Green Ceramic Machining: Influence of the Cutting Speed and the Binder Percentage on the Y-TZP Behavior

 ,
,  ,
, 
Abstract
:1. Introduction
- -
- The cutting speed which is the relative speed between the workpiece and the cutting edge, Vc;
- -
- The feed per tooth which is the travelled distance by the tool after one revolution of the tooth, fz;
- -
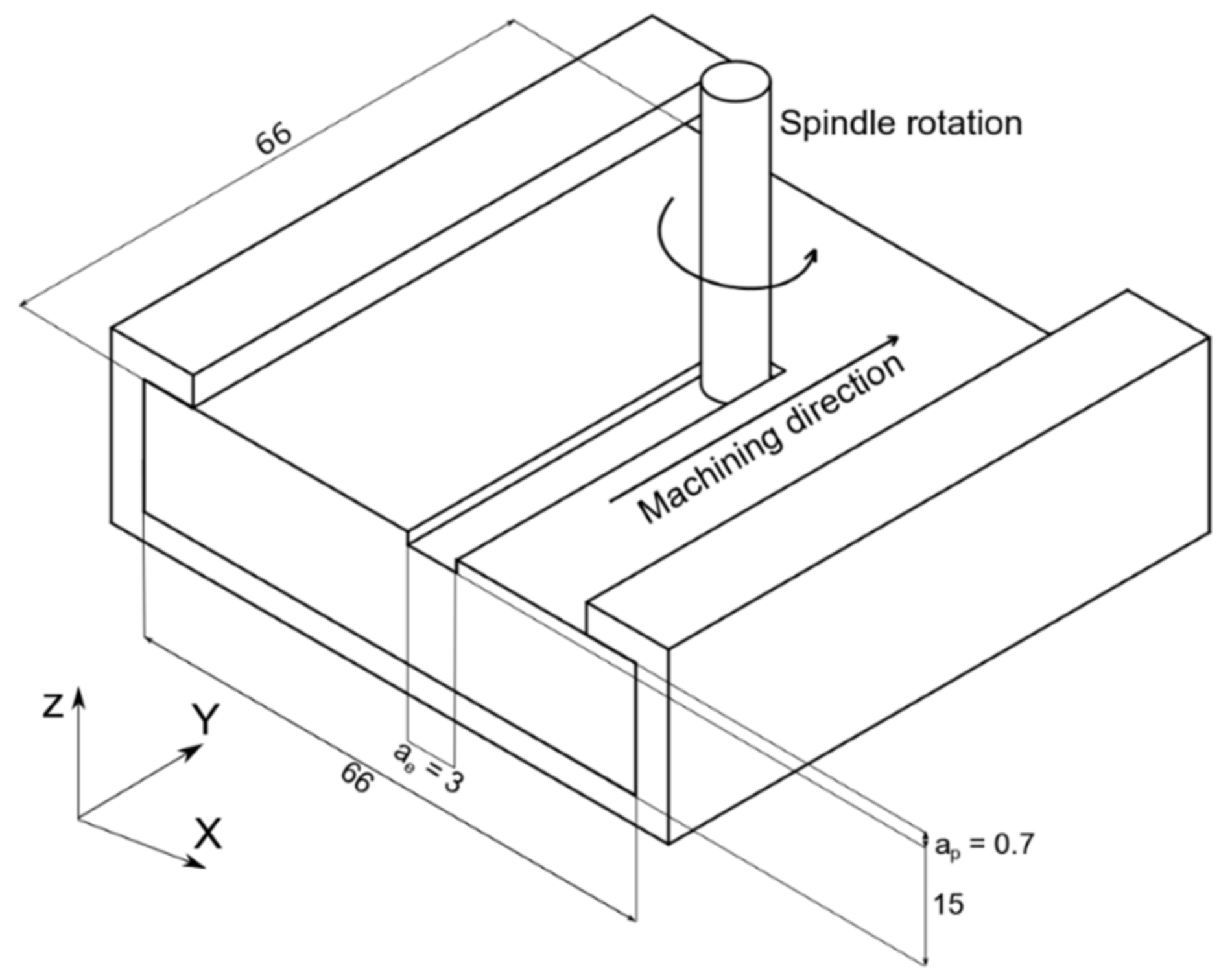
- The axial depth of cut which is the immersion axial depth of the tool, ap;
- -
- The radial depth of cut which is the radial engagement of the tool in the material, ae.
