
Punching of Ultra-High-Strength Spring Strips: Evolution of Cutting Edge Radius up to 1,000,000 Strokes for Three Punch Materials



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- a low-cost high-speed alloy steel 1.3343 (X82WMoV6-5; hardness 64 HRC), abbreviated as HSS;
- a powder metallurgical metal CPM Rex 76 (hardness 65 HRC), abbreviated as REX;
- a carbide punch (ISO-Code G40, hardness 85 HRA), abbreviated as CP.
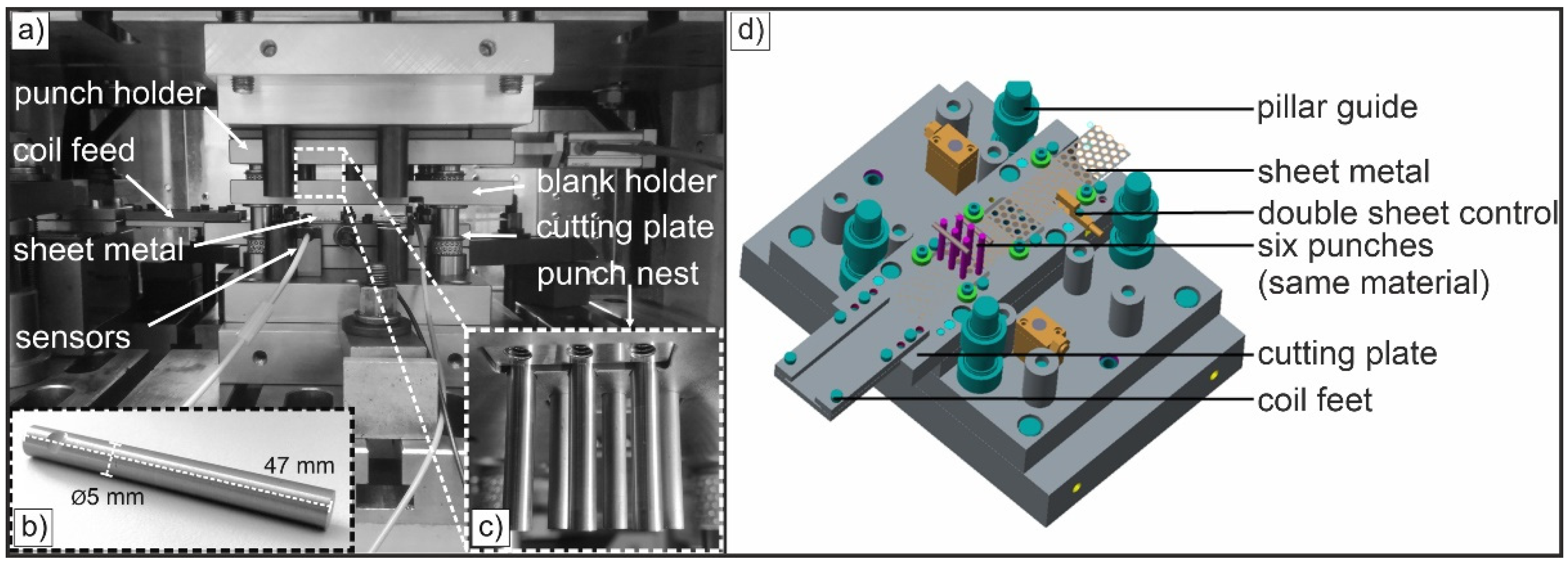
2.2. Punching Experiments up to 1,000,000 Strokes
- First, the raw geometry of punches was wire eroded.
- Afterwards, a two-step shot blasting was performed to induce residual compressive stresses into the surfaces of the punches. The first shot blasting used silicon carbide and aluminum oxide, the second one used ceramic beads.
- Finally, the front surfaces of all punches were ground and subsequently the cutting edges were polished.

