Before simulating the laser drilling model in this section, a validation benchmark on a 3D transient heat conduction problem was conducted to ensure the correct implementation of the presented methods. As for the computer software, the open-source code “Thermal-IWF” written in
C99 and published by [
35] is utilized. To download this solver, please refer to the
https://github.com/mroethli/thermal_iwf repository. All computations were performed on an
Intel Core™ i5-4690 with four processors at 3.50 GHz. Most of the images were created with ParaView [
39]—a powerful visualization tool for large datasets.
4.1. Validation Benchmark
The test case was related to the time-dependence of temperature fields in a 3D object and examined the accuracy and performance of the Laplacian models presented in
Section 3.1. If the initial condition of Equation (
1) follows a thermal pulse at the origin of the domain
without Dirichlet boundary conditions, the time-dependent analytical solution of this problem at time
t can be computed from:
in which
is the thermal diffusivity assumed to be one in this model,
the radial distance from the origin, and
T the temperature value at time
t generated by an instantaneous source of heat at the origin point
at time
. The time span for the transition of heat in this mode was considered to start from
and end at
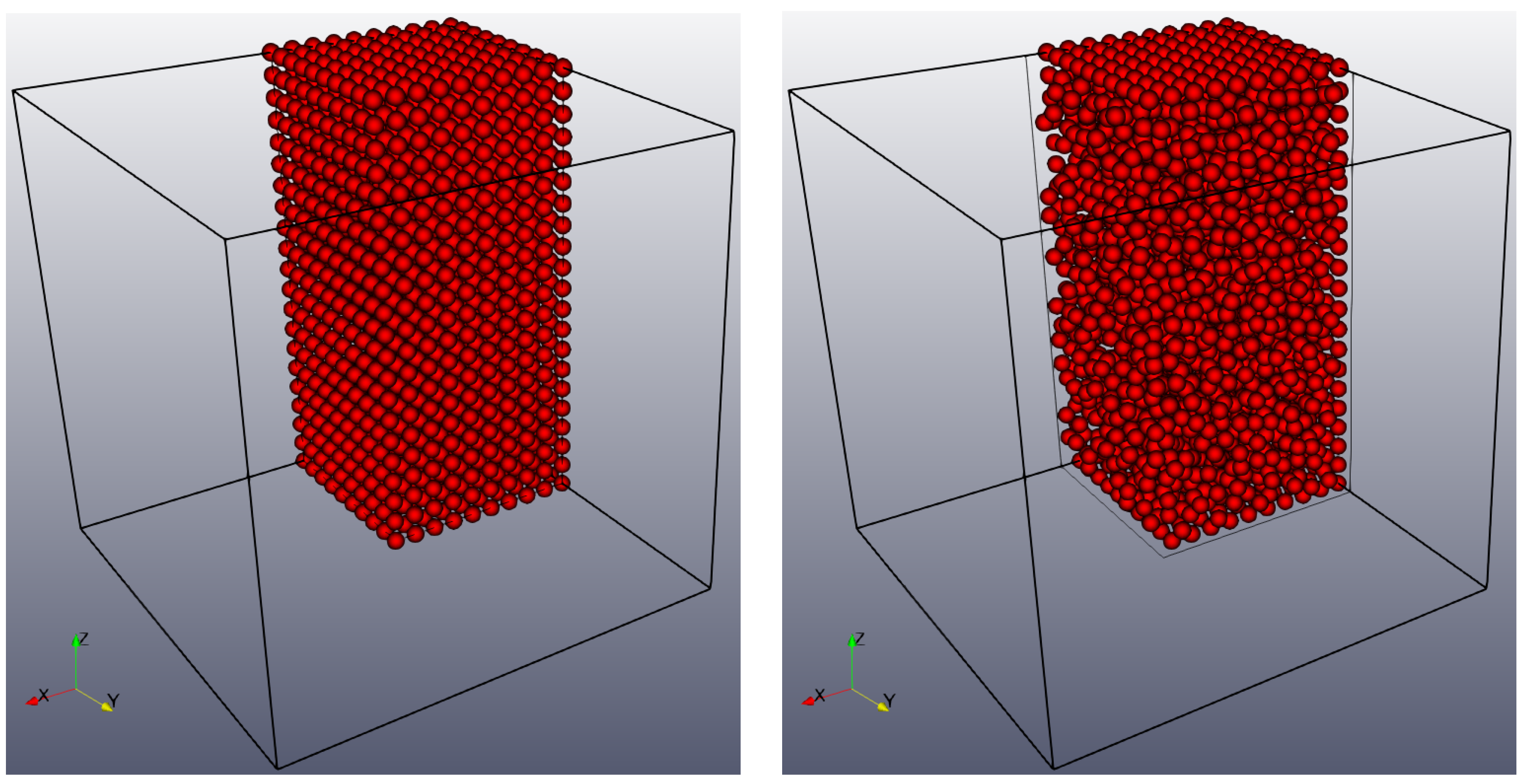
. The infinite boundaries were herein limited to a cube of
, as shown by the black outlined boxes in
Figure 3. This domain size was deemed sufficiently large because the boundary temperature due to the heat impulse in the origin at
would be about
, orders of magnitude less than the error due to the methods and, in fact, orders of magnitude smaller than the machine epsilon.
The particle spacing (i.e., discretization size) was chosen from
to evaluate the errors and draw the convergence plots. All simulations were carried out on both regular and random particle arrangements to compare the capabilities of the methods in handling disordered situations. The randomness of particles was limited to the maximum of 50% inhomogeneity for all particles except from the edge points. The edge particles were always distributed with a regular spacing (see
Figure 3).