2. Material and Methods
2.1. Material
2.2. Experimental Preparation
3. Results
3.1. Specific Cutting Energy
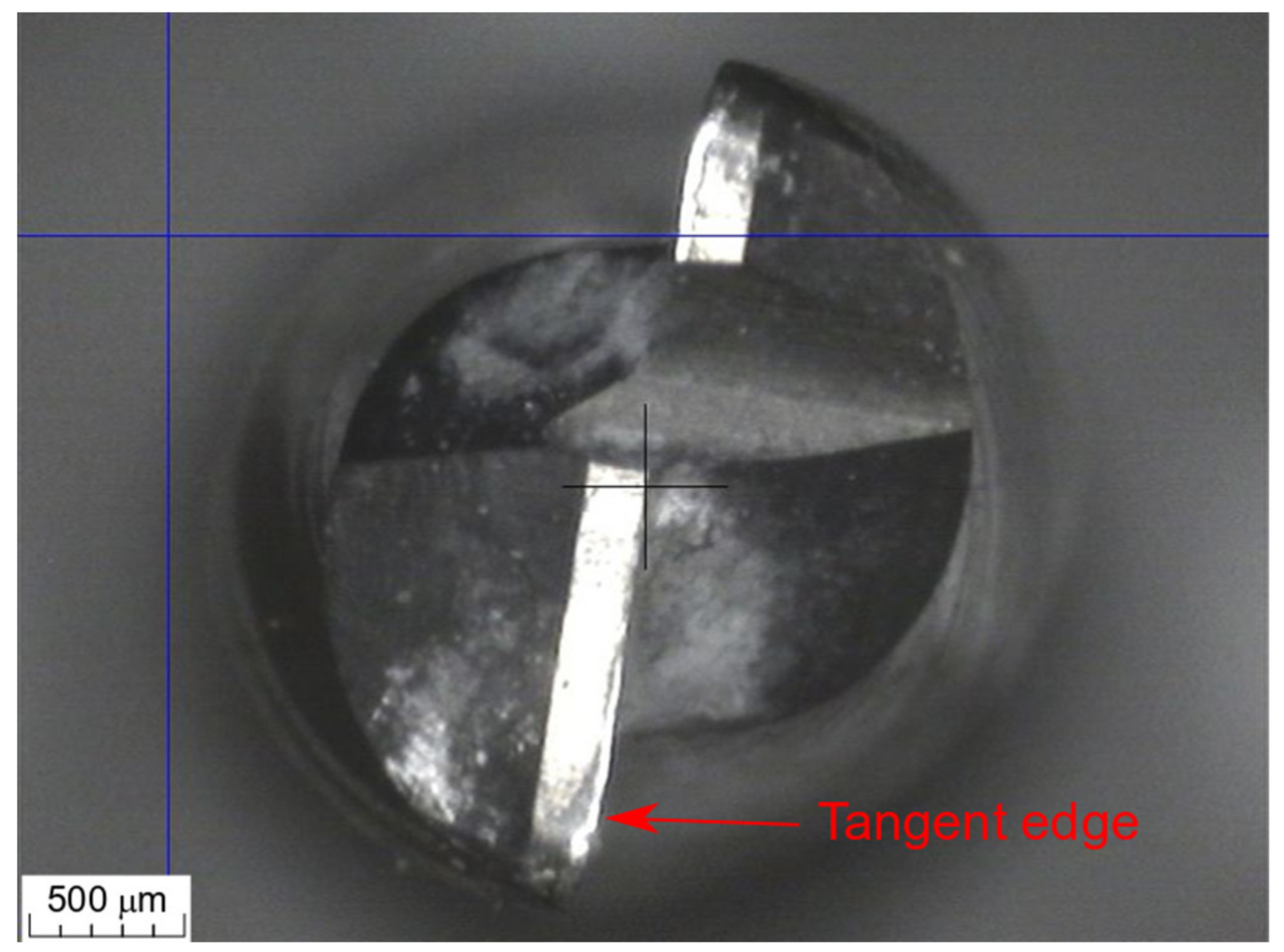
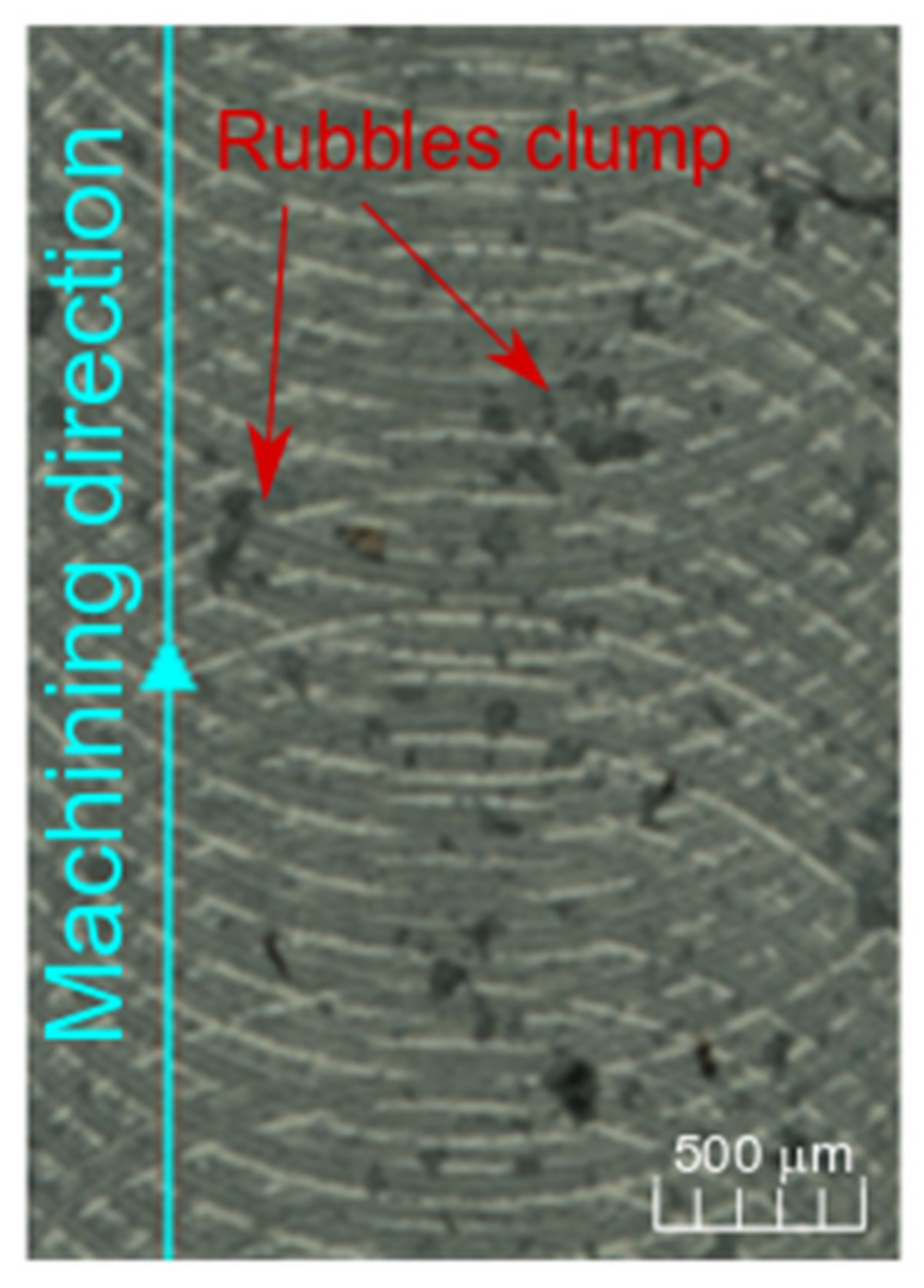
3.2. Surface Quality.
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, H.J.; Choi, N.; Yoon, E.-S.; Cho, I.-J. MEMS devices for drug delivery. Adv. Drug Deliv. Rev. 2018, 128, 132–147. [Google Scholar] [CrossRef] [PubMed]
- Sant, S.; Tao, S.L.; Fisher, O.Z.; Xu, Q.; Peppas, N.A.; Khademhosseini, A. Microfabrication technologies for oral drug delivery. Adv. Drug Deliv. Rev. 2011, 64, 496–507. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yamamuro, T. Bioceramics. In Biomechanics and Biomaterials in Orthopedics; Poitout, D.G., Ed.; Springer: London, UK, 2004. [Google Scholar] [CrossRef]
- Adatia, N.D. Fracture Resistance and Surface Treatment of y-tzp Prepable Ceramic Abutments and Bars. Master’s Thesis, University of North Carolina at Chapel Hill, Chapel Hill, NC, USA, 2006. [Google Scholar]
- Demarbaix, A.; Rivière-Lorphèvre, E.; Ducobu, F.; Filippi, E.; Petit, F.; Preux, N. Behaviour of pre-sintered Y-TZP during machining operations: Determination of recommended cutting parameters. J. Manuf. Process. 2018, 32, 85–92. [Google Scholar] [CrossRef]
- Brog, J.-P.; Chanez, C.-L.; Crochet, A.; Fromm, K. Polymorphism, what it is and how to identify it: A systematic review. RSC Adv. 2013, 3, 16905. [Google Scholar] [CrossRef] [Green Version]
- Hannink, R.H.J.; Kelly, P.M.; Muddle, B.C. Transformation Toughening in Zirconia-Containing Ceramics. J. Am. Ceram. Soc. 2004, 83, 461–487. [Google Scholar] [CrossRef]
- Deville, S.; Chevalier, J. Martensitic Relief Observation by Atomic Force Microscopyin. J. Am. Ceram. Soc. 2003, 27, 2225–2227. [Google Scholar] [CrossRef]
- Fook, P.; Berger, D.; Riemer, O.; Karpuschewski, B. Structuring of Bioceramics by Micro-Grinding for Dental Implant Applications. Micromachines 2019, 10, 312. [Google Scholar] [CrossRef] [Green Version]
