Hot Gas Forming of Aluminum Alloy Tubes Using Flame Heating



Abstract
:1. Introduction
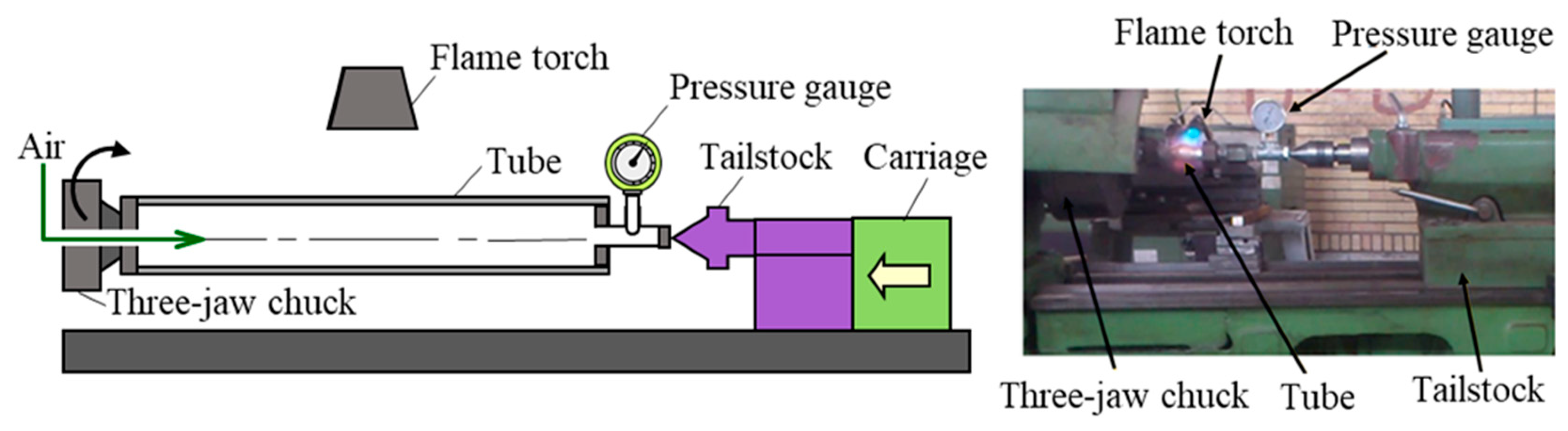
2. Hot Gas Forming of Aluminum Alloy Tubes Using Flame Heating
Experimental Procedure
