Characterization and Modeling of Surface Roughness and Burr Formation in Slot Milling of Polycarbonate

 ,
, 

Abstract
:1. Introduction
1.1. Background and Relevance of Thermoplastic Materials
1.2. Machining of Polycarbonates
1.3. Size Effects in Machining
2. Materials and Methods
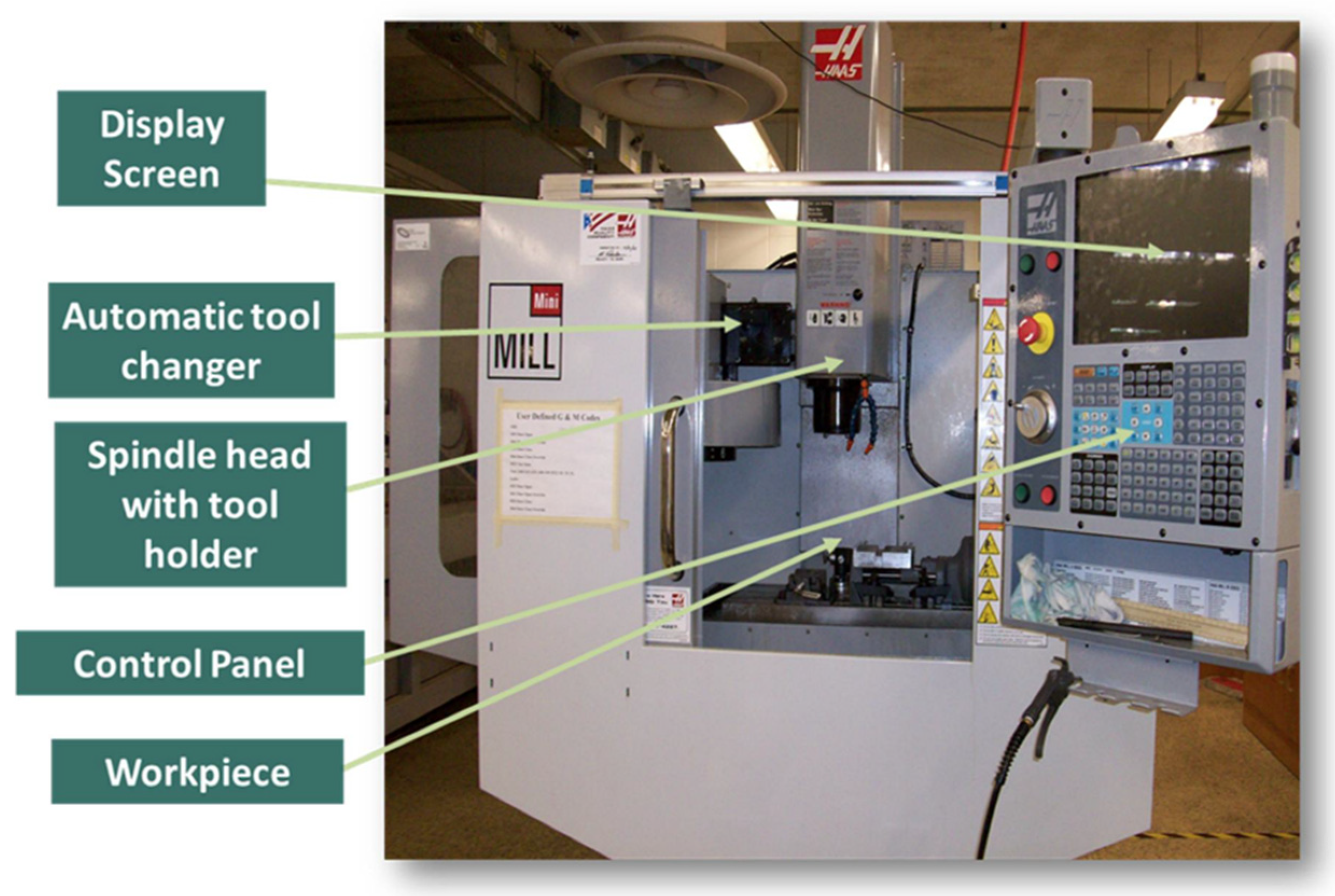
2.1. Experimental Setup and Method
2.2. Characterization
3. Modeling Discussion
4. Results and Discussion
