Optimization of Abrasive Flow Nano-Finishing Processes by Adopting Artificial Viral Intelligence


Abstract
:1. Introduction
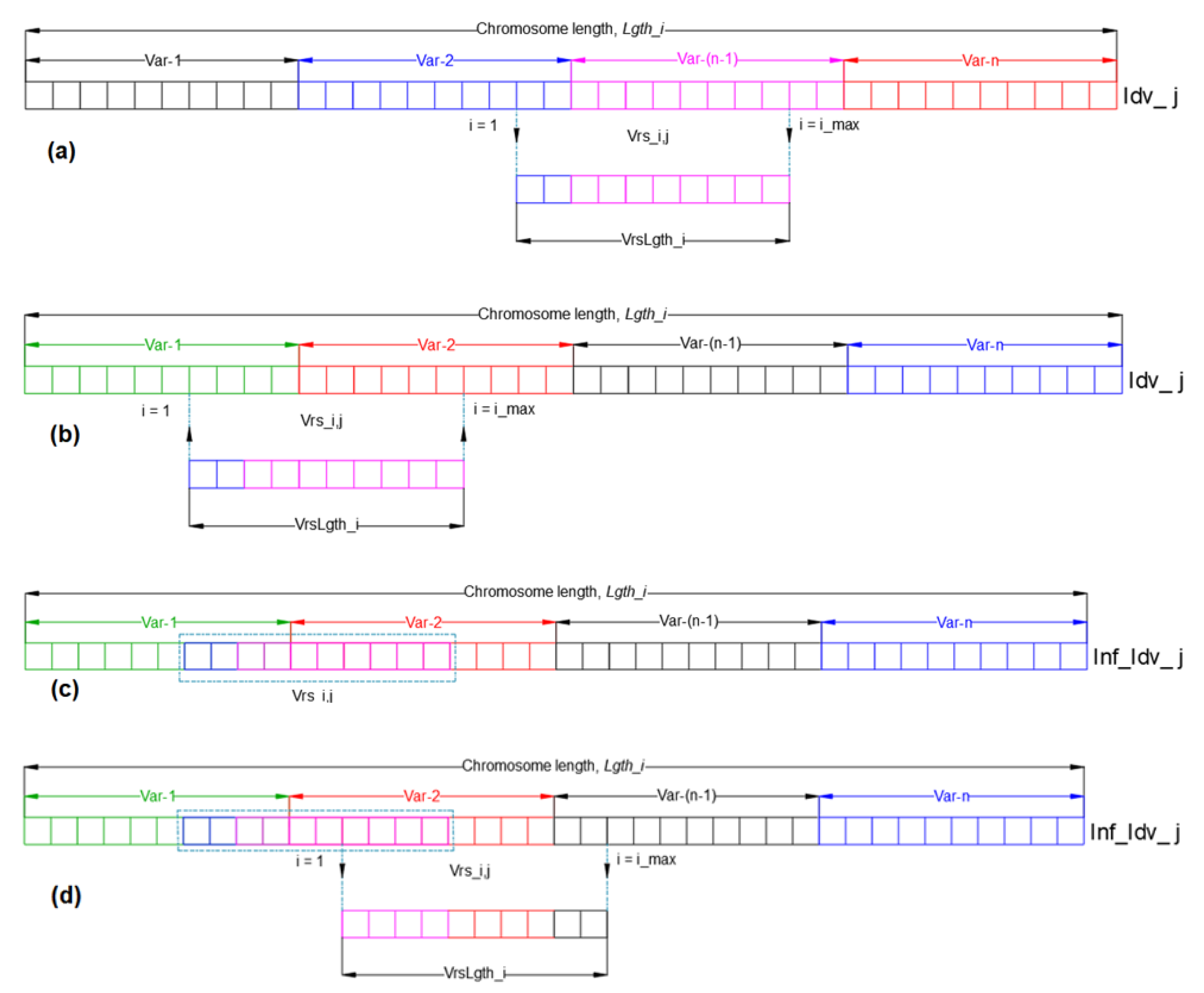
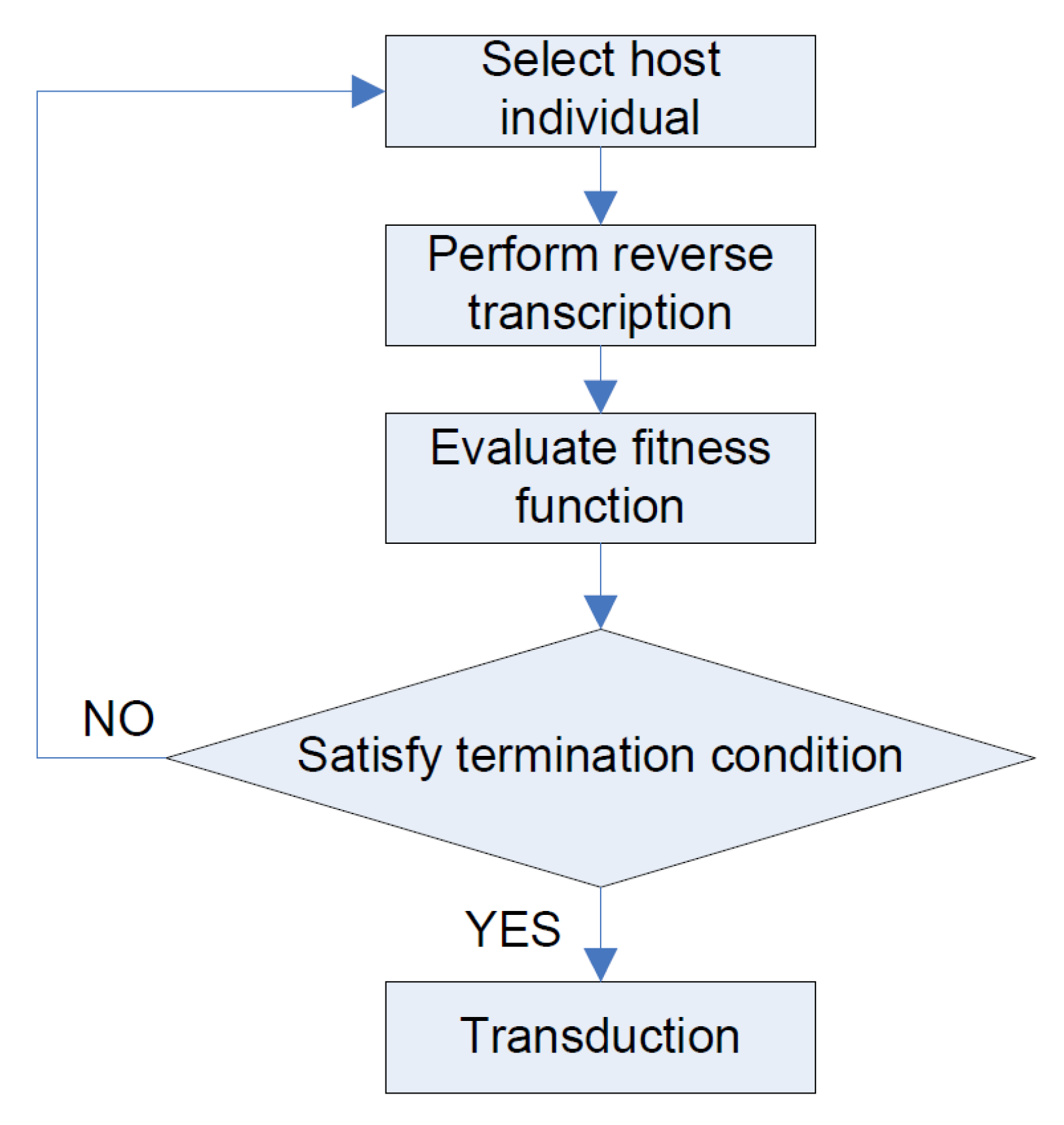
2. The Virus-Evolutionary Genetic Algorithm (VEGA)
- Initialization of candidate solutions
- Objective function computation
- Ranking
- Fitness function computation
- Selection
- Crossover
- Mutation
- Viral infection
Viral Infection
3. Optimization Problems Related to Abrasive Flow Nano-Finishing Processes
3.1. Conventional Abrasive Flow Nano-Finishing Process
3.2. Rotating Workpiece Abrasive Flow Nano-Finishing Process
−(0.098 × M + 0.875 × P + 0.002 × N + 0.05 × R − 0.006 × M2 − 0.068 × P2 − 9.6 × 10−7 × N2 − 0.002 × n2)
−(0.118 × M + 0.831 × P + 0.001 × N + 0.031 × R − 0.006 × M2 − 0.067 × P2 − 1.2 × 10−6 × N2 − 0.002 × n2)
−(0.101 × M + 0.767 × P + 0.002 × N + 0.043 × R − 0.0046 × M2 − 0.0571 × P2 − 8.28 × 10−7 × N2 − 0.002 × n2)
3.3. Rotational-Magnetorheological Abrasive Flow Nano-Finishing Process
0.60 × 10−4 × N × S + 1.75 × 10−4 × N × M − 9.22 × 10−5 × S × M − 0.19 × P2 − 3.16 × 10−5 × N2 − 8.61 × 10−4 × S2
− 8.2 × 10−4 × M2)