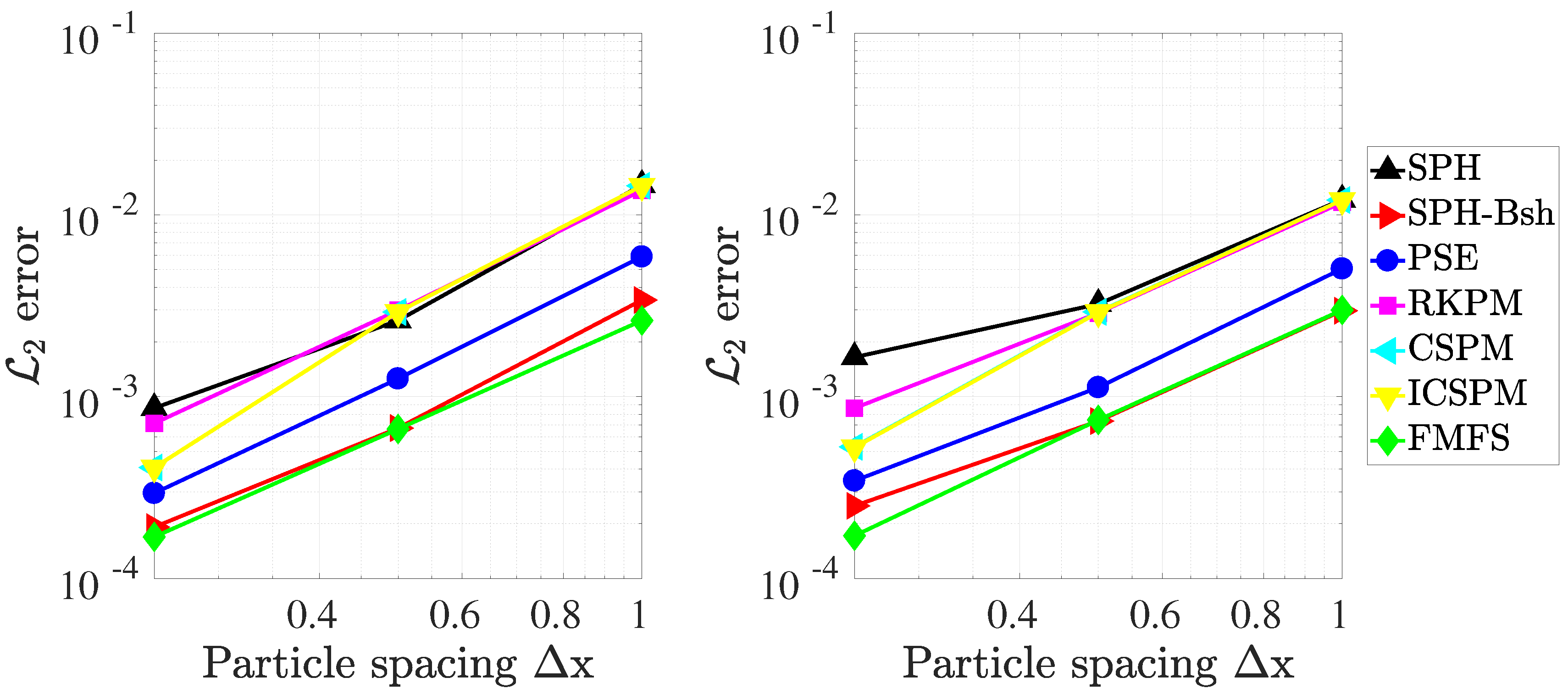
The numerical results were compared with the exact solution at
, and the
norm of the error is reported. The convergence plots shown in
Figure 4 permit several interesting observations. Firstly, it can be seen that almost all methods converged with a second-order slope in the regular spacing (left graph in
Figure 4). Secondly, CSPM and ICSPM delivered identical results for the uniform case. This was quite unsurprising because the main advantage of ICSPM over CSPM is its ability to provide higher-order consistency by improving the boundary deficiency, but the boundary effect in this example was negligible. When particles were not uniformly spaced, however, a marginal difference between the CSPM and ICSPM results was noticed. Thirdly, FMFS demonstrated the lowest error and outperformed the other Laplacian models in almost all cases. This was due to the higher order terms included in its truncation error. A particularly interesting conclusion from this investigation was the nearly identical behavior of SPH Brookshaw (the red graphs in
Figure 4) and FMFS in discretizing the Laplacian term for uniform cases. The reason lied in the derivation process of FMFS, which originated from a Brookshaw approximation. Please consider [
35] for more details in this regard.
4.2. Laser Drilling Simulation
The case study pertained to a sheet metal made of stainless steel (SS 316L) with a width of
m, length of
m, and thickness of
m. Consistent with the initial configuration of the 3D model used by Muhammad et al. [
10], the same material and laser properties were taken into account. Listed in
Table 2 is a summary of the parameters used for this simulation. The absorptivity coefficient
was chosen to be
according to a very relevant investigation performed by [
13] on the sensitivity of MLPG results to this parameter.
