Synthesis of Bulk Zr48Cu36Al8Ag8 Metallic Glass by Hot Pressing of Amorphous Powders



Abstract
:1. Introduction
2. Materials and Methods
3. Results
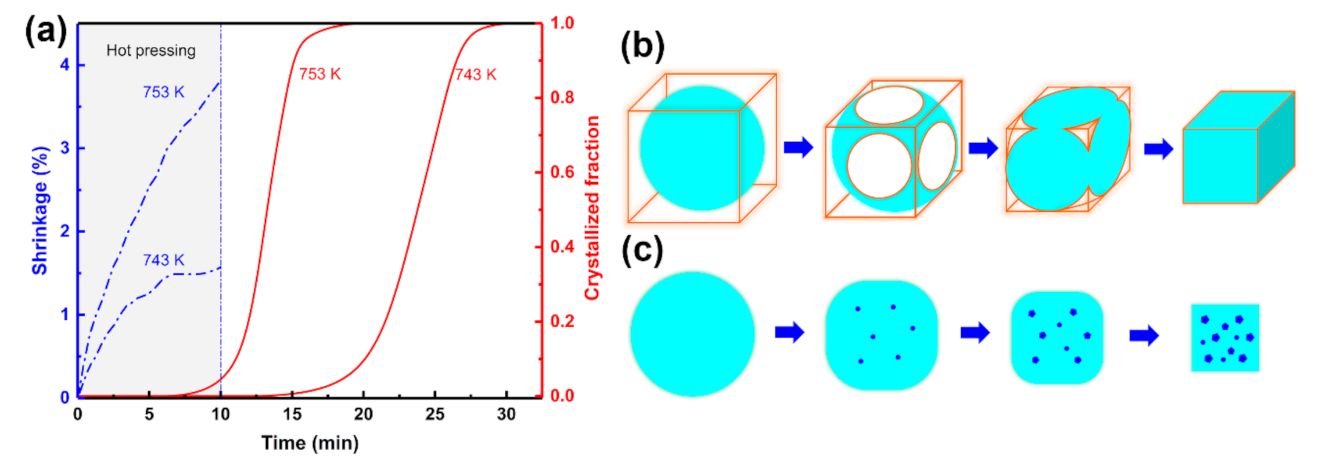
3.1. Selection of the Hot-Pressing Parameters
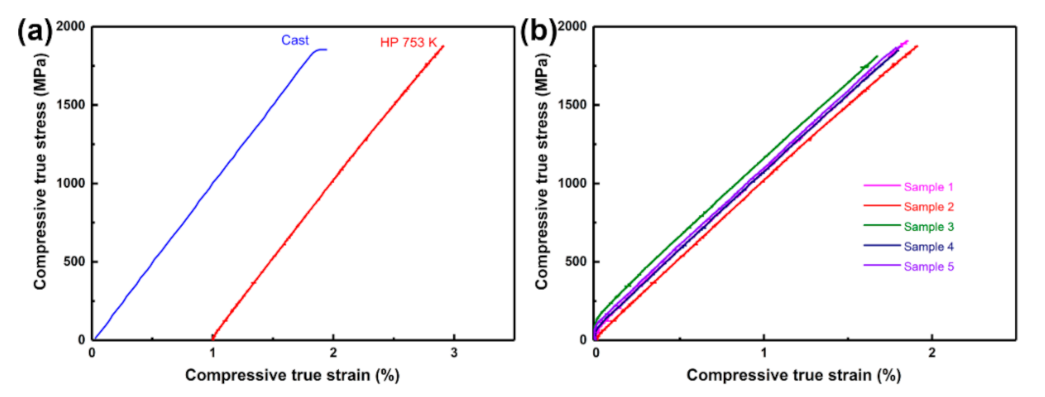
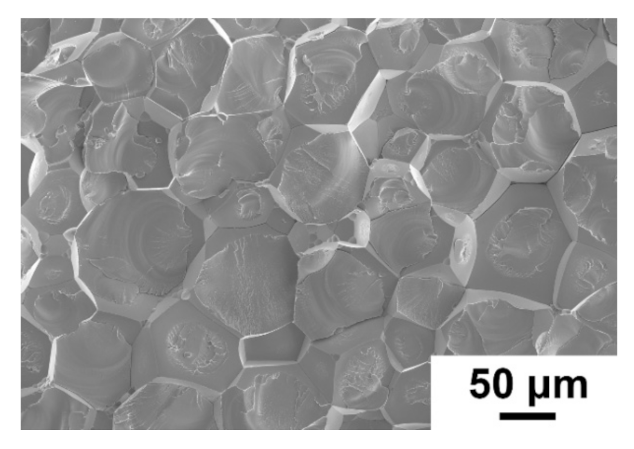
3.2. Microstructure and Mechanical Properties of Hot-Pressed Specimens
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cheng, Y.Q.; Ma, E. Atomic-level structure and structure-property relationship in metallic glasses. Prog. Mater. Sci. 2011, 56, 379–473. [Google Scholar] [CrossRef]
- Trexler, M.M.; Thadhani, N.N. Mechanical properties of bulk metallic glasses. Prog. Mater. Sci. 2010, 55, 759–839. [Google Scholar] [CrossRef]
- Johnson, W.L. Bulk glass-forming metallic alloys: Science and technology. MRS Bull. 1999, 24, 42–56. [Google Scholar] [CrossRef]
- Neto, N.D.C.; Soares, C.; Pereira, F.S.; Bergamaschi, V.; Antonio, S.G.; Kaufman, M.J.; de Oliveira, M.F. Glass forming ability and continuous-cooling-transformation (CCT) diagrams of Vitreloy 105 as function of cooling rate and oxygen concentration. J. Non Cryst. Solids 2020, 528, 119762. [Google Scholar] [CrossRef]
- Pauly, S.; Löber, L.; Petters, R.; Stoica, M.; Scudino, S.; Kühn, U.; Eckert, J. Processing metallic glasses by selective laser melting. Mater. Today 2013, 16, 37–41. [Google Scholar] [CrossRef]
- He, G.; Lu, J.; Bian, Z.; Chen, D.; Chen, G.; Tu, G.; Chen, G. Fracture morphology and quenched-in precipitates induced embrittlement in a Zr-base bulk glass. Mater. Trans. 2001, 42, 356–364. [Google Scholar] [CrossRef] [Green Version]
- Nishiyama, N.; Takenaka, K.; Miura, H.; Saidoh, N.; Zeng, Y.; Inoue, A. The world’s biggest glassy alloy ever made. Intermetallics 2012, 30, 19–24. [Google Scholar] [CrossRef]
- Li, H.; Li, Z.; Yang, J.; Ke, H.B.; Sun, B.; Yuan, C.C.; Ma, J.; Shen, J.; Wang, W.H. Interface design enabled manufacture of giant metallic glasses. Sci. China Mater. 2021. [Google Scholar] [CrossRef]
- Li, X.; Liang, X.; Zhang, Z.; Ma, J.; Shen, J. Cold joining to fabricate large size metallic glasses by the ultrasonic vibrations. Scr. Mater. 2020, 185, 100–104. [Google Scholar] [CrossRef]
- Kawamura, Y.; Kato, H.; Inoue, A.; Masumoto, T. Full strength compacts by extrusion of glassy metal powder at the supercooled liquid state. Appl. Phys. Lett. 1995, 67, 2008–2010. [Google Scholar] [CrossRef]