× N × S + 3.33 × 10−6 × N × M − 3.00 × 10−3 × S × M − 0.44 × P2 − 3.85 × 10−5 × N2 − 6.05 × 10−4 × S2 − 1.75 × 10−3 × M2)
4. Conclusions and Future Perspectives
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rhoades, L.J. Abrasive flow machining. Manuf. Eng. 1988, 1, 75–78. [Google Scholar]
- Jain, R.K.; Jain, V.K. Optimum selection of machining conditions in abrasive flow machining using neural network. J. Mater. Process. Technol. 2000, 108, 62–67. [Google Scholar] [CrossRef]
- Sankar, M.R.; Zain, V.K.; Ramkumar, J. Experimental investigations into rotating workpiece abrasive flow finishing. Wear 2009, 267, 43–51. [Google Scholar] [CrossRef]
- Das, M.; Jain, V.K.; Ghoshdastidar, P.S. Nanofinishing of flat workpieces using rotational–magnetorheological abrasive flow finishing (R-MRAFF) process. Int. J. Adv. Manuf. Technol. 2012, 62, 405–420. [Google Scholar] [CrossRef]
- Sharma, A.K.; Venkatesh, G.; Rajesha, S.; Kumar, P. Experimental investigations into ultrasonic-assisted abrasive flow machining (UAAFM) process. Int. J. Adv. Manuf. Technol. 2015, 80, 477–493. [Google Scholar] [CrossRef]
- Girma, B.; Joshi, S.S.; Raghuram, M.V.G.S.; Balasubramaniam, R. An experimental analysis of magnetic abrasives finishing of plane surfaces. Mach. Sci. Technol. 2006, 10, 323–340. [Google Scholar] [CrossRef]