- Poulet, A. Etude du comportement à la rupture de céramiques de type ZrO2 CeO2 monolithiques et composites renforcés par une phase secondaire d’alumine. Ph.D. Thesis, University of Mons, Mons, Belgium, 1998. [Google Scholar]
- Leu, M.C.; Delli, P.; Walker, M.P. Digital Design and Fabrication in Dentistry. In Bio-Materials and Prototyping Applications in Medicine; Bártolo, P., Bidanda, B., Eds.; Springer: Boston, MA, USA, 2008. [Google Scholar] [CrossRef]
- Sanon, C. Lumière sur la zircone 3Y-TZP utilisée en implantologie orale: Étude de la relation entre la microstructure et la durabilité. Ph.D. Thesis, INSA Lyon, Lyon, France, 2015. [Google Scholar]
- Demarbaix, A.; Rivière-Lorphèvre, R.; Ducobu, F.; Filippi, E.; Petit, F. The Hybrid Machining of Ceramic: The choice of production stage. In Proceeding of the International Conference & Exhibition EUSPEN, Hanover, Germany, 30 May–1 June 2017. [Google Scholar]
- Petit, F. Green Machining of Ceramics. Ref. Modul. Mater. Sci. Mater. Eng. 2019. [Google Scholar] [CrossRef]
- Ferraris, E.; Vleugels, J.; Guo, Y.; Bourell, D.; Kruth, J.-P.; Lauwers, B. Shaping of engineering ceramics by electro, chemical and physical processes. CIRP Ann. 2016, 65, 761–784. [Google Scholar] [CrossRef]
- Ito, Y.; Kizaki, T.; Fujii, T.; Yuasa, Y.; Sugita, N. Precision Machining of Yttria-stabilized Tetragonal Zirconia Polycrystal by High-speed Milling. Int. J. Autom. Technol. 2017, 11, 862–868. [Google Scholar] [CrossRef]
- Arif, M.; Rahman, M.; San, W.Y. Analytical model to determine the critical conditions for the modes of material removal in the milling process of brittle material. J. Mater. Process. Technol. 2012, 212, 1925–1933. [Google Scholar] [CrossRef]
- Li, R.W.K.; Chow, T.W.; Matinlinna, J.P. Ceramic dental biomaterials and CAD/CAM technology: State of the art. J. Prosthodont. Res. 2014, 58, 208–216. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mitov, G.; Gessner, J.; Lohbauer, U.; Woll, K.; Muecklich, F.; Pospiech, P. Subcritical crack growth behavior and life data analysis of two types of dental Y-TZP ceramics. Dent. Mater. 2011, 27, 684–691. [Google Scholar] [CrossRef] [PubMed]
