Design of Chatter-Resistant Damped Boring Bars Using a Receptance Coupling Approach



Abstract
:1. Introduction
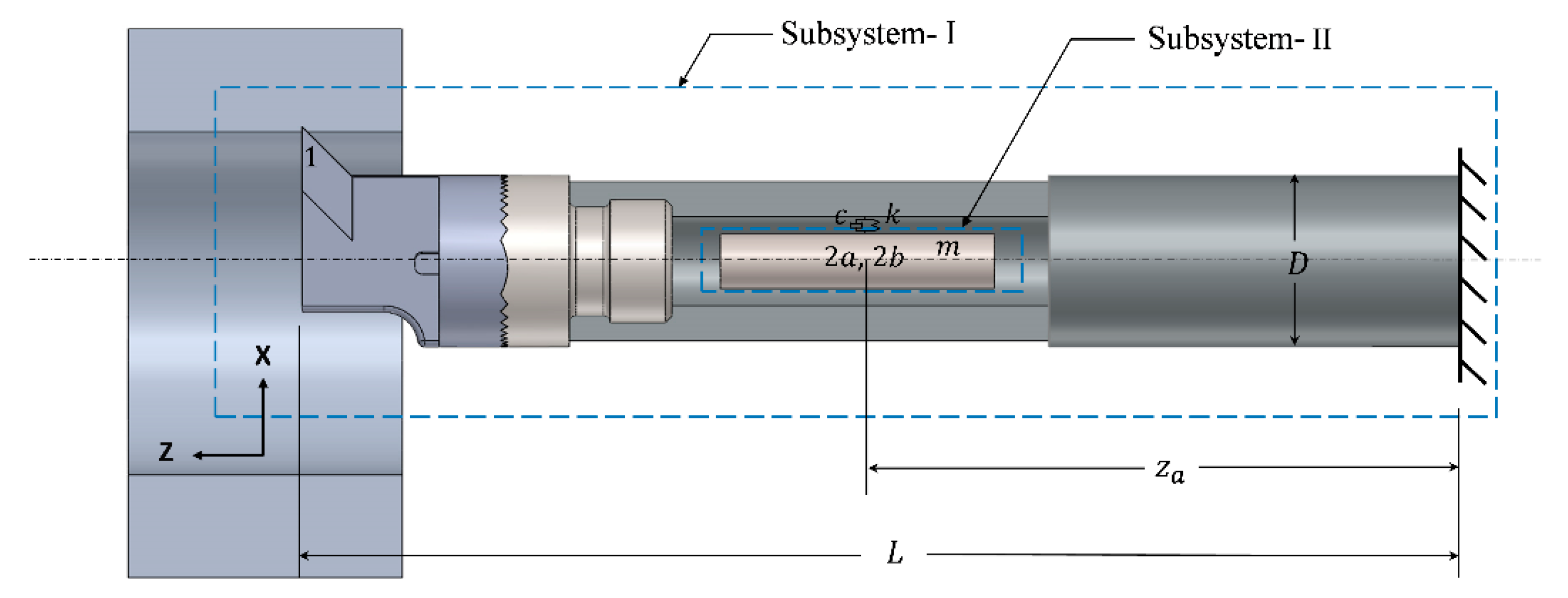
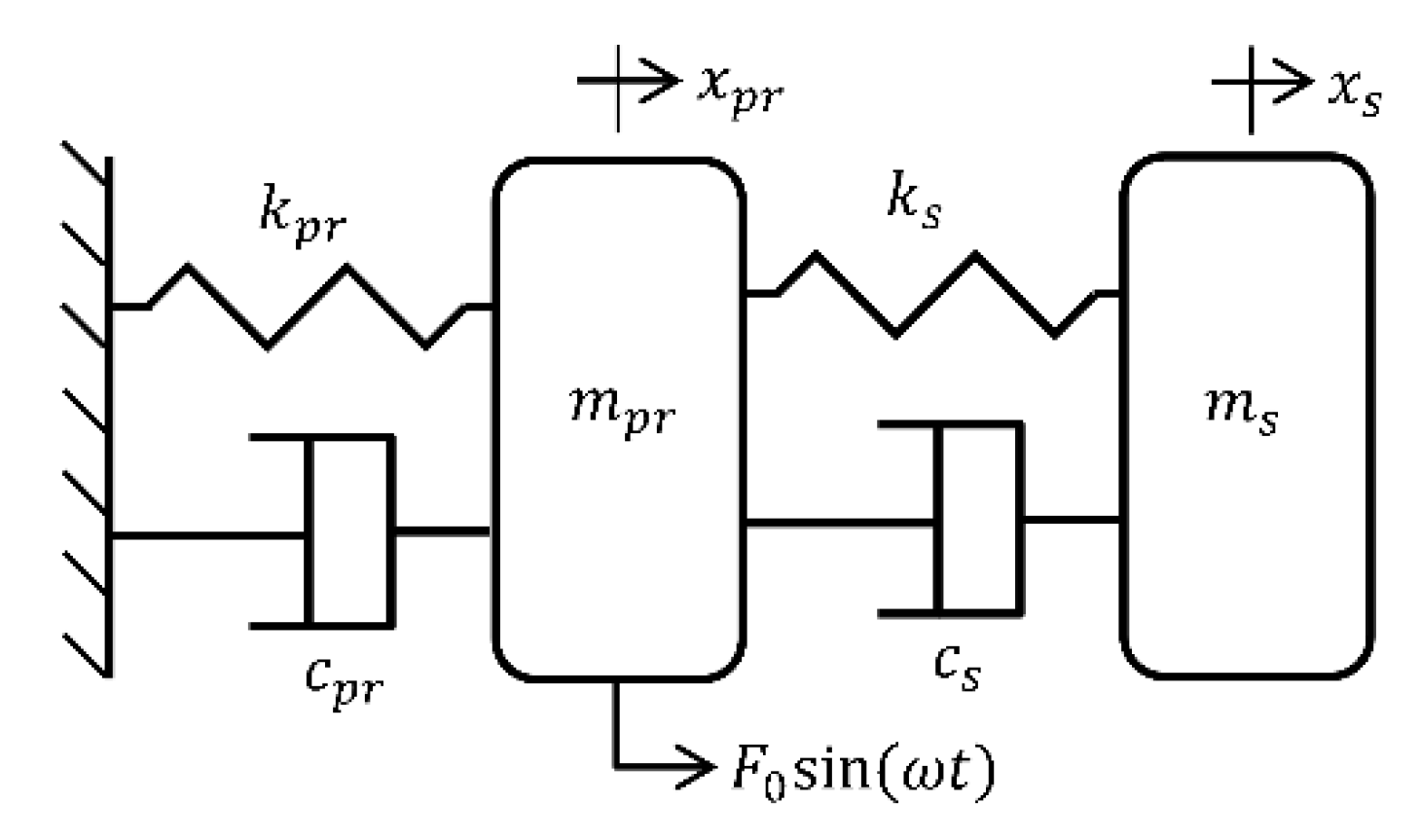
2. Receptance Coupling Method for Boring Bars Integrated with an Absorber
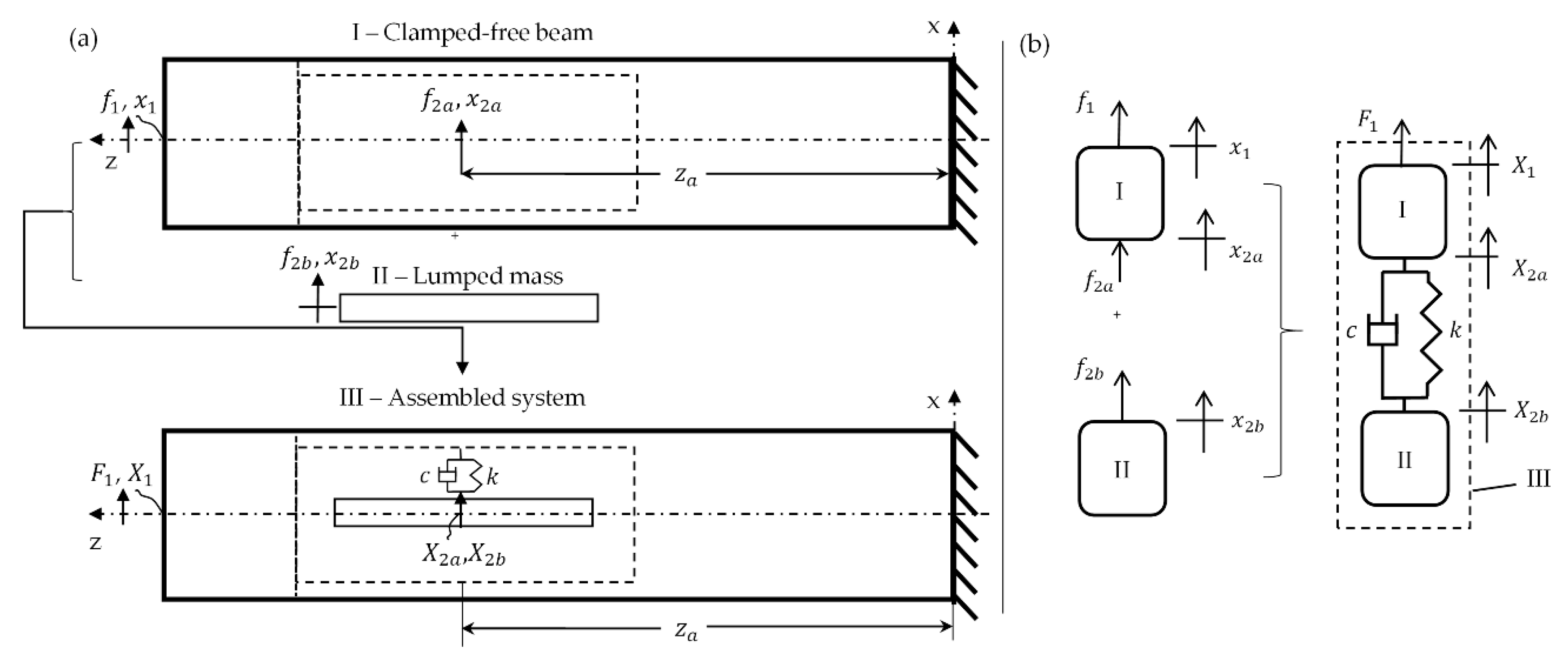
2.1. The Receptance Coupling Method
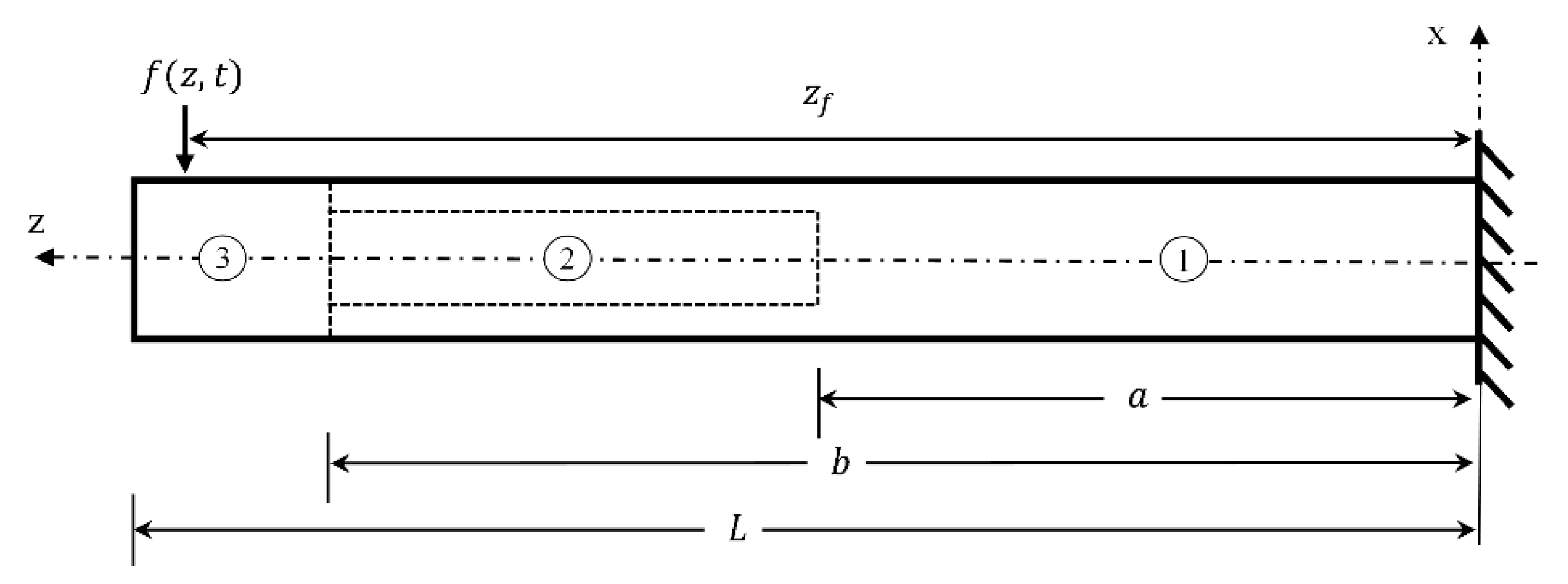
2.2. Obtaining Receptances of the Boring Bar
2.3. Obtaining the Receptance of the Tuned Mass
2.4. Setting up the Optimization Problem
3. Model-Based Results
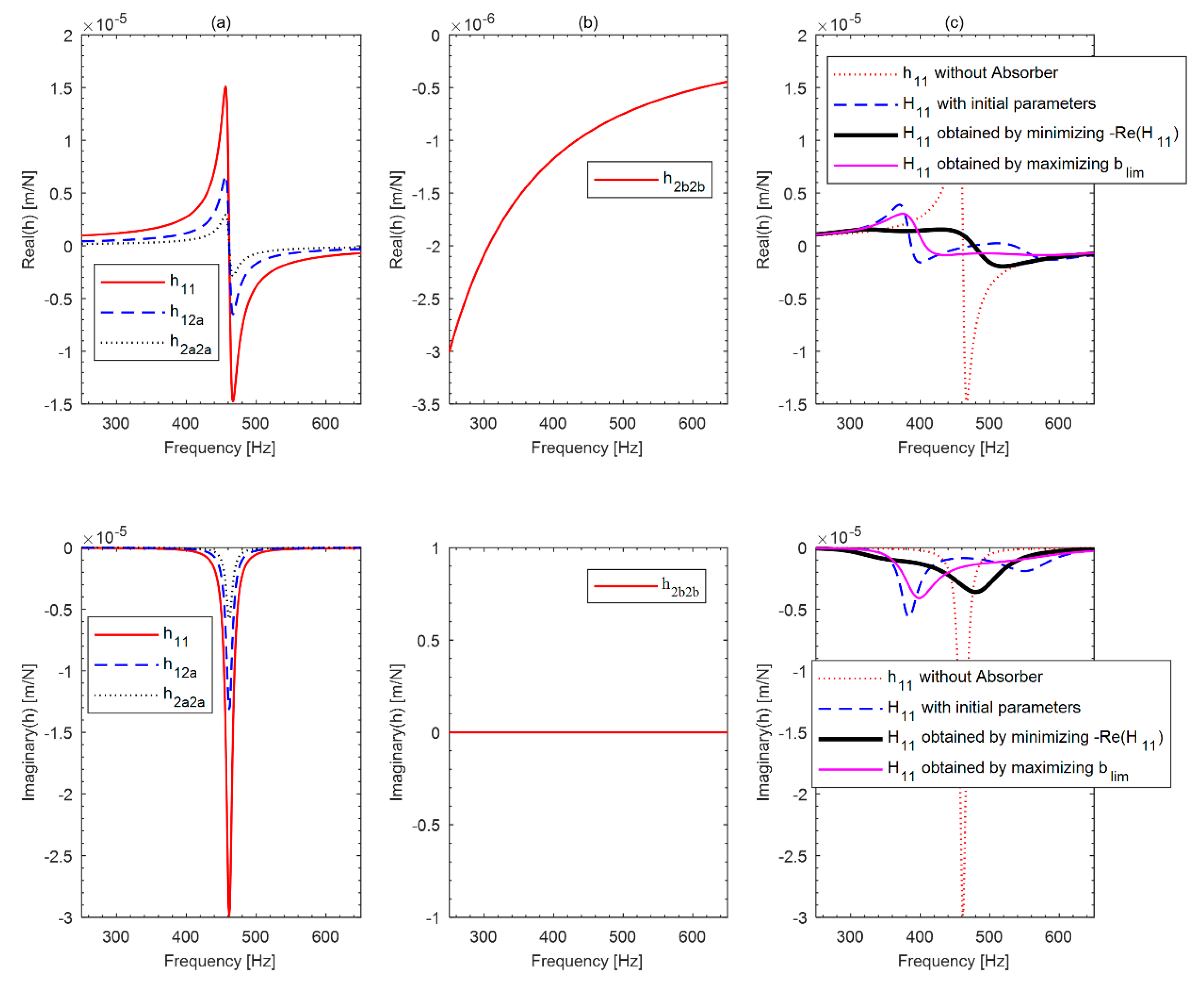
3.1. Demonstrating the Workings of the Receptance Coupling Approach
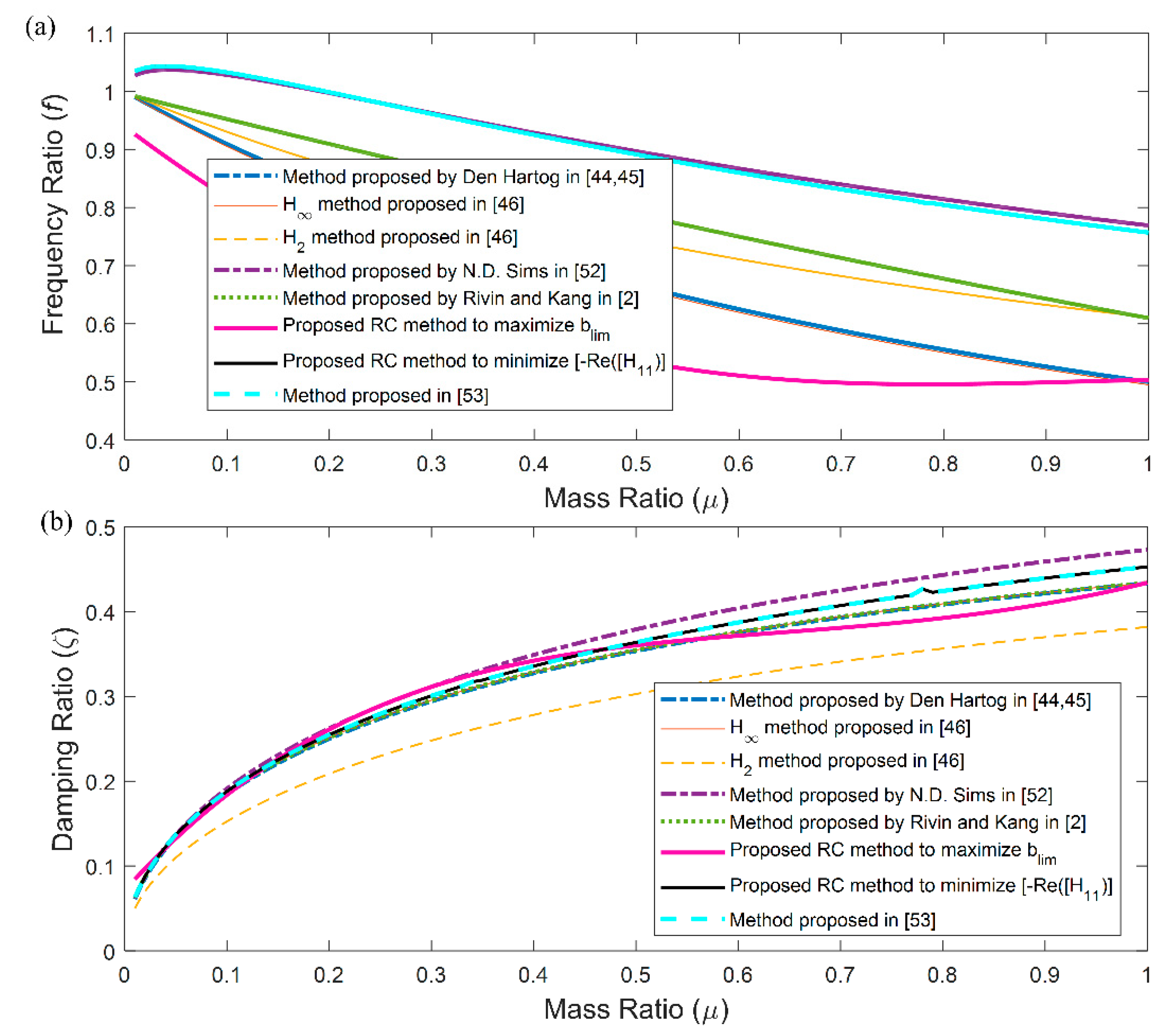
3.2. Comparing Proposed Model Predictions with Other Classical Analytical Models
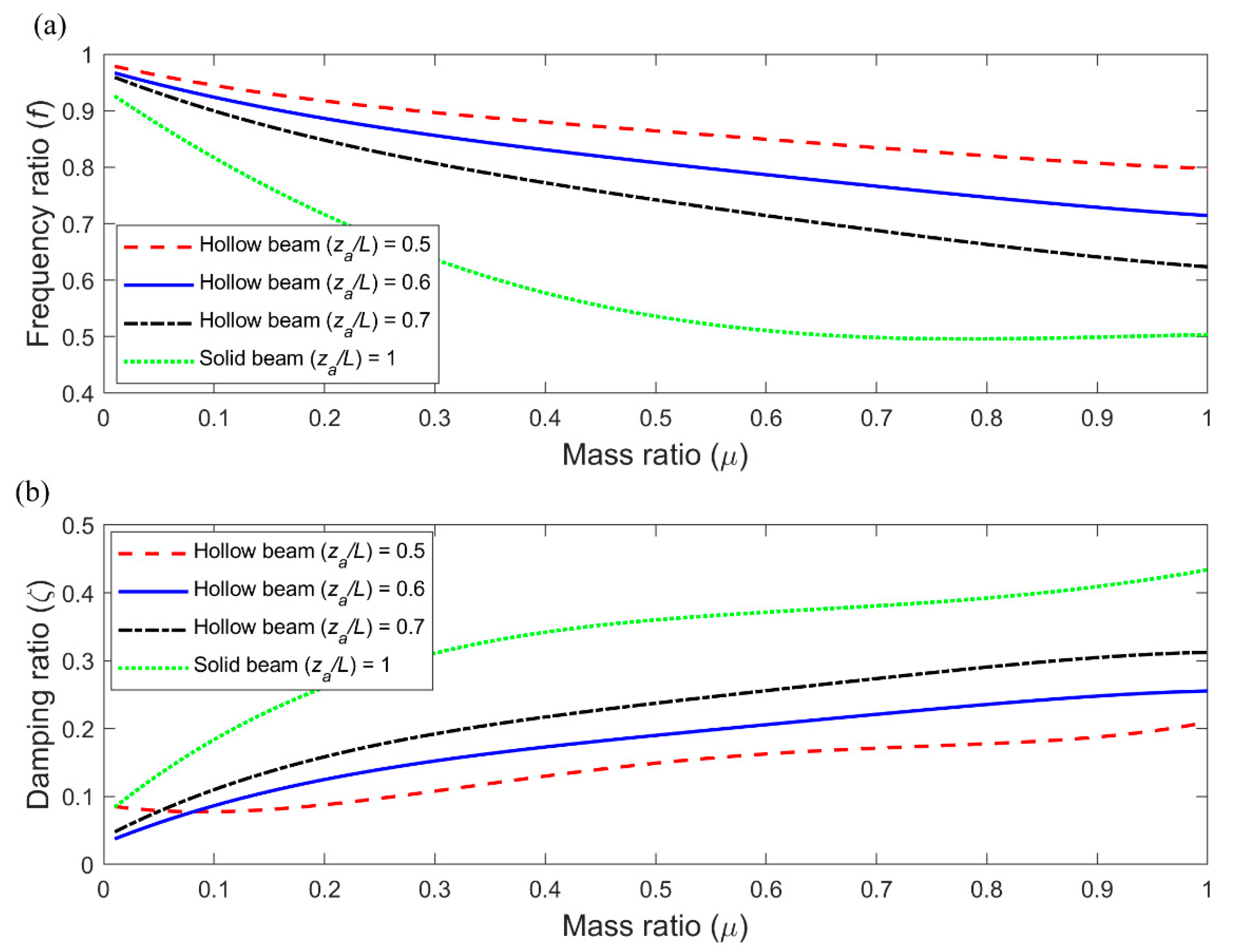
3.3. Influence of Absorber Position on Optimized Frequency and Damping Ratios
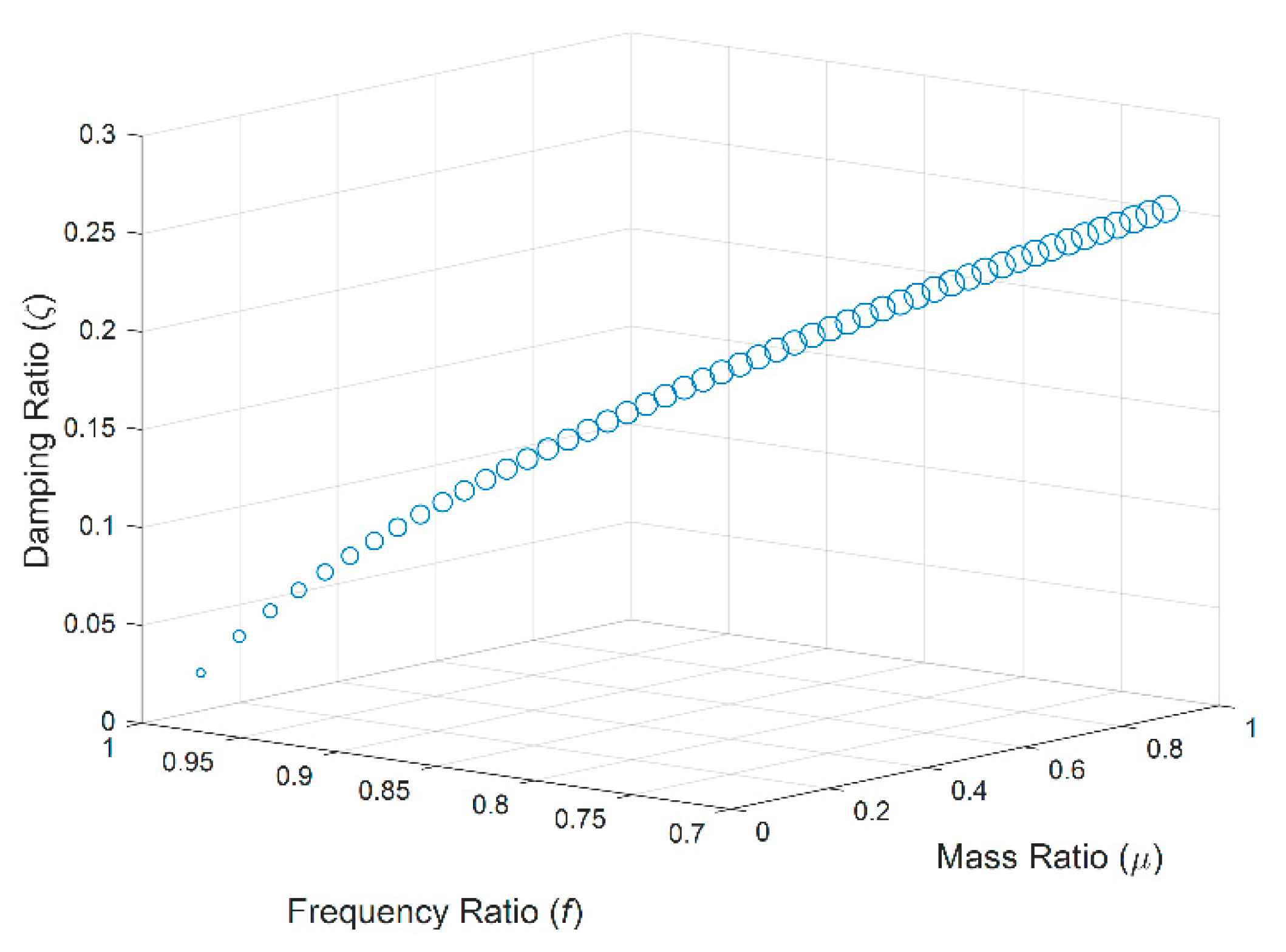
3.4. Dependence of the Maximized Chatter-Free Stability Limit on the Absorber’s Parameters
4. Experimental Characterization of the Prototyped Damped Boring Bar
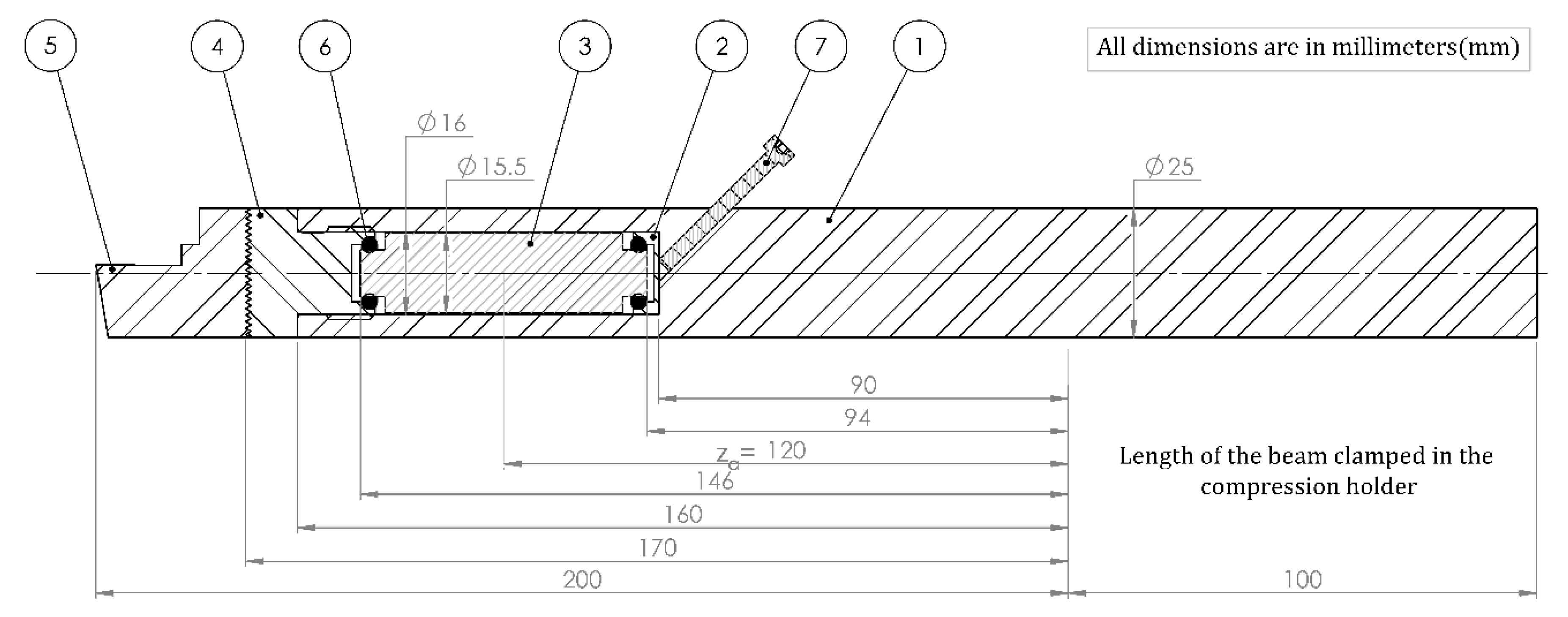
4.1. Constructional Details of the Prototyped Boring Bar
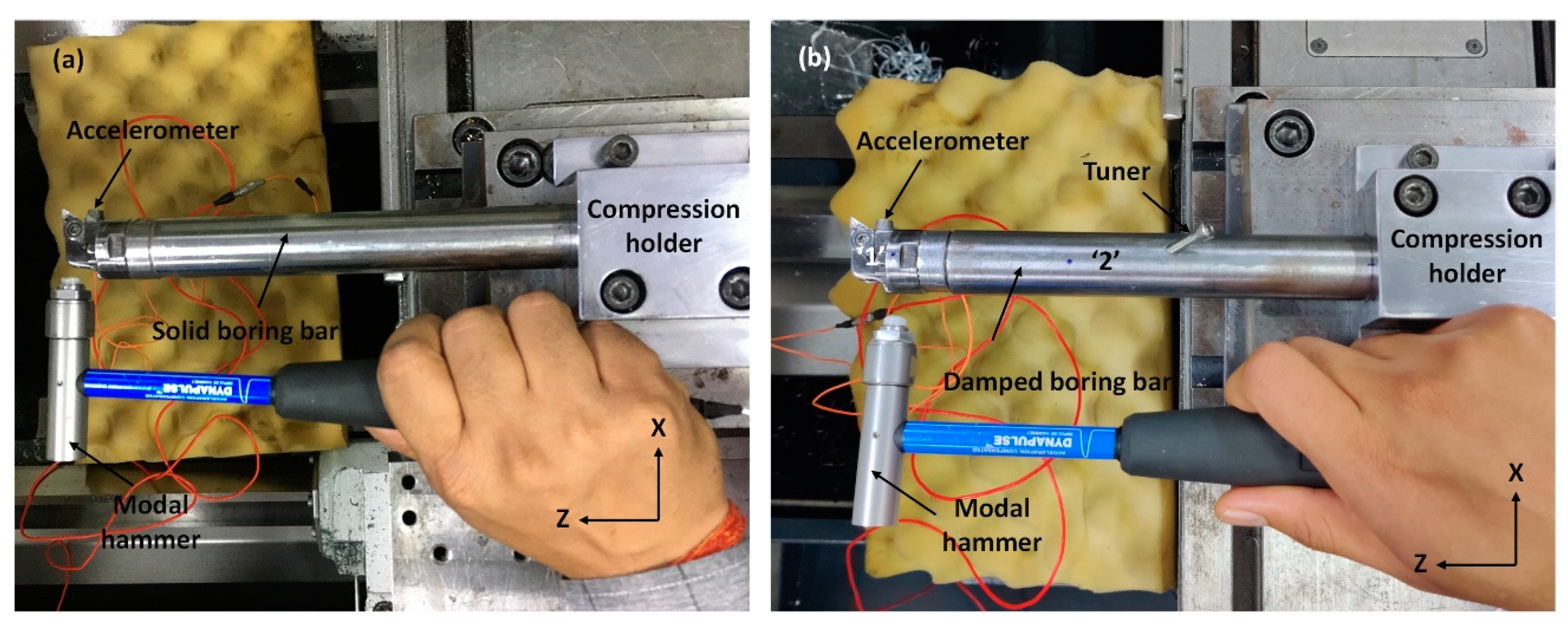
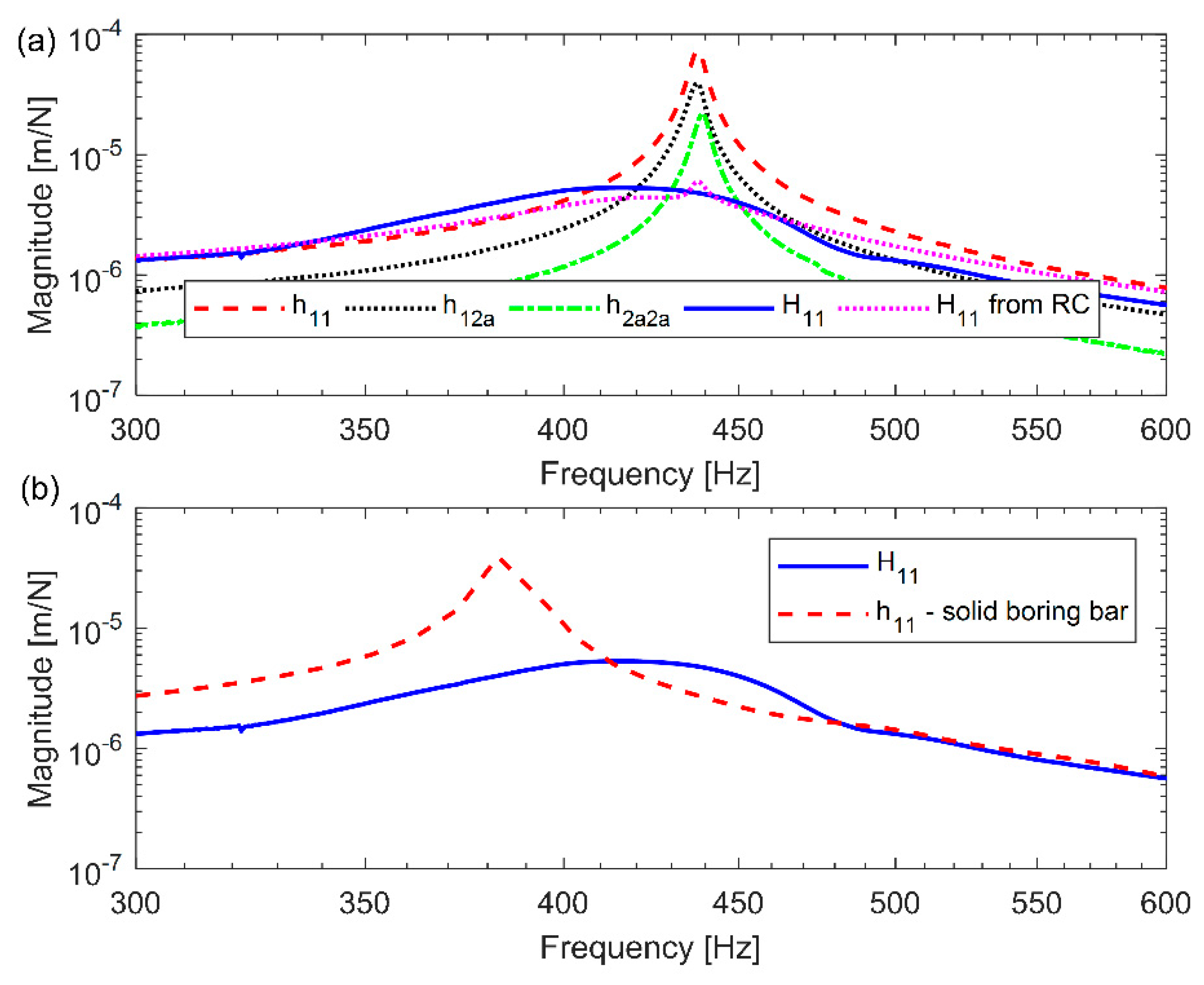
4.2. Measured Receptances With and Without the Absorber