3. Results of Bulging Behavior
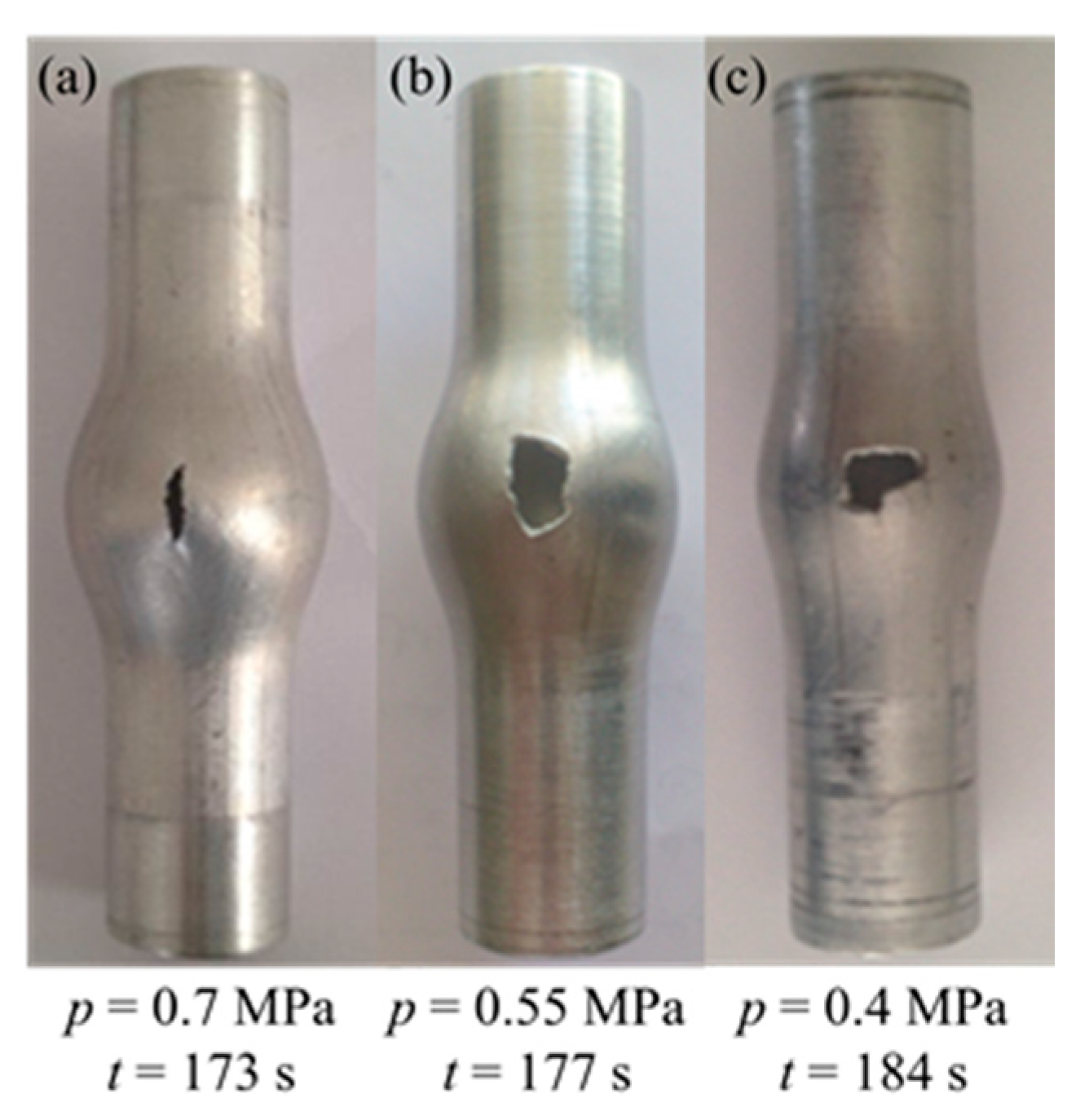
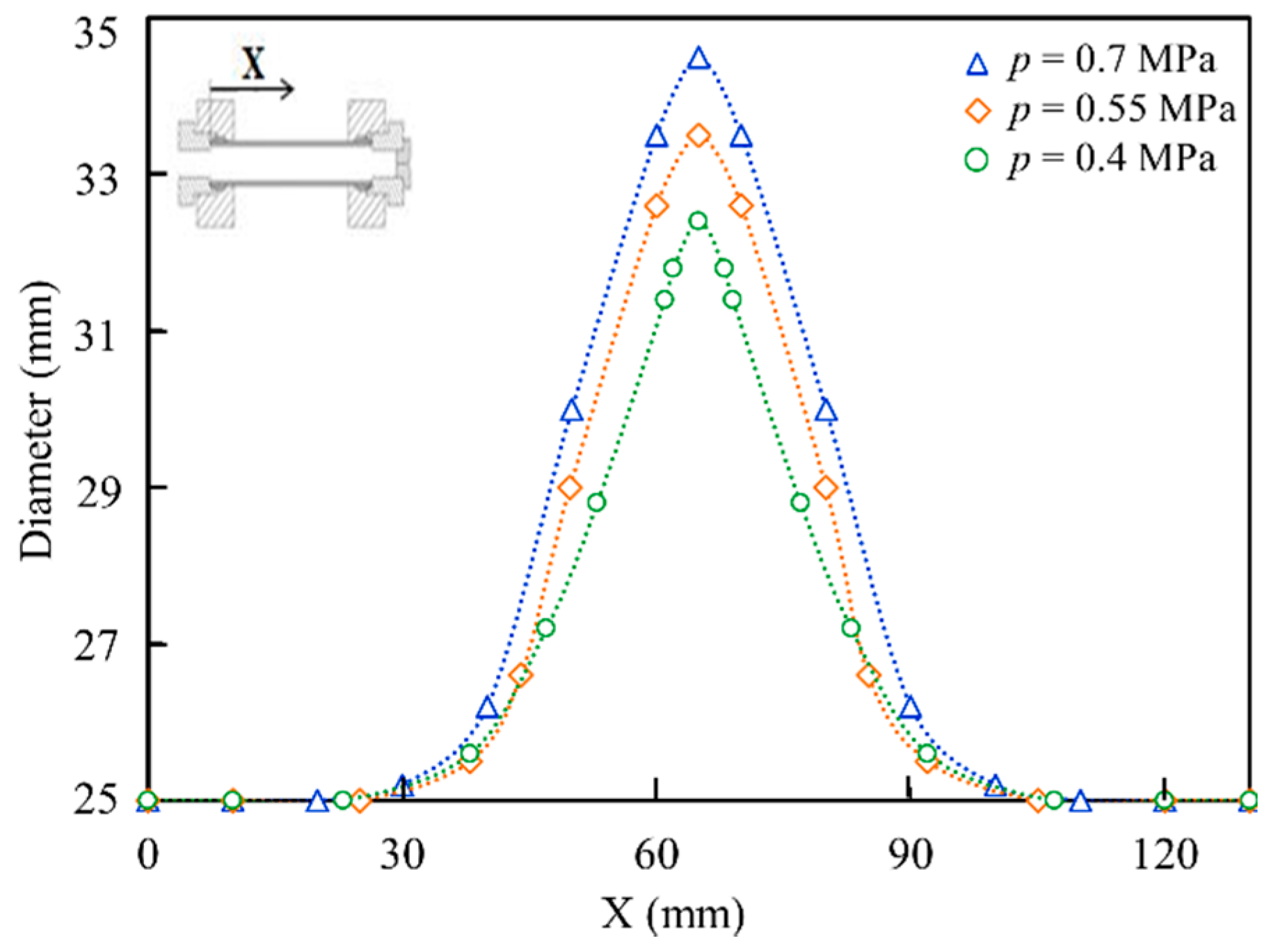
3.1. Effect of Internal Pressure on Bulging Behavior
3.2. Influence of Axial Feeding on Expansion
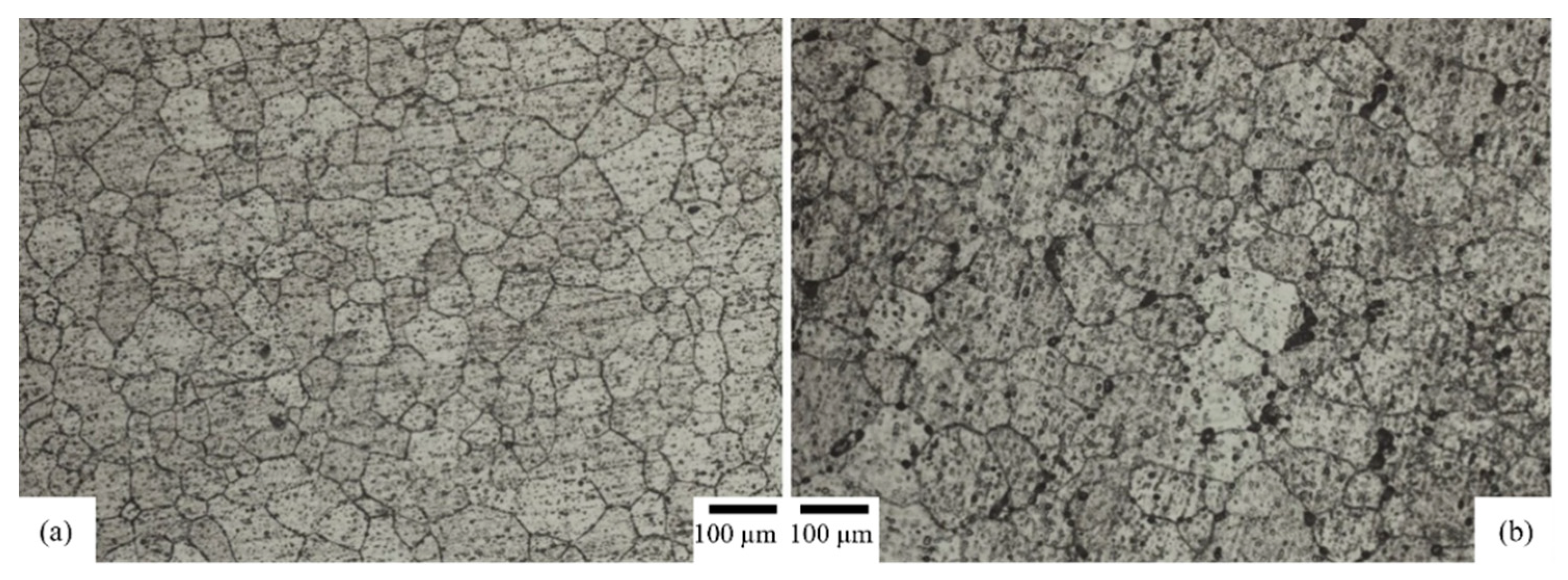
3.3. Effect of Gas Forming on Microstructure
4. Conclusions
- The flame heating of the rotating tube using the lathe machine was effective at simplifying the heating process during the hot gas forming of aluminum alloys.