- Kim, C.K.; Lee, H.S.; Shin, S.Y.; Lee, J.C.; Kim, D.H.; Lee, S. Microstructure and mechanical properties of Cu-based bulk amorphous alloy billets fabricated by spark plasma sintering. Mater. Sci. Eng. A 2005, 406, 293–299. [Google Scholar] [CrossRef]
- Lee, M.H.; Bae, D.H.; Kim, W.T.; Kim, D.H.; Rozhkova, E.; Wheelock, P.B.; Sordelet, D.J. Synthesis of Ni-based bulk amorphous alloys by warm extrusion of amorphous powders. J. Non Cryst. Solids 2003, 315, 89–96. [Google Scholar] [CrossRef]
- Li, X.P.; Yan, M.; Imai, H.; Kondoh, K.; Wang, J.Q.; Schaffer, G.B.; Qian, M. Fabrication of 10 mm diameter fully dense Al86Ni6Y4.5Co2La1.5 bulk metallic glass with high fracturestrength. Mater. Sci. Eng. A 2013, 568, 155–159. [Google Scholar] [CrossRef]
- Liu, L.H.; Yang, C.; Yao, Y.G.; Wang, F.; Zhang, W.W.; Long, Y.; Li, Y.Y. Densification mechanism of Ti-based metallic glass powders during spark plasma sintering process. Intermetallics 2015, 66. [Google Scholar] [CrossRef]
- El-Eskandarany, M.S.; Inoue, A. Hot pressing and characterizations of mechanically alloyed Zr52Al6Ni8Cu14W20 glassy powders. J. Mater. Res. 2006, 21, 976–987. [Google Scholar] [CrossRef]
- Scudino, S.; Bartusch, B.; Eckert, J. Viscosity of the supercooled liquid in multi-component Zr-based metallic glasses. J. Phys. Conf. Ser. 2009, 144, 012097. [Google Scholar] [CrossRef]
- Atkinson, H.; Davies, S. Fundamental aspects of hot isostatic pressing: An overview. Metall. Mater. Trans. A 2000, 31, 2981–3000. [Google Scholar] [CrossRef]
- Masuhr, A.; Waniuk, T.A.; Busch, R.; Johnson, W.L. Time scales for viscous flow, atomic transport, and crystallization in the liquid and supercooled liquid states of Zr41.2Ti13.8Cu12.5Ni10.0Be22.5. Phys. Rev. Lett. 1999, 82, 2290–2293. [Google Scholar] [CrossRef]
- Cardinal, S.; Pelletier, J.M.; Qiao, J.C.; Bonnefont, G.; Xie, G. Influence of spark plasma sintering parameters on the mechanical properties of Cu50Zr45Al5 bulk metallic glass obtained using metallic glass powder. Mater. Sci. Eng. A 2016, 677, 116–124. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, W.; Inoue, A. New Cu-Zr-based bulk metallic glasses with large diameters of up to 1.5 cm. Scr. Mater. 2006, 55, 711–713. [Google Scholar] [CrossRef]
- Kosiba, K.; Scudino, S.; Kobold, R.; Kühn, U.; Greer, A.L.; Eckert, J.; Pauly, S. Transient nucleation and microstructural design in flash-annealed bulk metallic glasses. Acta Mater. 2017, 127, 416–425. [Google Scholar] [CrossRef]
- Hofmann, D.C. Shape memory bulk metallic glass composites. Science 2010, 329, 1294–1295. [Google Scholar] [CrossRef] [PubMed]