4.3. Inverse Receptance Coupling Analysis to Experimentally Identify Absorber Parameters
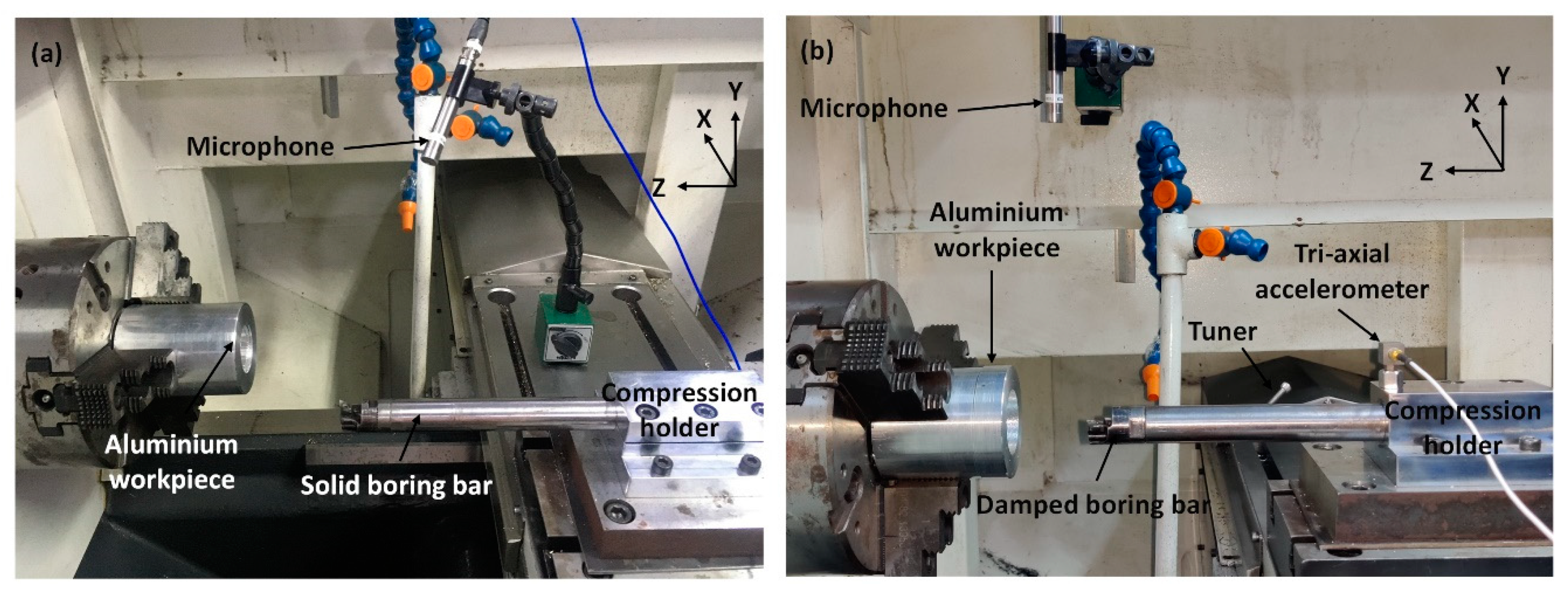
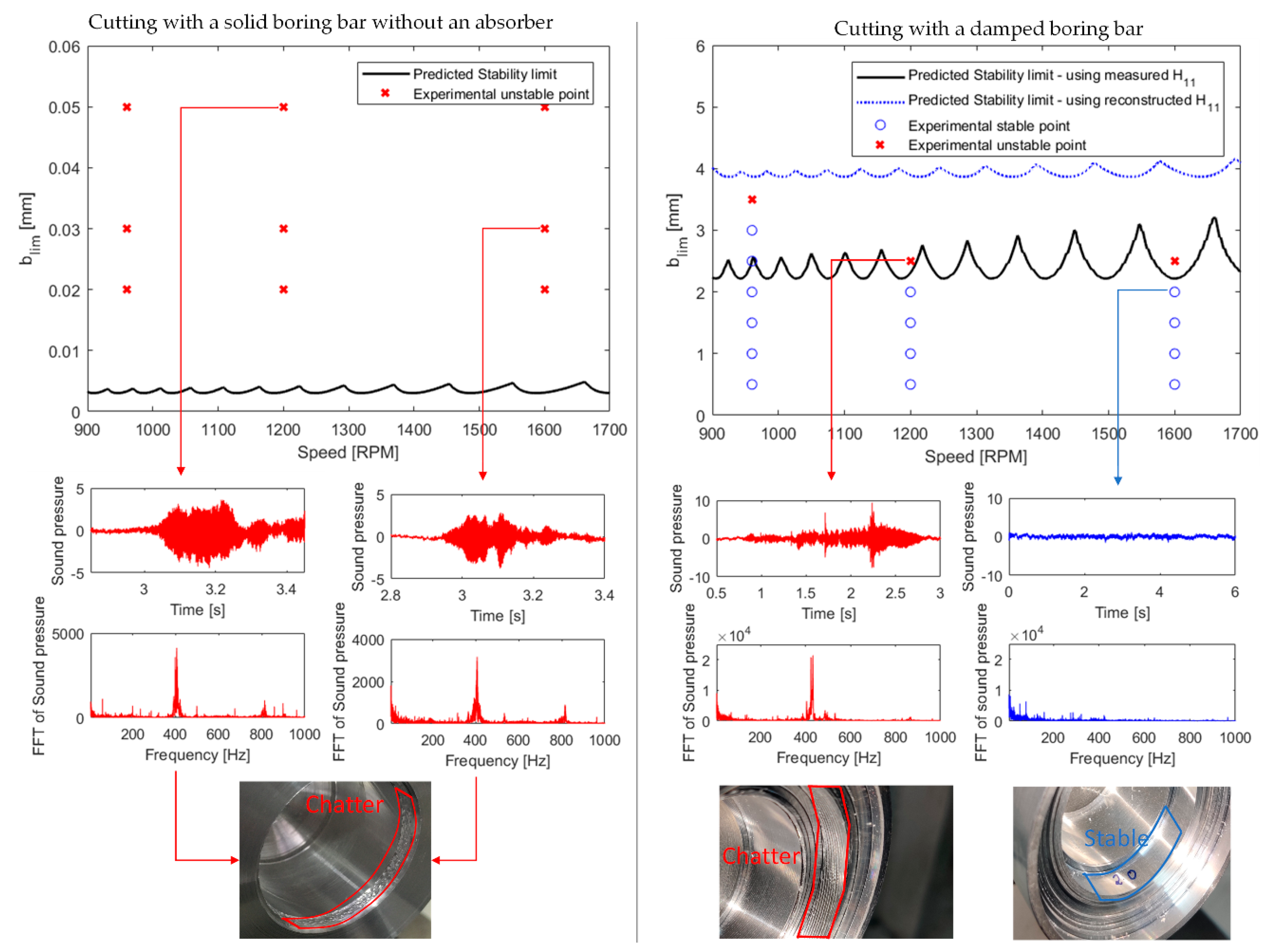
5. Experimental Characterization of Chatter
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, D.; Suh, N. Manufacturing and testing of chatter free boring bars. CIRP Ann. 1988, 37, 365–368. [Google Scholar] [CrossRef]
- Rivin, E.I.; Kang, H. Enhancement of dynamic stability of cantilever tooling structures. Int. J. Mach. Tools Manuf. 1992, 32, 539–561. [Google Scholar] [CrossRef]
- Takeyama, H.; Iijima, N.; Nishiwaki, N.; Komoto, K. Improvement of dynamic rigidity of tool holder by applying high-damping material. CIRP Ann. 1984, 33, 249–252. [Google Scholar] [CrossRef]
- Nagano, S.; Koizumi, T.; Fujii, T.; Tsujiuchi, N.; Ueda, H.; Steel, K. Development of a composite boring bar. Compos. Struct. 1997, 38, 531–539. [Google Scholar] [CrossRef]
- Gil Lee, D.; Hwang, H.Y.; Kim, J.K. Design and manufacture of a carbon fiber epoxy rotating boring bar. Compos. Struct. 2003, 60, 115–124. [Google Scholar] [CrossRef]
- Sortino, M.; Totis, G.; Prosperi, F. Modeling the dynamic properties of conventional and high-damping boring bars. Mech. Syst. Signal Process. 2013, 34, 340–352. [Google Scholar] [CrossRef]