- A high constant pressure increased the expansion until bursting; low pressure led to an increase in the forming time and melted the sample without sufficient bulging.
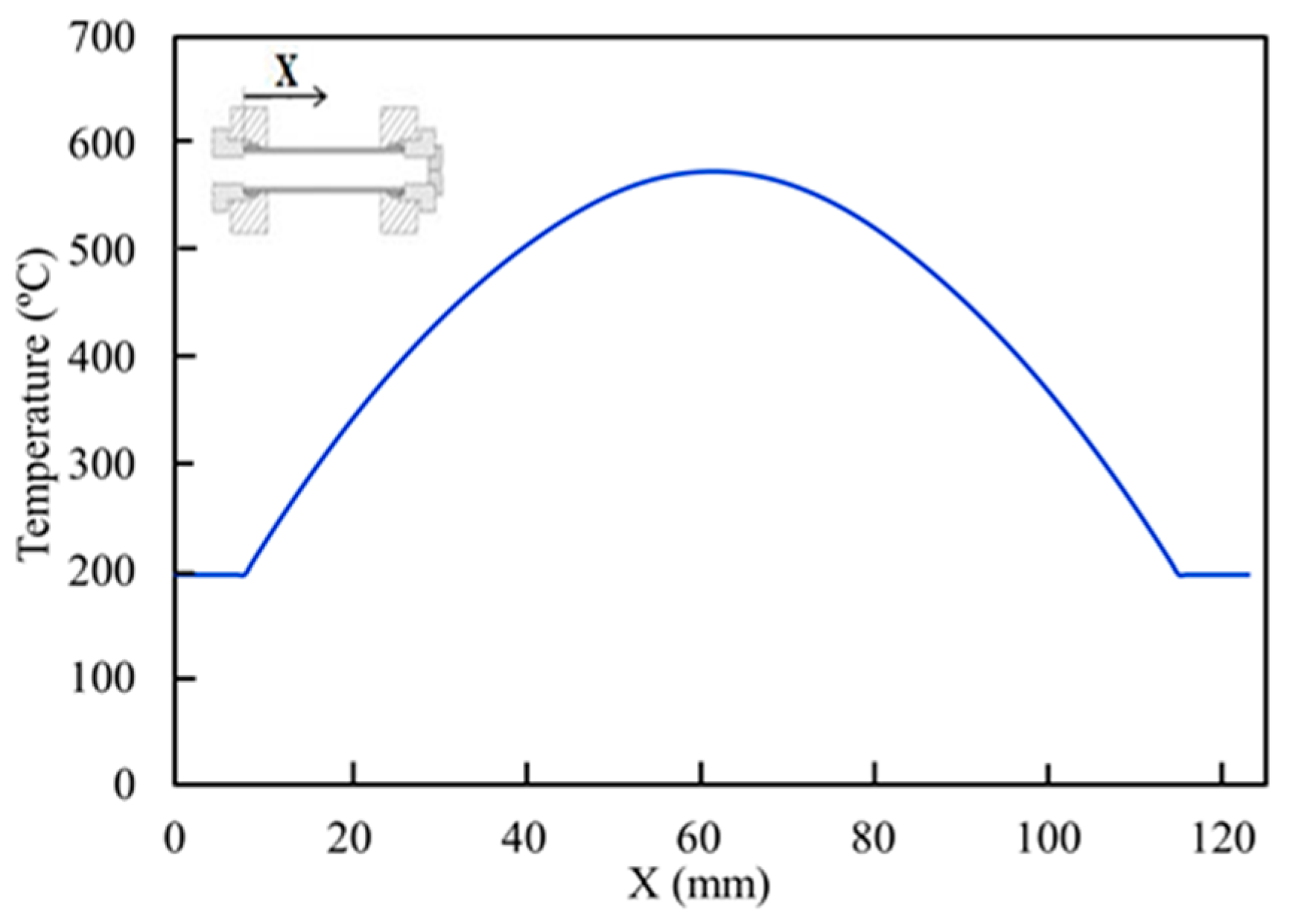
- The maximum expansion occurred in the flame focusing zone due to the elevated temperature distribution along the heated tube.