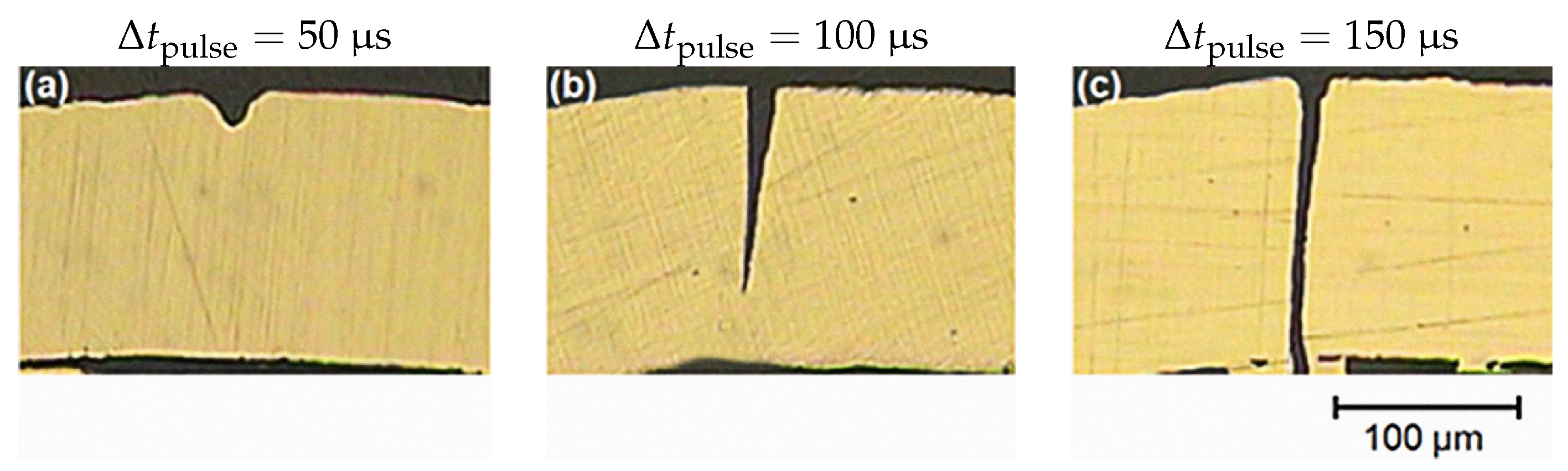
Muhammad et al. [
10] were the first who considered this experimental setup for SPH modeling and showed that a pulse of 150
s could fully penetrate the metallic sheet with a thickness of 150
m. Three images adapted from the laser cutting experiments of [
10] are presented in
Figure 5 for three different pulse durations. As a result of this observation, the present thermal simulation was terminated at
s to investigate the computed temperature distribution, removed volume, and penetration depth.
Firstly, a parametric study of this example was carried out in 2 spatial resolutions using 2 kernel functions and 3 different smoothing lengths, for all 6 methods presented in
Section 3.1. This combination led to a massive load of simulations including 72 configuration setups. The numerical results are inserted into
Table 3,
Table 4,
Table 5 and
Table 6, where quantities of three different kinds are reported for assessment:
The percentage of the volume removed from the workpiece after s if the total volume to be removed was conceptually equal to a cylinder of radius m and height m.
Whether or not a full penetration was observed.
The measured CPU runtime of the simulation.
The parameter
in these four tables denotes the characteristic distance between particles in a uniform domain. Furthermore, the appearance of “—” corresponds to a scenario where the numerical result was unreliable or invalid. The source of these errors may stem from different issues such as the surface detection algorithm, boundary conditions, insufficient number of neighbor particles, and inconsistent kernels. An elaboration of how to resolve such issues is irrelevant to the scope of this paper and thus not provided. For further discussions, the readers are referred to textbooks and review articles such as [
40,
41]. Note that
at surface particles was always computed by PSE even if other corrective schemes (RKPM, CSPM, ICSPM, or FMFS) were employed in the code. This new workaround ensured the stability of the solution without requiring exterior dummy particles for an invertible correction matrix where boundaries were not well defined geometrically (e.g., the laser-irradiated surface inside the popped hole).
As can be seen in these tables, CSPM and ICSPM showed the least stable behavior among the other schemes. This issue was due to the excessive number of inverse matrix calculations and also interrelated with the proposed boundary treatment approach. Unsurprisingly, the choice of the kernel function had a major impact on the stability of the simulation results. A comparison between
Table 3 and
Table 4 in the case of CSPM/ICSPM supported the argument that the cubic B-spline kernel performed weaker than its contestant at higher
h. As a result, the Wendland quintic kernel function was selected for final simulations at a high resolution.
As far as the computational cost was concerned, attention must be paid when comparing the runtime of different schemes in purely thermal simulations. In all corrective methods (RKPM, CSPM, ICSPM, and FMFS), a significant proportion of the computational cost was attributed to the computation of their correction matrices. However, the evaluation of these matrices here was not updated within the main time loop, and a remarkable amount of computational time could be saved because the particle position remained unchanged during a purely thermal simulation. Interestingly though, the PSE scheme was indifferent to the movement of particles. It considered an exponential kernel according to Equation (
10), no matter if the particle position had been changed or not. Therefore, any conclusive judgment about the computational performance of these six methods was reckoned to be inaccurate and was probably unfair.