- Tarng, Y.S.; Kao, J.; Lee, E. Chatter suppression in turning operations with a tuned vibration absorber. J. Mater. Process. Technol. 2000, 105, 55–60. [Google Scholar] [CrossRef]
- Lee, E.; Nian, C.; Tarng, Y.S. Design of a dynamic vibration absorber against vibrations in turning operations. J. Mater. Process. Technol. 2001, 108, 278–285. [Google Scholar] [CrossRef]
- Popplewell, N.; Liao, M. A simple design procedure for optimum impact dampers. J. Sound Vib. 1991, 146, 519–526. [Google Scholar] [CrossRef]
- Ema, S.; Marui, E. A fundamental study on impact dampers. Int. J. Mach. Tools Manuf. 1994, 34, 407–421. [Google Scholar] [CrossRef]
- Ema, S.; Marui, E. Damping characteristics of an impact damper and its application. Int. J. Mach. Tools Manuf. 1996, 36, 293–306. [Google Scholar] [CrossRef]
- Ema, S.; Marui, E. Suppression of chatter vibration of boring tools using impact dampers. Int. J. Mach. Tools Manuf. 2000, 40, 1141–1156. [Google Scholar] [CrossRef]
- Cheng, C.; Wang, J. Free vibration analysis of a resilient impact damper. Int. J. Mech. Sci. 2003, 45, 589–604. [Google Scholar] [CrossRef]
- Asfar, K.R.; Akour, S.N. Optimization analysis of impact viscous damper for controlling self-excited vibrations. J. Vib. Control 2005, 11, 103–120. [Google Scholar] [CrossRef]
- Chatterjee, S. On the principle of impulse damper: A concept derived from impact damper. J. Sound Vib. 2008, 312, 584–605. [Google Scholar] [CrossRef]