- Kim, T.-S.; Lee, J.-K.; Kim, H.-J.; Bae, J.-C. Consolidation of Cu54Ni6Zr22Ti18 bulk amorphous alloy powders. Mater. Sci. Eng. A 2005, 402, 228–233. [Google Scholar] [CrossRef]
- Nowak, S.; Perrière, L.; Dembinski, L.; Tusseau-Nenez, S.; Champion, Y. Approach of the spark plasma sintering mechanism in Zr57Cu20Al10Ni8Ti5 metallic glass. J. Alloys Compd. 2011, 509, 1011–1019. [Google Scholar] [CrossRef]
- Xie, G.; Louzguine-Luzgin, D.V.; Kimura, H.; Inoue, A. Nearly full density Ni52.5Nb10Zr15Ti15Pt7.5 bulk metallic glass obtained by spark plasma sintering of gas atomized powders. Appl. Phys. Lett. 2007, 90, 241902. [Google Scholar] [CrossRef]
- Drescher, P.; Witte, K.; Yang, B.; Steuer, R.; Kessler, O.; Burkel, E.; Schick, C.; Seitz, H. Composites of amorphous and nanocrystalline Zr-Cu-Al-Nb bulk materials synthesized by spark plasma sintering. J. Alloys Compd. 2016, 667, 109–114. [Google Scholar] [CrossRef]
- Ding, H.; Zhao, Z.; Jin, J.; Deng, L.; Gong, P.; Wang, X. Densification mechanism of Zr-based bulk metallic glass prepared by two-step spark plasma sintering. J. Alloys Compd. 2021, 850, 156724. [Google Scholar] [CrossRef]
- Wang, Z.; Prashanth, K.G.; Surreddi, K.B.; Suryanarayana, C.; Eckert, J.; Scudino, S. Pressure-assisted sintering of Al-Gd-Ni-Co amorphous alloy powders. Materialia 2018, 2, 157–166. [Google Scholar] [CrossRef]
- Brüning, R.; Samwer, K. Glass transition on long time scales. Phys. Rev. B 1992, 46, 11318–11322. [Google Scholar] [CrossRef] [PubMed]
- Busch, R.; Bakke, E.; Johnson, W.L. Viscosity of the supercooled liquid and relaxation at the glass transition of the Zr46.75Ti8.25Cu7.5Ni10Be27.5 bulk metallic glass forming alloy. Acta Mater. 1998, 46, 4725–4732. [Google Scholar] [CrossRef]
- Scudino, S.; Liu, G.; Prashanth, K.G.; Bartusch, B.; Surreddi, K.B.; Murty, B.S.; Eckert, J. Mechanical properties of Al-based metal matrix composites reinforced with Zr-based glassy particles produced by powder metallurgy. Acta Mater. 2009, 57, 2029–2039. [Google Scholar] [CrossRef]
- Perepezko, J.H.; Hamann, J.; Hebert, R.J.; Rösner, H.; Wilde, G. Amorphization and devitrification reactions in metallic glass alloys. Mater. Sci. Eng. A 2007, 449–451, 84–89. [Google Scholar] [CrossRef]
- Brown, M.E. Introduction to Thermal Analysis: Techniques and Applications; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2001; Volume 1. [Google Scholar]
- Sun, M.-S.; Nelson, C.; Beaman, J.J.; Barlow, J.J. A Model for Partial Viscous Sintering. In 1991 International Solid Freeform Fabrication Symposium; The University of Texas at Austin: Austin, TX, USA, 1991. [Google Scholar]
