
A Methodology for Tribo-Mechanical Characterization of Metallic Alloys under Extreme Loading and Temperature Conditions Typical of Metal Cutting Processes


 ,
,  and
and 
Abstract
:1. Introduction
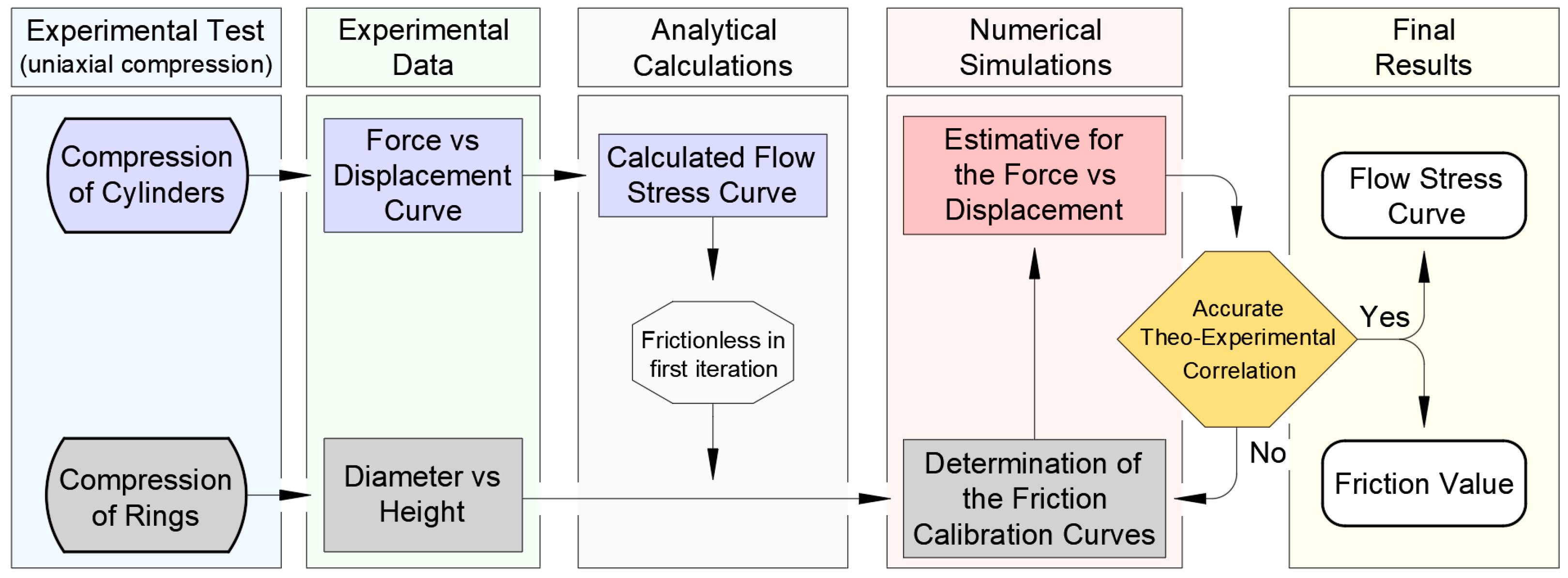
2. Efficient Methodology for Independent Calibration of Friction and Plasticity
2.1. Candidate Calibration Techniques for Friction Evaluation
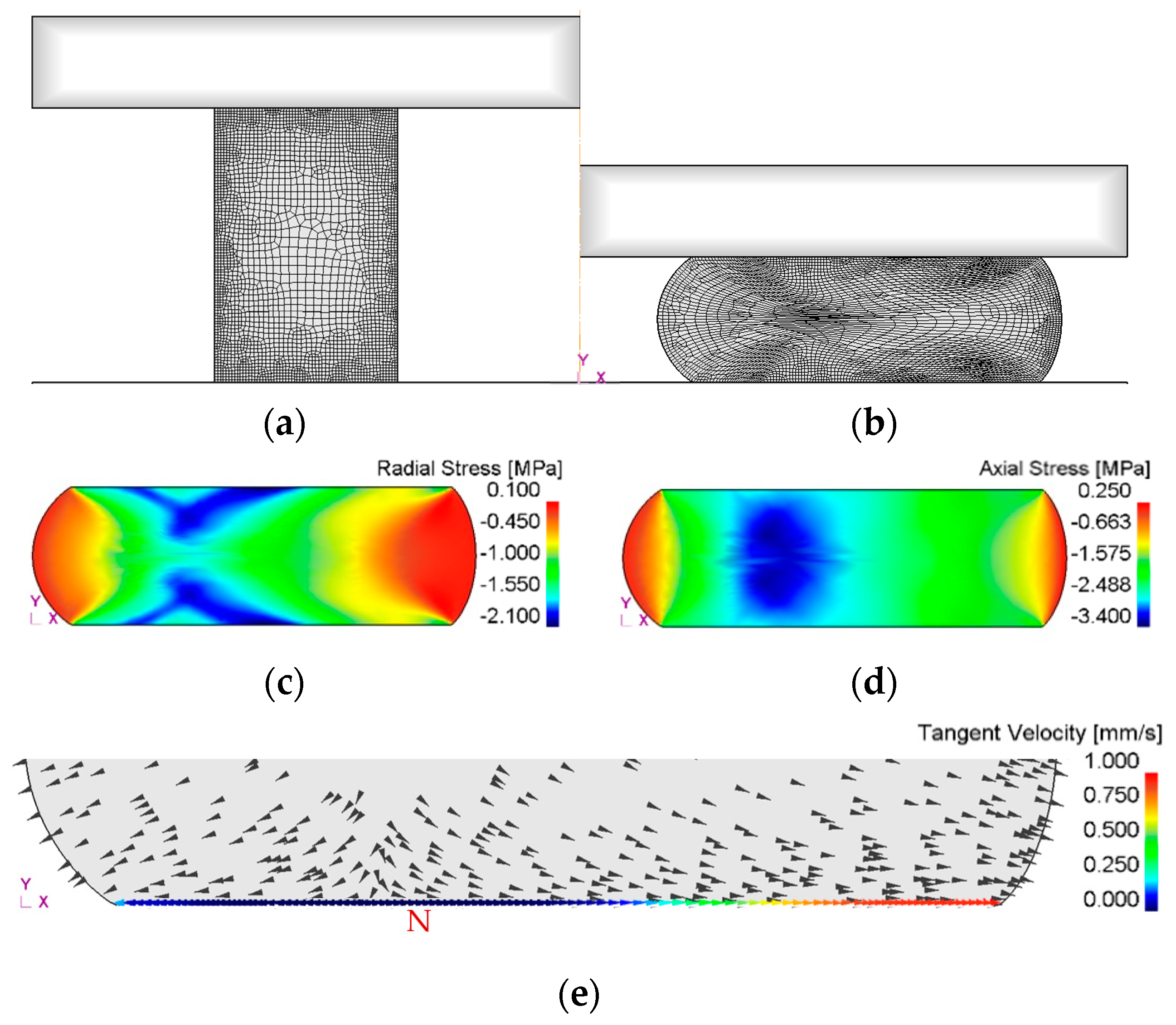
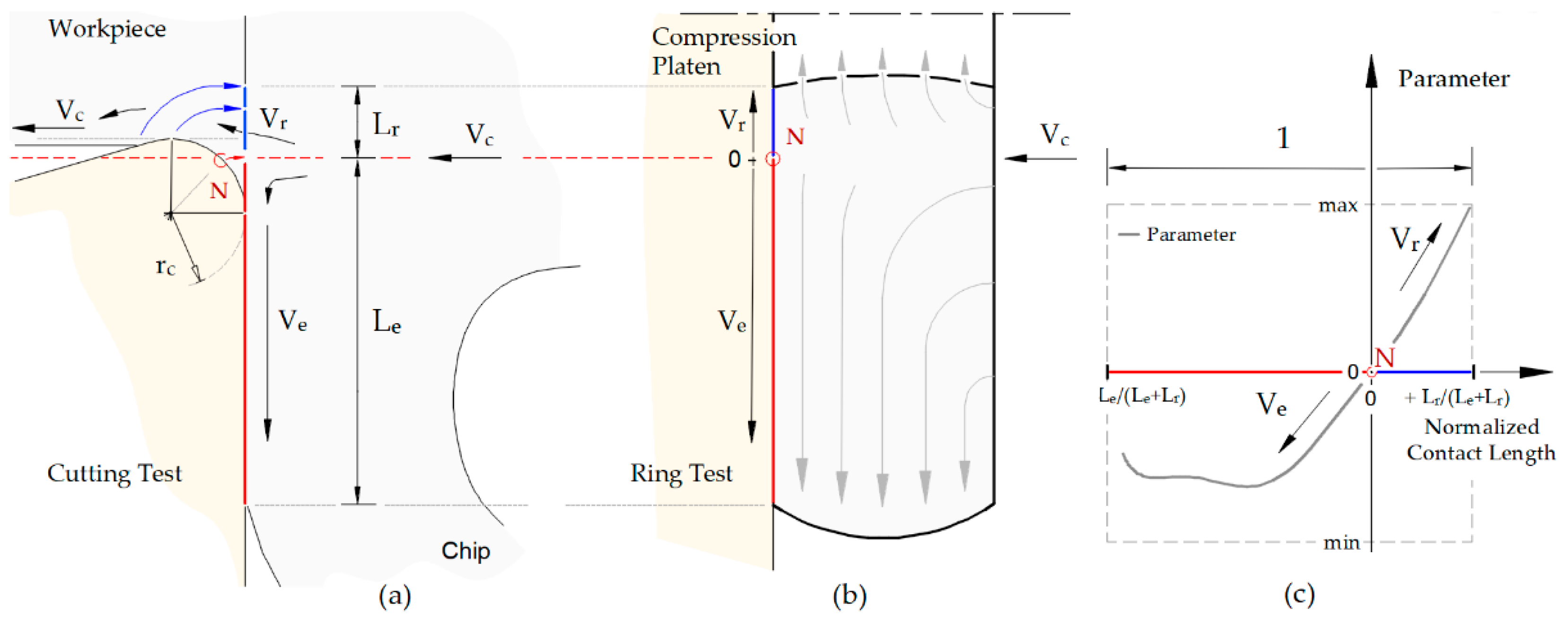
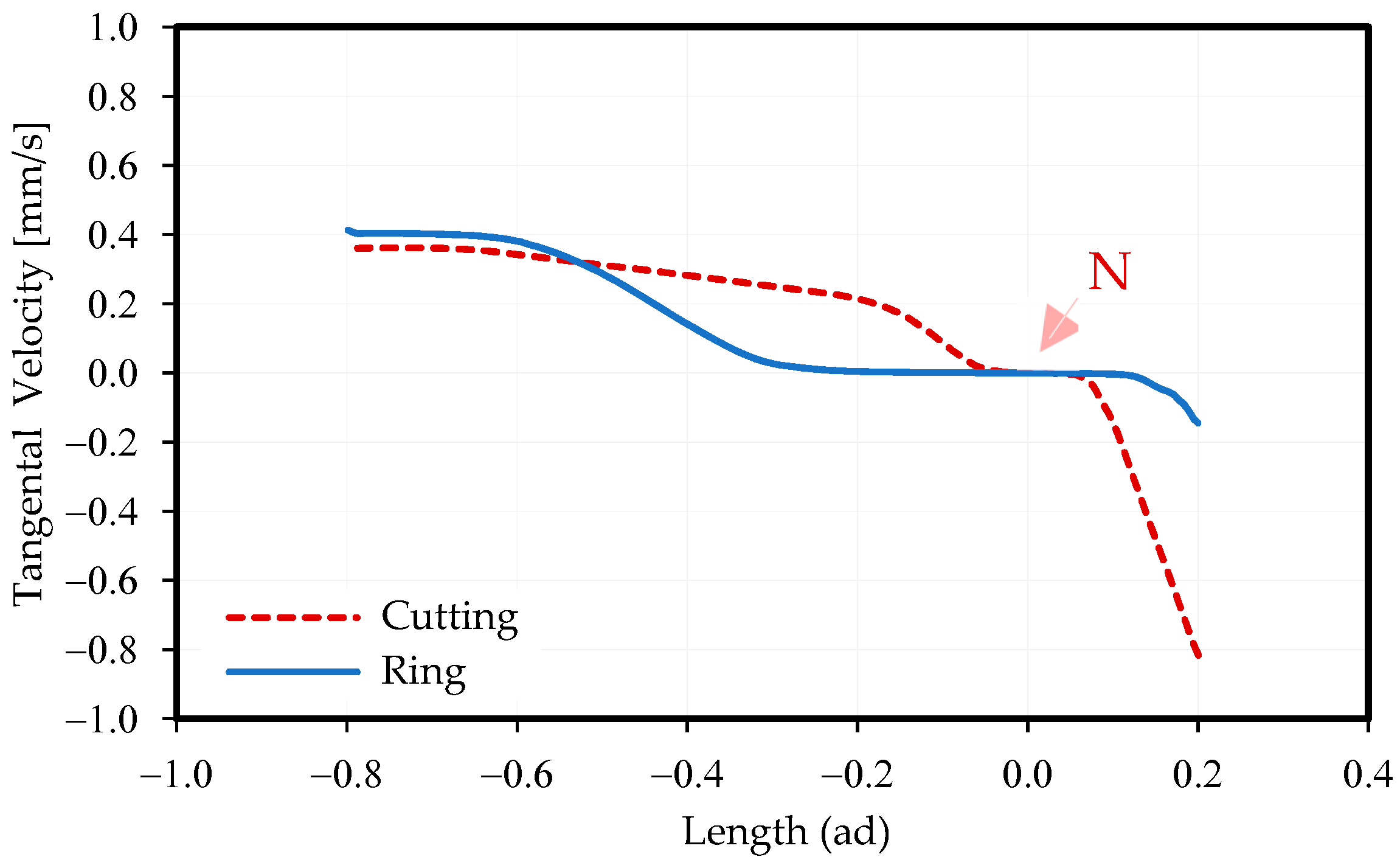
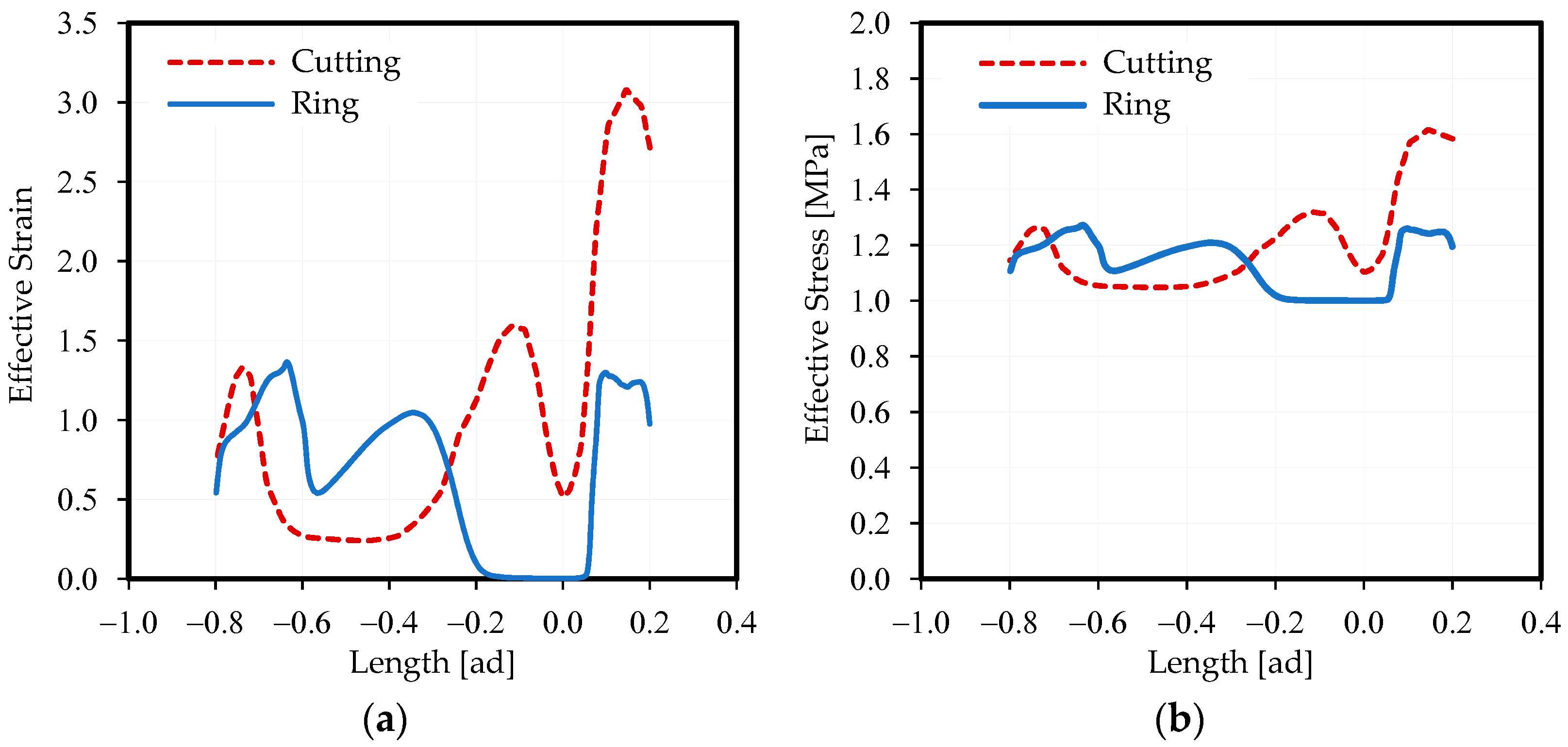
2.2. Compliance of the Ring Test with Metal Cutting
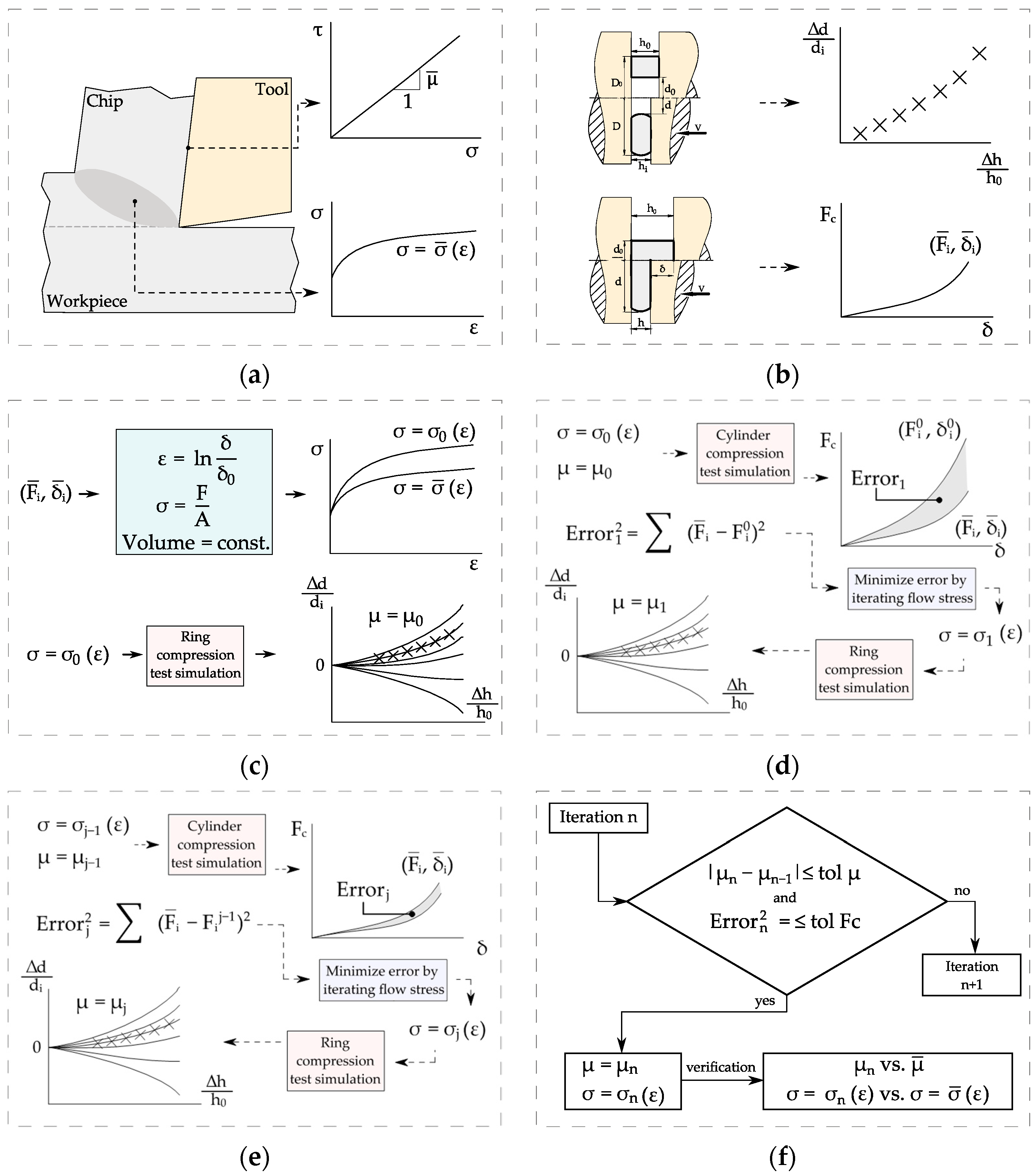
2.3. Estimation of Mechanical Contact Conditions
2.4. Identification of Tribology and Plasticity Models Constants
3. Materials and Experimental Methods
3.1. Materials

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Co | Mo | Ti | Si | Mn | C | P | S | |
|---|---|---|---|---|---|---|---|---|---|
| Standard min | 18.0 | 8.5 | 4.6 | 0.5 | - | - | - | - | - |
| Standard Max | 19.0 | 9.6 | 5.2 | 0.8 | 0.10 | 0.10 | 0.03 | 0.01 | 0.01 |
| Current | 18.80 | 8.84 | 5.15 | 0.65 | 0.05 | 0.03 | 0.02 | <0.001 | <0.001 |
| (wt%) | Ag | As + Sb + Sn | Bi | Cu | Fe | Pb | Zn |
|---|---|---|---|---|---|---|---|
| Standard min | 0.002 | - | - | 0.04 | - | 99.90 | - |
| Standard Max | 0.02 | 0.002 | 0.005 | 0.08 | 0.002 | - | 0.001 |


3.2. Experimental Setup
3.3. Experimental Methodology and Work Plan
4. Results
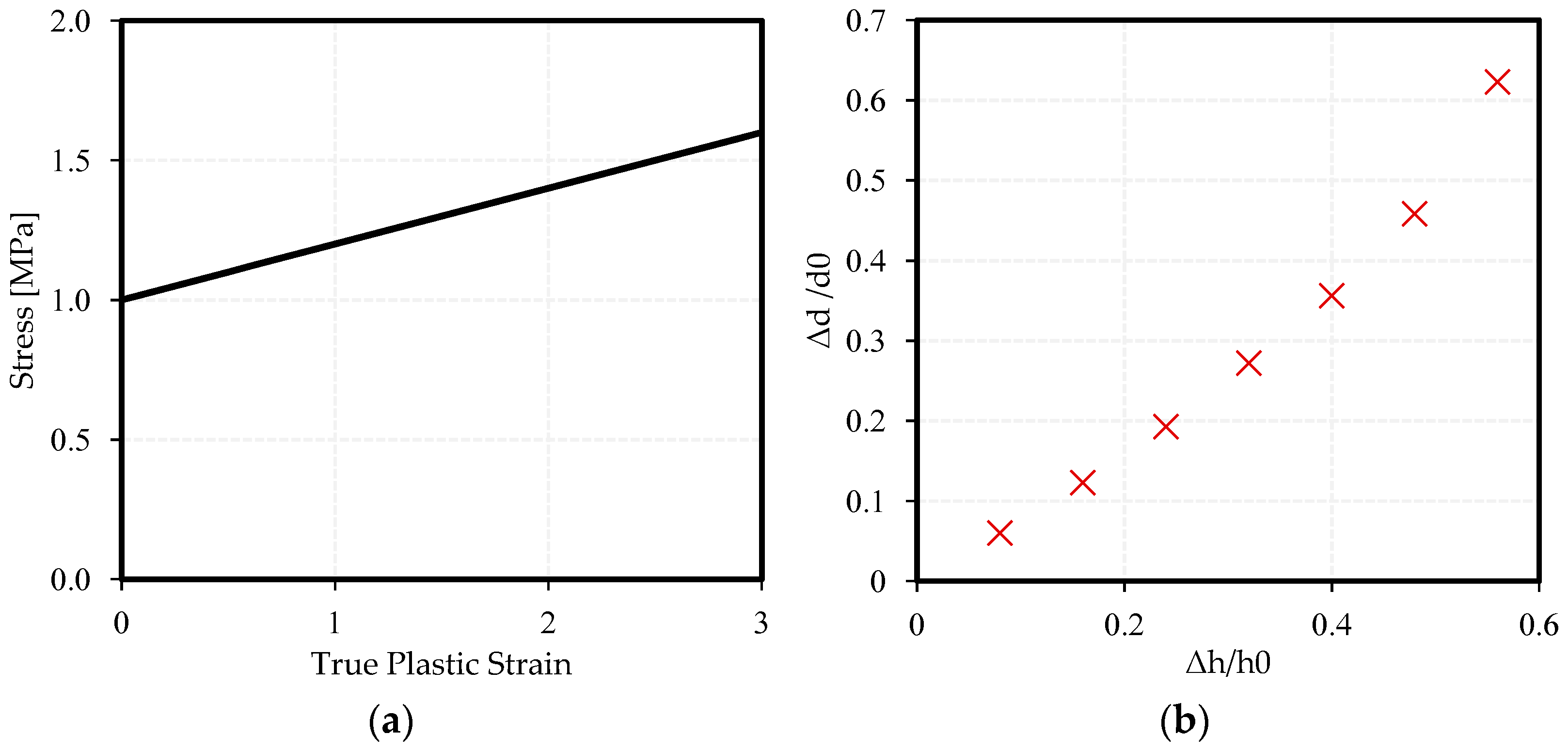
4.1. Tribological and Plastic Determination
4.2. Measurement of the Coefficient of Friction
4.3. Adequacy of the Ring Test
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| aCOF | Apparent coefficient of friction |
| AMed | Additively manufactured |
| CMed | Conventionally manufactured |
| COF | Average coefficient of friction |
| FEM | Finite element method |
| HiPIMS | High power pulsed magnetron sputtering |
| OCT | Orthogonal cutting test |
| PVD | Physical vapor deposition |
| RCT | Ring compression test |
| A | Material hardening parameter |
| B | Material hardening parameter |
| C | Material hardening parameter |