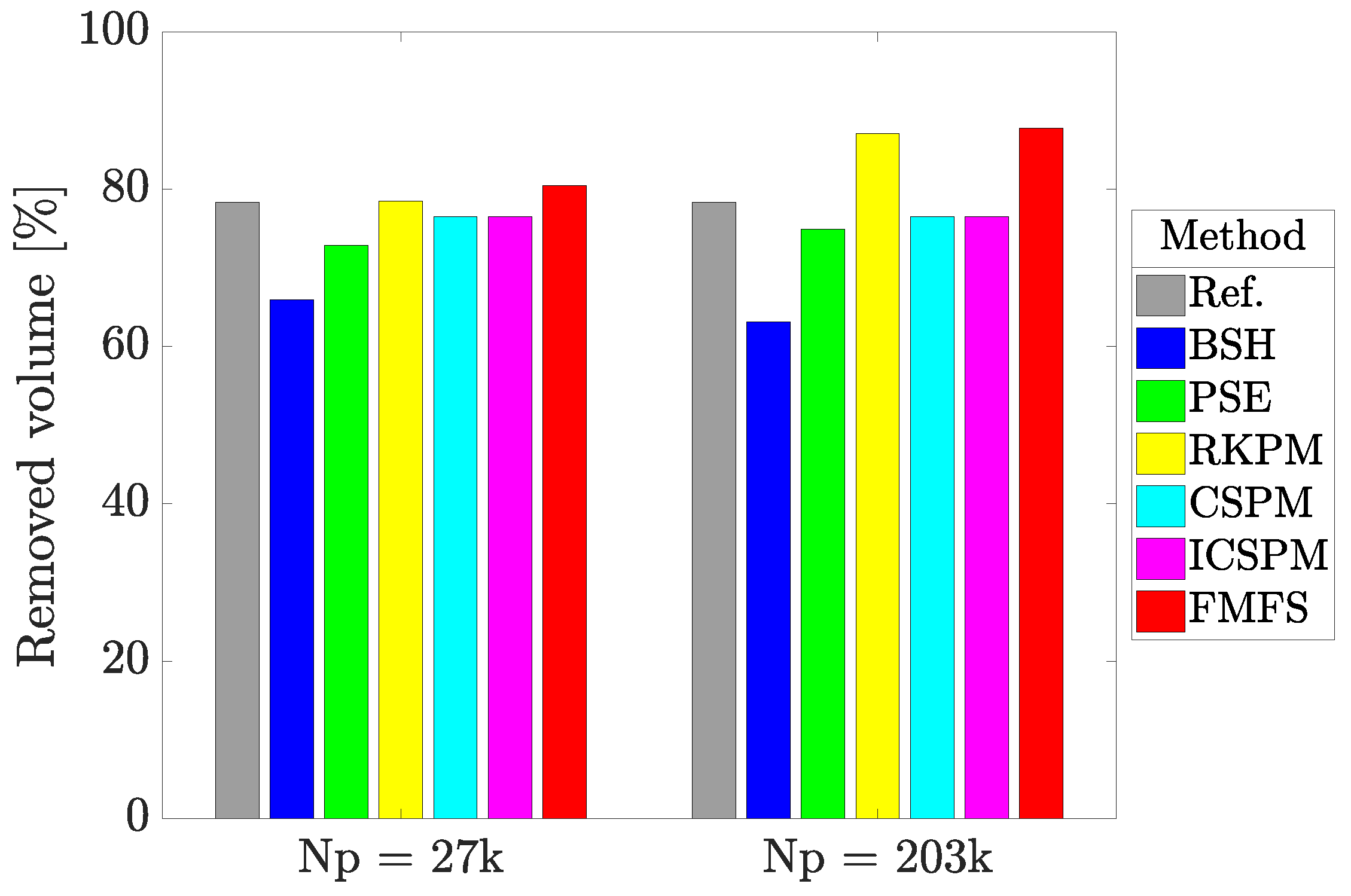
After having completed the parametric study, the optimum setup for each method could be configured. In
Figure 6, the removed volume predicted by this 3D solver is compared to the corresponding value taken from a 2D meshless model developed by Abidou et al. [
13]. The bar-chart shows that the highest volumes were computed by FMFS on account of its higher order terms involving a larger number of particles for each interpolation.
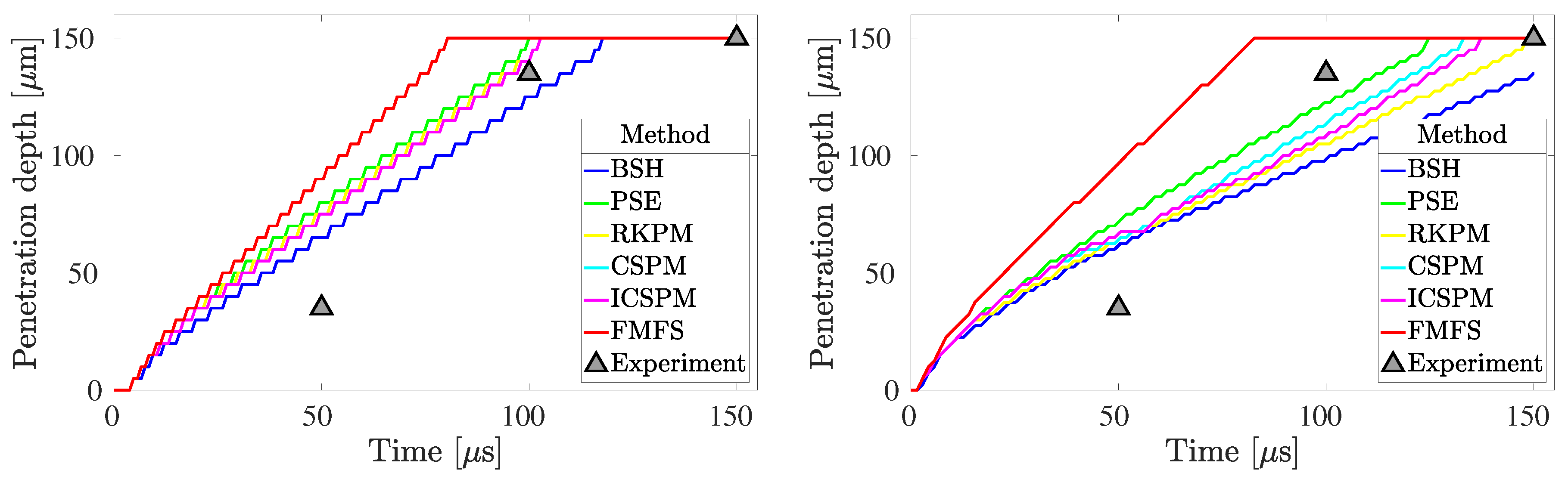
Due to the sufficient simplifications considered in this test model, any validation or comparison versus experimental measurements would be questionable at best. Nevertheless, it was still worthwhile to include a demonstration of the present result against other references. Simulated penetration depths computed by this code are plotted in
Figure 7 for all six methods at two different resolutions. The numerical values and overall trend were found acceptable compared to the experimental data provided by [
10] and the numerical solutions of [
13]. It is important to mention that the numerical simulation presented by [
13] was also performed by taking a set of assumptions similar to what was outlined in this paper.
