Development of a Sustainability Assessment Algorithm and Its Validation Using Case Studies on Cryogenic Machining




Abstract
:1. Introduction
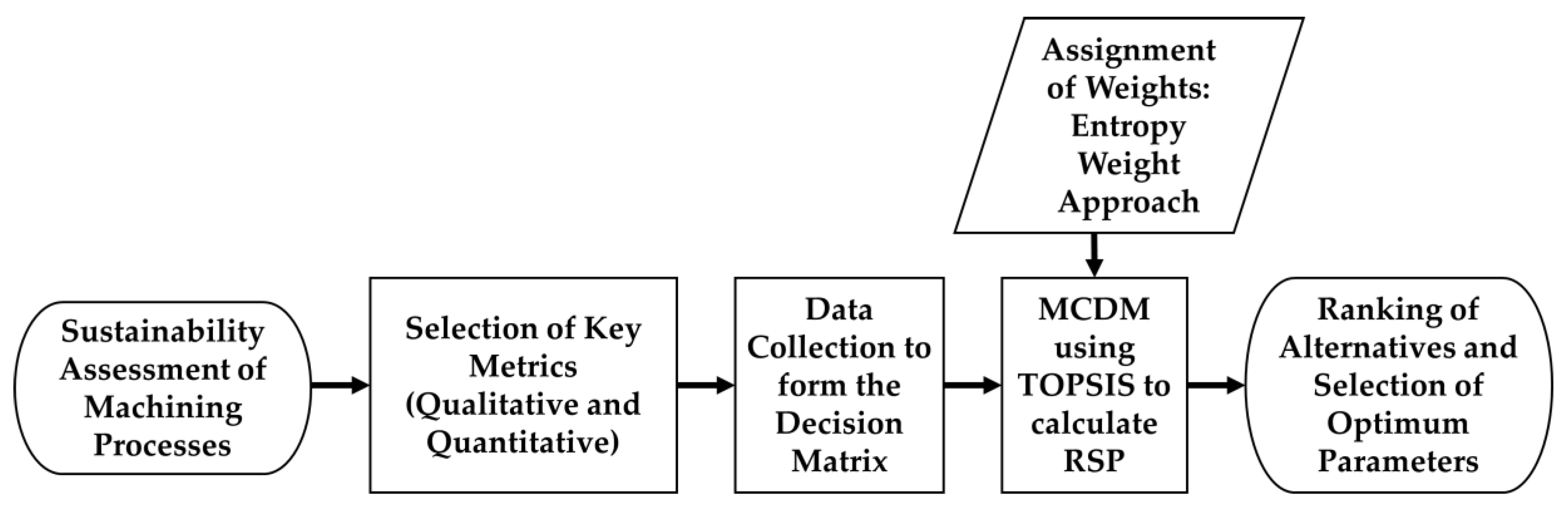
2. Sustainability Assessment Algorithm
2.1. Decision-Making Process
2.1.1. Entropy Weight Method
2.1.2. Technique for Order Preference Based on Similarity to Ideal Solution (TOPSIS)
3. Empirical Validation
- Data from the selected papers were compiled in a spreadsheet ‘Input.xlsx’ in Microsoft Excel 2016. The decision-making matrix was in the form as shown in Equation (1): rows representing alternatives and columns representing criterion. Benefit criteria were assigned a value of ‘1’, and cost criteria were assigned a value of ‘−1’ in the criteria sign row.
- MATLAB R2019a was used to open ‘upload.m’. After being run, this code collected data from ‘Input.xlsx’.
- Following this, the code ‘topsis.m’ was run in order to display the processed results in the second spreadsheet, ‘Output.xlsx’.
