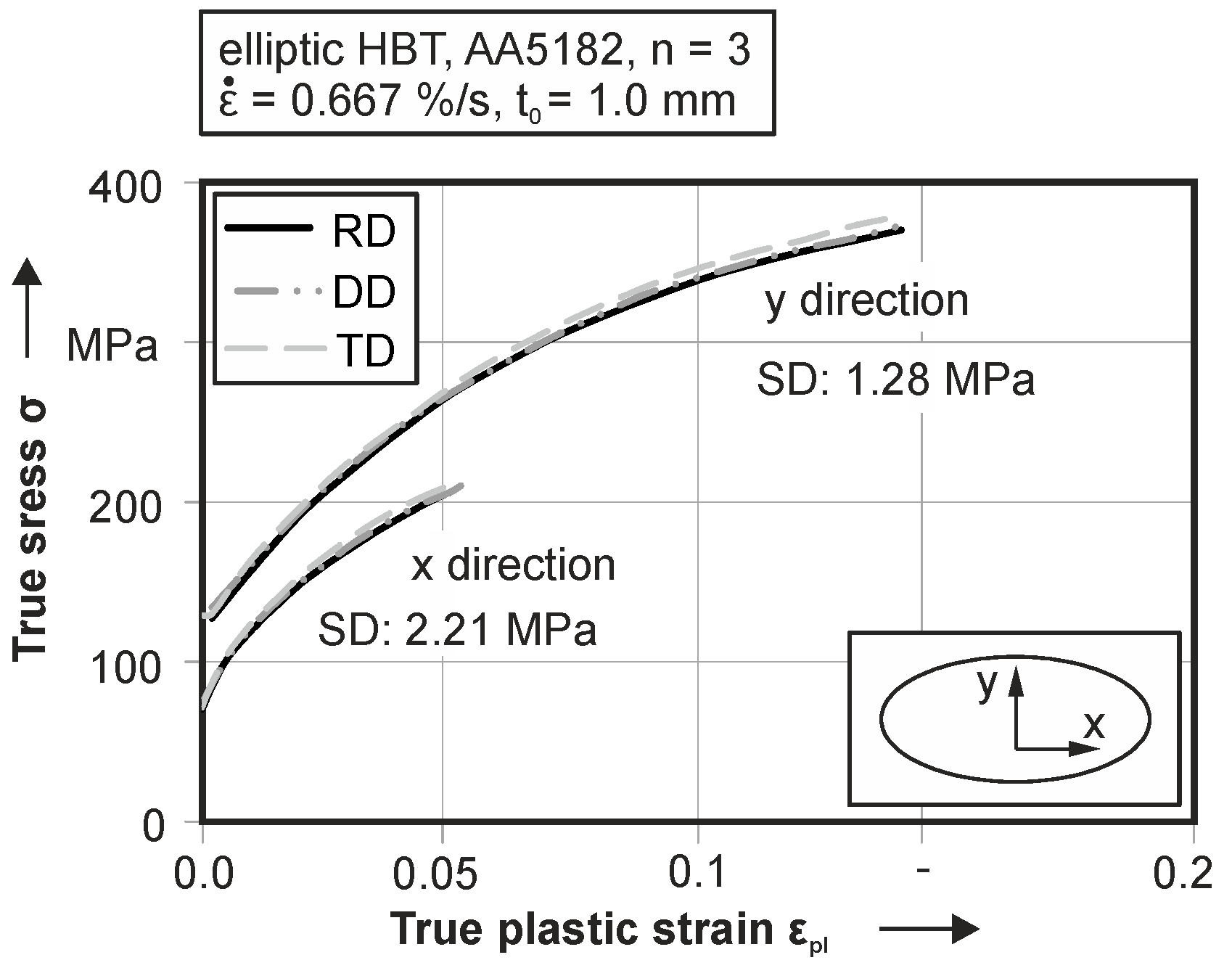
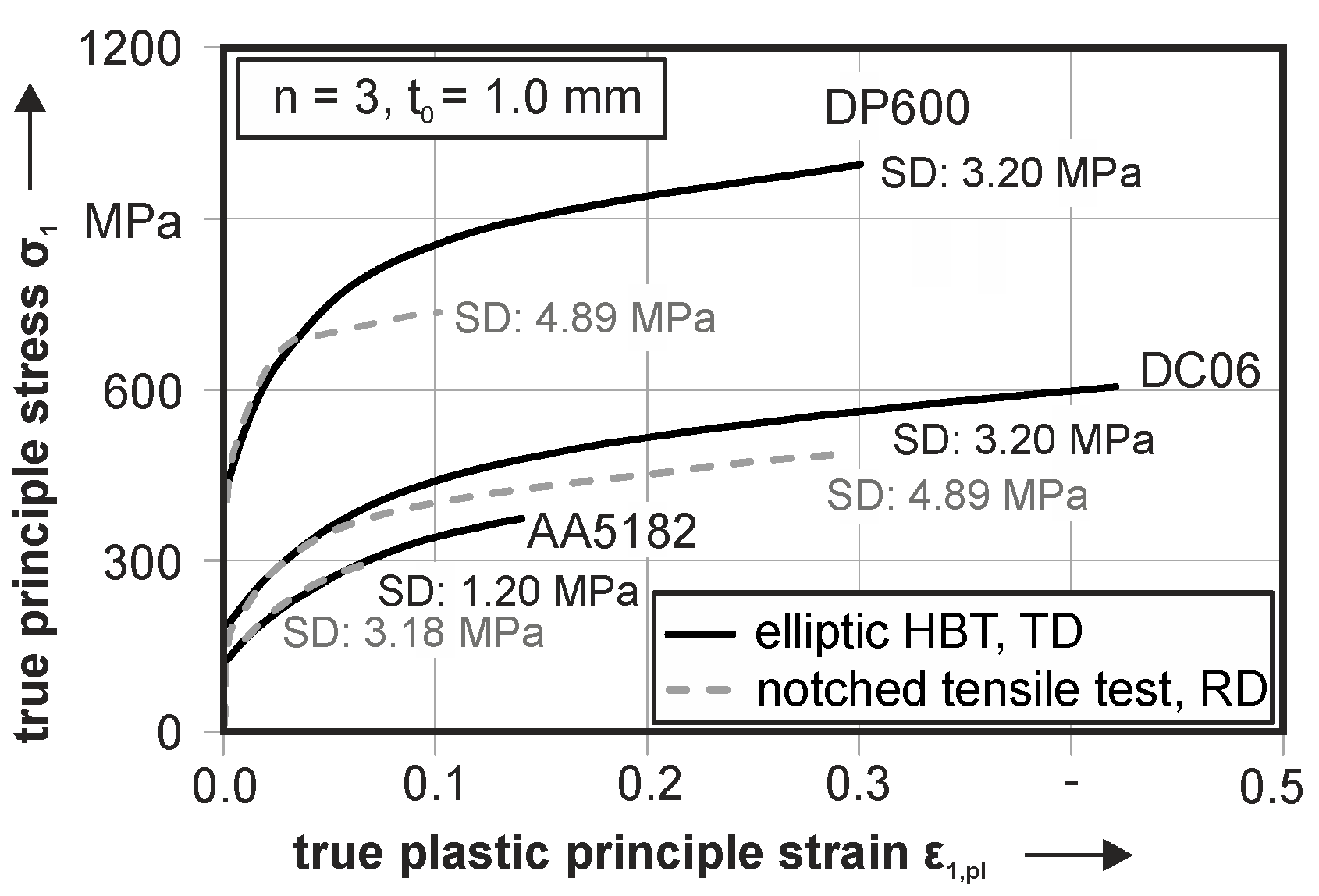
For the flow curve evaluation, three tests with identical parameter setups are performed. This evaluation of the resulting stress-strain curves of both principal stresses is done for all three materials according to the three investigated directions—rolling direction (RD) diagonal direction (DD) and transversal direction (TD). For the aluminum alloy in
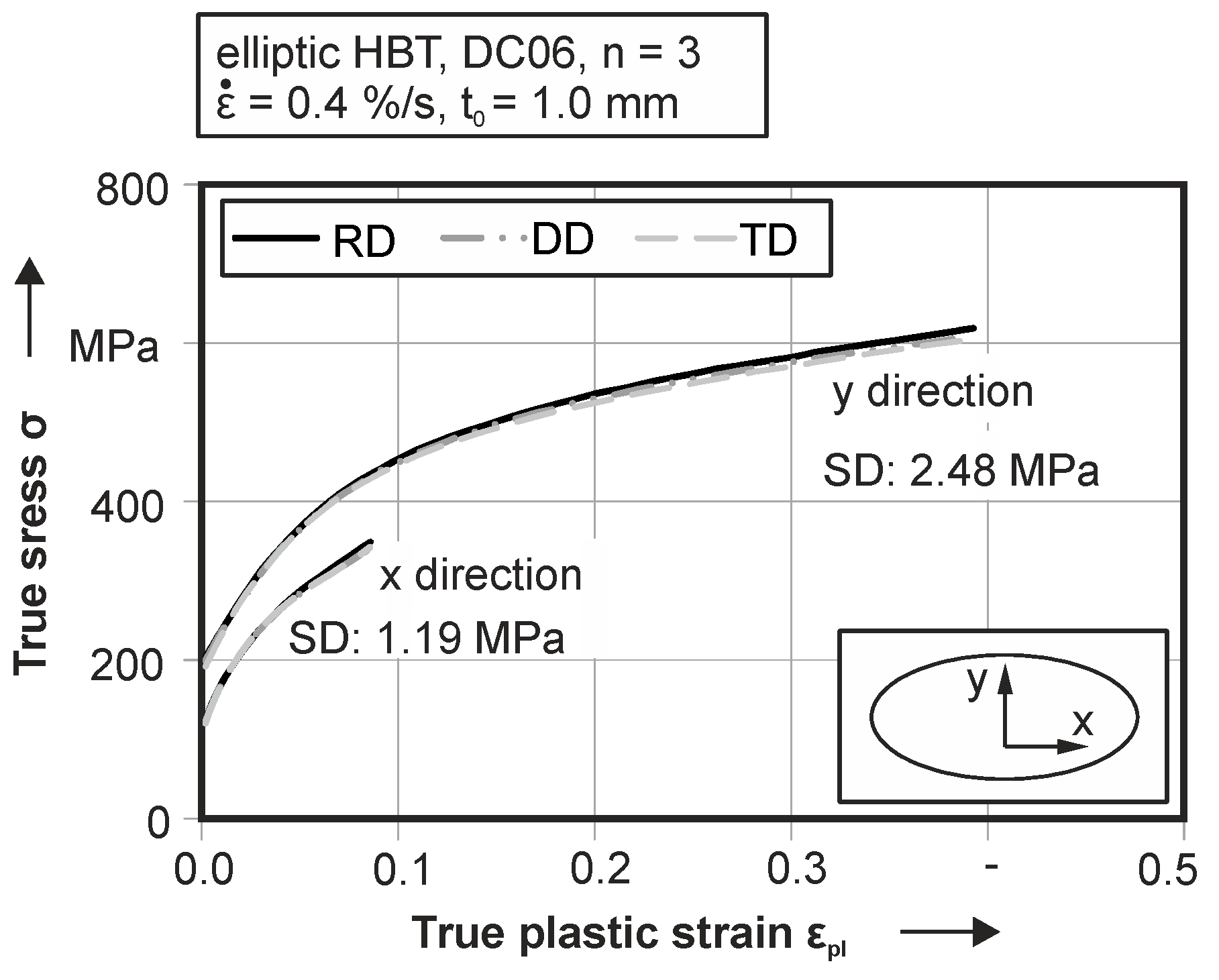
Figure 5, the analysis of the principal stress components in transversal direction show a slightly higher value than in rolling and diagonal directions. In general, the standard deviation is 1.28 MPa for the principal stress in the y direction and 2.21 MPa for the stress in the x direction. Expressed as a percentile, a standard deviation under 2% for the tests is measured. Therefore, the reproducibility is given