- Vinayaravi, R.; Kumaresan, D.; Jayaraj, K.; Asraff, A.K.; Muthukumar, R. Experimental investigation and theoretical modelling of an impact damper. J. Sound Vib. 2013, 332, 1324–1334. [Google Scholar] [CrossRef]
- Lawrance, G.; Paul, P.S.; Varadarajan, A.S.; Praveen, A.P.; Vasanth, A. Attenuation of vibration in boring tool using spring controlled impact damper. Int. J. Interact. Des. Manuf. (IJIDeM) 2015, 11, 903–915. [Google Scholar] [CrossRef]
- Suyama, D.; Diniz, A.E.; Pederiva, R. The use of carbide and particle-damped bars to increase tool overhang in the internal turning of hardened steel. Int. J. Adv. Manuf. Technol. 2016, 86, 2083–2092. [Google Scholar] [CrossRef]
- Biju, C.V.; Shunmugam, M.S. Investigation into effect of particle impact damping (PID) on surface topography in boring operation. Int. J. Adv. Manuf. Technol. 2014, 75, 1219–1231. [Google Scholar] [CrossRef]
- Paul, P.S.; Raja, P.; Aruldhas, P.; Pringle, S.; Shaji, E. Effectiveness of particle and mass impact damping on tool vibration during hard turning process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 232, 776–786. [Google Scholar] [CrossRef]
- Tanaka, H.; Obata, F.; Matsubara, T.; Mizumoto, H. Active chatter suppression of slender boring bar using piezoelectric actuators. JSME Int. J. Ser. Dyn. Control Robot. Des. Manuf. 1994, 37, 601–606. [Google Scholar] [CrossRef]