| d | Inner diameter |
| D | Material hardening parameter, Outer diameter |
| Cutting force, compression force | |
| Feed force, longitudinal force | |
| Thrust force, expansion force | |
| h | height |
| L | Characteristic length |
| Contact length of secondary plastic flow | |
| Contact length of primary plastic flow | |
| Total contact length | |
| Material hardening parameter | |
| Material hardening parameter | |
| N | Neutral line, stagnation-point |
| Arithmetic average of the roughness profile; | |
| Cutting edge radius; | |
| Room temperature | |
| Uncut chip thickness | |
| Cutting velocity (metal cutting) or compression velocity (ring test) | |
| Exit velocity of primary plastic flow, tangential velocity in the chip-tool contact interface or expansion velocity in the ring-tool contact interface | |
| Relief velocity in metal cutting or reverse inward velocity in ring test | |
| Tool rake angle | |
| Strain rate | |
| Effective plastic strain | |
| μ | Coulomb friction parameter |
| Relief angle, clearance angle |
References
- Melkote, S.N.; Grzesik, W.; Outeiro, J.C.; Rech, J.; Schulze, V.; Attia, H.; Arrazola, P.J.; M’Saoubi, R.; Saldana, C. Advances in material and friction data for modelling of metal machining. CIRP Ann. 2017, 66, 731–754. [Google Scholar] [CrossRef] [Green Version]
- Sahoo, P.; Patra, K.; Szalay, T.; Dyakonov, A.A. Determination of minimum uncut chip thickness and size effects in micro-milling of P-20 die steel using surface quality and process signal parameters. Int. J. Adv. Manuf. Technol. 2020, 106, 4675–4691. [Google Scholar] [CrossRef]
- Kronenberg, M. Machining Science and Application. In Theory and Practice for Operation and Development of Machining Processes; Pergamon Press: Oxford, UK, 1966. [Google Scholar]
- Vipindas, K.; Anand, K.N.; Mathew, J. Effect of cutting edge radius on micro end milling: Force analysis, surface roughness, and chip formation. Int. J. Adv. Manuf. Technol. 2018, 97, 711–722. [Google Scholar] [CrossRef]