for this testing setup. The maximum true plastic strain in x direction is on an equal level for all investigated directions and can be quantified as 0.053. In contrast to this, the true plastic strain in y direction is significantly higher and is 0.145 true plastic strain. In contrast to the aluminum, for the DC06, depicted in
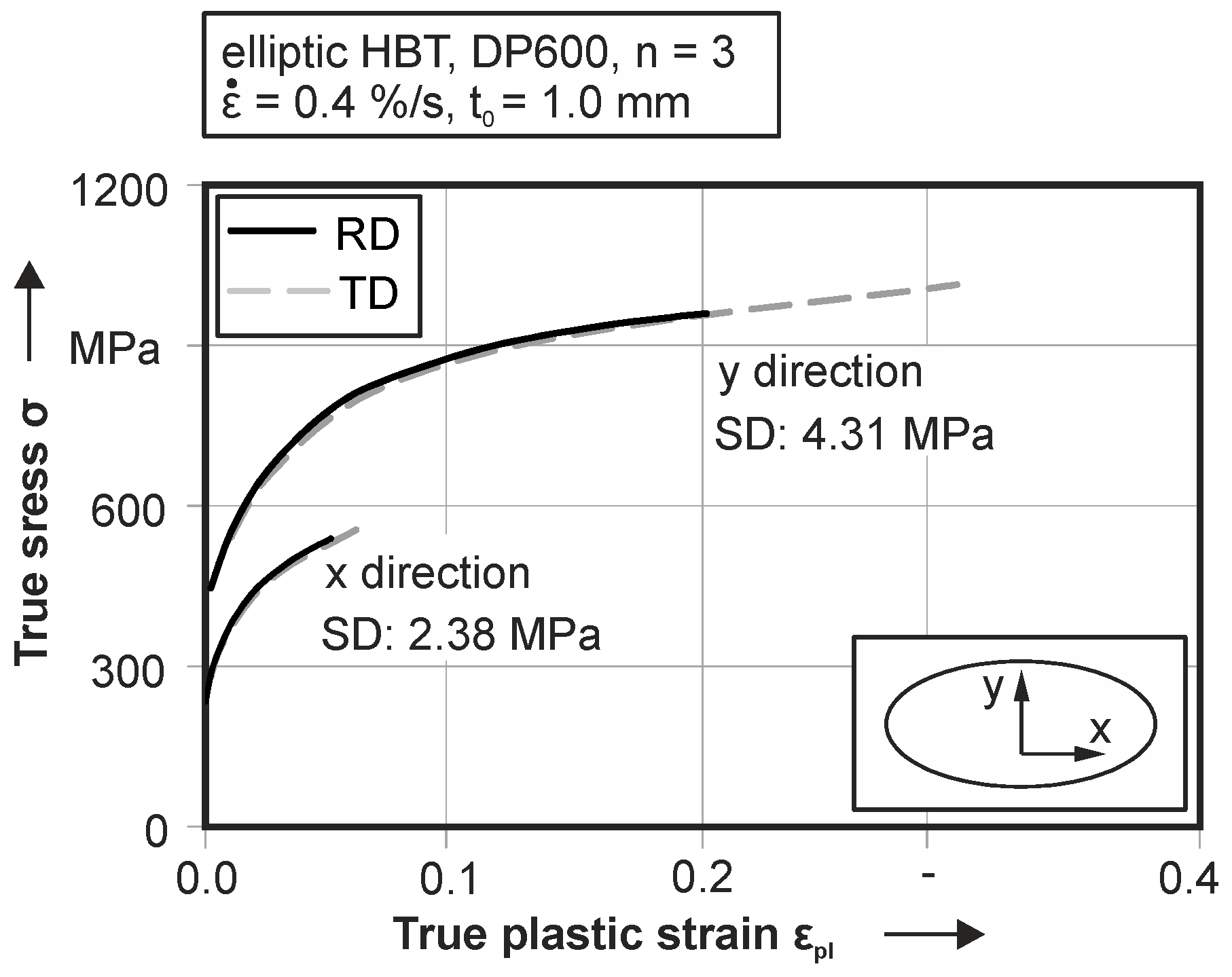
Figure 6, a higher plastic deformation in both principle directions is observable. Here, the onset of yielding is at 189.1 MPa true stress in transversal direction. Cracking is observable at a true plastic strain of 0.39 for the steel. Due to the work hardening, the flow stress before cracking is 597.5 MPa. The mean standard deviation of the flow stress is quantified as 2.48 MPa. For the stress component in x direction, there is a similar standard deviation SD = 1.19 MPa of the flow stress for experiments in TD. Plastic