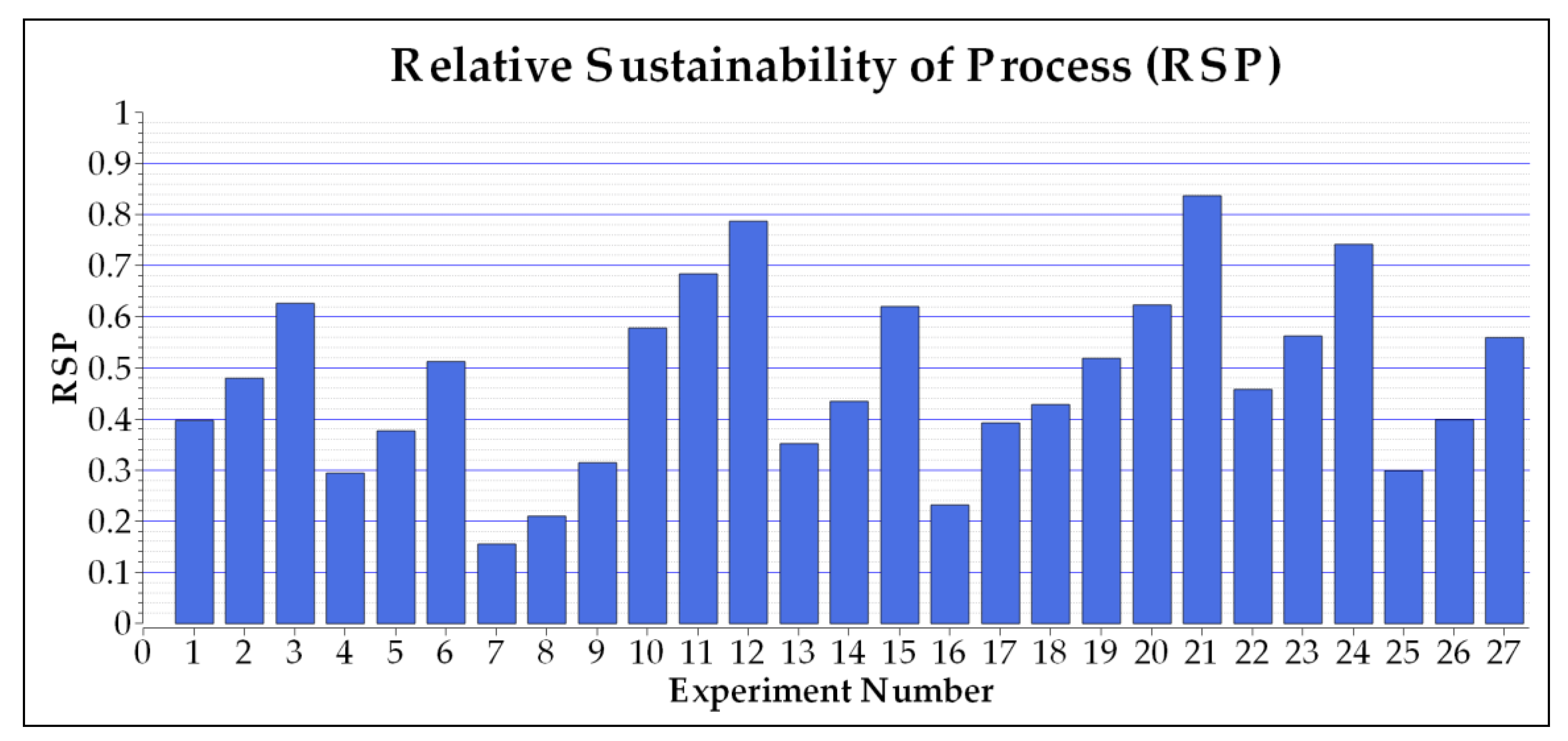
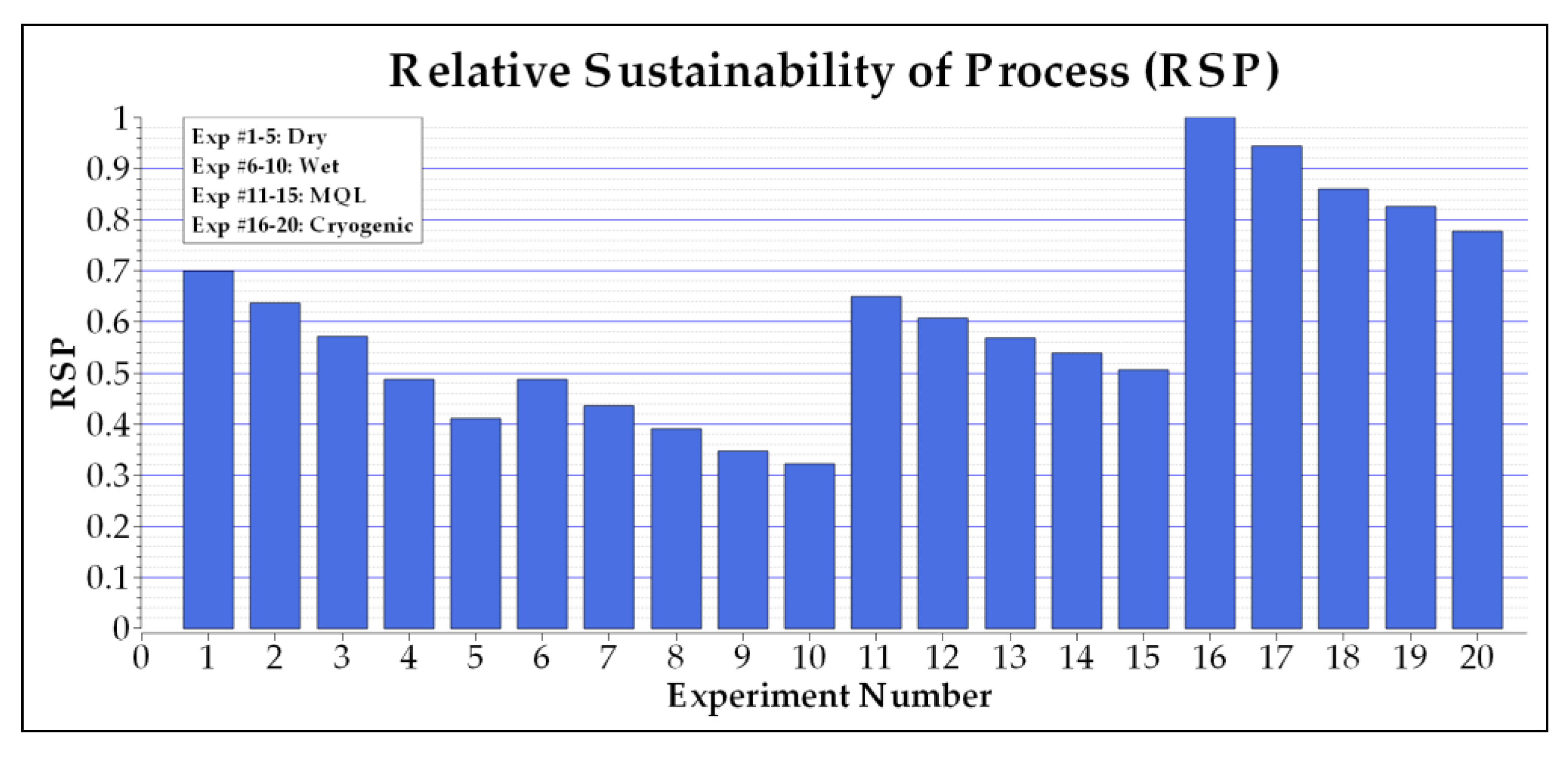