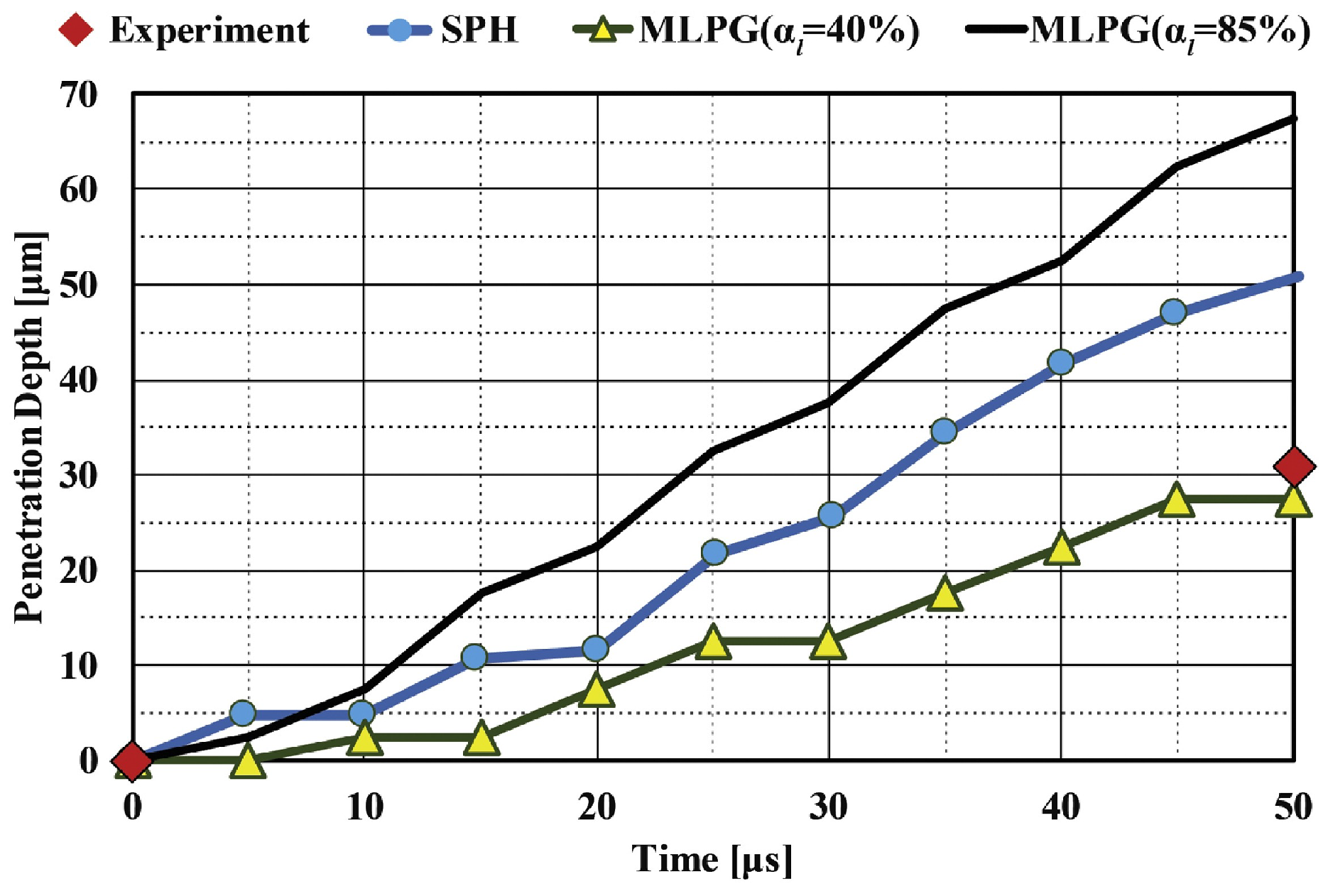
The experimental data points in
Figure 8 were the penetration depth recorded for each pulse duration. In this figure, the presented methods were alternatively used to predict the penetration in time. A more or less linear behavior was noticed in all numerical graphs. According to the experimental evidence, however, the laser absorptivity coefficient at lower temperatures was less than its values at higher temperatures [
10,
12,
13]. In other words, at the beginning of the laser drilling process, this coefficient had a lower value compared to the later stages, when it abruptly increased due to the rapid increase in both temperature and depth. Another reason for this behavior was that the laser beam was also defocused in lower parts of the hole, which indicated lower intensity and, therefore, lower heat input and surface temperature. In fact, the penetration speed was slow in the beginning as no multiple reflections occurred, and the laser due to the orthogonal irradiation had a low absorptivity. The speed increased due to multiple reflections and much better absorptivity on the steep walls. These were all the effects that were ignored by the simplifying assumptions in this paper and must be taken into consideration for future development.