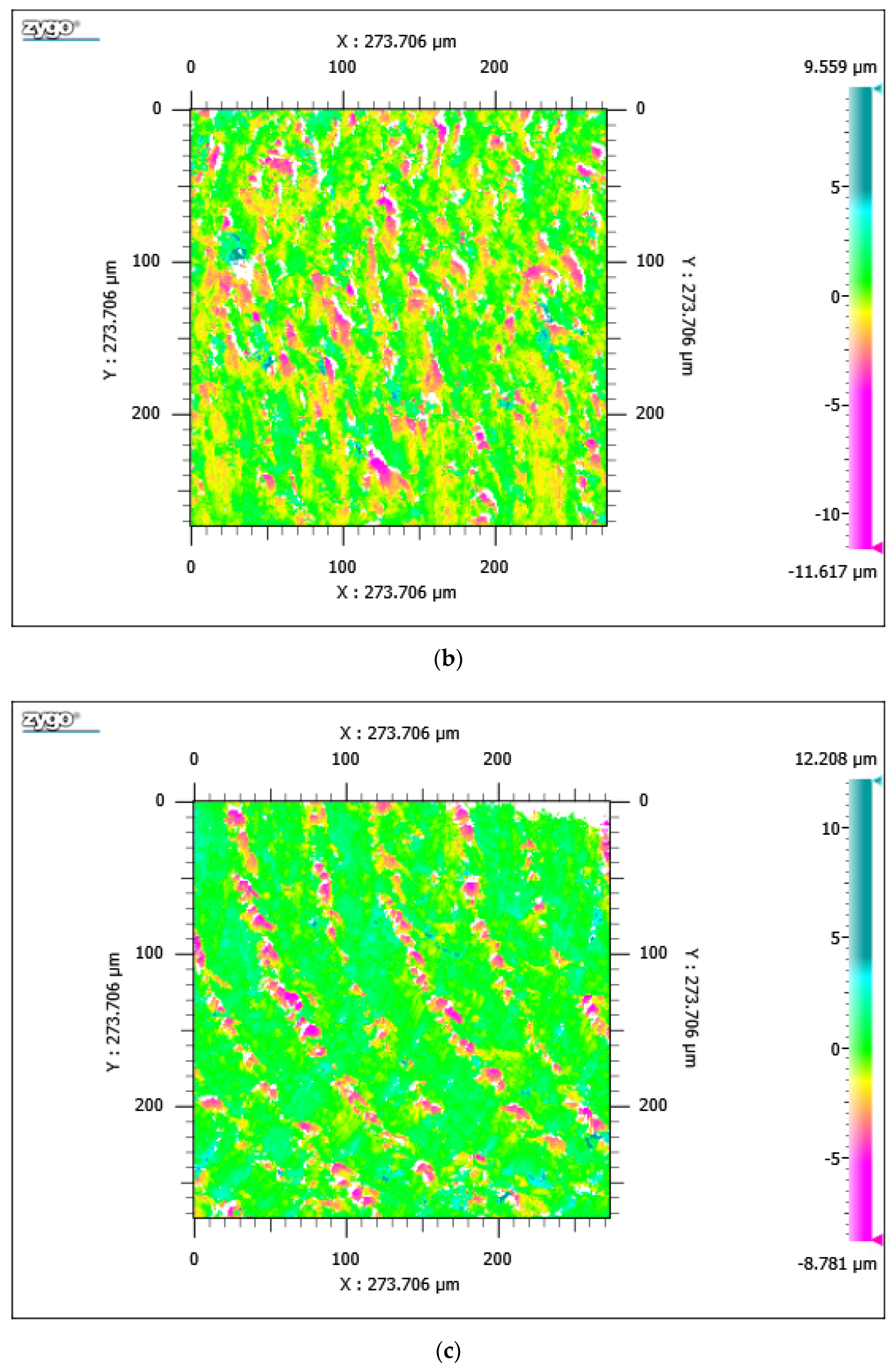
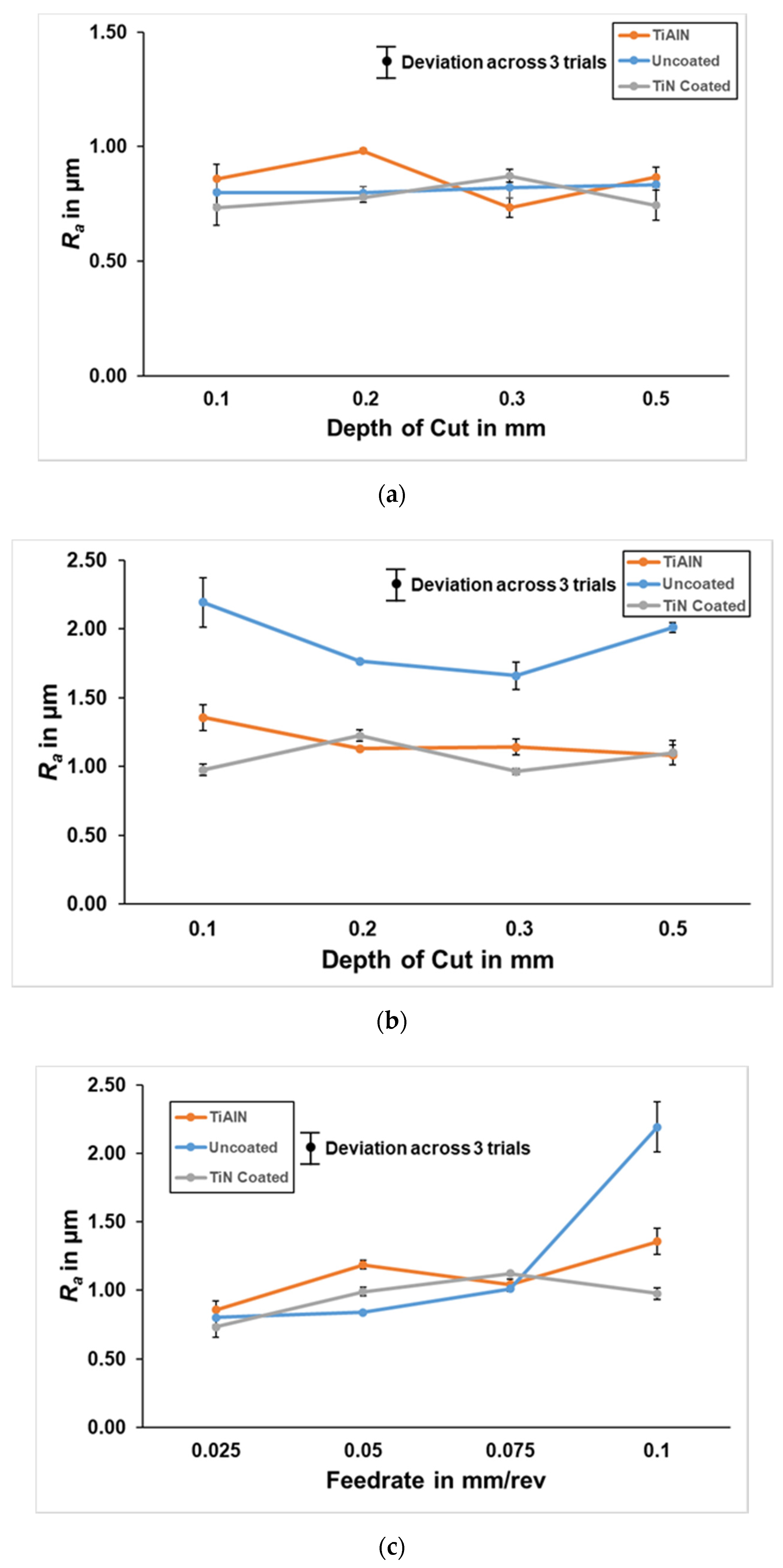
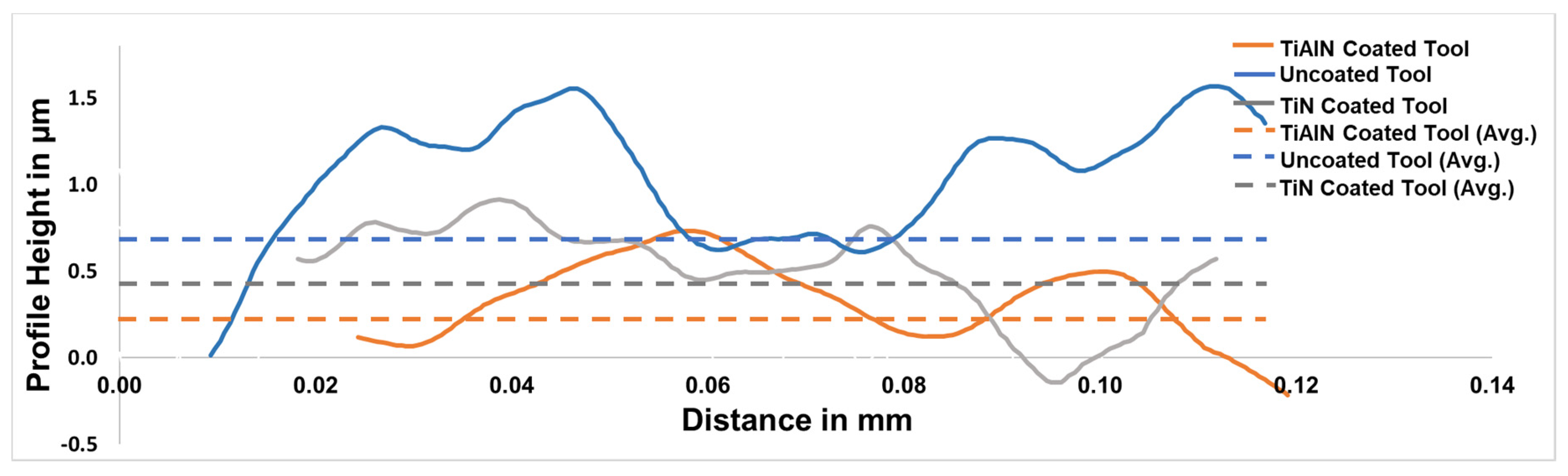
4.1. Surface Integrity Characterization Results
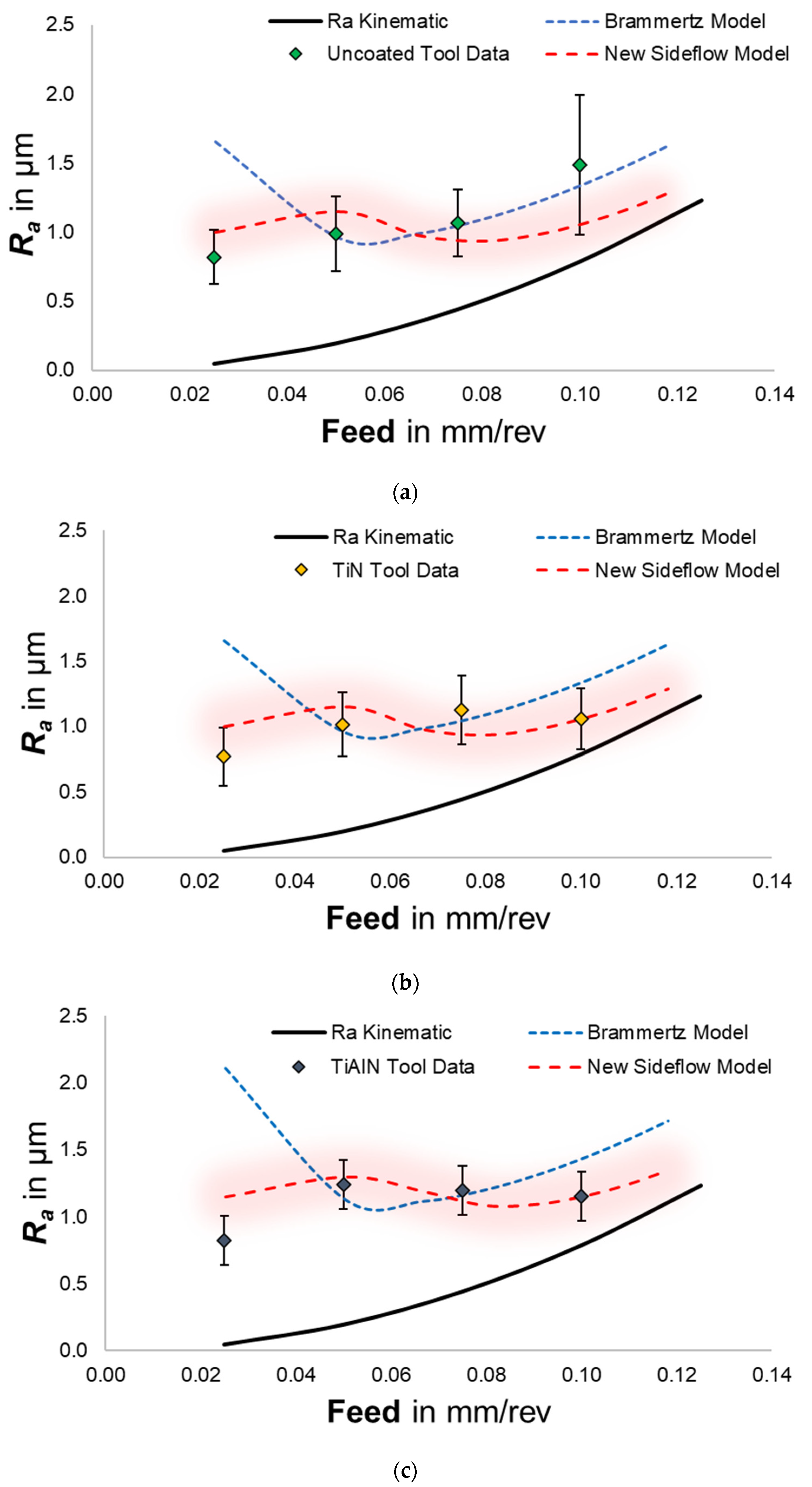