- Andrén, L.; Håkansson, L. Active Vibration Control of Boring Bar Vibrations; Research Report No 2004:07; Blekinge Institute of Technology: Karlskrona, Sweden, 2004. [Google Scholar]
- Tewani, S.G.; Rouch, K.E.; Walcott, B.L. A study of cutting process stability of a boring bar with active dynamic absorber. Int. J. Mach. Tools Manuf. 1995, 35, 91–108. [Google Scholar] [CrossRef]
- Matsubara, A.; Maeda, M.; Yamaji, I. Vibration suppression of boring bar by piezoelectric actuators and LR circuit. CIRP Ann. 2014, 63, 373–376. [Google Scholar] [CrossRef]
- Lu, X.; Chen, F.; Altintas, Y. Magnetic actuator for active damping of boring bars. CIRP Ann. 2014, 63, 369–372. [Google Scholar] [CrossRef]
- Fallah, M.; Moetakef-Imani, B. Adaptive inverse control of chatter vibrations in internal turning operations. Mech. Syst. Signal Process. 2019, 129, 91–111. [Google Scholar] [CrossRef]
- Grossi, N.; Croppi, L.; Scippa, A.; Campatelli, G. A dedicated design strategy for active boring bar. Appl. Sci. 2019, 9, 3541. [Google Scholar] [CrossRef] [Green Version]
- Wang, M.; Fei, R. On-line chatter detection and control in boring based on an electrorheological fluid. Mechatronics 2001, 11, 779–792. [Google Scholar] [CrossRef]