deformation begins in this case at 118.2 MPa true stress and increases to 349.6 MPa at a true plastic strain of 0.09. For the optimization of the yield locus geometry, both principal stress components are used. The second steel grade, the DP600 (see
Figure 7) shows a significant directional dependent material behavior. Experimental results in rolling direction exhibits crack initiation at 0.2 for the y direction and 0.05 true plastic strain in x direction. For experiments in transversal direction, a significant higher formability is observable. The crack initiation starts at 0.3 true plastic strain in y direction and 0.065 in x direction. In contrast to the different straining behavior, the yield strength and the hardening is on equal level for both investigated directions. The mean standard deviation of the resulting flow curve is 4.31 MPa in y direction and 2.38 MPa in x direction.
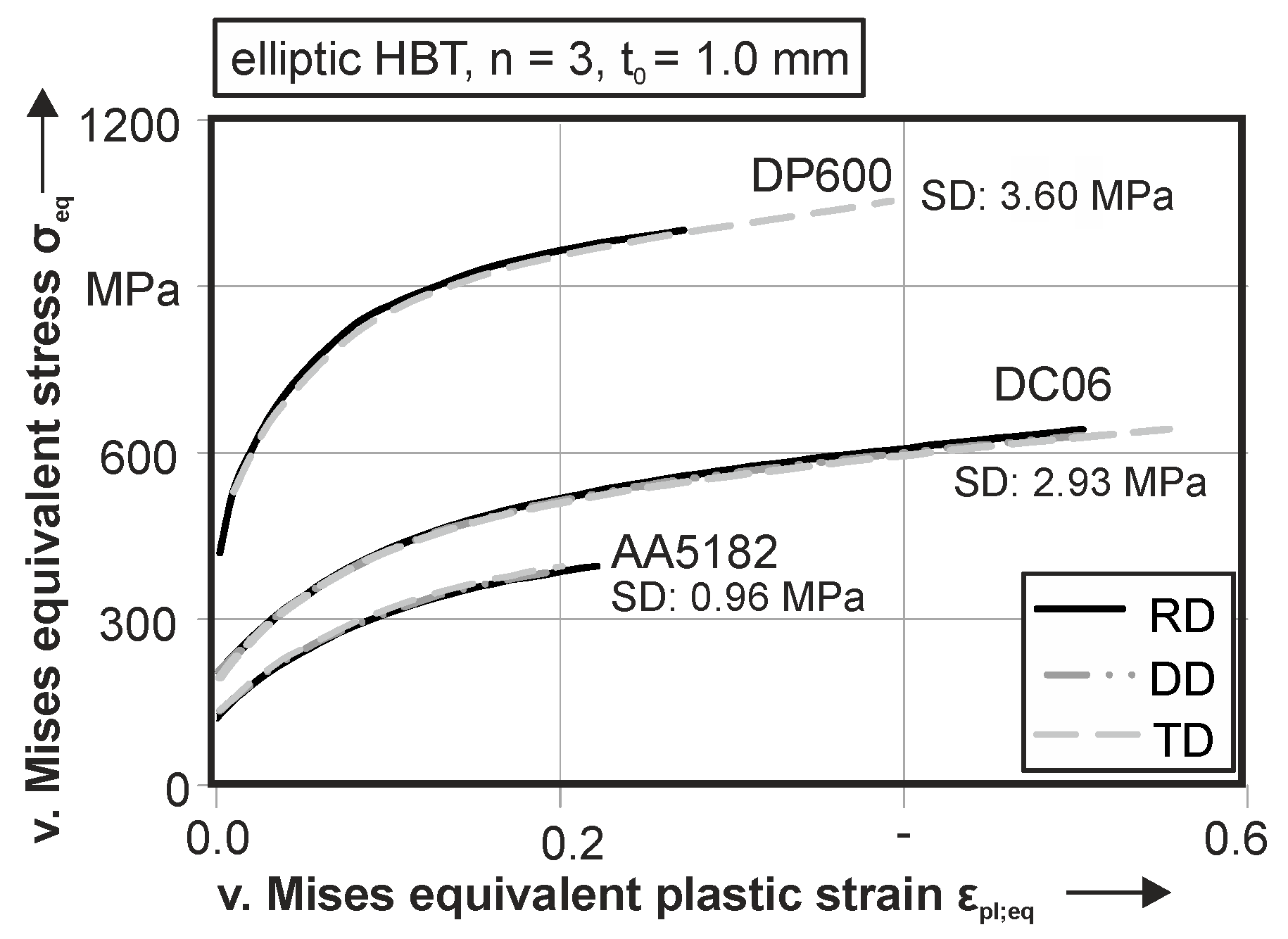
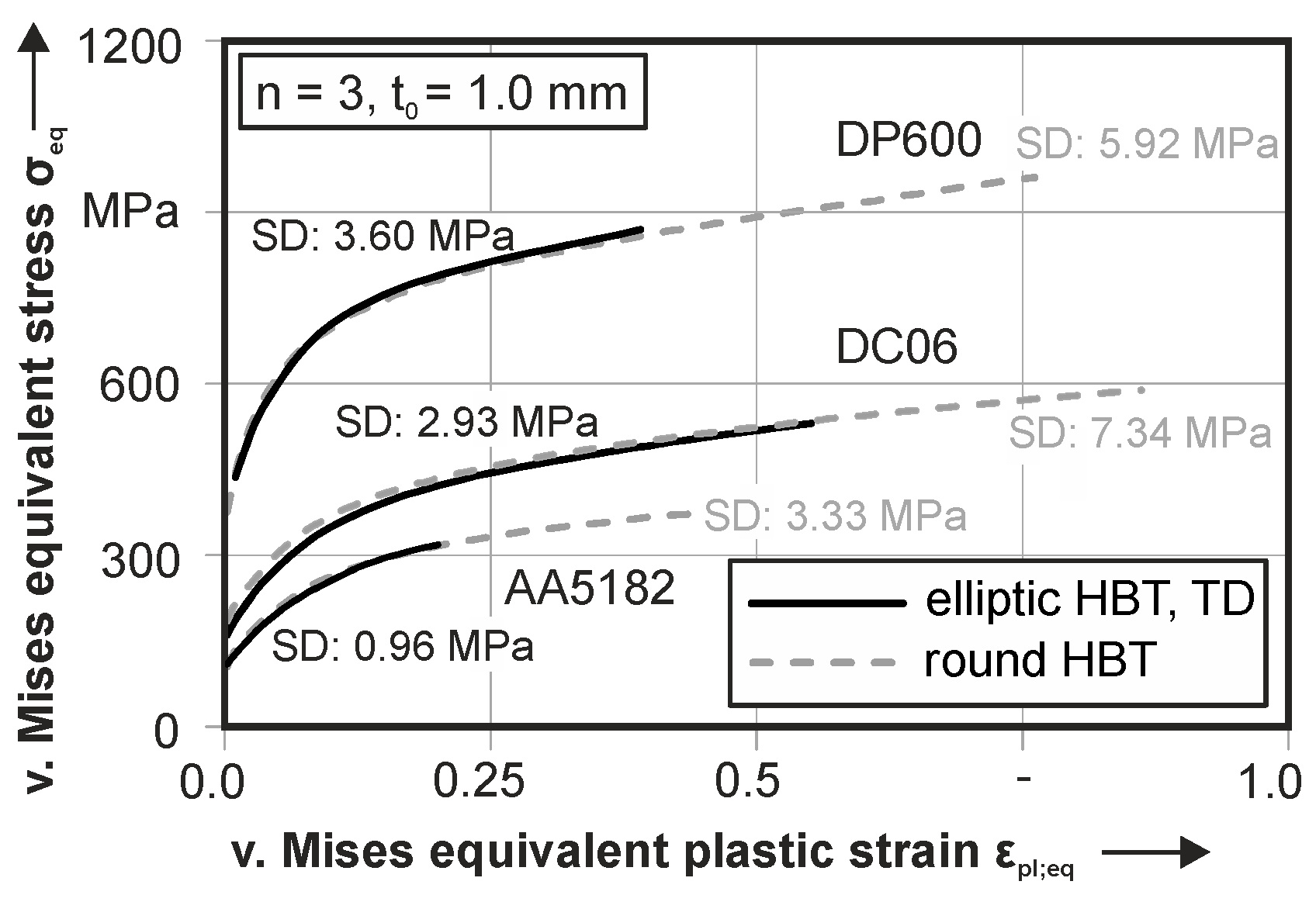
For a comparison with other stress and strain states, as well as for the parameter identification for the material model, a calculation of the von Mises equivalent stress and strain is done for all three materials, see
Figure 8. Therefore, both principal stress components are used for the calculation. In case of the AA5182, the beginning of plastic deformation is visible at a true stress of 104.3 MPa in RD and 111.0 MPa in TD. Failure occurs at 0.22 equivalent plastic strain in rolling direction at an equivalent stress of 324.8 MPa. For DD and TD, crack initiation starts at 0.20 equivalent plastic strain with a true stress of 318.5 MPa in DD and 324.7 MPa in TD. The deep drawing steel DC06 inhibits a beginning of plastic deformation at 168.9 MPa in RD and 169.7 MPa in DD. In TD, the yielding starts at 159.4 MPa. The equivalent plastic strain at failure is 0.50 for RD and DD and 0.55 in TD. The resulting stress at ultimate elongation is 528.4 MPa in RD, 519.6 MPa in DD and 529.1 MPa in TD. It is remarkable that the ultimate elongation in rolling direction for the aluminum is higher than in the other directions. The same can be seen for the DC06 and the DP600, but for this alloy TD has the highest ultimate elongation. Plastic deformation of DP600 starts at a true stress of 345.9 MPa in rolling direction and 344.2 MPa in transversal direction. Failure of the specimen is observable at 825.9 MPa and a corresponding von Mises equivalent rue strain of 0.27 for RD. In orthogonal direction, cracking is visible at 0.39 equivalent true strain and an equivalent true stress of 869.1 MPa. In general, the standard deviation of the true stress curves in this testing setup is under 1.0%.
