Manufacture of Profiled Amabilis Fir Deckboards with Reduced Susceptibility to Surface Checking

Abstract
:1. Introduction
2. Materials and Methods
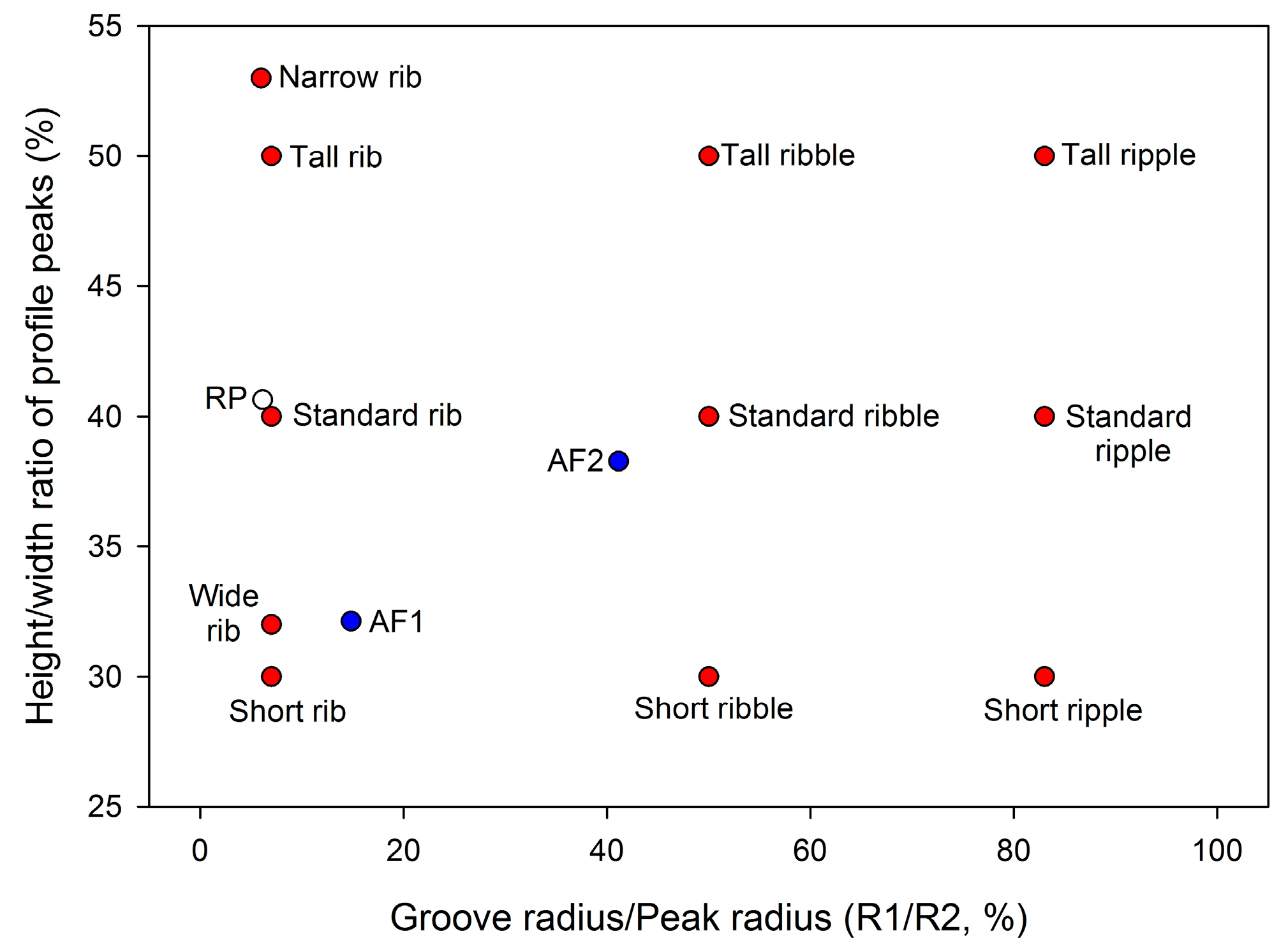
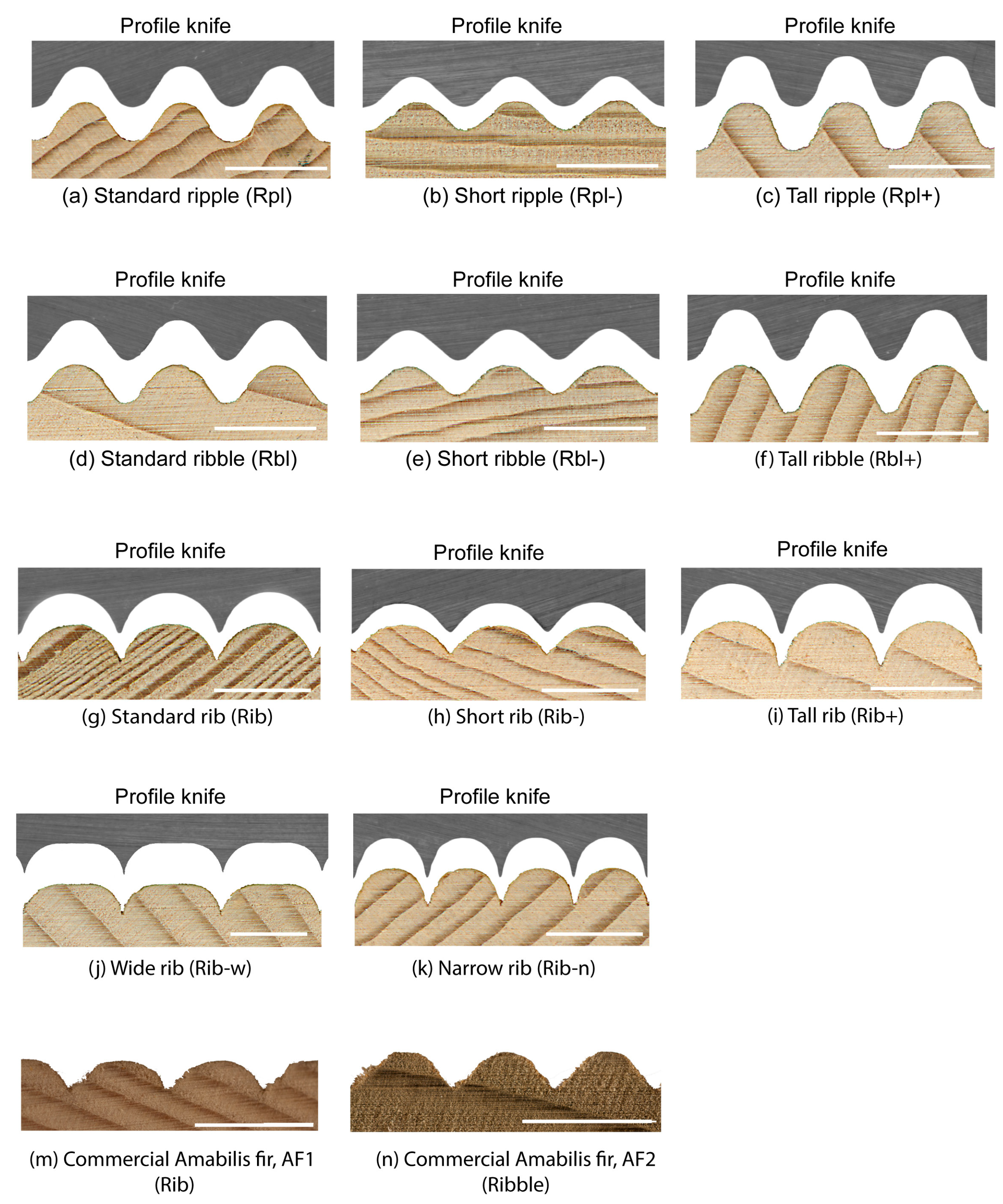