2.3. Measuring Concept
2.4. FE-Simulation
3. Results and Discussion
4. Summary and Conclusions
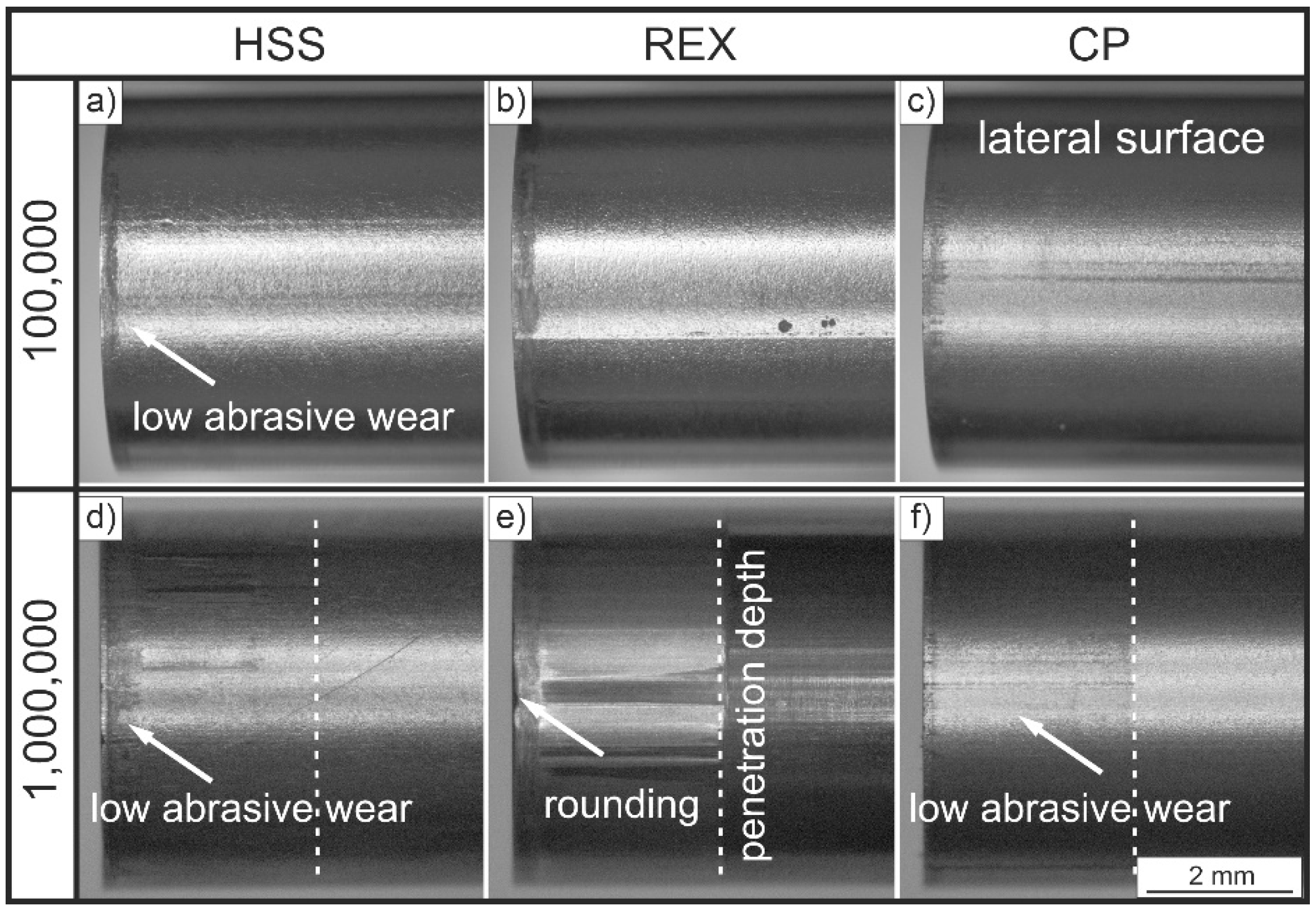
- Punches made of HSS, REX and CP provided very good punching results even after 1,000,000 strokes.