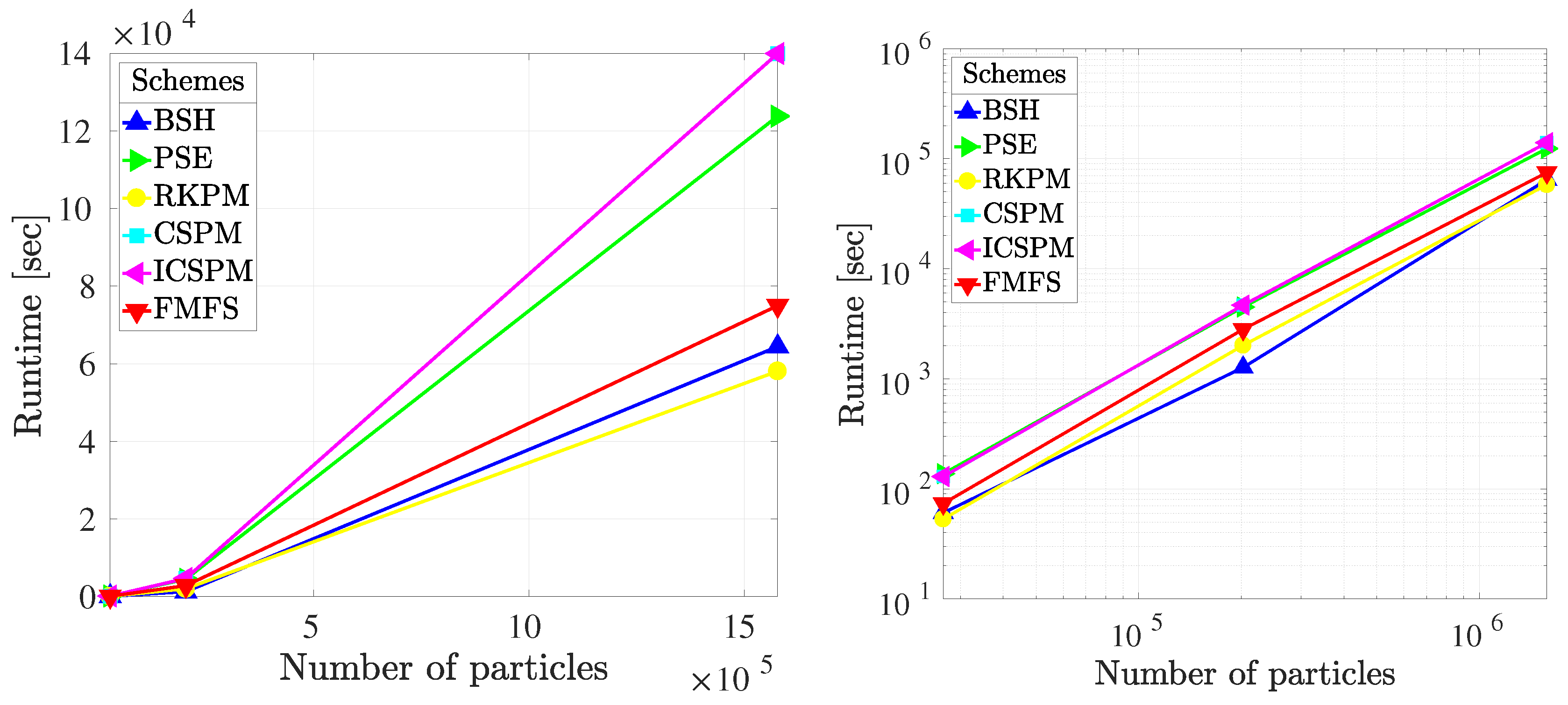
Next, we compared the computational performance of the presented methods by reporting their runtime at three different resolutions of 27 k, 203 k, and
mtotal particles. Both linear and log–log graphs are plotted in
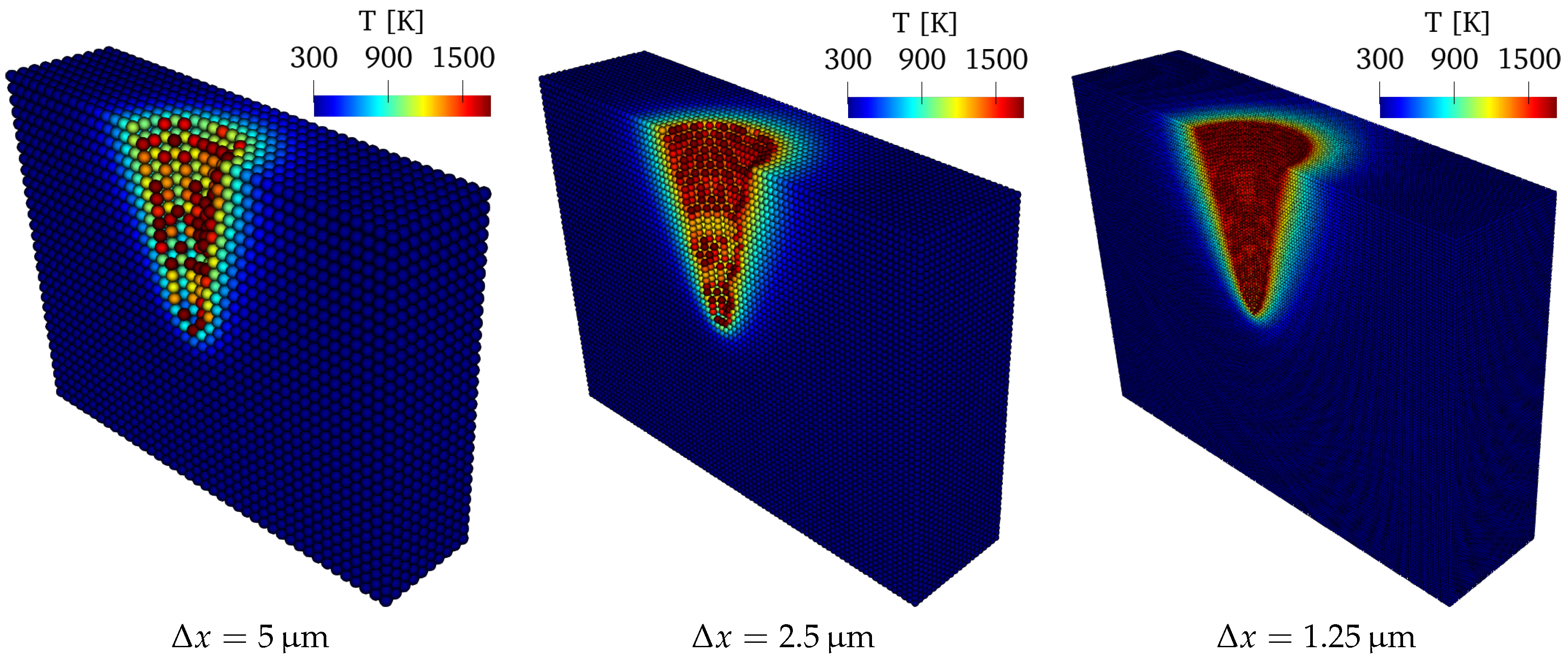
Figure 9, demonstrating the highest cost of computation for