- The experimental results showed that the axial feeding increased the bulge height and improved the formability of the tubes.
Author Contributions
Funding
Conflicts of Interest
References
- Alzahrani, B.; Ngaile, G.; Yang, C. Analytical modeling of symmetric multi-nose tube hydroforming. J. Manuf. Process. 2013, 15, 273–286. [Google Scholar] [CrossRef]
- Afshar, A.; Hashemi, R.; Madoliat, R.; Rahmatabadi, D.; Hadiyan, B.J.M. Numerical and experimental study of bursting prediction in tube hydroforming of Al 7020-T6. Mech. Ind. 2017, 18, 411. [Google Scholar] [CrossRef]
- Keigler, M.; Bauer, H.; Harrison, D.; De Silva, A.K.M. Enhancing the formability of aluminum components via temperature controlled Hydroforming. J. Mater. Process. Technol. 2005, 167, 363–370. [Google Scholar] [CrossRef]
- Yi, H.K.; Pavlina, E.J.; VanTyne, C.J.; Moon, Y.H. Application of a combined heating system for the warm hydroforming of lightweight alloy tubes. J. Mater. Process. Technol. 2008, 203, 532–536. [Google Scholar] [CrossRef]
- Hwang, Y.M.; Su, Y.H.; Cen, B.J. Tube hydroforming of magnesium alloys at elevated temperatures. ASME J. Eng. Mater. Technol. 2010, 132, 31012. [Google Scholar] [CrossRef]
- Chan, L.C.; Kot, W.K.R. Determination of Loading Paths in Warm Hydroforming Reinforced Quadrilateral Tubular Components. Mater. Manuf. Process. 2013, 29, 32–36. [Google Scholar] [CrossRef]
- Dykstra, B.; Pfaffmann, G.D.; Wu, X. Hot Metal Gas Forming-the Next Generation Process for Manufacturing Vehicle Structure Components; SAE Technical Paper; SAE: Warrendale, PA, USA, 1999. [Google Scholar]
- Jirang, C.; Hans, J.R. Recycling of automotive aluminum. Trans. Nonferrous Met. Soc. China 2010, 20, 2057–2063. [Google Scholar]
- Yuan, S.J.; Qi, J.; He, Z.B. An experimental investigation into the formability of hydroforming 5A02 Al-tubes at elevated temperature. J. Mater. Process. Technol. 2006, 177, 680–683. [Google Scholar] [CrossRef]
- Kleiner, M.; Geiger, M.; Klaus, A. Manufacturing of lightweight components by metal forming. CIRP Ann. Manuf. Technol. 2003, 52, 521–542. [Google Scholar] [CrossRef]
- Novtny, S.; Geiger, M. Process design for hydroforming of lightweight metal sheets at elevated temperatures. J. Mater. Process. Technol. 2003, 138, 594–599. [Google Scholar] [CrossRef]
- Hariharan, K.; Balachandran, G.; Sathya Prasad, M. Application of Cost-Effective Stainless Steel for Automotive Components. Mater. Manuf. Process. 2009, 24, 1442–1452. [Google Scholar] [CrossRef]
- Vadillo, L.; Santos, M.T.; Gutierrez, M.A.; Perez, I.; Gonzalez, B.; Uthiesangsuk, V. Simulation and Experimental results of the Hot metal gas forming Technology for high strength steel and stainless steel tubes forming. AIP Conf. Proc. 2007, 908, 1199–1204. [Google Scholar]
- Maeno, T.; Mori, K.; Fujimoto, K. Development of the Hot Gas Bulging Process for Aluminum Alloy Tube Using Resistance Heating. Key Eng. Mater. 2009, 410, 315–323. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.; Unou, C. Optimization of condition in Hot Gas Bulging of Aluminum Alloy tube using Resistance Heating set into dies. Key Eng. Mater. 2011, 473, 60–74. [Google Scholar] [CrossRef]