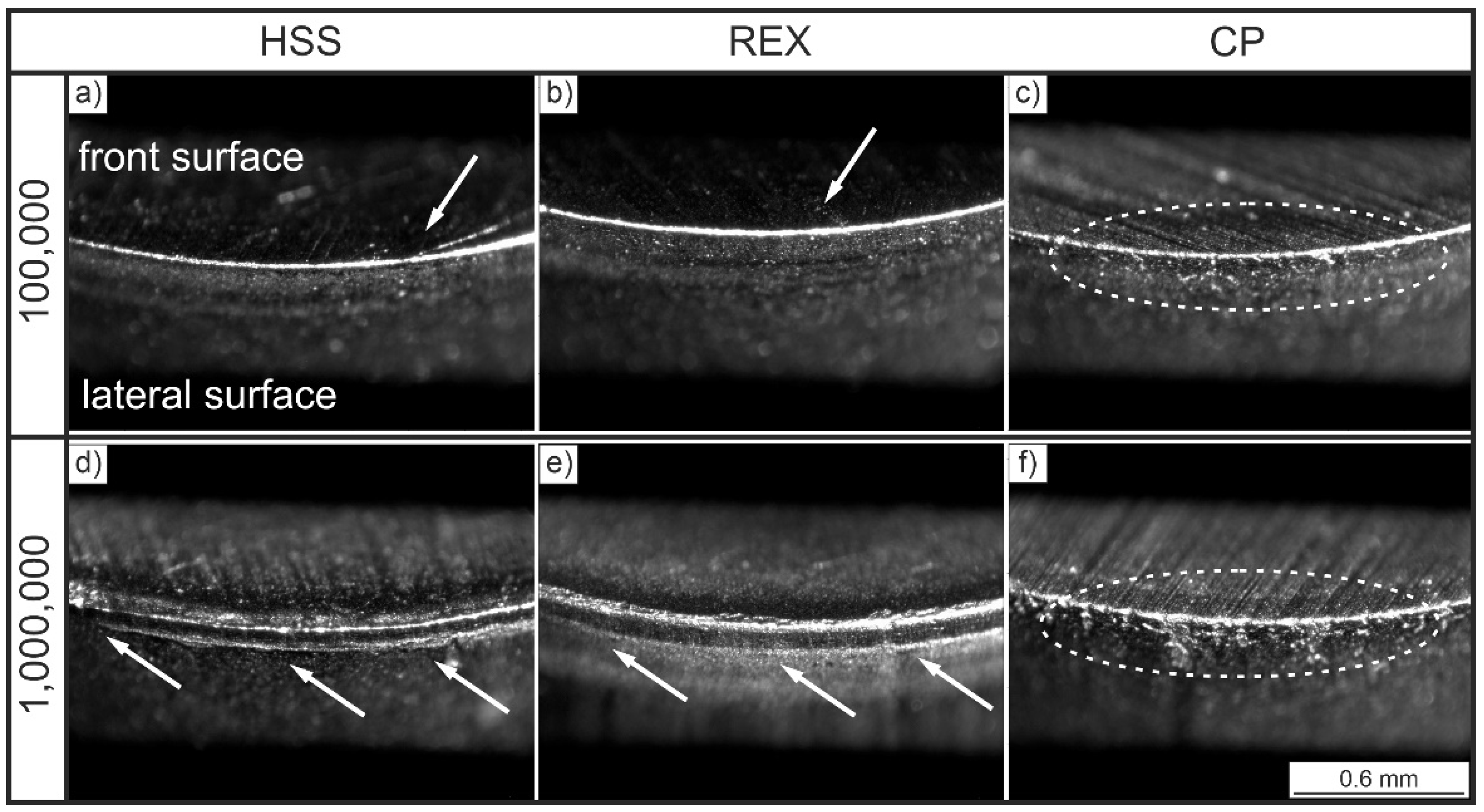
- The punch made of the cheapest material (HSS) achieved the highest amount of burnish zone and thus the best cutting surface after 1,000,000 strokes.
- Increased material removal directly beside the cutting edge led to a reduction of the cutting edge radius in the HSS punches. This corresponds well to numerical simulation results indicating a very high local maximum stress directly beside the cutting edge radius. The weakening of the cutting edge caused by high material removal might lead to an earlier failure of HSS punches at higher stroke numbers in comparison to REX and CP.