- Chen, M. A brief overview of bulk metallic glasses. NPG Asia Mater. 2011, 3, 82–90. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.H.; Dong, C.; Shek, C.H. Bulk metallic glasses. Mater. Sci. Eng. R Rep. 2004, 44, 45–89. [Google Scholar] [CrossRef]
- Shen, Y.; Perepezko, J.H. Al-based amorphous alloys: Glass-forming ability, crystallization behavior and effects of minor alloying additions. J. Alloys Compd. 2017, 707, 3–11. [Google Scholar] [CrossRef] [Green Version]
- Xie, G.Q.; Louzguine-Luzgin, D.V.; Fukuhara, M.; Kimura, H.; Inoue, A. Consolidation Behavior of Cu-Zr-Al Metallic Glass Powder by Spark Plasma Sintering. Mater. Sci. Forum 2010, 654–656, 1086–1089. [Google Scholar] [CrossRef]
- Chu, Z.H.; Kato, H.; Xie, G.Q.; Yuan, G.Y.; Ding, W.J.; Inoue, A. Consolidation and mechanical properties of Cu46Zr42Al7Y5 metallic glass by spark plasma sintering. J. Non Cryst. Solids 2012, 358, 1263–1267. [Google Scholar] [CrossRef]
- Kosiba, K.; Scudino, S.; Bednarcik, J.; Bian, J.; Liu, G.; Kühn, U.; Pauly, S. Guiding shear bands in bulk metallic glasses using stress fields: A perspective from the activation of flow units. Phys. Rev. B 2020, 102, 134113. [Google Scholar] [CrossRef]
- Qiao, J.; Jia, H.; Liaw, P.K. Metallic glass matrix composites. Mater. Sci. Eng. R Rep. 2016, 100. [Google Scholar] [CrossRef] [Green Version]
- Eckert, J.; Das, J.; Pauly, S.; Duhamel, C. Mechanical properties of bulk metallic glasses and composites. J. Mater. Res. 2007, 22, 285–301. [Google Scholar] [CrossRef]
- Pauly, S.; Das, J.; Bednarcik, J.; Mattern, N.; Kim, K.B.; Kim, D.H.; Eckert, J. Deformation-induced martensitic transformation in Cu-Zr-(Al,Ti) bulk metallic glass composites. Scr. Mater. 2009, 60, 431–434. [Google Scholar] [CrossRef] [Green Version]
- Wu, Y.; Xiao, Y.; Chen, G.; Liu, C.T.; Lu, Z. Bulk metallic glass composites with transformation-mediated work-hardening and ductility. Adv. Mater. 2010, 22, 2770–2773. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zr | Cu | Al | Ag | O |
|---|---|---|---|---|
| 47.83 ± 0.35 | 36.11 ± 0.11 | 7.97 ± 0.03 | 8.00 ± 0.04 | 0.09 ± 0.01 |
| Property | Application |
|---|---|
| High strength | Machinery structural materials |
| High hardness | Cutting materials |
| High fracture toughness | Die materials |
| High impact fracture energy | Tool materials |
| High fatigue strength | Bonding materials |
| High elastic energy | Sporting goods materials |
| High corrosion resistance | Corrosion resistance materials |