- Munoa, J.; Beudaert, X.; Dombovari, Z.; Altintas, Y.; Budak, E.; Brecher, C.; Stepan, G. Chatter suppression techniques in metal cutting. CIRP Ann. 2016, 65, 785–808. [Google Scholar] [CrossRef]
- Singh, K.; Kartik, V.; Singh, R. Modeling dynamic stability in high-speed micromilling of Ti–6Al–4V via velocity and chip load dependent cutting coefficients. Int. J. Mach. Tools Manuf. 2015, 96, 56–66. [Google Scholar] [CrossRef]
- Rosa, P.A.R.; Gregorio, A.V.L.; Davim, J.P. The Role of Oxygen in Orthogonal Machining of Metals. In Measurement in Machining and Tribology; Springer: Cham, Switzerland, 2019; pp. 49–88. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Lucca, D.A.; Walter, A. Chemical Aspects of Machining Processes. CIRP Ann. 2004, 53, 685–699. [Google Scholar] [CrossRef]
- Astakhov, V.P. Tribology of Metal Cutting; Tribology and Interface Engineering Series; Elsevier: Amsterdam, The Netherlands, 2006; Volume 52, pp. 1–425. [Google Scholar]
- Silva, T.E.; Rosa, P.A.; Reis, A.R.; de Jesus, A.M. Machinability of the 18Ni300 Additively Manufactured Maraging Steel Based on Orthogonal Cutting Tests. In Innovations in Mechanical Engineering; Springer: Cham, Switzerland, 2021; pp. 1–13. [Google Scholar] [CrossRef]
- Markopouls, A.P.; Vaxevanidis, N.M.; Manolakos, D.E. Friction and Material Modelling in Finite Element Simulation of Orthogonal Cutting. Tribol. Ind. 2015, 37, 440–448. [Google Scholar]
- Armarego, E.J.; Brown, R.H. The Machining of Metals; Prentice-Hall: Hoboken, NJ, USA, 1969. [Google Scholar]
- Astakhov, V.P.; Outeiro, J.C. Metal Cutting Mechanics, Finite Element Modelling. In Machining, Fundamentals and Recent Advances; Springer: London, UK, 2008; pp. 1–27. [Google Scholar] [CrossRef]
- Lin, Z.C.; Pan, W.C.; Lo, S.P. A study of orthogonal cutting with tool flank wear and sticking behaviour on the chip-tool interface. J. Mater. Process. Technol. 1995, 52, 524–538. [Google Scholar] [CrossRef]
- Lin, Z.C.; Lin, S.Y. A Coupled Finite Element Model of Thermo-Elastic-Plastic Large Deformation for Orthogonal Cutting. J. Eng. Mater. Technol. 1992, 114, 218–226. [Google Scholar] [CrossRef]