6. Summary and Outlook
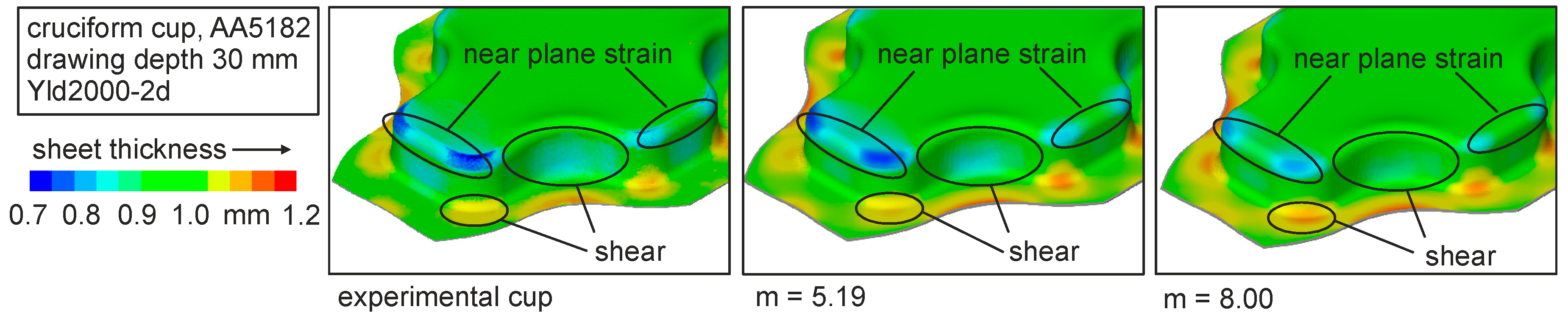
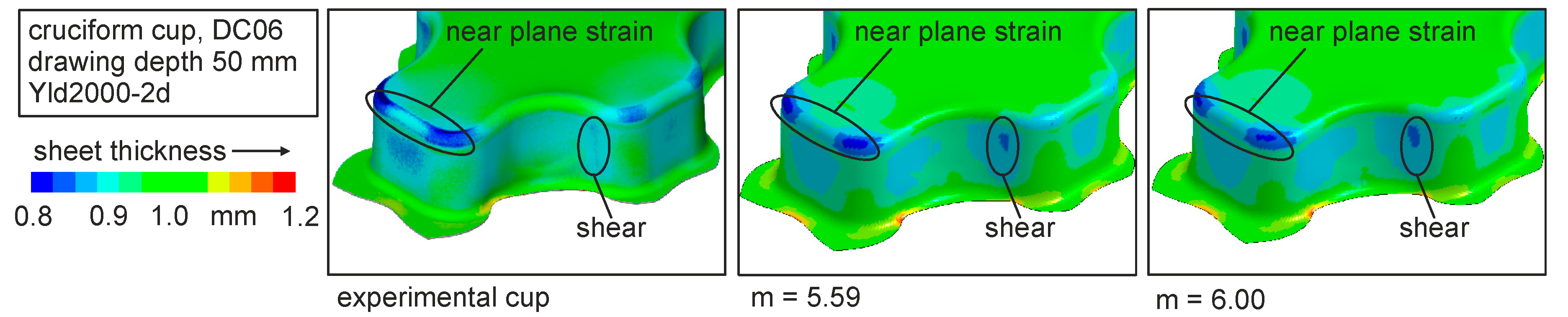
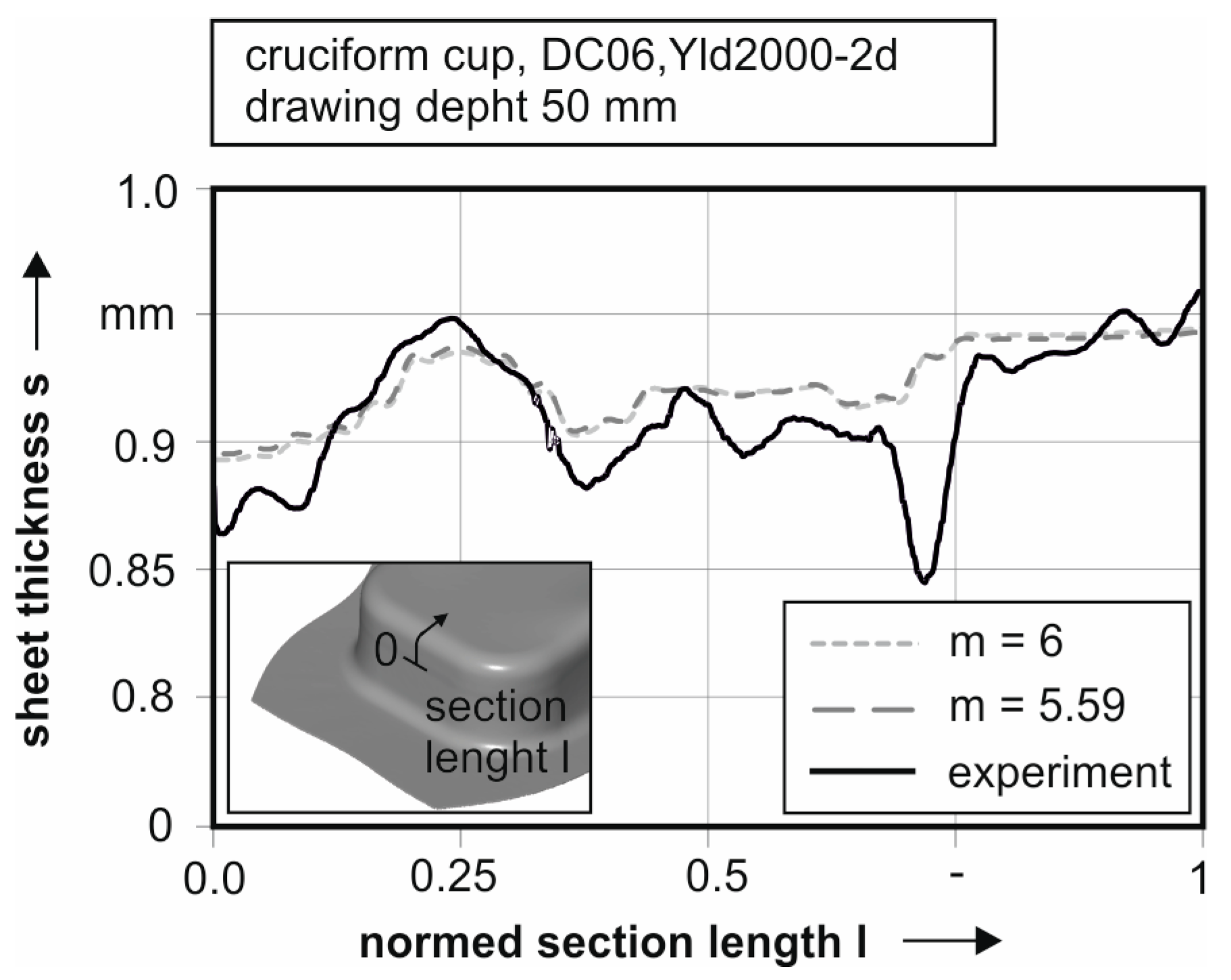
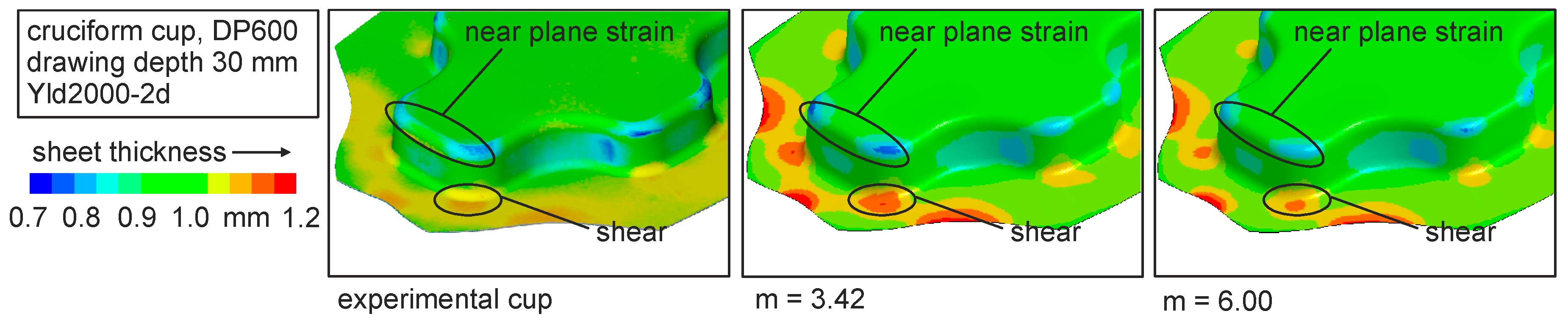
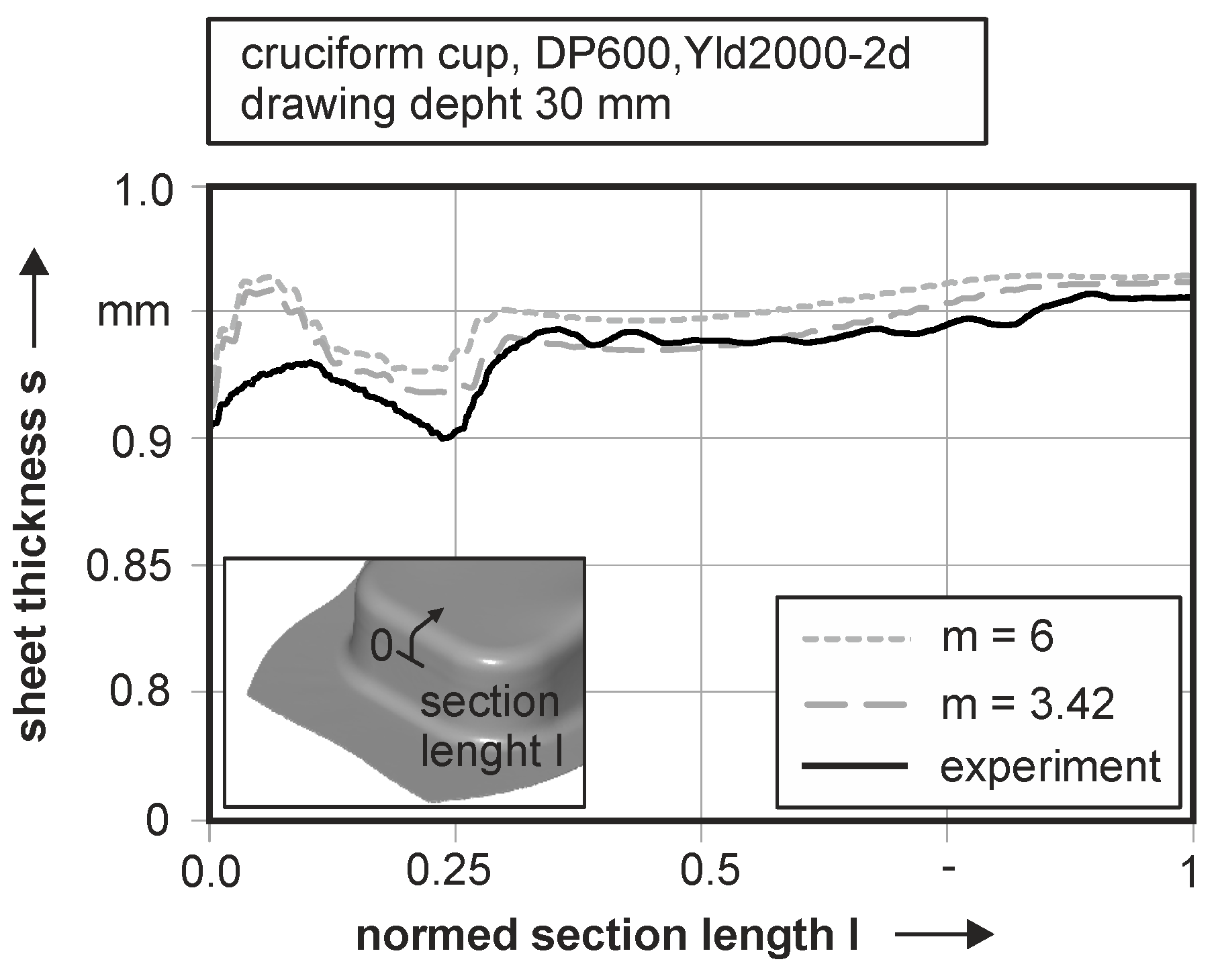
The plane strain is the most important reason for failure in a deep drawing process and therefore should be integrated in the applied material model in a process simulation. Challenge in this context is the lack of an experimental setup to characterize the plane strain material behavior. This contribution presents a testing setup to characterize the near plane strain material behavior. Therefore, a hydraulic bulge test with an elliptic die geometry is introduced. With formulations of the shell theory, the plastic material behavior can be determined in both principal directions. Results of the material characterization under plane strain for the alloys AA5182, DC06 and DP600 reveal significant differences in the hardening behavior in contrast to the conventionally used notched tensile test from a true strain of 0.05. A further advantage of the presented setup is the possibility of a characterization of both principal stress components under near plane strain conditions, whereas the notched tensile test can only determine