4.2. Modeling of Surface Finish Based on Size Effects: Comparison of Experimental and Calculated
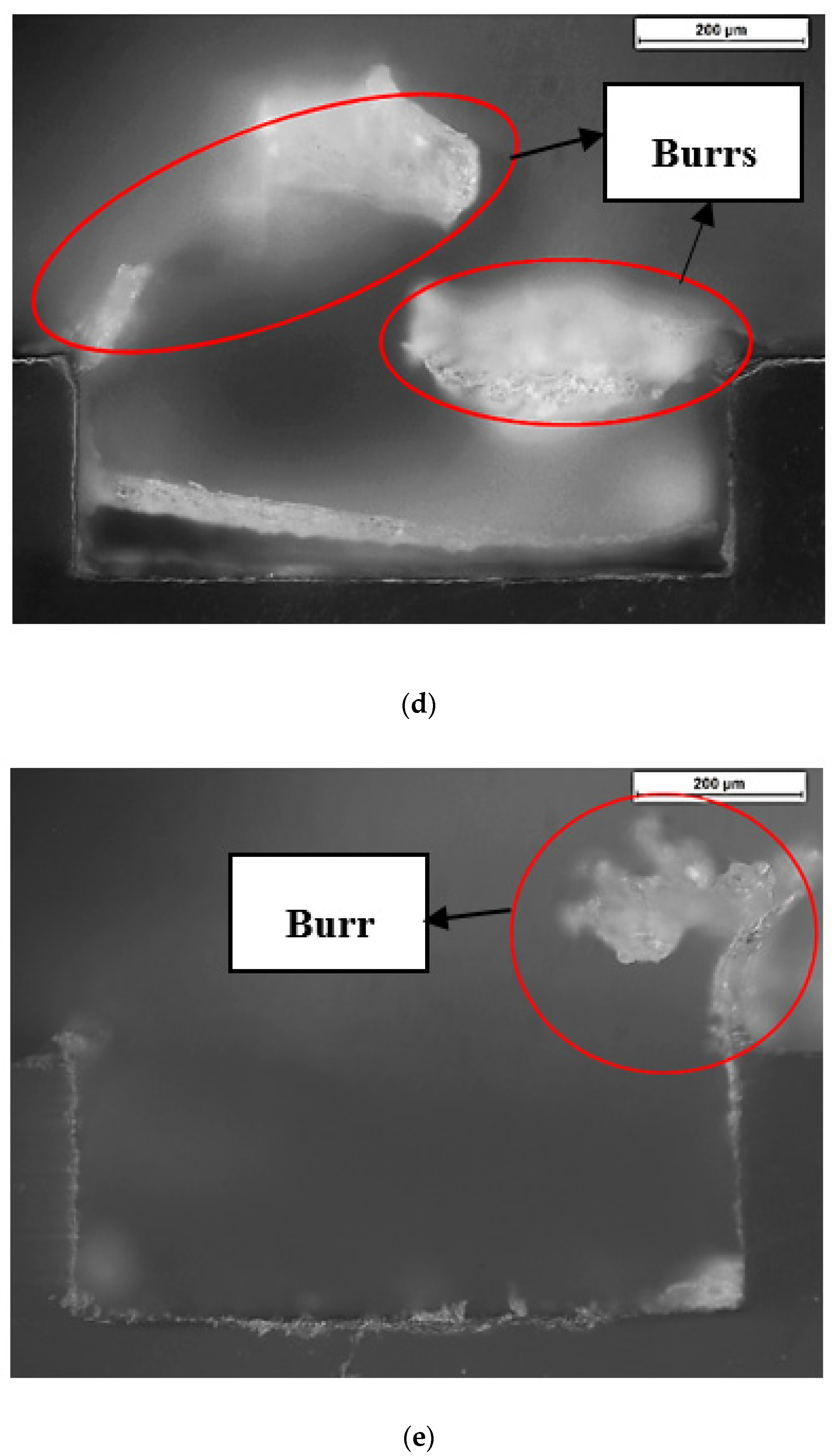
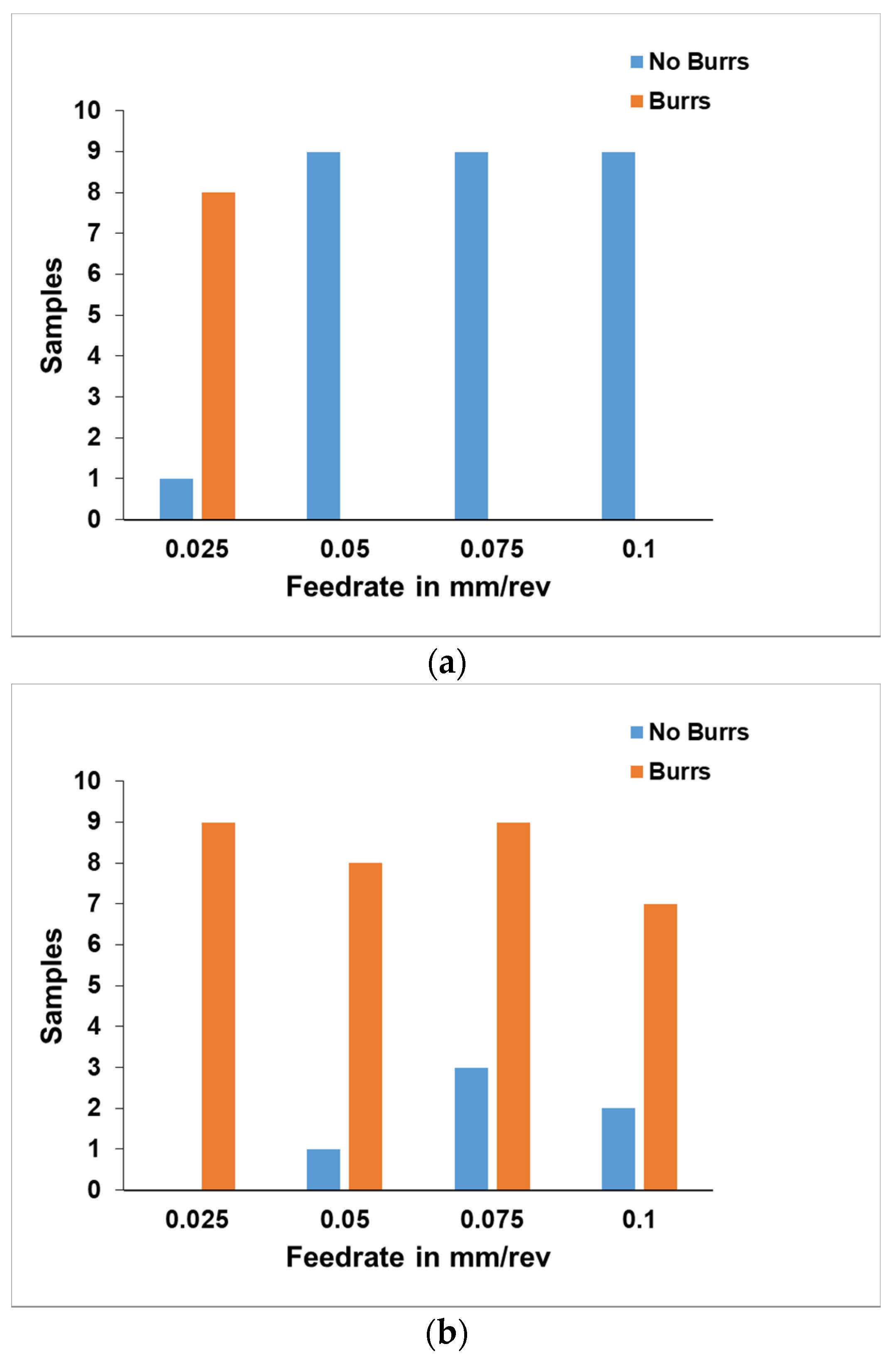
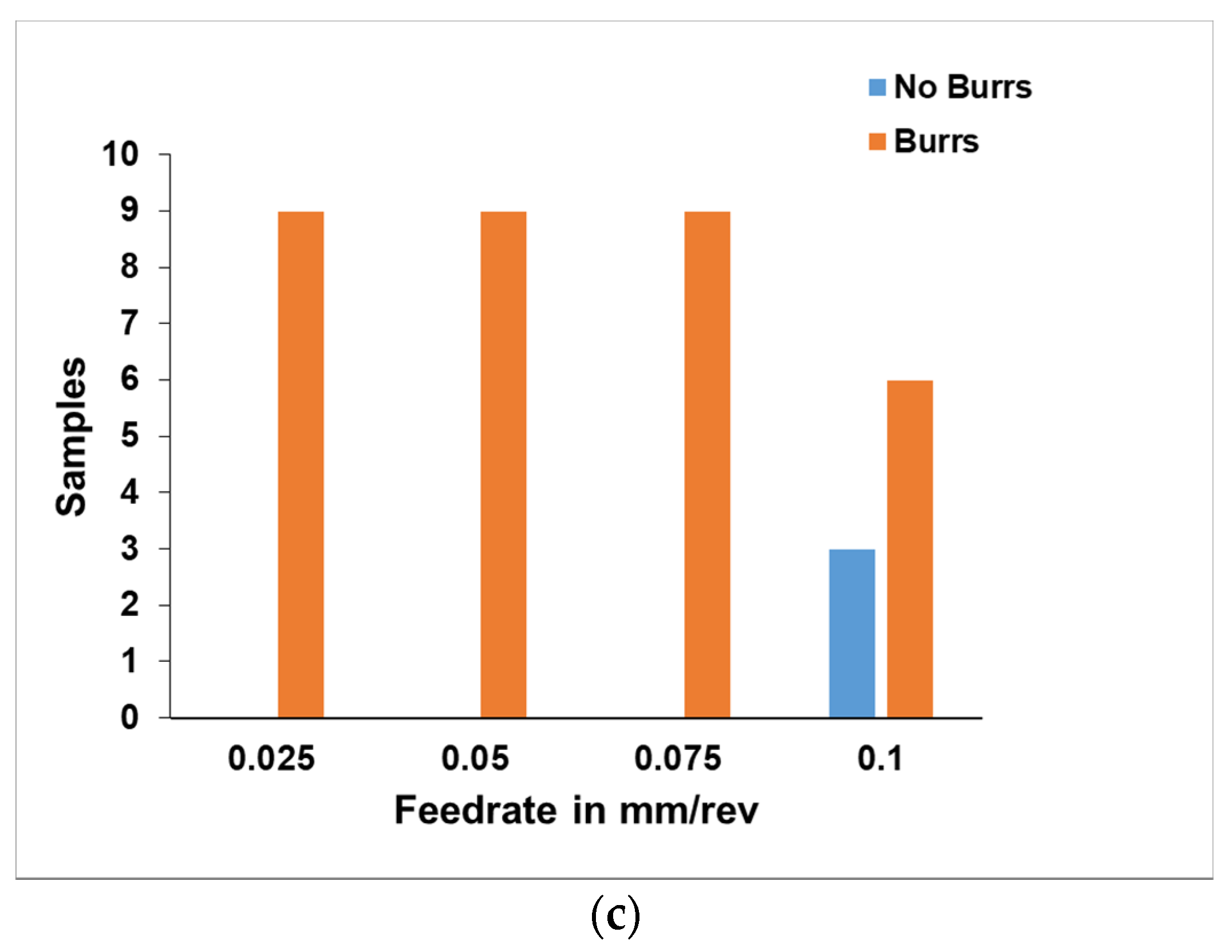
4.3. Burr Formation
5. Conclusions
- Depth of cut had no significant impact on either surface roughness or burr formation, while feed and tool type were the most significant factors during the machining of thermoplastic polycarbonates.