CSPM/ICSPM and the lowest for BSH. Furthermore, an exemplary snapshot of each resolution is represented in
Figure 10 to illustrate the impact of (spatial) discretization size on the quality of the results.
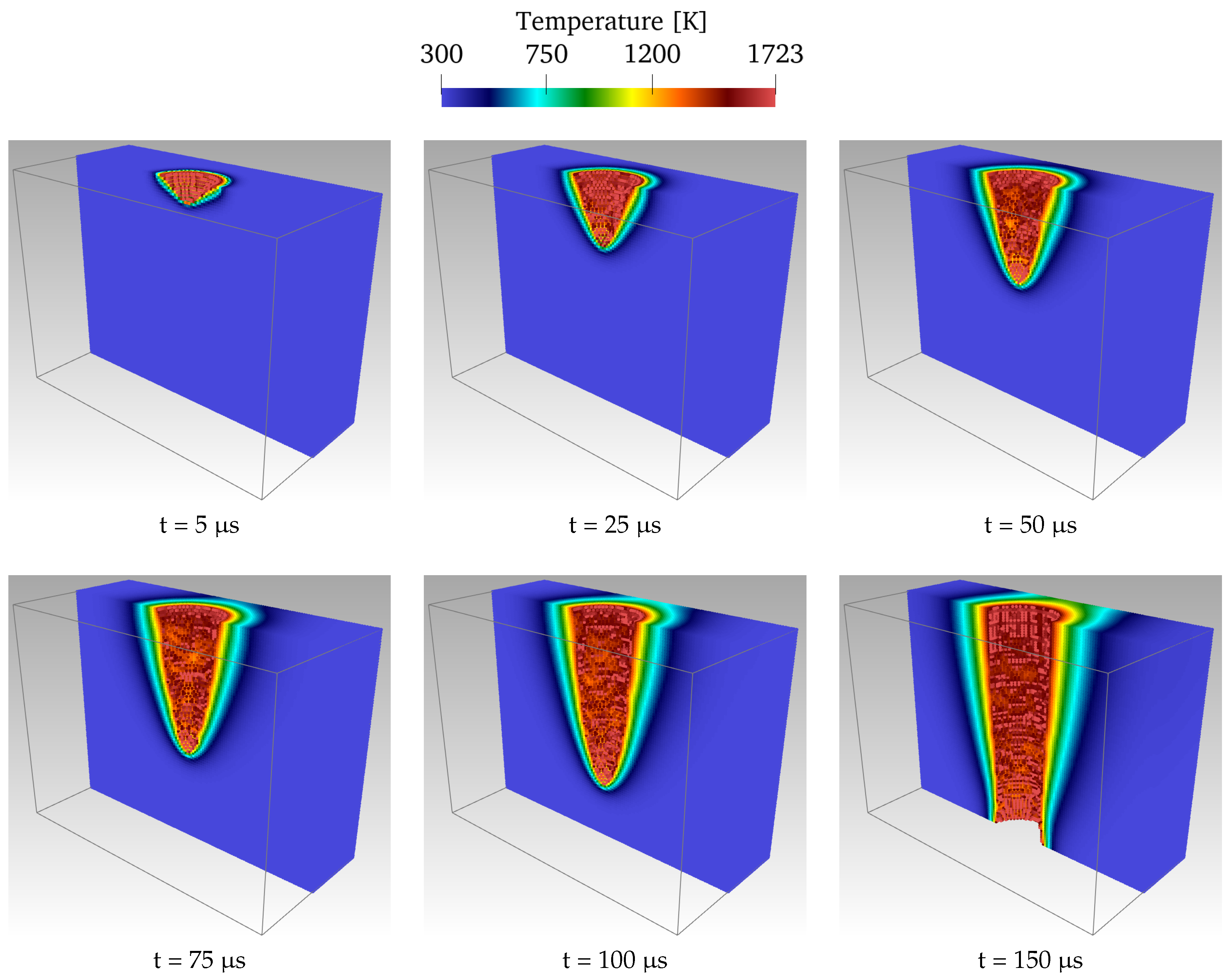
Lastly, images of the temperature distribution are provided in high resolution to gain more insights into the process.