- Brar, B.S.; Walia, R.S.; Singh, V.P. Electrochemical-aided abrasive flow machining (ECA2FM) process: A hybrid machining process. Int. J. Adv. Manuf. Technol. 2015, 79, 329–342. [Google Scholar] [CrossRef]
- Petare, A.C.; Jain, N.K. A critical review of past research and advances in abrasive flow finishing process. Int. J. Adv. Manuf. Technol. 2018, 97, 741–782. [Google Scholar] [CrossRef]
- Sambharia, J.; Mali, H.S. Recent developments in abrasive flow finishing process: A review of current research and future prospects. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 388–399. [Google Scholar] [CrossRef]
- Kathiresan, S.; Mohan, B. Experimental Analysis of Magneto Rheological Abrasive Flow Finishing Process on AISI Stainless steel 316L. Mater. Manuf. Process. 2018, 33, 422–432. [Google Scholar] [CrossRef]
- Rana, V.; Petare, A.C.; Jain, N.K. Advances in abrasive flow finishing. In Advances in Abrasive Based Machining and Finishing Processes; Springer: Cham, Switzerland, 2020; pp. 147–181. [Google Scholar]
- Dehghanghadikolaei, A.; Mohammadian, B.; Namdari, N.; Fotovvati, B. Abrasive machining techniques for biomedical device applications. J. Mater. Sci. 2018, 5, 1–11. [Google Scholar]