- Schey, J.A. Tribology in Metal Working: Friction, Lubrication and Wear; American Society for Metals: Metals Park, OH, USA, 1983. [Google Scholar]
- Kačmarčik, I.; Movrin, D.; Ivanišević, A. One Contribution to the Friction Investigation in Bulk Metal Forming. J. Technol. Plast. 2011, 36, 35–48. [Google Scholar] [CrossRef] [Green Version]
- Groche, P.; Müller, C.; Stahlmann, J.; Zang, S. Mechanical conditions in bulk metal forming tribometers—Part one. Tribol. Int. 2013, 62, 223–231. [Google Scholar] [CrossRef]
- Plančak, M.; Car, Z.; Kršulja, M.; Vilotić, D.; Kačmarčik, I.; Movrin, D. Possibilities to measure contact friction in bulk metal forming. Teh. Vjesn. 2012, 19, 727–734. [Google Scholar]
- Totten, G.; Liang, H. Mechanical Tribology: Materials, Characterization, and Applications; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Bay, N.; Wibom, O.; Martins, P.A.F. Testing of Friction and Lubrication in Bulk Metal Forming. In Proceedings of the IMECE 98-International Mechanical Engineering Conference and Exhibition, Anaheim, CA, USA, 15–20 November 1998. [Google Scholar]
- Cristino, V.A.M.; Rosa, P.A.R.; Martins, P.A.F. On the utilization of pin-on-disc simulative tests for the calibration of friction in metal cutting. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2009, 224, 169–177. [Google Scholar] [CrossRef]
- Grzesik, W.; Zalisz, Z.; Nieslony, P. Friction and Wear Testing of Multilayer Coatings on Carbide Substrates for Dry Machining Applications. Surf. Coat. Technol. 2002, 155, 37–45. [Google Scholar] [CrossRef]
- Olsson, M.; Soderberg, S.; Jacobson, S.; Hogmark, S. Simulation of Cutting Pin-on-Disc Test. Int. J. Mach. Tools Manuf. 1989, 29, 377–390. [Google Scholar] [CrossRef]
- Hedenquist, P.; Olsson, M. Sliding Wear Testing of Coated Cutting Tool Materials. Tribol. Int. 1991, 24, 143–150. [Google Scholar] [CrossRef]
- Zemzemi, F.; Rech, J.; Salem, W.B.; Kapsa, P.; Dogui, A. Development of a Friction Model for the Tool–Chip–Workpiece Interface during Dry Machining of AISI4142 Steel with TiN Coated Carbide Cutting Tools. Int. J. Mach. Mach. Mater. 2007, 2, 361–367. [Google Scholar] [CrossRef]