| High wear resistance | Writing appliance materials |
| Good soft magnetism | Soft magnetic materials |
| High frequency permeability | High magnetostrictive materials |
| Self-sharping property | Penetrator |
| High wear resistance and manufacturability | Medical devices materials |
| Composition | Powder Characteristics | Processing Method | Sample Diameter (mm) | Sample Structure | σf (MPa) | σr (%) | ρr (%) | Ref. | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Particle Size (µm) | Tg (K) | Tx (K) | ΔTx (K) | ||||||||
| Zr65Al10Ni10Cu15 | <75 | 652 | 735 | 83 | Extrusion | ~10 | Amorphous | 1520 | 96.8 | 99.4 | [10] |
| Ni59Zr20Ti16Si2Sn3 | <45 | 815 | 878 | 63 | Extrusion | ~12 | Amorphous | 2000 | 90.9 | 99.5 | [12] |
| Cu47.6Ti32.7Zr10.5Ni6.1Sn2.1Si1 | ~30 | 722 | 759 | 37 | SPS | 20 | A few crystals | 1810 | 94 | 98.9 | [11] |
| Cu50Zr45Al5 | <75 | 714 | 769 | 55 | SPS | 20 | Amorphous | 1840 | 97.6 | 99.9 | [38] |
| Zr57Cu20Al10Ni8Ti5 | 63–125 | 653 | 718 | 65 | SPS | 10 | A few crystals | 1677 | 102 | 100 | [24] |
| Cu46Zr42Al7Y5 | <53 | 672 | 773 | 101 | SPS | 15 | Amorphous | 1774 | 115 | ~100 | [39] |
| Al86Ni6Y4.5Co2La1.5 | <25 | 545 | - | - | SPS | 10 | Amorphous | 1250 | 119 | ~100 | [13] |
| Cu50Zr45Al5 | 50 | 711 | 769 | 58 | SPS | 30 | Amorphous | 1600 | 93 | 100 | [19] |
| Zr55Cu30Ni5Al10 | 52 | 684 | 757 | 73 | SPS | 10 | Amorphous | 1622 | 98.9 | 98.7 | [27] |
| Zr48Cu36Al8Ag8 | 100 | 709 | 800 | 91 | Hot pressing | 10 | A few crystals | 1864 | 100 | 99 | This work |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, T.; Ciftci, N.; Uhlenwinkel, V.; Scudino, S. Synthesis of Bulk Zr48Cu36Al8Ag8 Metallic Glass by Hot Pressing of Amorphous Powders. J. Manuf. Mater. Process. 2021, 5, 23. https://doi.org/10.3390/jmmp5010023
He T, Ciftci N, Uhlenwinkel V, Scudino S. Synthesis of Bulk Zr48Cu36Al8Ag8 Metallic Glass by Hot Pressing of Amorphous Powders. Journal of Manufacturing and Materials Processing. 2021; 5(1):23. https://doi.org/10.3390/jmmp5010023
Chicago/Turabian StyleHe, Tianbing, Nevaf Ciftci, Volker Uhlenwinkel, and Sergio Scudino. 2021. "Synthesis of Bulk Zr48Cu36Al8Ag8 Metallic Glass by Hot Pressing of Amorphous Powders" Journal of Manufacturing and Materials Processing 5, no. 1: 23. https://doi.org/10.3390/jmmp5010023
APA StyleHe, T., Ciftci, N., Uhlenwinkel, V., & Scudino, S. (2021). Synthesis of Bulk Zr48Cu36Al8Ag8 Metallic Glass by Hot Pressing of Amorphous Powders. Journal of Manufacturing and Materials Processing, 5(1), 23. https://doi.org/10.3390/jmmp5010023