- He, Z.B.; Teng, B.G.; Che, C.Y.; Wang, Z.B.; Zheng, K.L.; Yuan, S.J. Mechanical properties and formability of TA2 extrude tube for hot metal gas forming at elevated temperature. Trans. Nonferrous Met. Soc. China 2012, 22, s479–s484. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.; Adachi, K. Gas forming of ultra-high strength steel hollow part using air filled into sealed tube and resistance heating. J. Mater. Process. Technol. 2014, 214, 97–105. [Google Scholar] [CrossRef]
- Liu, G.; Wua, Y.; Zhaoa, J.; Wanga, K.; Yuana, S. Formability determination of titanium alloy tube for high pressure pneumatic forming at elevated temperature. Procedia Eng. 2014, 81, 2243–2248. [Google Scholar] [CrossRef] [Green Version]
- Paul, A.; Strano, M. The Influence of Process Variables on the Gas Forming and press Hardening of Steel Tubes. J. Mater. Process. Technol. 2015, 228, 160–169. [Google Scholar] [CrossRef]
- Talebi Anaraki, A.; Loh-Mousavi, M.; Wang, L.-L. Experimental and numerical investigation of the influence of pulsating pressure on hot tube gas forming using oscillating heating. Int. J. Adv. Manuf. Technol. 2018, 97, 3839–3848. [Google Scholar] [CrossRef]
- Hwang, Y.M.; Kuo, T.Y. Dieless drawing of stainless steel tubes. Int. J. Adv. Manuf. Technol. 2013, 68, 1311–1316. [Google Scholar] [CrossRef]
- Furushima, T.; Manabe, K. Experimental and numerical study on deformation behavior in dieless drawing process of superplastic microtubes. J. Mater. Process. Technol. 2007, 191, 59–63. [Google Scholar] [CrossRef]
- He, Z.B.; Fan, X.B.; Shao, F.; Zheng, K.L.; Wang, Z.B.; Yuan, S.J. Formability and Microstructure of AA6061 Al Alloy Tube for Hot Metal Gas Forming at Elevated Temperature. Trans. Nonferrous Met. Soc. China 2012, 22, s364–s369. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Mg | Si | Pb | Fe |
|---|---|---|---|---|
| 98.3 | 0.396 | 0.388 | 0.439 | 0.342 |
| Parameters | Value |
|---|---|
| Outer diameter (mm) | 25 |
| Thickness (mm) | 1.5 |
| Length (mm) | 130 |
| Rotational velocity (RPM) | 22.4 |
| Velocity of pushing of tailstock (mm/rev) | 0.07 |
| Parameters | Value |
|---|---|
| Internal pressure p (MPa) | 0.4, 0.55, or 0.7 |
| Total amount of stroke s (mm) | 0–5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Talebi-Anaraki, A.; Chougan, M.; Loh-Mousavi, M.; Maeno, T. Hot Gas Forming of Aluminum Alloy Tubes Using Flame Heating. J. Manuf. Mater. Process. 2020, 4, 56. https://doi.org/10.3390/jmmp4020056
Talebi-Anaraki A, Chougan M, Loh-Mousavi M, Maeno T. Hot Gas Forming of Aluminum Alloy Tubes Using Flame Heating. Journal of Manufacturing and Materials Processing. 2020; 4(2):56. https://doi.org/10.3390/jmmp4020056
Chicago/Turabian StyleTalebi-Anaraki, Ali, Mehdi Chougan, Mohsen Loh-Mousavi, and Tomoyoshi Maeno. 2020. "Hot Gas Forming of Aluminum Alloy Tubes Using Flame Heating" Journal of Manufacturing and Materials Processing 4, no. 2: 56. https://doi.org/10.3390/jmmp4020056
APA StyleTalebi-Anaraki, A., Chougan, M., Loh-Mousavi, M., & Maeno, T. (2020). Hot Gas Forming of Aluminum Alloy Tubes Using Flame Heating. Journal of Manufacturing and Materials Processing, 4(2), 56. https://doi.org/10.3390/jmmp4020056