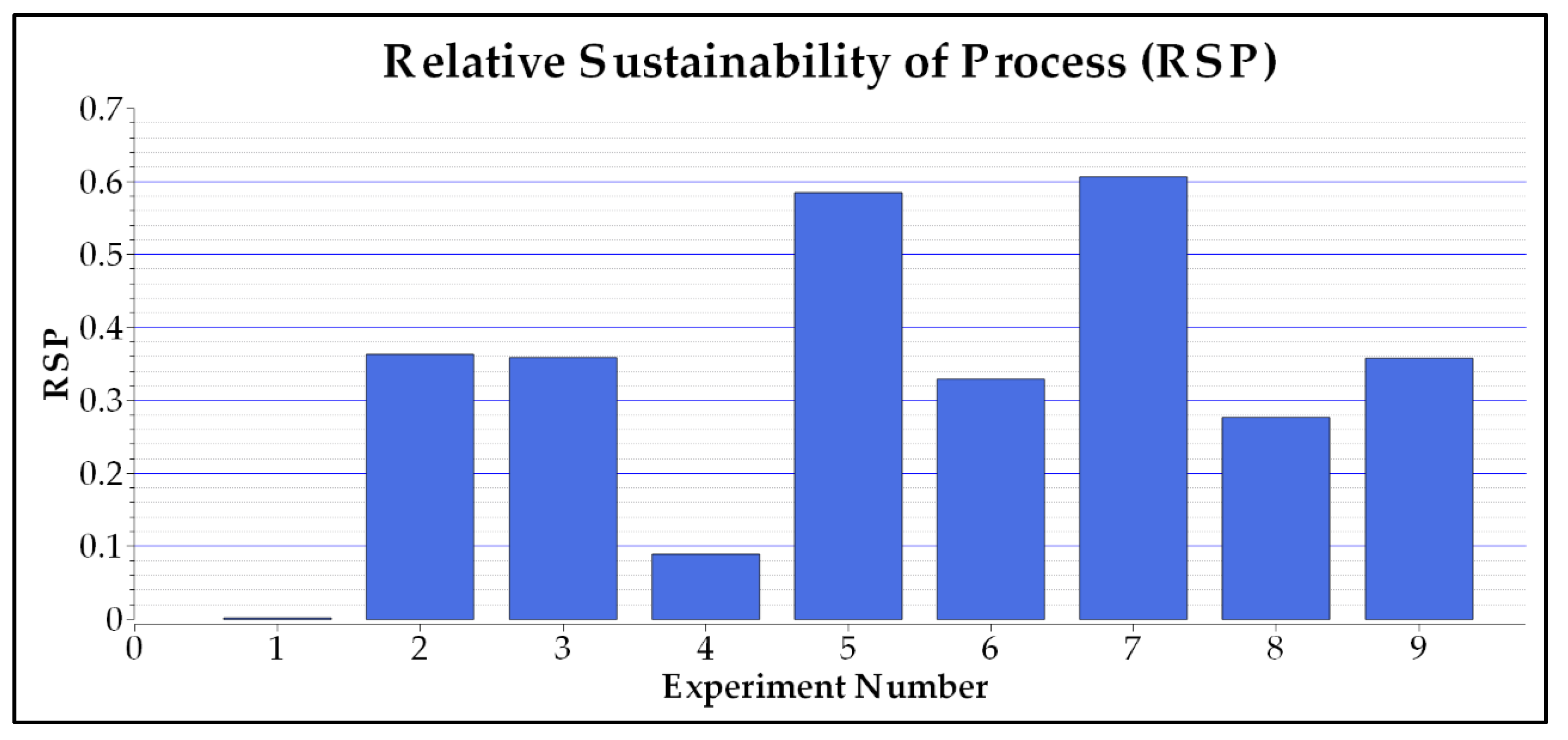
- The alternative with the highest RSP was identified as the best alternative from the sustainability viewpoint.