- Luthardt, R.G.; Holzhüter, M.S.; Rudolph, H.; Herold, V.; Walter, M.H. CAD/CAM-machining effects on Y-TZP zirconia. Dent. Mater. 2004, 20, 655–662. [Google Scholar] [CrossRef]
- Studart, A.R.; Filser, F.; Kocher, P.; Gauckler, L.J. Fatigue of zirconia under cyclic loading in water and its implications for the design of dental bridges. Dent. Mater. 2007, 23, 106–114. [Google Scholar] [CrossRef]
- Filser, F.T. Direct Ceramic Machining of Ceramic Dental Restorations. Ph.D. Thesis, Swiss Federal Institute of Technology Zurich, Zurich, Switzerland, 2001. [Google Scholar]
- Onler, R.; Korkmaz, E.; Kate, K.; Chinn, R.; Atre, S.V.; Ozdoganlar, O.B. Green micromachining of ceramics using tungsten carbide micro-endmills. J. Mater. Process. Technol. 2019, 267, 268–279. [Google Scholar] [CrossRef]
- Dhara, S.; Su, B. Green Machining to Net Shape Alumina Ceramics Prepared Using Different Processing Routes. Int. J. Appl. Ceram. Technol. 2005, 2, 262–270. [Google Scholar] [CrossRef]
- Easler, T.; Khalfalla, Y.; Benyounis, K. Green Machining. Ref. Modul. Mater. Eng. 2016. [Google Scholar] [CrossRef]
- Helu, M.; Behmann, B.; Meier, H.; Dornfeld, D.; Lanza, G.; Schulze, V. Impact of green machining strategies on achieved surface quality. CIRP Ann. 2012, 61, 55–58. [Google Scholar] [CrossRef] [Green Version]
- Association Française de Normalisation AFNOR (1999)—NF E 66-520-5 (E). Working Zones of Cutting Tools—Part 5: Application to Milling Technology; AFNOR Group: La Plaine Saint-Denis, France, 1999. [Google Scholar]
- Sanchez, L.; Bukvic, G.; Fiocchi, A.A.; Fortulan, C.A. Allowance removal from green pieces as a method for improvement surface quality of advanced ceramics. J. Clean. Prod. 2018, 186, 10–21. [Google Scholar] [CrossRef] [Green Version]
- Kazemian, S.; Prasad, A.; Huat, B. Review of Newtonian and non-Newtonian fluids behaviour in the context of grouts. Geotech. Asp. Undergr. Constr. Soft Ground 2012, 321–326. [Google Scholar] [CrossRef]