2.1. Design of New Surface Profiles and Manufacture of Customized Tooling
2.2. Manufacture of Profiled Decking
2.3. Characterization of Profiled Decking Boards and Outdoor Weathering
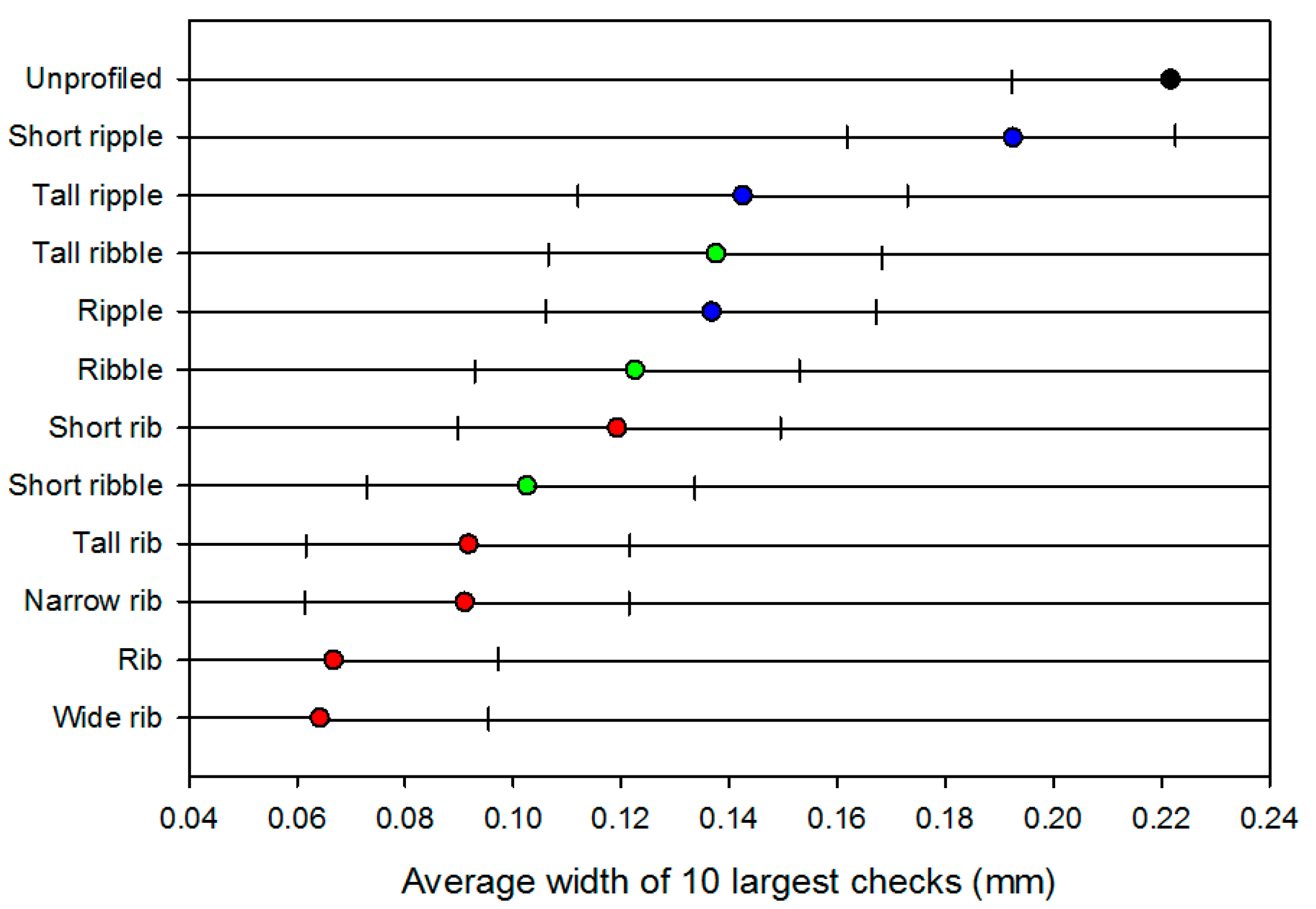
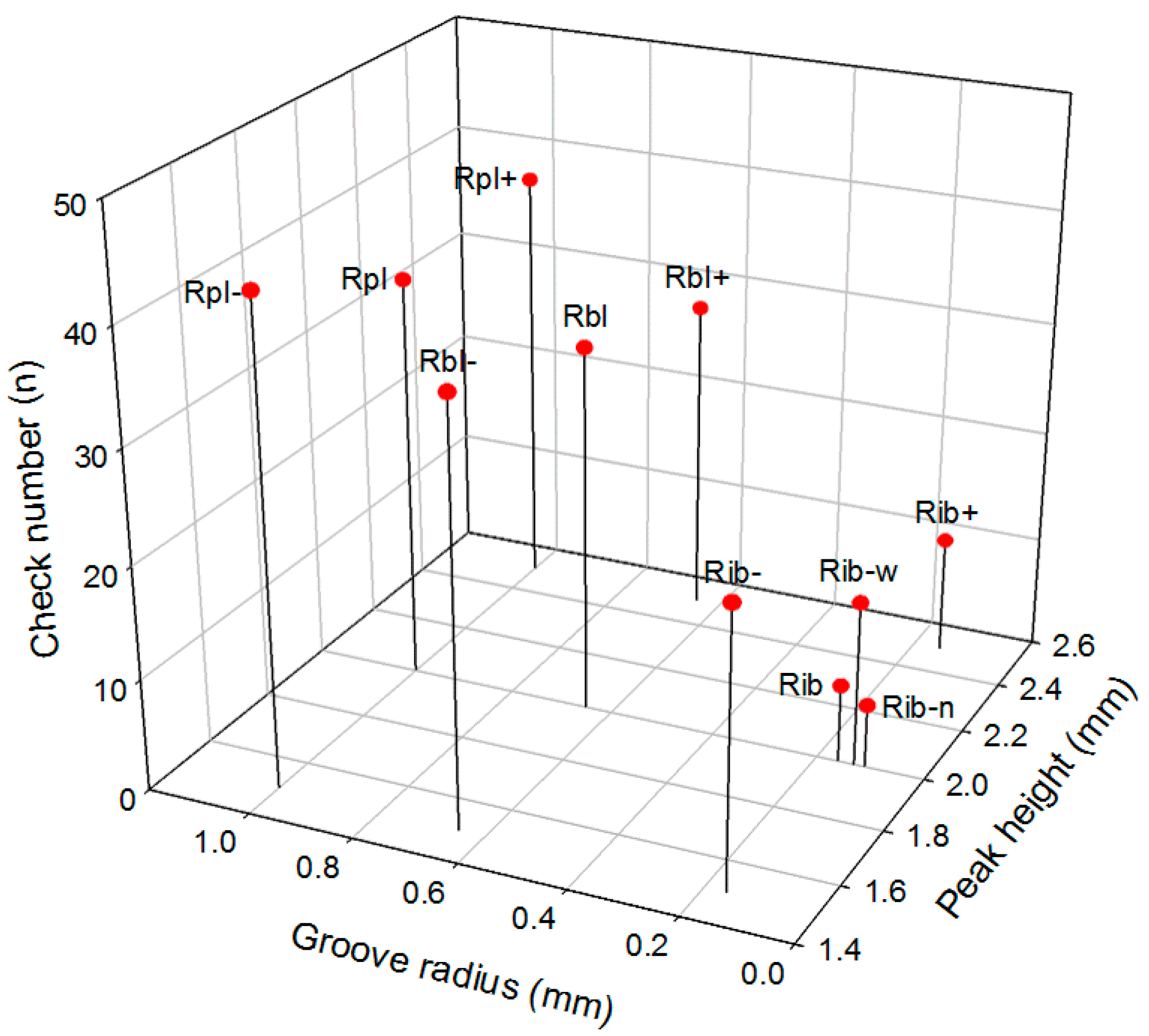
2.4. Characterization of Checking and Cupping
2.5. Statistical Analyses
3. Results
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Wood & Competitive Decking—Demand and Sales Forecasts, Market Share, Market Size, Market Leaders Freedonia Group. Available online: https://www.freedoniagroup.com/Wood-Competitive-Decking.html (accessed on 19 December 2017).