- Basha, S.M.; Basha, M.M.; Venkaiah, N.; Sankar, M.R. A review on abrasive flow finishing of metal matrix composites. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Ahmad, S.; Singari, R.M.; Mishra, R. Modelling and optimisation of magnetic abrasive finishing process based on a non-orthogonal array with ANN-GA approach. Trans. IMF 2020, 98, 186–198. [Google Scholar] [CrossRef]
- Singh, S.; Gupta, V.; Sankar, M.R. Magnetic Abrasive Finishing Process. In Advances in Abrasive Based Machining and Finishing Processes. Materials Forming, Machining and Tribology; Das, S., Kibria, G., Doloi, B., Bhattacharyya, B., Eds.; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Paswan, S.K.; Singh, A.K. Theoretical and experimental investigations on nano-finishing of internal cylindrical surfaces with a newly developed rotational magnetorheological honing process. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 363–383. [Google Scholar] [CrossRef]
- Mali, H.S.; Manna, A. Simulation of surface generated during abrasive flow finishing of Al/SiCp-MMC using neural networks. Int. J. Adv. Manuf. Technol. 2012, 61, 1263–1268. [Google Scholar] [CrossRef]
- Petri, K.L.; Billo, R.E.; Bopaya, B. A Neural Network Process Model for Abrasive Flow Machining Operations. J. Manuf. Sys. 1998, 17, 52–64. [Google Scholar] [CrossRef]
- Rao, R.V.; Rai, D.P.; Balic, J. A new optimization algorithm for parameter optimization of nano-finishing processes. Sci. Iran. E Ind. Eng. 2017, 24, 868–875. [Google Scholar] [CrossRef] [Green Version]
- Kanisha, T.C.; Kuppan, P.; Narayanan, S.; Denis Ashok, S. A Fuzzy Logic based Model to Predict the Improvement in Surface Roughness in Magnetic Field Assisted Abrasive Finishing. Procedia Eng. 2014, 97, 1948–1956. [Google Scholar] [CrossRef] [Green Version]
- Anderson, N. Evolutionary Significance of Virus Infection. Nature 1970, 227, 1346–1347. [Google Scholar] [CrossRef]
- Kubota, N.; Fukuda, T.; Shimojima, K. Virus-evolutionary genetic algorithm for a self-organizing manufacturing system. Comput. Ind. Eng. 1996, 30, 1015–1026. [Google Scholar] [CrossRef]
- Jain, R.K.; Adsul, S.G. Experimental investigations into abrasive flow machining (AFM). Int. J. Mach. Tools Manuf. 2000, 40, 1003–1021. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters for Conventional Abrasive Flow Nano-Finishing | Levels | ||
|---|---|---|---|