- Sun, K.; Peng, W.; Wei, B.; Yang, L.; Fang, L. Friction and Wear Characteristics of 18Ni(300) Maraging Steel under High-Speed Dry Sliding Conditions. Materials 2020, 13, 1485. [Google Scholar] [CrossRef] [Green Version]
- Tomaz, Í.V.; Pardal, J.M.; Fonseca, M.C. Influence of minimum quantity lubrication in the surface quality of milled maraging steel. Int. J. Adv. Manuf. Technol. 2019, 104, 4301–4311. [Google Scholar] [CrossRef]
- Jaffery, S.H.I.; Mativenga, P.T. Wear mechanisms analysis for turning Ti-6Al-4V—towards the development of suitable tool coatings. Int. J. Adv. Manuf. Technol. 2011, 58, 479–493. [Google Scholar] [CrossRef]
- Male, A.T.; Cockcroft, M.G. A method for the determination of the coefficient of friction of metals under conditions of bulk plastic deformation. J. Inst. Met. 1964, 93, 38–46. [Google Scholar]
- Lazzarotto, L.; Dubar, L.; Dubois, A.; Ravassard, P.; Oudin, J. Identification of Coulomb’s coefficient of friction in real contact conditions applied to a wire drawing process. Wear 1997, 211, 54–63. [Google Scholar] [CrossRef]
- Hill, R. LXVI. On the inhomogeneous deformation of a plastic lamina in a compression test. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1950, 41, 733–744. [Google Scholar] [CrossRef]
- Schrader, T.; Shirgaokar, M.; Altan, T. A critical evaluation of the double cup extrusion test for selection of cold forging lubricants. J. Mater. Process. Technol. 2007, 189, 36–44. [Google Scholar] [CrossRef]
- Bay, N.; Wibom, O.; Nielsen, J.A. A new friction and lubrication test for cold forging. CIRP Ann. Manuf. Technol. 1995, 44, 217–221. [Google Scholar] [CrossRef]
- Andreasen, J.L.; Bay, N. A Strip Reduction Test for Measurement of Lubricity in Ironing. In Proceedings of the 19th IDDRG Biennial Congress, Eger, Hungary, 10–14 June 1996; pp. 435–444. [Google Scholar]
- Fereshteh-Saniee, F.; Pillinger, I.; Hartley, P. Friction modelling for the physical simulation of the bulk metal forming processes. J. Mater. Process. Technol. 2004, 153–154, 151–156. [Google Scholar] [CrossRef]
- Wagener, H.W.; Wolf, J. Coefficient of friction in Cold Extrusion. J. Mater. Process. Technol. 1994, 44, 283–291. [Google Scholar] [CrossRef]