- Porches on 90% of New Homes in 4 Southern States. Available online: http://eyeonhousing.org/2013/08/porches-on-90-of-new-homes-in-4-southern-states/ (accessed on 19 December 2017).
- Should You Build Your Deck from Wood or Plastic? Available online: http://www.popularmechanics.com/home/outdoor-projects/how-to/a7889/should-you-build-your-deck-from-wood-or-plastic-11226815/ (accessed on 19 December 2017).
- Green, C. Synthetic decking takes off. Fine Homebuild. 2005, 172, 44–49. [Google Scholar]
- Williams, R.S.; Miller, R.; Gangstad, J. Characteristics of ten tropical hardwoods from certified forests in Bolivia. Part I, Weathering characteristics and dimensional change. Wood Fiber Sci. 2001, 33, 618–626. [Google Scholar]
- Chan, G.; Evans, P.D. Acetylated Pine is as Resistant to Surface Checking as the Tropical Hardwood Ipe. In Proceedings of the 112th American Wood Protection Association Annual Meeting, San Juan, PR, USA, 1–3 May 2016; American Wood Protection Association: Birmingham, AL, USA, 2016; Volume 112, pp. 65–68. [Google Scholar]
- Schniewind, A.P. Mechanism of check formation. For. Prod. J. 1963, 13, 475–480. [Google Scholar]
- Christy, A.G.; Senden, T.J.; Evans, P.D. Automated measurement of checks at wood surfaces. Measurement 2005, 37, 109–118. [Google Scholar] [CrossRef]
- Evans, P.D.; Wingate-Hill, R.; Cunningham, R.B. Wax and oil emulsion additives: How effective are they at improving the performance of preservative-treated wood. For. Prod. J. 2009, 59, 66–70. [Google Scholar]
- Nejad, M.; Cooper, C. Exterior wood coatings. Part-1: Performance of semitransparent stains on preservative-treated wood. J. Coat. Technol. Res. 2011, 8, 449–458. [Google Scholar] [CrossRef]
- Böttcher, P. Einfluß verschiedenartiger oberflächenprofilierungen an holz auf die veränderung der wetterbeständigkeit. Holz als Roh und Werkstoff 1977, 35, 247–251. [Google Scholar] [CrossRef]
- McFarling, S.M.; Morris, P.I. High Performance Wood Decking. In Proceedings of the Twenty Sixth Annual Meeting Canadian Wood Preservation Association [CD-ROM], Toronto, ON, Canada, 25–26 October 2005; Canadian Wood Preservation Association: Campbellville, ON, Canada, 2006; pp. 99–109. [Google Scholar]
- Morris, P.I.; McFarling, S. Field Testing of Wood Products in Canada XVII: High-performance Profiled Wood Decking. In Proceedings of the Twenty Ninth Annual Meeting Canadian Wood Preservation Association [CD-ROM], Vancouver, BC, Canada, 28–29 October 2008; Canadian Wood Preservation Association: Campbellville, ON, Canada, 2009; pp. 72–82. [Google Scholar]
- McFarling, S.M.; Morris, P.I.; Knudson, R.M. Extracting greater value from subalpine fir: Profiled decking. Forest Prod. J. 2009, 59, 24–28. [Google Scholar]
- Evans, P.D.; Cullis, I.; Morris, P.I. Checking of profiled southern pine and amabilis fir deck boards. For. Prod. J. 2010, 60, 501–507. [Google Scholar] [CrossRef]
- Cheng, K.J.; Evans, P.D. Weathering Performance of White Spruce Decking Treated with Low Molecular Weight Phenol Formaldehyde Resin. In Proceedings of the Eleventh Pacific Rim Bio-based Composites Symposium, Shizuoka, Japan, 28–30 November 2012; Wood Technological Association of Japan: Tokyo, Japan, 2012; pp. 575–577. [Google Scholar]