3.1. Case Study 1
3.2. Case Study 2
3.3. Case Study 3
3.4. Case Study 4
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| AHP | Analytic Hierarchy Process |
| ap | Depth of cut (mm) |
| ELECTRE | Elimination Et Choix Traduisant la Realité |
| Ene | Environmental impact due to electricity consumption |
| fr | Feed rate (mm/rev) |
| LN2 | Liquid nitrogen |
| MADM | Multi-attribute decision-making |
| MQL | Minimum quantity lubrication |
| OStc | Operational safety index to express toxic chemical exposure |
| Ra | Average surface roughness (µm) |
| RSP | Relative Sustainability of Process |
| TOPSIS | Technique for Order Preference Based on Similarity to Ideal Solution |
| vc | Cutting speed (m/min) |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Environment | Experiment | Depth of Cut (mm) | Temperature (°C) | Tool Flank Wear (µm) | Tool Rake Wear (µm) | Surface Roughness (µm) |
|---|---|---|---|---|---|---|
| Dry | 1 | 0.2 | 76 | 84 | 189 | 1.80 |
| 2 | 0.4 | 83 | 105 | 248 | 1.91 | |
| 3 | 0.6 | 95 | 123 | 292 | 2.05 | |
| 4 | 0.8 | 116 | 163 | 325 | 2.29 | |
| 5 | 1 | 151 | 184 | 358 | 2.37 | |
| Wet | 6 | 0.2 | 59 | 77 | 181 | 1.56 |
| 7 | 0.4 | 68 | 94 | 230 | 1.61 | |
| 8 | 0.6 | 77 | 115 | 252 | 1.75 | |
| 9 | 0.8 | 85 | 136 | 274 | 1.92 | |
| 10 | 1 | 88 | 148 | 296 | 2.02 | |
| MQL | 11 | 0.2 | 57 | 75 | 169 | 1.42 |
| 12 | 0.4 | 65 | 85 | 191 | 1.59 | |
| 13 | 0.6 | 71 | 94 | 220 | 1.70 | |
| 14 | 0.8 | 76 | 109 | 235 | 1.87 | |
| 15 | 1 | 79 | 129 | 257 | 1.95 | |
| Cryogenic | 16 | 0.2 | 24 | 55 | 62 | 1.31 |
| 17 | 0.4 | 31 | 69 | 89 | 1.48 | |
| 18 | 0.6 | 37 | 75 | 162 | 1.57 | |
| 19 | 0.8 | 41 | 84 | 183 | 1.71 | |
| 20 | 1 | 44 | 115 | 205 | 1.83 |
References
- World Bank National Accounts Data Manufacturing, Value Added (Current US$). Available online: https://data.worldbank.org/indicator/NV.IND.MANF.CD (accessed on 29 March 2020).
- United Nations Sustainable Development Goal. Available online: https://sustainabledevelopment.un.org/sdg9 (accessed on 29 March 2020).
- Saad, M.H.; Nazzal, M.A.; Darras, B.M. A general framework for sustainability assessment of manufacturing processes. Ecol. Indic. 2019, 97, 211–224. [Google Scholar] [CrossRef]
- Lu, T. A Metrics-based Sustainability Assessment of Cryogenic Machining Using Modeling and Optimization of Process Performance. Ph.D. Thesis, University of Kentucky, Lexington, KY, USA, 2014. [Google Scholar]
- Hegab, H.A.; Darras, B.; Kishawy, H.A. Towards sustainability assessment of machining processes. J. Clean. Prod. 2018, 170, 694–703. [Google Scholar] [CrossRef]
- Badurdeen, F.; Shuaib, M.A.; Lu, T.; Jawahir, I.S. Sustainable Value Creation in Manufacturing at Product and Process Levels: A Metrics-Based Evaluation. In Handbook of Manufacturing Engineering and Technology; Nee, A., Ed.; Springer London: London, UK, 2014; pp. 1–28. ISBN 978-1-4471-4976-7. [Google Scholar]
- Hegab, H.; Darras, B.; Kishawy, H.A. Sustainability Assessment of Machining with Nano-Cutting Fluids. Procedia Manuf. 2018, 26, 245–254. [Google Scholar] [CrossRef]
- Abbas, A.T.; Gupta, M.K.; Soliman, M.S.; Mia, M.; Hegab, H.; Luqman, M.; Pimenov, D.Y. Sustainability assessment associated with surface roughness and power consumption characteristics in nanofluid MQL-assisted turning of AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2019, 105, 1311–1327. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Hegab, H.; Deiab, I.; Eltaggaz, A. Sustainability Assessment during Machining Ti-6Al-4V with Nano-Additives-Based Minimum Quantity Lubrication. J. Manuf. Mater. Process. 2019, 3, 61. [Google Scholar] [CrossRef] [Green Version]
- Liang, X.; Liu, Z.; Liu, W.; Li, X. Sustainability assessment of dry turning Ti-6Al-4V employing uncoated cemented carbide tools as clean manufacturing process. J. Clean. Prod. 2019, 214, 279–289. [Google Scholar] [CrossRef]