- Zhang, Q.; Felder, E.; Bruschi, S. Evaluation of friction conditions in cold forging by using T-shape compression test. J. Mater. Process. Technol. 2009, 209, 5720–5729. [Google Scholar] [CrossRef]
- Hou, G.; Li, A. Effect of Surface Micro-Hardness Change in Multistep Machining on Friction and Wear Characteristics of Titanium Alloy. Appl. Sci. 2021, 11, 7471. [Google Scholar] [CrossRef]
- Srivastava, A.; Srivastava, A.; Mishra, A. Analysis of Friction Factor & Coefficient of Friction Using Ring Compression Test under Various Lubricants. Int. J. Eng. Tech. Res. 2019, 9, 17–23. [Google Scholar] [CrossRef]
- Martín, F.; Martín, M.J.; Sevilla, L.; Sebastián, M.A. The Ring Compression Test: Analysis of Dimensions and Canonical Geometry. Procedia Eng. 2015, 132, 326–333. [Google Scholar] [CrossRef] [Green Version]
- Sofuoglu, H.; Rasty, J. On the measurement of friction coefficient utilizing the ring compression test. Tribol. Int. 1999, 32, 327–335. [Google Scholar] [CrossRef]
- Kunogi, M. On Plastic Deformation of Hollow Cylinders under Axial Compressive Loading. J. Sci. Res. Inst. 1954, 2, 63–92. [Google Scholar]
- Hu, Z.M.; Dean, T.A. A study of surface topography, friction and lubricants in metal forming. Int. J. Mach. Tools Manuf. 2000, 40, 1637–1649. [Google Scholar] [CrossRef]
- Mahrenholtz, O.; Bontcheva, N.; Iankov, R. Influence of surface roughness on friction during metal forming processes. J. Mater. Process. Technol. 2005, 159, 9–16. [Google Scholar] [CrossRef]
- Sahin, M.; Cetinarslan, C.S.; Akata, H.E. Effect of surface roughness on friction coefficients during upsetting processes for different materials. Mater. Des. 2007, 28, 633–640. [Google Scholar] [CrossRef]
- Cristino, V.A.M.; Rosa, P.A.R.; Martins, P.A.F. The Role of Interfaces in the Evaluation of Friction by Ring Compression Testing. Exp. Tech. 2015, 39, 47–56. [Google Scholar] [CrossRef]
- Wright, P.K. Frictional interactions in machining: Comparisons between transparent sapphire and steel cutting tools. Metall. Res. Technol. 1981, 8, 150–160. [Google Scholar] [CrossRef]