- Akhtari, M.; Nicholas, D. Effect of profiling and preservative treatments on the weathering characteristics of southern pine deck boards. Eur. J. Wood Wood Prod. 2014, 72, 829–831. [Google Scholar] [CrossRef]
- Akhtari, M.; Nicholas, D. Effect of machined profile, zinc oxide and titanium dioxide particles on checking southern pine deck boards during weathering. IET Nanobiotechnol. 2014, 1–4. [Google Scholar] [CrossRef] [PubMed]
- Cheng, K.J.; Evans, P.D. A note on the surface topography of profiled wood decking. Aust. For. J. 2016, 79, 147–152. [Google Scholar] [CrossRef]
- Evans, P.D.; Donnelly, C.F.; Cunningham, R.B. Checking of CCA-treated radiata pine decking timber exposed to natural weathering. Forest Prod. J. 2003, 53, 1–6. [Google Scholar]
- Morris, P.I.; Ingram, J.K. Field testing in Canada XXIV: Ten years inspection of profiled decking. In Proceedings of the Thirty Sixth Annual Meeting Canadian Wood Preservation Association [CD ROM], Ottawa, ON, Canada, 27–28 October 2015; Canadian Wood Preservation Association: Campbellville, ON, Canada, 2016; pp. 101–111. [Google Scholar]
- Evans, P.D.; Vollmer, S.; Kim, J.D.W.; Chan, G.; Kraushaar Gibson, S. Improving the performance of clear coatings on wood through the aggregation of marginal gains. Coatings 2016, 6, 66. [Google Scholar] [CrossRef]
- Evans, P.D.; Cullis, I.; Kim, J.D.W.; Leung, L.H.; Hazneza, S.; Heady, R.D. Microstructure and mechanism of grain raising in wood. Coatings 2017, 7, 135. [Google Scholar] [CrossRef]
- Williams, L.J.; Hervé, A. Fisher’s least significant difference (LSD) test. In Encyclopedia of Research Design; Salkind, N., Ed.; SAGE: Thousand Oaks, CA, USA, 2010; p. 6. [Google Scholar]
- Profiled Decking Product New to Market. Available online: https://news.gov.bc.ca/newsletters/update-from-minister-bell/june-2009 (accessed on 21 December 2017).
- Morris, P.I.; Ingram, J.K. Field Testing of Wood Preservatives in Canada. XI. Nine-year Inspection of the CITW Decking Test. In Proceedings of the Twenty Third Annual Meeting Canadian Wood Preservation Association [CD ROM], Vancouver, BC, Canada, 22–23 October 2002; Canadian Wood Preservation Association: Campbellville, ON, Canada, 2003; pp. 156–169. [Google Scholar]
- Norlander, N.E.; Knowles, R.A. Method and Apparatus for Making Simulated Hand Split Shakes. U.S. Patent 3,512,562, 19 May 1970. [Google Scholar]
- Deskey, D. Plywood Panel. U.S. Patent 2,286,068, 9 June 1942. [Google Scholar]
- Bailey, W.C. Balanced Striated Plywood Panel. U.S. Patent 2,363,927, 28 November 1944. [Google Scholar]
- Nystrom, R. Board for use in Constructing a Flooring Surface. U.S. Patent 5,474,831, 12 December 1995. [Google Scholar]
- Ratu, R.; Weizenegger, J.; Evans, P.D. Preliminary Observations of the Effect of Kerfing on the Surface Checking and Warping of Flat Sawn Southern Pine Decking. In Proceedings of the Thirty Eighth Annual Meeting of International Research Group on Wood Protection, Jackson Lake Lodge, WY, USA, 20–24 May 2007; International Research Group on Wood Protection: Stockholm, Sweden, 2007; pp. 1–7. [Google Scholar]