- The evolution of the cutting edge radius varies for different punch materials. Depending on the number of strokes and the tool material, it can increase or decrease due to different wear mechanisms. This influences the cutting edge quality significantly.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Merklein, M.; Wieland, M.; Lechner, M.; Bruschi, S.; Ghiotti, A. Hot stamping of boron steel sheets with tailored properties: A review. J. Mater. Process. Technol. 2016, 228, 11–24. [Google Scholar] [CrossRef]
- Sachnik, P.; Hoque, S.E.; Volk, W. Burr-free cutting edges by notch-shear cutting. J. Mater. Process. Technol. 2017, 249, 229–245. [Google Scholar] [CrossRef]
- Maiti, S.K.; Ambekar, A.A.; Singh, U.P.; Date, P.P.; Narasimhan, K. Assessment of influence of some process parameters on sheet metal blanking. J. Mater. Process. Technol. 2000, 102, 249–256. [Google Scholar] [CrossRef]
- Schmitz, F.; Winter, S.; Clausmeyer, T.; Wagner, M.F.X.; Tekkaya, A.E. Adiabatic blanking of advanced high-strength steels. CIRP Ann. 2020, 69, 269–272. [Google Scholar] [CrossRef]
- Nothhaft, K.; Suh, J.; Golle, M.; Picas, I.; Casellas, D.; Volk, W. Shear cutting of press hardened steel: Influence of punch chamfer on process forces, tool stresses and sheared edge qualities. Prod. Eng. 2012, 6, 413–420. [Google Scholar] [CrossRef]
- Pereira, M.P.; Weiss, M.; Rolfe, B.F.; Hilditch, T.B. The effect of the die radius profile accuracy on wear in sheet metal stamping. Int. J. Mach. Tools Manuf. 2013, 66, 44–53. [Google Scholar] [CrossRef]
- Shirzadian, S.; Bhowmick, S.; Alpas, A.T. Characterization of galling during dry and lubricated punching of AA5754 sheet. Adv. Ind. Manuf. Eng. 2021, 3, 100064. [Google Scholar] [CrossRef]
- Zeidi, A.; Ben Saada, F.; Elleuch, K.; Atapek, H. AISI D2 punch head damage: Fatigue and wear mechanism. Eng. Fail. Anal. 2021, 129, 105676. [Google Scholar] [CrossRef]
- Otroshi, M.; Meschut, G. Influence of cutting clearance and punch geometry on the stress state in small punch test. Eng. Fail. Anal. 2022, 136, 106183. [Google Scholar] [CrossRef]
- Hambli, R.; Richir, S.; Crubleau, P.; Taravel, B. Prediction of optimum clearance in sheet metal blanking processes. Int. J. Adv. Manuf. Technol. 2003, 22, 20–25. [Google Scholar] [CrossRef]
- Pereira, M.P.; Yan, W.; Rolfe, B.F. Wear at the die radius in sheet metal stamping. Wear 2012, 274–275, 355–367. [Google Scholar] [CrossRef]
- Babu, S.S.M.; Berry, S.; Ward, M.; Krzyzanowski, M. Numerical investigation of key stamping process parameters influencing tool life and wear. Procedia Manuf. 2018, 15, 427–435. [Google Scholar] [CrossRef]
- Narojczyk, J.; Werner, Z.; Piekoszewski, J. Analysis of the wear process of nitrogen implanted HSS stamping dies. Vacuum 2001, 63, 691–695. [Google Scholar] [CrossRef]
- Winter, S.; Nestler, M.; Galiev, E.; Hartmann, F.; Psyk, V.; Kräusel, V.; Dix, M. Adiabatic Blanking: Influence of Clearance, Impact Energy, and Velocity on the Blanked Surface. J. Manuf. Mater. Process. 2021, 5, 35. [Google Scholar] [CrossRef]
- Winter, S.; Galiev, E.; Nestler, M.; Psyk, V. Verschleißerscheinungen an PM und HM-Stempeln beim Stanzen. Z. Wirtsch. Fabr. 2020, 115, 621–624. [Google Scholar] [CrossRef]
- Kennedy, D.M.; Vahey, J.; Hanney, D. Micro shot blasting of machine tools for improving surface finish and reducing cutting forces in manufacturing. Mater. Des. 2005, 26, 203–208. [Google Scholar] [CrossRef] [Green Version]
- Harada, Y.; Mori, K. Effect of processing temperature on warm shot peening of spring steel. J. Mater. Process. Technol. 2005, 162–163, 498–503. [Google Scholar] [CrossRef]
- Bai, S.; Sha, Y.; Zhang, J. The effect of compression loading on fatigue crack propagation after a single tensile overload at negative stress ratios. Int. J. Fatigue 2018, 110, 162–171. [Google Scholar] [CrossRef]