| Low | High | ||
| Piston velocity | U (cm/min) | 40 | 85 |
| Percentage concentration for abrasives | C | 33 | 45 |
| Abrasive mesh size | D | 100 | 240 |
| Number of cycles | N | 20 | 120 |
| Sol. No. | Ra_Max (μm) | U (cm/min) | C | D | N | MinRa (μm) | MaxMRR (mg/min) |
|---|---|---|---|---|---|---|---|
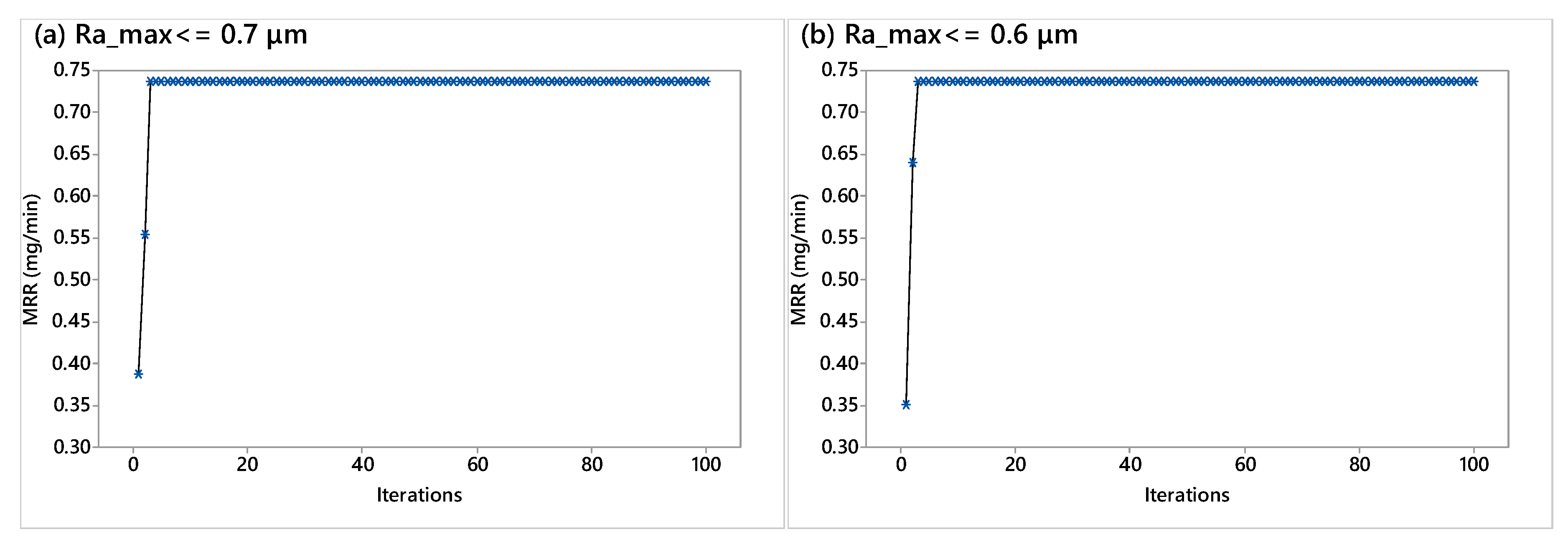
| 1 | 0.7 | 85 | 45 | 100 | 20 | 0.537 | 0.738 |
| 2 | 0.6 | 85 | 45 | 100 | 20 | 0.537 | 0.738 |
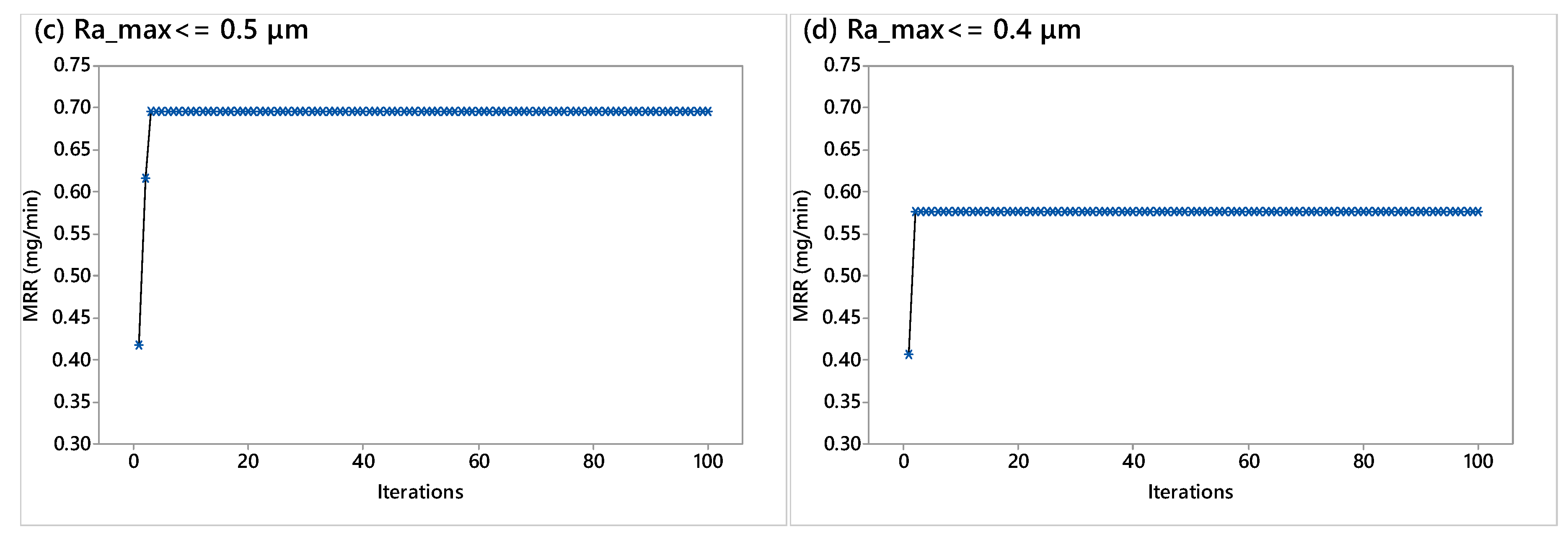
| 3 | 0.5 | 85 | 45 | 100 | 27.376 | 0.5 | 0.695 |
| 4 | 0.4 | 85 | 45 | 100 | 73.544 | 0.4 | 0.577 |
| Sol. No. | Ra_Max (μm) | GA [2] | VEGA | % Benefit for MRR | ||
|---|---|---|---|---|---|---|
| MinRa (μm) | MaxMRR (mg/min) | MinRa (μm) | MaxMRR (mg/min) | |||
| 1 | 0.7 | 0.6070 | 0.6970 | 0.537 | 0.738 | 5.56 |
| 2 | 0.6 | 0.5530 | 0.6950 | 0.537 | 0.738 | 5.83 |
| 3 | 0.5 | 0.4900 | 0.6690 | 0.500 | 0.695 | 3.74 |
| 4 | 0.4 | 0.3700 | 0.5803 | 0.400 | 0.577 | 0.52 |
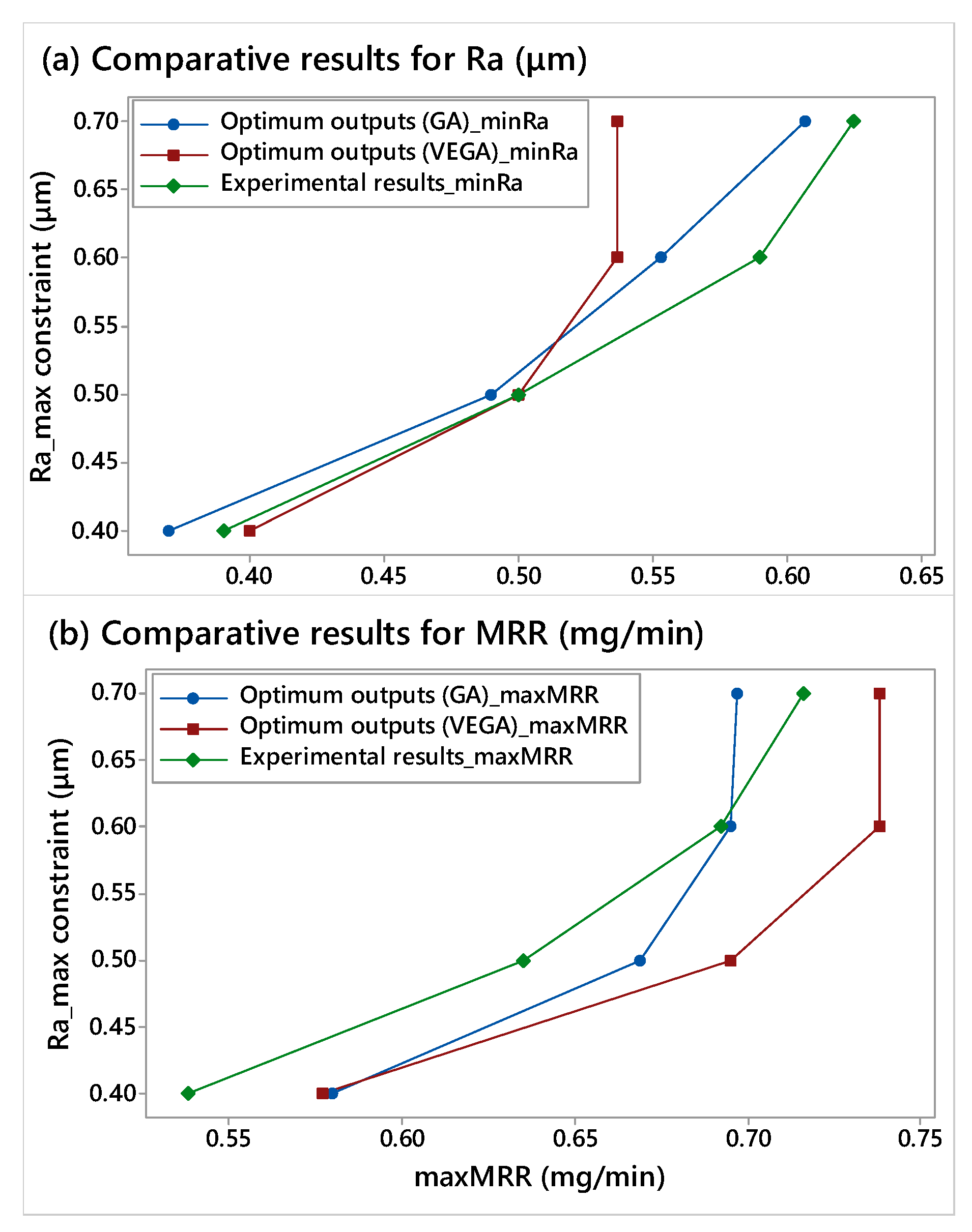
| Ra_Max (μm) | GA [2] | VEGA | Experimental Results | |||
|---|---|---|---|---|---|---|
| MinRa (μm) | MaxMRR (mg/min) | MinRa (μm) | MaxMRR (mg/min) | MinRa (μm) | MaxMRR (mg/min) | |