- Yip, W.S.; To, S. Sustainable manufacturing of ultra-precision machining of titanium alloys using a magnetic field and its sustainability assessment. Sustain. Mater. Technol. 2018, 16, 38–46. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Singh, G.; Królczyk, G.; Pimenov, D.Y. An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J. Clean. Prod. 2018, 187, 1069–1081. [Google Scholar] [CrossRef]
- Bhanot, N.; Rao, P.V.; Deshmukh, S.G. An Assessment of Sustainability for Turning Process in an Automobile Firm. Procedia CIRP 2016, 48, 538–543. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.; Feng, C.; Li, L. Sustainability assessment of machining process based on extension theory and entropy weight approach. Int. J. Adv. Manuf. Technol. 2014, 71, 1419–1431. [Google Scholar] [CrossRef]
- Pellegrini, G.; Ravasio, C. A sustainability index for the micro-EDM drilling process. J. Clean. Prod. 2020, 247, 119136. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Gupta, M.K.; Song, Q.; Singla, A.K. Sustainability and machinability improvement of Nimonic-90 using indigenously developed green hybrid machining technology. J. Clean. Prod. 2020, 263, 121402. [Google Scholar] [CrossRef]
- Moreira, L.C.; Li, W.D.; Lu, X.; Fitzpatrick, M.E. Energy-Efficient machining process analysis and optimisation based on BS EN24T alloy steel as case studies. Robot. Comput. Integr. Manuf. 2019, 58, 1–12. [Google Scholar] [CrossRef]
- Du Plessis, J.; Bam, W. Comparing the Sustainable Development Potential of Industries: A Role for Sustainability Disclosures? Sustainability 2018, 10, 878. [Google Scholar] [CrossRef] [Green Version]
- Kadam, G.S.; Pawade, R.S. Surface integrity and sustainability assessment in high-speed machining of Inconel 718—An eco-friendly green approach. J. Clean. Prod. 2017, 147, 273–283. [Google Scholar] [CrossRef]
- Peralta Álvarez, M.E.; Marcos Bárcena, M.; Aguayo González, F. On the sustainability of machining processes. Proposal for a unified framework through the triple bottom-line from an understanding review. J. Clean. Prod. 2017, 142, 3890–3904. [Google Scholar] [CrossRef]
- Li, X.; Wang, K.; Liu, L.; Xin, J.; Yang, H.; Gao, C. Application of the Entropy Weight and TOPSIS Method in Safety Evaluation of Coal Mines. Procedia Eng. 2011, 26, 2085–2091. [Google Scholar] [CrossRef] [Green Version]
- Hwang, C.-L.; Yoon, K. Multiple Attribute Decision Making, 1st ed.; Lecture Notes in Economics and Mathematical Systems; Springer-Verlag: Berlin/Heidelberg, Germany, 1981; Volume 186, ISBN 978-3-642-48318-9. [Google Scholar]
- Mia, M.; Gupta, M.K.; Lozano, J.A.; Carou, D.; Pimenov, D.Y.; Królczyk, G.; Khan, A.M.; Dhar, N.R. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti-6Al-4V. J. Clean. Prod. 2019, 210, 121–133. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Effect of cryogenic coolant on turning performance characteristics during machining of 17-4 PH stainless steel: A comparison with MQL, wet, dry machining. CIRP J. Manuf. Sci. Technol. 2018, 21, 86–96. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Comparative investigation on using cryogenic machining in CNC milling of Ti-6Al-4V titanium alloy. Mach. Sci. Technol. 2016, 20, 475–494. [Google Scholar] [CrossRef] [Green Version]
- Khanna, N.; Agrawal, C. Titanium Machining Using Indigenously Developed Sustainable Cryogenic Machining Facility. In Materials Forming, Machining and Post Processing; Gupta, K., Ed.; Materials Forming, Machining and Tribology; Springer International Publishing: Cham, Switzerland, 2020; pp. 183–205. ISBN 978-3-030-18853-5. [Google Scholar]
- Pušavec, F.; Kopač, J. Sustainability Assessment: Cryogenic Machining of Inconel 718. SV-JME 2011, 57, 637–647. [Google Scholar] [CrossRef]