- Mei, D.; Kong, T.; Shih, A.J.; Chen, Z. Magnetorheological fluid-controlled boring bar for chatter suppression. J. Mater. Process. Technol. 2009, 209, 1861–1870. [Google Scholar] [CrossRef]
- Sathianarayanan, D.; Karunamoorthy, L.; Srinivasan, J.; Kandasami, G.S.; Palanikumar, K.; Kumar, K.P. Chatter suppression in boring operation using magnetorheological fluid damper. Mater. Manuf. Process. 2008, 23, 329–335. [Google Scholar] [CrossRef]
- Paul, P.S.; Varadarajan, A.S.; Vasanth, A.; Lawrance, G. Effect of magnetic field on damping ability of magnetorheological damper during hard turning. Arch. Civ. Mech. Eng. 2014, 14, 433–443. [Google Scholar] [CrossRef]
- Mohan, E.; Natarajan, U. Experimental investigation on boring tool vibration control using MR fluid damper. J. Adv. Manuf. Syst. 2016, 15, 13–25. [Google Scholar] [CrossRef]
- Biju, C.; Shunmugam, M. Development of a boring bar with magneto rheological fluid damping and assessment of its dynamic characteristics. J. Vib. Control 2017, 24, 3094–3106. [Google Scholar] [CrossRef]
- Kishore, R.; Choudhury, S.K.; Orra, K. On-line control of machine tool vibration in turning operation using electro-magneto rheological damper. J. Manuf. Process 2018, 31, 187–198. [Google Scholar] [CrossRef]
- Biju, C.; Shunmugam, M. Performance of magnetorheological fluid based tunable frequency boring bar in chatter control. Measurement 2019, 140, 407–415. [Google Scholar] [CrossRef]