- Bagchi, A.; Wright, P.K. Stress analysis in machining with the use of sapphire tools. Proc. R. Soc. Lond. A. 1987, 409, 90–113. [Google Scholar] [CrossRef]
- Seward, O.; Cepero-Mejías, F.; Fairclough, J.P.A.; Kerrigan, K. Development of a Novel Friction Model for Machining Simulations in Unidirectional Composite Materials. Polymers 2022, 14, 847. [Google Scholar] [CrossRef]
- Kuhlmann-Wilsdorf, D. What role for contact spots and dislocations in friction and wear? Wear 1996, 200, 8–29. [Google Scholar] [CrossRef]
- Pepper, S. Effect of interfacial species on shear strength of metal-sapphire contacts. J. Appl. Phys. 1979, 50, 8062–8066. [Google Scholar] [CrossRef]
- Williams, J.A.; Tabor, D. The role of lubricants in machining. Wear 1977, 43, 275–292. [Google Scholar] [CrossRef]
- Madhavan, V.; Chandrasekar, S.; Farris, T.N. Direct observations of the chip-tool interface in the low speed cutting of pure metals. J. Tribol. 2002, 124, 617–626. [Google Scholar] [CrossRef]
- Silva, T.; Gregório, A.; Silva, F.; Xavier, J.; Reis, A.; Rosa, P.; de Jesus, A. Numerical-Experimental Plastic-Damage Characterisation of Additively Manufactured 18Ni300 Maraging Steel by Means of Multiaxial Double-Notched Specimens. J. Manuf. Mater. Process. 2021, 5, 84. [Google Scholar] [CrossRef]
- Lang, F.H.; Kenyon, N. Welding of maraging steels. In WRC Bulletin; Welding Research Council: New York, NY, USA, 1971; Volume 159. [Google Scholar]
- Król, M.; Snopiński, P.; Czech, A. The phase transitions in selective laser-melted 18-NI (300-grade) maraging steel. J. Therm. Anal. Calorim 2020, 142, 1011–1018. [Google Scholar] [CrossRef] [Green Version]
- U.S. Department of Defense. MIL-S-46850D—Steel: Bar, Plate, Sheet, Strip, Forgings, and Extrusions, 18 Percent Nickel Alloy, Maraging, 200 KSI, 250 KSI, 300 KSI, and 350 KSI, High Quality; U.S. Department of Defense: Washington, DC, USA, 1991.
- SAE International. Metals and Alloys in the Unified Numbering System (UNS), 13th ed.; SAE International: Warrendale, PA, USA, 2017. [Google Scholar]
