

J. Manuf. Mater. Process., Volume 4, Issue 2 (June 2020) – 34 articles
Cover Story (view full-size image):
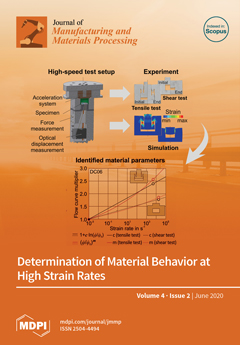
In conventional forming processes, quasistatic conditions are a good approximation, and numerical process optimization is the state-of-the-art in industrial practice. In production technologies with high forming velocities, however, the dependency of material behavior on the strain rate must be considered. Therefore, a method for determining material characteristics in processes with high forming speeds was developed by designing and implementing a test setup and an inverse parameter identification. The identified material parameters allow numerical modeling of high-speed processes with good accuracy. Material parameters determined for steel show significant differences for different stress states, an effect which does not occur under quasistatic loading. This trend suggests a triaxiality-dependent rate dependence, which might be attributed to shear-band -nduced strain localization and adiabatic
[...] Read more.
- Issues are regarded as officially published after their release is announced to the table of contents alert mailing list.
- You may sign up for e-mail alerts to receive table of contents of newly released issues.
- PDF is the official format for papers published in both, html and pdf forms. To view the papers in pdf format, click on the "PDF Full-text" link, and use the free Adobe Reader to open them.
Previous Issue
Next Issue