- Holmen, H.K. Adjustable Device for Damping Vibrations in Tool-Holding Rods, in Particular Boring Bars, in Machine Tools. U.S. Patent 3598498, 10 August 1971. [Google Scholar]
- Andreassen, L. Means for Damping Vibrations, for Example Self-Generated Oscillations in Boring Bars and Similar. U.S. Patent 5413318, 9 May 1995. [Google Scholar]
- Digernes, A. Damping Apparatus for the Damping of Vibrations. U.S. Patent 7681869B2, 23 March 2010. [Google Scholar]
- Sørby, K. Development and optimization of vibration-damped tool holders for high length-to-diameter boring operations. High Speed Mach. 2016, 2, 51–58. [Google Scholar] [CrossRef] [Green Version]
- Silent Tools Damped Machining Tools. Available online: https://www.sandvik.coromant.com/en-gb/products/silent_tools/pages/default.aspx (accessed on 16 April 2020).
- Vibration-Free Boring Bars. Available online: https://www.kennametal.com/in/en/products/metalworking-tools/turning/od-and-id-turning/vibration-free-boring-bars.html (accessed on 16 April 2020).
- ISCAR Tooling Product Lines. Available online: https://www.iscar.com/Products.aspx/CountryID/1/ProductId/4900 (accessed on 16 April 2020).
- MAPAL: Vibration Damping. Available online: https://www.mapal.com/us/news/press/vibration-damping/ (accessed on 16 April 2020).