Figure 11 contains six frames of the simulation taken at six consecutive time instants, where PSE was employed for the discretization of the Laplacian operator. As a verification that our results were correct, the pictures in
Figure 11 could be compared with those generated by [
10,
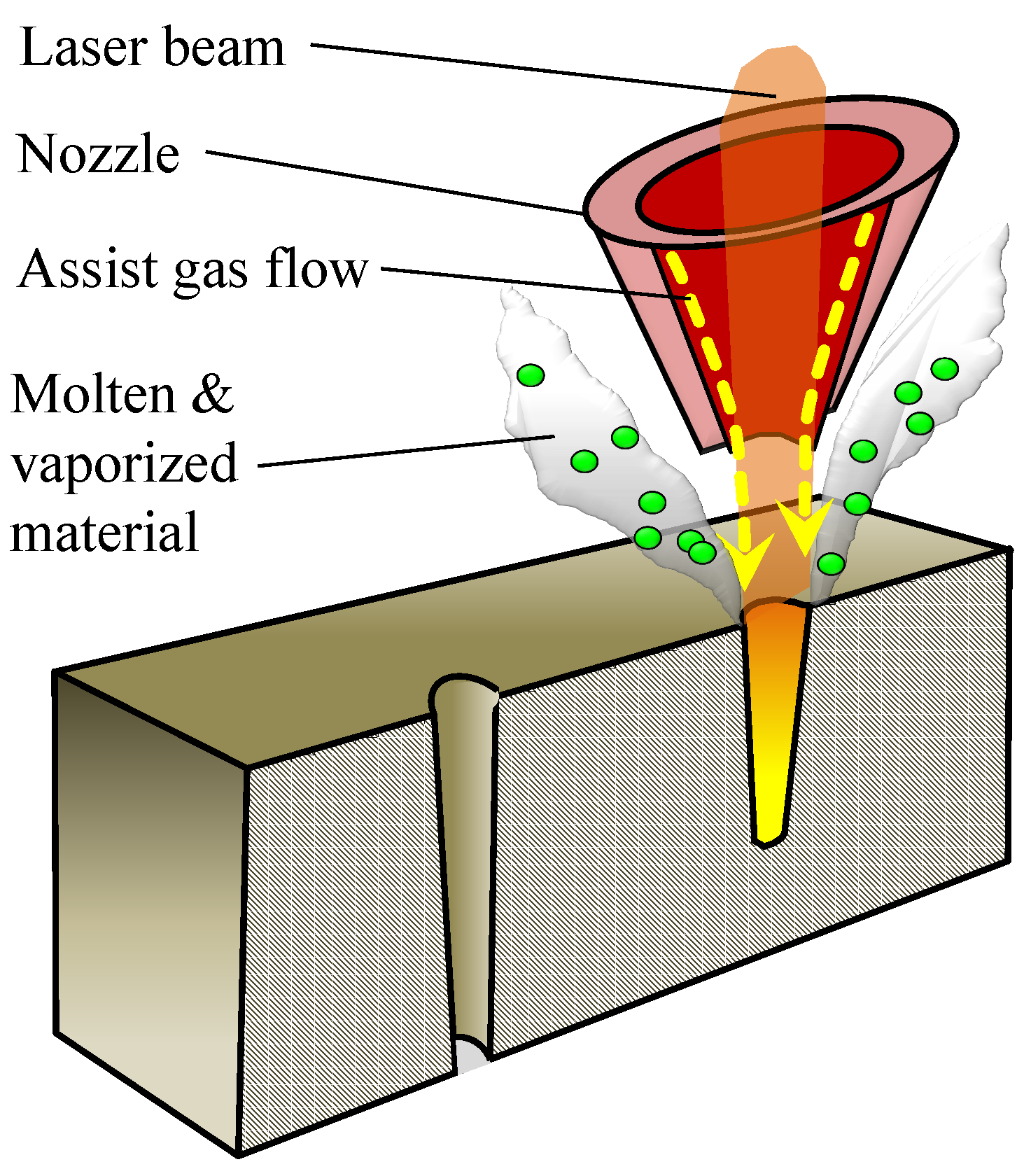
13] for a very similar case. These snapshots also served to represent how the laser-induced heat was transferred into the metallic workpiece, leading to the formation of the drilled hole. A summary of this scenario, which was captured by the present implementation rather nicely, follows. Initially, top surface particles absorbed the thermal energy provided by the laser beam. Due to the heat conduction, material particles were heated up until they reached the melting point and consequently become inactive in the simulation. These molten particles (invisible in
Figure 11 because they were inactive in the model) were removed from the popped hole, and the laser beam was applied onto a newly generated surface (i.e., the orange particles in
Figure 2). Therefore, the evolutionary boundary conditions during this procedure were effectively handled; the drilled hole was progressively developed; and the drilling penetration was obtained.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}