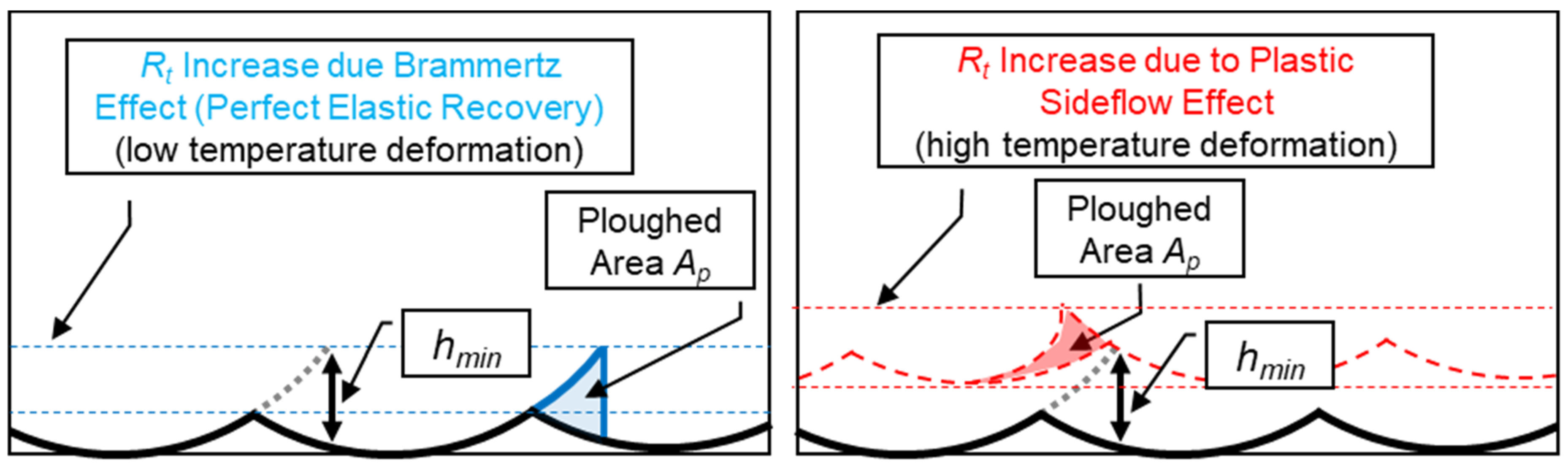
- Based on a proposed model of sideflow, which attempts to capture thermoplastic material response, the effect of the cutting-edge radius was determined to have a dominant effect on surface roughness, leading to increased roughness for larger edge hones.
- Burr formation was least pronounced with uncoated tools, particularly at higher feed rates. This suggests that the lubricating effect of coatings promotes sideflow, which leads to an increase in burr formation.
- Based on the experimental and analytical findings, an uncoated tool with the lowest possible edge radius (i.e., as sharp as possible) would be expected to result in minimum surface roughness, with little to no burr formation, particularly at higher feeds.
- Burr formation was significantly lower for uncoated tools, despite the similar order-of-magnitude of the cutting edge radius when compared with coated tools. As uncoated/untreated (as-ground) tools feature significantly higher (lateral) cutting edge roughness, it is hypothesized that this (generally undesirable) edge roughness promoted a sawtooth-like cutting mechanism, which effectively suppressed burr formation
- Future work should consider reducing the undesirable thermoplastic material response through targeted cooling, to further reduce plastic sideflow and burr formation, both of which are considered to be plastic flow phenomena that manifest at elevated (cutting) temperatures. Together with engineered cutting-edge geometries (sharp, uncoated), we hypothesized that such an integrated approach could yield a significantly improved surface quality, which the authors plan to validate experimentally in the near future.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Alauddin, M.; Choudhury, I.; El Baradie, M.; Hashmi, M. Plastics and their machining: A review. J. Mater. Process. Technol. 1995, 54, 40–46. [Google Scholar] [CrossRef]
- Jahan, M.P.; Ma, J.; Hanson, C.; Chen, X.; Arbuckle, G.K. Experimental and numerical investigation of cutting forces in micro-milling of polycarbonate glass. Mach. Sci. Technol. 2019, 24, 366–397. [Google Scholar] [CrossRef]
- Eriksen, E. Influence from production parameters on the surface roughness of a machined short fibre reinforced thermoplastic. Int. J. Mach. Tools Manuf. 1999, 39, 1611–1618. [Google Scholar] [CrossRef]
- Bendler, J.T. Handbook of Polycarbonate Science and Technology; CRC Press: Boca Raton, FL, USA, 1999. [Google Scholar]
- Higgins, B.A.; Brittain, W. Polycarbonate carbon nanofiber composites. Eur. Polym. J. 2005, 41, 889–893. [Google Scholar] [CrossRef]
- Kim, H.; Macosko, C.W. Processing-property relationships of polycarbonate/graphene composites. Polymer 2009, 50, 3797–3809. [Google Scholar] [CrossRef]
- Eitan, A.; Fisher, F.T.; Andrews, R.; Brinson, L.C.; Schadler, L. Reinforcement mechanisms in MWCNT-filled polycarbonate. Compos. Sci. Technol. 2006, 66, 1162–1173. [Google Scholar] [CrossRef]
- Mekaru, H.; Takahashi, M. Imprinting a needle array on a polycarbonate substrate. Int. J. Precis. Eng. Manuf. 2009, 10, 79–83. [Google Scholar] [CrossRef]
- Mekaru, H.; Noguchi, T.; Goto, H.; Takahashi, M. Nanoimprint Lithography Combined with Ultrasonic Vibration on Polycarbonate. Jpn. J. Appl. Phys. 2007, 46, 6355–6362. [Google Scholar] [CrossRef]
- Liu, Y.; Ganser, D.; Schneider, A.; Liu, R.; Grodzinski, P.; Kroutchinina, N. Microfabricated Polycarbonate CE Devices for DNA Analysis. Anal. Chem. 2001, 73, 4196–4201. [Google Scholar] [CrossRef]
- Rey-García, F.; Bao, C.; Gómez-Reino, C.; Fuente, G.D.L. Laser 3D Internal Machining of Polymers. In Proceedings of the EOS Annual Meeting (EOSAM), Aberdeen, UK, 25–28 September 2012. [Google Scholar]
- Mutapcic, E.; Iovenitti, P.; Hayes, J.P. Overlay Error Effects on Polycarbonate Structures Produced by 248 nm UV Laser Ablation Tool. In Proceedings of the 3rd Asia-Pacific Forum on Precision Surface Finishing and Deburring Technology, Melbourne, Australia, 26–28 March 2003; pp. 269–280. [Google Scholar]
- Karazi, S.M.; Brabazon, D. Evaluation of the Effect of Nd: YVO4 Laser Parameters on Internal Micro-Channel Fabrication in Polycarbonate. Int. Conf. Evol. Comput. Theory Appl. 2011, 1, 254–259. [Google Scholar]