- Den Hartog, J.P.; Ormondroyd, J. The theory of the dynamic vibration absorbers. ASME J. Appl. Mech. 1928, 50, 11–22. [Google Scholar]
- Den Hartog, J.P. Mechanical Vibrations; Courier Corporation: North Chelmsford, MA, USA, 1985. [Google Scholar]
- Asami, T.; Nishihara, O.; Baz, A. Analytical solutions to H∞ and H2 optimization of dynamic vibration absorbers attached to damped linear systems. J. Vib. Acoust. 2002, 124, 284–295. [Google Scholar] [CrossRef]
- Yang, Y.; Muñoa, J.; Altintas, Y. Optimization of multiple tuned mass dampers to suppress machine tool chatter. Int. J. Mach. Tools Manuf. 2010, 50, 834–842. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, Y.; Liu, Q. Design of a milling cutter with large length-diameter ratio based on embedded passive damper. J. Vib. Control 2018, 25, 506–516. [Google Scholar] [CrossRef]
- Bavastri, C.; Polli, M.L.; Voltolini, D.R.; Presezniak, F.A. A methodology to mitigate chatter through optimal viscoelastic absorber. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 229, 1348–1356. [Google Scholar] [CrossRef]
- Batou, A.; Adhikari, S. Optimal parameters of viscoelastic tuned-mass dampers. J. Sound Vib. 2019, 445, 17–28. [Google Scholar] [CrossRef] [Green Version]
- Tlusty, J. The stability of machine tools against self-excited vibrations in machining. Int. Res. Prod. Eng. ASME 1963, 1, 465–474. [Google Scholar]
- Sims, N. Vibration absorbers for chatter suppression: A new analytical tuning methodology. J. Sound Vib. 2007, 301, 592–607. [Google Scholar] [CrossRef] [Green Version]
- Moradi, H.; Bakhtiari-Nejad, F.; Movahhedy, M. Tuneable vibration absorber design to suppress vibrations: An application in boring manufacturing process. J. Sound Vib. 2008, 318, 93–108. [Google Scholar] [CrossRef]
- Miguélez, M.; Rubio, M.L.; Loya, J.; Fernández-Sáez, J. Improvement of chatter stability in boring operations with passive vibration absorbers. Int. J. Mech. Sci. 2010, 52, 1376–1384. [Google Scholar] [CrossRef] [Green Version]
- Rubio, L.; Loya, J.A.; Miguélez, M.; Fernández-Sáez, J.; Rubio, M.L. Optimization of passive vibration absorbers to reduce chatter in boring. Mech. Syst. Signal Process. 2013, 41, 691–704. [Google Scholar] [CrossRef] [Green Version]
- Bansal, A.; Law, M. A receptance coupling approach to design damped boring bars. In Proceedings of the Conference on Precision Engineering (COPEN-2017), Chennai, India, 7–9 December 2017. [Google Scholar]
- Bansal, A.; Law, M. A receptance coupling approach to optimally tune and place absorbers on boring bars for chatter suppression. Procedia CIRP 2018, 77, 167–170. [Google Scholar] [CrossRef]
- Schmitz, T.L.; Smith, K.S. Machining Dynamics: Frequency Response to Improved Productivity; Springer Science & Business Media: Berlin, Germany, 2008. [Google Scholar]
- Schmitz, T.; Donalson, R. Predicting high-speed machining dynamics by substructure analysis. CIRP Ann. 2000, 49, 303–308. [Google Scholar] [CrossRef]
- Park, S.S.; Altintas, Y.; Movahhedy, M. Receptance coupling for end mills. Int. J. Mach. Tools Manuf. 2003, 43, 889–896. [Google Scholar] [CrossRef]
- Albertelli, P.; Goletti, M.; Monno, M. A new receptance coupling substructure analysis methodology to improve chatter free cutting conditions prediction. Int. J. Mach. Tools Manuf. 2013, 72, 16–24. [Google Scholar] [CrossRef]
- Law, M.; Rentzsch, H.; Ihlenfeldt, S. Predicting mobile machine tool dynamics by experimental dynamic substructuring. Int. J. Mach. Tools Manuf. 2016, 108, 127–134. [Google Scholar] [CrossRef]
- Brecher, C.; Fey, M.; Daniels, M. Substructure coupling approach to parameterization of passive dynamic auxiliary systems. Prod. Eng. 2016, 10, 351–360. [Google Scholar] [CrossRef]
- Nagesh, S.; Law, M. Machine tool design with preferentially asymmetrical structures to improve dynamics and productivity. Procedia CIRP 2019, 79, 592–595. [Google Scholar] [CrossRef]
- Houck, L.; Schmitz, T.; Smith, K. A tuned holder for increased boring bar dynamic stiffness. J. Manuf. Process. 2011, 13, 24–29. [Google Scholar] [CrossRef]
- Ozlu, E.; Budak, E. Analytical modeling of chatter stability in turning and boring operations—Part I: Model development. J. Manuf. Sci. Eng. 2007, 129, 726–732. [Google Scholar] [CrossRef]
- Budak, E.; Ozlu, E. Analytical modeling of chatter stability in turning and boring operations: A multi-dimensional approach. CIRP Ann. 2007, 56, 401–404. [Google Scholar] [CrossRef]
- Dem’yanov, V.F.; Malozemov, V.N. Introduction to Minimax; Courier Corporation: North Chelmsford, MA, USA, 1990. [Google Scholar]
- Zuo, L.; Nayfeh, S.A. Minimax optimization of multi-degree-of-freedom tuned-mass dampers. J. Sound Vib. 2004, 272, 893–908. [Google Scholar] [CrossRef]
- Rao, P.; Rao, U.; Rao, J. Towards improved design of boring bars part 1: Dynamic cutting force model with continuous system analysis for the boring bar performance. Int. J. Mach. Tools Manuf. 1988, 28, 33–44. [Google Scholar] [CrossRef]
- Andren, L.; Hakansson, L.; Brandt, A.; Claesson, I. Identification of dynamic properties of boring bar vibrations in a continuous boring operation. Mech. Syst. Signal Process. 2004, 18, 869–901. [Google Scholar] [CrossRef] [Green Version]
- Moetakef-Imani, B.; Yussefian, N. Dynamic simulation of boring process. Int. J. Mach. Tools Manuf. 2009, 49, 1096–1103. [Google Scholar] [CrossRef]
- Zhang, C.; Ren, Y.; Ji, S.; Zhang, J. Analysis of the composite boring bar dynamic characteristics considering shear deformation and rotational inertia. Appl. Sci. 2020, 10, 1533. [Google Scholar] [CrossRef] [Green Version]
- Akesson, H.; Smirnova, T.; Hakansson, L. Analysis of dynamic properties of boring bars concerning different clamping conditions. Mech. Syst. Signal Process. 2009, 23, 2629–2647. [Google Scholar] [CrossRef] [Green Version]
- Hagedorn, P.; Dasgupta, A. Vibrations and Waves in Continuous Mechanical Systems; Wiley: Hoboken, NJ, USA, 2007. [Google Scholar]
- CutPro Simulation Software—MAL Inc. Available online: https://www.malinc.com/products/cutpro (accessed on 16 April 2020).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Absorber’s Stiffness [N/m] | Absorber’s Damping [N-s/m] | Method of Estimation |
|---|---|---|
| 238.8 | Inverse receptance coupling approach | |
| 190.2 | Obtained by maximizing chatter-free |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yadav, A.; Talaviya, D.; Bansal, A.; Law, M. Design of Chatter-Resistant Damped Boring Bars Using a Receptance Coupling Approach. J. Manuf. Mater. Process. 2020, 4, 53. https://doi.org/10.3390/jmmp4020053
Yadav A, Talaviya D, Bansal A, Law M. Design of Chatter-Resistant Damped Boring Bars Using a Receptance Coupling Approach. Journal of Manufacturing and Materials Processing. 2020; 4(2):53. https://doi.org/10.3390/jmmp4020053
Chicago/Turabian StyleYadav, Ajay, Devangkumar Talaviya, Ankit Bansal, and Mohit Law. 2020. "Design of Chatter-Resistant Damped Boring Bars Using a Receptance Coupling Approach" Journal of Manufacturing and Materials Processing 4, no. 2: 53. https://doi.org/10.3390/jmmp4020053
APA StyleYadav, A., Talaviya, D., Bansal, A., & Law, M. (2020). Design of Chatter-Resistant Damped Boring Bars Using a Receptance Coupling Approach. Journal of Manufacturing and Materials Processing, 4(2), 53. https://doi.org/10.3390/jmmp4020053