- Mallett, J. Full Field Strain Mapping of Profiled Radiata Pine Decking Boards Subjected to Accelerated Weathering. Bachelor’s Thesis, Department of Engineering, The Australian National University, Canberra, Australia, 7 June 2012. [Google Scholar]
- Lillywhite, H.B.; Stein, B.R. Surface sculpturing and water retention of elephant skin. J. Zool. 1987, 211, 727–734. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Development of a cutting tool with a nano/micro-textured surface-Improvement of anti-adhesive effect by considering the texture patterns. Precis. Eng. 2009, 33, 425–429. [Google Scholar] [CrossRef]
- Morris, P.I. Pacific silver fir is the more-treatable component of hem-fir from coastal British Columbia. For. Prod. J. 1995, 45, 37–40. [Google Scholar]
- Zobel, B.J.; Sprague, J.R. Juvenile Wood in Forest Trees; Springer Series in Wood Science; Springer: Berlin, Germany, 1998; 300p. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Profile Type | Peak ht, mm | Peak Width, mm | Groove Radius, mm | Peak Radius, mm 1 |
|---|---|---|---|---|
| Standard ripple | 2.0 | 5.0 | 1.0 | 1.2 |
| Tall ripple | 2.5 | 5.0 | 1.0 | 1.2 |
| Short ripple | 1.5 | 5.0 | 1.0 | 1.2 |
| Standard ribble | 2.0 | 5.0 | 0.65 | 1.3 |
| Tall ribble | 2.5 | 5.0 | 0.65 | 1.3 |
| Short ribble | 1.5 | 5.0 | 0.65 | 1.3 |
| Standard rib | 2.0 | 5.0 | 0.16 | 2.4 |
| Tall rib | 2.5 | 5.0 | 0.15 | 2.2 |
| Short rib | 1.5 | 5.0 | 0.16 | 2.4 |
| Wide rib | 2.0 | 6.25 | 0.13 | 2.0 |
| Narrow rib | 2.0 | 3.75 | 0.11 | 1.7 |
| Month | Temperature (°C) | Total Precipitation (mm) | Total Sunshine (h) | ||
|---|---|---|---|---|---|
| Mean | Minimum 1 | Maximum 1 | |||
| February | 4.8 | 2.0 (−4.7) | 7.7 (12.6) | 133.6 | 75.8 |
| March | 5.6 | 2.3 (−2.8) | 8.7 (14.3) | 111.6 | 105.8 |
| April | 9.6 | 6.0 (1.4) | 13.1 (16.8) | 93.2 | 142.4 |
| May | 12.2 | 8.3 (4.9) | 16.1 (23.5) | 42.6 | 269.2 |
| June | 14.3 | 10.9 (7.6) | 17.8 (22.0) | 76.8 | 156.9 |
| July | 17.7 | 13.7 (9.4) | 21.7 (26.0) | 27.8 | 290.8 |
| August | 19.6 | 14.4 (11) | 23.5 (28.6) | 2.9 | 305.7 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, K.J.; Evans, P.D. Manufacture of Profiled Amabilis Fir Deckboards with Reduced Susceptibility to Surface Checking. J. Manuf. Mater. Process. 2018, 2, 7. https://doi.org/10.3390/jmmp2010007
Cheng KJ, Evans PD. Manufacture of Profiled Amabilis Fir Deckboards with Reduced Susceptibility to Surface Checking. Journal of Manufacturing and Materials Processing. 2018; 2(1):7. https://doi.org/10.3390/jmmp2010007
Chicago/Turabian StyleCheng, Kenneth J., and Philip D. Evans. 2018. "Manufacture of Profiled Amabilis Fir Deckboards with Reduced Susceptibility to Surface Checking" Journal of Manufacturing and Materials Processing 2, no. 1: 7. https://doi.org/10.3390/jmmp2010007
APA StyleCheng, K. J., & Evans, P. D. (2018). Manufacture of Profiled Amabilis Fir Deckboards with Reduced Susceptibility to Surface Checking. Journal of Manufacturing and Materials Processing, 2(1), 7. https://doi.org/10.3390/jmmp2010007