- Gruescu, C.M.; Ionescu, C.L.; Nicoarǎ, I.; Lovasz, A. Experimental optimization of process parameters in laser cutting of polycarbonate gears. Mechanics 2012, 18, 233–238. [Google Scholar] [CrossRef]
- Zheng, H.; Liu, H.; Wan, S.; Lim, G.; Nikumb, S.; Chen, Q. Ultrashort pulse laser micromachined microchannels and their application in an optical switch. Int. J. Adv. Manuf. Technol. 2005, 27, 925–929. [Google Scholar] [CrossRef]
- Chen, X.; Hu, Z. An effective method for fabricating microchannels on the polycarbonate (PC) substrate with CO2 laser. Int. J. Adv. Manuf. Technol. 2017, 92, 1365–1370. [Google Scholar] [CrossRef]
- Guo, Z.; Ramulu, M. Investigation of displacement fields in an abrasive waterjet drilling process: Part 2. Numerical analysis. Exp. Mech. 2001, 41, 388–402. [Google Scholar] [CrossRef]
- Getu, H.; Ghobeity, A.; Spelt, J.K.; Papini, M. Abrasive jet micromachining of acrylic and polycarbonate polymers at oblique angles of attack. Wear 2008, 265, 888–901. [Google Scholar] [CrossRef]
- Mohaupt, U.H.; Burns, D.J. Machining unreinforced polymers with high-velocity water jets. Exp. Mech. 1974, 14, 152–157. [Google Scholar] [CrossRef]
- Khan, D.A.; Kumar, J.; Jha, S. Magneto-rheological nano-finishing of polycarbonate. Int. J. Precis. Technol. 2016, 6, 89. [Google Scholar] [CrossRef]
- Lee, Y.-C.; Kim, K.-S.; Kwak, T.-S.; Lee, J.-R. An experimental study on magnetic assisted polishing of polycarbonate plate for recycling. J. Korean Soc. Manuf. Process Eng. 2013, 12, 1–6. [Google Scholar]
- Bolat, M. Machining of Polycarbonate for Optical Applications; Middle East Technical University: Ankara, Turkey, 2013. [Google Scholar]
- Saini, V.; Sharma, D.; Kalla, S.; Chouhan, T. Optimisation of process parameter in ultra-precision diamond turning of polycarbonate material. In Proceedings of the International Conference on Manufacturing Excellence MANFEX, Noida, India, 29–30 March 2012. [Google Scholar]
- Singh, H.S.H.; Vaishya, R.O.; Sing, K.; Mishra, V.; Sarepaka, R.V. Analysis of Surface Roughness and Waviness During Diamond Turning of Polycarbonate. Int. J. Sci. Res. 2012, 2, 268–270. [Google Scholar] [CrossRef] [Green Version]
- Khatri, N.; Mishra, V.; Sarepaka, R.G.V. Optimization of Process Parameters to Achieve Nano Level Surface Quality on Polycarbonate. Int. J. Comput. Appl. 2012, 48, 39–44. [Google Scholar] [CrossRef]
- Gindy, N.N.Z. Minimum energy criterion applied to the orthogonal machining of polymers. Int. J. Prod. Res. 1988, 26, 1769–1778. [Google Scholar] [CrossRef]
- Barwasser, G. Turning Tool for Machining the Edges of Plastic Lenses. U.S. Patent 4,841,676, 27 June 1989. [Google Scholar]
- Raffaelli, D.R. Process to Edge and Polish Polycarbonate and CR 39 Lenses with Diamond Wheels. U.S. Patent 5,711,700, 27 January 1998. [Google Scholar]
- Chen, P.-C.; Pan, C.-W.; Lee, W.-C.; Li, K.-M. Optimization of micromilling microchannels on a polycarbonate substrate. Int. J. Precis. Eng. Manuf. 2014, 15, 149–154. [Google Scholar] [CrossRef]
- Samuel, J.; Devor, R.E.; Kapoor, S.G.; Hsia, K.J. Experimental Investigation of the Machinability of Polycarbonate Reinforced With Multiwalled Carbon Nanotubes. J. Manuf. Sci. Eng. 2005, 128, 465–473. [Google Scholar] [CrossRef]
- Dikshit, A.; Samuel, J.; Devor, R.E.; Kapoor, S.G. A Microstructure-Level Material Model for Simulating the Machining of Carbon Nanotube Reinforced Polymer Composites. J. Manuf. Sci. Eng. 2008, 130, 031110. [Google Scholar] [CrossRef]
- Childs, T.H.C. Surface energy, cutting edge radius and material flow stress size effects in continuous chip formation of metals. CIRP J. Manuf. Sci. Technol. 2010, 3, 27–39. [Google Scholar] [CrossRef]
- Vollertsen, F. Categories of size effects. Prod. Eng. 2008, 2, 377–383. [Google Scholar] [CrossRef]
- Schoop, J.; Ambrosy, F.; Zanger, F.; Schulze, V.; Balk, T.; Jawahir, I.S. Cryogenic machining of porous tungsten for enhanced surface integrity. J. Mater. Process. Technol. 2016, 229, 614–621. [Google Scholar] [CrossRef]
- Vollertsen, F.; Biermann, D.; Hansen, H.N.; Jawahir, I.; Kuzman, K. Size effects in manufacturing of metallic components. CIRP Ann. 2009, 58, 566–587. [Google Scholar] [CrossRef]
- Liu, K.; Melkote, S.N. Effect of plastic side flow on surface roughness in micro-turning process. Int. J. Mach. Tools Manuf. 2006, 46, 1778–1785. [Google Scholar] [CrossRef]