- Alias, R.; Mohd, S. Rheological Behaviors and Their Correlation with Printing Performance of Silver Paste for LTCC Tape. Rheology 2012. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Aboushelib, M.; Feilzer, A.J. Strength influencing variables on CAD/CAM zirconia frameworks. Dent. Mater. 2008, 24, 633–638. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variation of Cutting Speed Vc (m/min) | ||||||||
|---|---|---|---|---|---|---|---|---|
| 98 | 124 | 139 | 152 | 179 | 193 | 208 | 221 | 236 |
| Vc (m/min) | Relative Difference of Deviation | ||
|---|---|---|---|
| 1 wt% | 2 wt% | 3 wt% | |
| 98 | 0.76 | 0.54 | 0.50 |
| 124 | 0.64 | 0.58 | 0.45 |
| 139 | 0.54 | 0.51 | 0.39 |
| 152 | 0.30 | 0.43 | 0.34 |
| 179 | 0.65 | 0.38 | 0.28 |
| 193 | 0.59 | 0.31 | 0.31 |
| 208 | 0.62 | 0.20 | 0.23 |
| 221 | 0.62 | 0.12 | 0.12 |
| 236 | / | 0.05 | 0.08 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Demarbaix, A.; Ducobu, F.; Preux, N.; Petit, F.; Rivière-Lorphèvre, E. Green Ceramic Machining: Influence of the Cutting Speed and the Binder Percentage on the Y-TZP Behavior. J. Manuf. Mater. Process. 2020, 4, 50. https://doi.org/10.3390/jmmp4020050
Demarbaix A, Ducobu F, Preux N, Petit F, Rivière-Lorphèvre E. Green Ceramic Machining: Influence of the Cutting Speed and the Binder Percentage on the Y-TZP Behavior. Journal of Manufacturing and Materials Processing. 2020; 4(2):50. https://doi.org/10.3390/jmmp4020050
Chicago/Turabian StyleDemarbaix, Anthonin, François Ducobu, Nicolas Preux, Fabrice Petit, and Edouard Rivière-Lorphèvre. 2020. "Green Ceramic Machining: Influence of the Cutting Speed and the Binder Percentage on the Y-TZP Behavior" Journal of Manufacturing and Materials Processing 4, no. 2: 50. https://doi.org/10.3390/jmmp4020050
APA StyleDemarbaix, A., Ducobu, F., Preux, N., Petit, F., & Rivière-Lorphèvre, E. (2020). Green Ceramic Machining: Influence of the Cutting Speed and the Binder Percentage on the Y-TZP Behavior. Journal of Manufacturing and Materials Processing, 4(2), 50. https://doi.org/10.3390/jmmp4020050