- Froehlich, P. A Sustainable Approach to the Supply of Nitrogen. In Sustainable Approach to Nitrogen; Parker Hannifin Corporation: Haverhill, MA, USA, 2013; p. 4. [Google Scholar]






| Literature Work | Key Indicators | Assignment of Weights | Assessment Method | Algorithm |
|---|---|---|---|---|
| Lu [4] |
| Subjective: Depends on personal preference obtained from questionnaires and surveys | Process Sustainability Index (ProcSI) | Genetic Algorithm |
| Yan et al. [14] |
| Objective: Entropy Weight Method | Comprehensive Correlation Degree | Extension Theory |
| Kadam and Pawade [19] |
| Absent | Product Sustainability Index (PSI) | Simple Average Method |
| Hegab et al. [5] | Employed and elaborated on the five major metrics proposed in [4] | Subjective: Equal Weighting | Total Weighted Sustainable Index (TWSI) | Heuristic Approach (multi-objective solver) |
| Liang et al. [10] |
| Absent | Product Sustainability Index (PSI) | Simple Average Method |
| Mia et al. [12] |
| Subjective: Equal Weighting | Pugh Matrix Approach | Pair-wise Comparison |
| Present Work | Recommends the use of indicators and measurement methods proposed in [5] as a reference set | Objective: Entropy Weight Method | Relative Sustainability of Process (RSP) | TOPSIS |
| Machining Response | Result of the Algorithm | Optimal Result in Literature |
|---|---|---|
| Main Cutting Force (N) | 647.45 | 647.45 |
| Chip-tool Interface Temperature (°C) | 1100 | 1100 |
| Surface Roughness (µm) | 1.23 | 1.23 |
| Specific Cutting Energy (J/mm3) | 4.62 | 4.62 |
| Material Removal Rate (mm3/min) | 19.6 | 19.6 |
| Source of Data for Case Study | Criteria Used in Present Assessment | Energy Associated with Coolant/Lubricant Production | Environments Compared | Environment with Highest RSP | Additional Comments |
|---|---|---|---|---|---|
| 1: Mia et al. [23] |
| Not included in the present evaluation. |
| LN2 dual-jet nozzle | Both evaluation methods found alternative 13 to be the most sustainable. |
| 2: Sivaiah and Chakradhar [24] |
| Not included in the present evaluation. |
| Cryogenic | The work’s aim was not MADM. Nevertheless, the same trend was identified using the proposed algorithm (Figure 4). |
| 3: Shokrani et al. [25] |
| Not included in the present evaluation. |
| Cryogenic | The same trend was identified using the proposed algorithm (Figure 5). |
| 4: Khanna and Agarwal [26] |
| Included in the present evaluation. |
| Dry | Cryogenic machining offered improvements in product quality, but the inclusion of energy required to liquefy nitrogen led to the suggestion that dry machining is a more sustainable environment. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhat, P.; Agrawal, C.; Khanna, N. Development of a Sustainability Assessment Algorithm and Its Validation Using Case Studies on Cryogenic Machining. J. Manuf. Mater. Process. 2020, 4, 42. https://doi.org/10.3390/jmmp4020042
Bhat P, Agrawal C, Khanna N. Development of a Sustainability Assessment Algorithm and Its Validation Using Case Studies on Cryogenic Machining. Journal of Manufacturing and Materials Processing. 2020; 4(2):42. https://doi.org/10.3390/jmmp4020042
Chicago/Turabian StyleBhat, Prathamesh, Chetan Agrawal, and Navneet Khanna. 2020. "Development of a Sustainability Assessment Algorithm and Its Validation Using Case Studies on Cryogenic Machining" Journal of Manufacturing and Materials Processing 4, no. 2: 42. https://doi.org/10.3390/jmmp4020042
APA StyleBhat, P., Agrawal, C., & Khanna, N. (2020). Development of a Sustainability Assessment Algorithm and Its Validation Using Case Studies on Cryogenic Machining. Journal of Manufacturing and Materials Processing, 4(2), 42. https://doi.org/10.3390/jmmp4020042