- Malekian, M.; Mostofa, M.; Park, S.S.; Jun, M. Modeling of minimum uncut chip thickness in micro machining of aluminum. J. Mater. Process. Technol. 2012, 212, 553–559. [Google Scholar] [CrossRef]
- Aramcharoen, A.; Mativenga, P. Size effect and tool geometry in micromilling of tool steel. Precis. Eng. 2009, 33, 402–407. [Google Scholar] [CrossRef]
- Denkena, B.; Koehler, J.; Rehe, M. Influence of the Honed Cutting Edge on Tool Wear and Surface Integrity in Slot Milling of 42CrMo4 Steel. Procedia CIRP 2012, 1, 190–195. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece | Polycarbonate Size: 50.8 mm × 50.8 mm × 12.7 mm |
|---|---|
| Cutting tool | WC/Co cemented carbide—6% Co Uncoated, TiN-coated, TiAlN-coated Dimension: 0.8 mm, 4 Flutes |
| Cutting fluid | “Koolrite 2290” metalworking coolant |
| Spindle speed (rpm) | 7680 |
| Feed rate (mm/rev) | 0.025, 0.05, 0.075 and 0.10 |
| Depth of cut (mm) | 0.1, 0.2, 0.3, 0.5 |
| Machining process | Full-width slot milling |
| Experimental Condition | Cutting Speed (rpm) | Feed (mm/rev) | Depth of Cut (mm) | Repeats |
|---|---|---|---|---|
| 1 | 7680 | 0.025 | 0.1 | 3 |
| 2 | 7680 | 0.025 | 0.2 | 3 |
| 3 | 7680 | 0.025 | 0.3 | 3 |
| 4 | 7680 | 0.025 | 0.5 | 3 |
| 5 | 7680 | 0.05 | 0.1 | 3 |
| 6 | 7680 | 0.05 | 0.2 | 3 |
| 7 | 7680 | 0.05 | 0.3 | 3 |
| 8 | 7680 | 0.05 | 0.5 | 3 |
| 9 | 7680 | 0.075 | 0.1 | 3 |
| 10 | 7680 | 0.075 | 0.2 | 3 |
| 11 | 7680 | 0.075 | 0.3 | 3 |
| 12 | 7680 | 0.075 | 0.5 | 3 |
| 13 | 7680 | 0.10 | 0.1 | 3 |
| 14 | 7680 | 0.10 | 0.2 | 3 |
| 15 | 7680 | 0.10 | 0.3 | 3 |
| 16 | 7680 | 0.10 | 0.5 | 3 |
| Total Experimental Trials (Samples): | 48 | |||
| Low Feed Rate (0.025 mm/rev) | High Feed Rate (0.075 mm/rev) | |
|---|---|---|
| Low depth of cut (0.1 mm) | TiN-Coated | TiN Coated |
| High depth of cut (0.5 mm) | TiN-Coated | TiN & TiAlN Coated |
| Tool Type | Rt (Edge) | |||
|---|---|---|---|---|
| Uncoated | 5.16 | 3.4 | 66% | 0.61 (σ = 0.065) |
| TiN (CVD)-Coated | 6.43 | 3.8 | 59% | 0.33 (σ = 0.047) |
| TiAlN (PVD)-Coated | 7.40 | 4.4 | 59% | 0.4 (σ = 0.113) |
| Depth of Cut | Feed Rates | |||
|---|---|---|---|---|
| 0.025 mm/rev | 0.05 mm/rev | 0.075 mm/rev | 0.10 mm/rev | |
| 0.1 mm | 0.26 mm (σ = ±0.02) | N | N | N |
| 0.2 mm | 0.54 mm (σ = ±0.07) | N | N | N |
| 0.3 mm | 0.16 mm (σ = ±0.02) | N | N | N |
| Depth of Cut | Feed Rates | |||
|---|---|---|---|---|
| 0.025 mm/rev | 0.05 mm/rev | 0.075 mm/rev | 0.10 mm/rev | |
| 0.1 mm | 0.54 mm (σ = ±0.11) | 0.52 mm (σ = ±0.02) | 0.55 mm (σ = ±0.03) | 0.39 mm (σ = ±0.12) |
| 0.2 mm | 0.41 mm (σ = ±0.12) | 0.07 mm (σ = ±0.01) | 0.34 mm (σ = ±0.02) | N |
| 0.3 mm | 0.35 mm (σ = ±0.09) | 0.41 mm (σ = ±0.02) | 0.30 mm (σ = ±0.08) | 0.06 mm (σ = ±0.01) |
| Depth of Cut | Feed Rates | |||
|---|---|---|---|---|
| 0.025 mm/rev | 0.05 mm/rev | 0.075 mm/rev | 0.10 mm/rev | |
| 0.1 mm | 0.54 mm (σ = ±0.04) | 0.051 mm (σ = ±0.04) | N | - |
| 0.2 mm | 0.24 mm (σ = ±0.06) | 0.15 mm (σ = ±0.10) | 0.41 mm (σ = ±0.02) | - |
| 0.3 mm | 0.22 mm (σ = ±0.05) | 0.10 mm (σ = ±0.05) | 0.09 mm (σ = ±0.04) | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adeniji, D.; Schoop, J.; Gunawardena, S.; Hanson, C.; Jahan, M. Characterization and Modeling of Surface Roughness and Burr Formation in Slot Milling of Polycarbonate. J. Manuf. Mater. Process. 2020, 4, 59. https://doi.org/10.3390/jmmp4020059
Adeniji D, Schoop J, Gunawardena S, Hanson C, Jahan M. Characterization and Modeling of Surface Roughness and Burr Formation in Slot Milling of Polycarbonate. Journal of Manufacturing and Materials Processing. 2020; 4(2):59. https://doi.org/10.3390/jmmp4020059
Chicago/Turabian StyleAdeniji, David, Julius Schoop, Shehan Gunawardena, Craig Hanson, and Muhammad Jahan. 2020. "Characterization and Modeling of Surface Roughness and Burr Formation in Slot Milling of Polycarbonate" Journal of Manufacturing and Materials Processing 4, no. 2: 59. https://doi.org/10.3390/jmmp4020059
APA StyleAdeniji, D., Schoop, J., Gunawardena, S., Hanson, C., & Jahan, M. (2020). Characterization and Modeling of Surface Roughness and Burr Formation in Slot Milling of Polycarbonate. Journal of Manufacturing and Materials Processing, 4(2), 59. https://doi.org/10.3390/jmmp4020059