- Keunecke, M.; Stein, C.; Bewilogua, K.; Koelker, W.; Kassel, D.; den Berg, H. van Modified TiAlN coatings prepared by d.c. pulsed magnetron sputtering. Surf. Coat. Technol. 2010, 205, 1273–1278. [Google Scholar] [CrossRef]
- Sergejev, F.; Peetsalu, P.; Sivitski, A.; Saarna, M.; Adoberg, E. Surface fatigue and wear of PVD coated punches during fine blanking operation. Eng. Fail. Anal. 2011, 18, 1689–1697. [Google Scholar] [CrossRef]
- Boing, D.; de Oliveira, A.J.; Schroeter, R.B. Limiting conditions for application of PVD (TiAlN) and CVD (TiCN/Al2O3/TiN) coated cemented carbide grades in the turning of hardened steels. Wear 2018, 416–417, 54–61. [Google Scholar] [CrossRef]
- Winter, S.; Stein, C.; Richter, K.; Höfer, M.; Sittinger, V.; Psyk, V.; Kräusel, V. Erprobung anwendungsadaptierter CVD-Diamantschichten beim Stanzen. Z. Wirtsch. Fabr. 2021, 116, 464–468. [Google Scholar] [CrossRef]
- Bensely, A.; Prabhakaran, A.; Mohan Lal, D.; Nagarajan, G. Enhancing the wear resistance of case carburized steel (En 353) by cryogenic treatment. Cryogenics 2005, 45, 747–754. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Ray, K.K. Sub-zero treatments of AISI D2 steel: Part I. Microstructure and hardness. Mater. Sci. Eng. A 2010, 527, 2182–2193. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Ray, K.K. Sub-zero treatments of AISI D2 steel: Part II. Wear behavior. Mater. Sci. Eng. A 2010, 527, 2194–2206. [Google Scholar] [CrossRef]
- Siebert, S.; Theisen, W.; Sirosh, V.A.; Razumov, O.N.; Oppenkowski, A.; Gavriljuk, V.G.; Skoblik, A.P.; Tyshchenko, A.I.; Petrov, Y.N. Low-temperature martensitic transformation and deep cryogenic treatment of a tool steel. Mater. Sci. Eng. A 2010, 527, 7027–7039. [Google Scholar] [CrossRef]
- Blinn, B.; Winter, S.; Weber, M.; Demmler, M.; Kräusel, V.; Beck, T. Analyzing the influence of a deep cryogenic treatment on the mechanical properties of blanking tools by using the short-time method PhyBaLCHT. Mater. Sci. Eng. A 2021, 824, 141846. [Google Scholar] [CrossRef]
- Richter, K.; Reuther, F.; Müller, R. A simulation-based approach to predict the springback behavior of ultra-high strength spring strips. Mater. Sci. Forum 2019, 949, 48–56. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| In Wt.-% | 1.4310 | HSS | REX | CP |
|---|---|---|---|---|
| C | 0.10 | 0.9 | 1.5 | |
| Si | 1.11 | 0.3 | 0.3 | |
| Mn | 1.15 | 0.3 | 0.3 | |
| Cr | 16.8 | 4.0 | 3.8 | |
| Mo | 0.68 | 5.1 | 5.3 | |
| Ni | 6.7 | |||
| V | 1.9 | 3.1 | ||
| Co | 8.5 | 18.00 | ||
| W | 6.2 | 9.7 | 82.00 | |
| Fe | balance | balance | balance |
| A in MPa | B in MPa | C | n | k |
|---|---|---|---|---|
| 1824 | 1556 | 0.013 | 0.19 | 0.59 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Winter, S.; Richter, K.; Galiev, E.; Nestler, M.; Psyk, V.; Kräusel, V. Punching of Ultra-High-Strength Spring Strips: Evolution of Cutting Edge Radius up to 1,000,000 Strokes for Three Punch Materials. J. Manuf. Mater. Process. 2022, 6, 38. https://doi.org/10.3390/jmmp6020038
Winter S, Richter K, Galiev E, Nestler M, Psyk V, Kräusel V. Punching of Ultra-High-Strength Spring Strips: Evolution of Cutting Edge Radius up to 1,000,000 Strokes for Three Punch Materials. Journal of Manufacturing and Materials Processing. 2022; 6(2):38. https://doi.org/10.3390/jmmp6020038
Chicago/Turabian StyleWinter, Sven, Karsten Richter, Elmar Galiev, Matthias Nestler, Verena Psyk, and Verena Kräusel. 2022. "Punching of Ultra-High-Strength Spring Strips: Evolution of Cutting Edge Radius up to 1,000,000 Strokes for Three Punch Materials" Journal of Manufacturing and Materials Processing 6, no. 2: 38. https://doi.org/10.3390/jmmp6020038
APA StyleWinter, S., Richter, K., Galiev, E., Nestler, M., Psyk, V., & Kräusel, V. (2022). Punching of Ultra-High-Strength Spring Strips: Evolution of Cutting Edge Radius up to 1,000,000 Strokes for Three Punch Materials. Journal of Manufacturing and Materials Processing, 6(2), 38. https://doi.org/10.3390/jmmp6020038