the first principal stress. The investigation of the direction-dependent material behavior under plane strain shows no significant anisotropic plasticity. With this material information, the yield criterion Yld2000-2d is enhanced by changing the yield locus exponent to a fit of the plane strain yield locus. The results in material modelling show a significant difference for the resulting yield locus exponent m and, therefore, the yield locus geometry for AA5182 and DP600. For the DC06, a minor deviation of the yield locus exponent results when modelling the yield locus with additional material data. The realized material modelling is verified with the deep drawing process of a cruciform cup. The used geometry is suitable to induce a near plane strain state in the sheet material. Result for the AA5182 is a significant better prediction of the sheet thickness distribution in the areas of plane and shear strain. By taking into account that failure through a cup base fracture occurs at exactly this position, an improved numerical mapping is essential for this region. Due to the comparable yield locus exponents for the DC06, only a minor improvement of the mapping accuracy in numerical simulations can be observed. For the dual phase steel, again, a significant improvement of the thinning distribution is observable for the simulation with enhanced material parameters. Further thinning in the plane strain area and the shear zone are visible. Deviated from these investigations, the numerical prediction quality of a deep drawing process can be enhanced by using an experimental basis for the determination of the yield locus exponent of the yield criterion Yld2000-2d.
For a further improvement, especially for the mild steel DC06, the anisotropic hardening behavior of this material should be taken into account by using a non-associated flow rule. A possibility of using the material data for material modelling is provided by the complex anisotropic yield criterion from Vegter [
25]. This flow rule is able to use the material characteristics under plane strain for material modelling. The elliptic hydraulic bulge test is able to apply this material parameter not only for the onset of yielding but also for characterizing the hardening behavior under near plane strain conditions until cracking. Using the obtained material parameter in material modelling by fitting the yield locus exponent, an improvement of the mapping accuracy can be achieved.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}