| 0.7 | 0.6070 | 0.6970 | 0.537 | 0.738 | 0.390 | 0.538 |
| 0.6 | 0.5530 | 0.6950 | 0.537 | 0.738 | 0.500 | 0.635 |
| 0.5 | 0.4900 | 0.6690 | 0.500 | 0.695 | 0.590 | 0.692 |
| 0.4 | 0.3700 | 0.5803 | 0.400 | 0.577 | 0.625 | 0.716 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fountas, N.A.; Vaxevanidis, N.M. Optimization of Abrasive Flow Nano-Finishing Processes by Adopting Artificial Viral Intelligence. J. Manuf. Mater. Process. 2021, 5, 22. https://doi.org/10.3390/jmmp5010022
Fountas NA, Vaxevanidis NM. Optimization of Abrasive Flow Nano-Finishing Processes by Adopting Artificial Viral Intelligence. Journal of Manufacturing and Materials Processing. 2021; 5(1):22. https://doi.org/10.3390/jmmp5010022
Chicago/Turabian StyleFountas, Nikolaos A., and Nikolaos M. Vaxevanidis. 2021. "Optimization of Abrasive Flow Nano-Finishing Processes by Adopting Artificial Viral Intelligence" Journal of Manufacturing and Materials Processing 5, no. 1: 22. https://doi.org/10.3390/jmmp5010022
APA StyleFountas, N. A., & Vaxevanidis, N. M. (2021). Optimization of Abrasive Flow Nano-Finishing Processes by Adopting Artificial Viral Intelligence. Journal of Manufacturing and Materials Processing, 5(1), 22. https://doi.org/10.3390/jmmp5010022