- Properties and Selection: Nonferrous Alloys and Special Purpose Materials. In ASM Handbook; American Society of Materials: Cleveland, OH, USA, 2005; Volume 2.
- Silva, T.E.F.; Gregório, A.V.L.; de Jesus, A.M.P.; Rosa, P.A.R. An Efficient Methodology towards Mechanical Characterization and Modelling of 18Ni300 AMed Steel in Extreme Loading and Temperature Conditions for Metal Cutting Applications. J. Manuf. Mater. Process. 2021, 5, 83. [Google Scholar] [CrossRef]
- Shaw, M.C. Metal Cutting Principles, 2nd ed.; Oxford University Press: New York, NY, USA, 2005. [Google Scholar]
























| Material | Ra (Mean ± Standard Deviation) | Geometry | ||
|---|---|---|---|---|
| Substrate/Coat | Rake/Clearance (μm) | Rake/Clearence Angles (°) | Edge Radius (μm) | |
| Compression Platens (uniaxial and ring test) | WC–15 wt% Co/TiAlSiN, 2.5 μm, PVD HiPIMS | 0.021 ± 0.009/no | no | no |
| Cutting Tool (orthogonal cutting) | 0.033 ± 0.012/0.035 ± 0.013 | 0/6 | 1 | |
| Cutting Insert (industrial test) | 0.271 ± 0.053/0.243 ± 0.041 | 7/6 | 8 | |
| Exp. Test | Workpiece | Initial Temperature (°C) | Normal Velocity (m/s) | Lubricant |
|---|---|---|---|---|
| Cylinder Compression | UNS L51120 | 22 | QS, 5 | lubricated/dry |
| CM/AMed 18Ni300 | 22, 100, 370 | QS, 5, 10, 20 | lubricated/dry | |
| Ring Compression | UNS L51120 | 22 | QS, 5 | lubricated/dry |
| CM/AMed 18Ni300 | 22, 100, 370 | QS, 5, 10, 20 | ||
| Orthogonal Cutting | CM/AMed 18Ni300 | 22 | QS, 0.001, 0,5, 1 | dry |
| UNS L51120 | ||||
| Industrial Turning | CM/AMed 18Ni300 | 22 | 3, 4 |
| Condition | A | B | C | D | m | n |
|---|---|---|---|---|---|---|
| Experimental flow curve | −1.638 | −12.544 | −1.13 | 0.2695 | −3.564 | 0.01 |
| Frictionless flow curve | −1.526 | −12.132 | −1.12 | 0.2187 | −5.472 | −0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gregório, A.V.L.; Silva, T.E.F.; Reis, A.P.; de Jesus, A.M.P.; Rosa, P.A.R. A Methodology for Tribo-Mechanical Characterization of Metallic Alloys under Extreme Loading and Temperature Conditions Typical of Metal Cutting Processes. J. Manuf. Mater. Process. 2022, 6, 46. https://doi.org/10.3390/jmmp6020046
Gregório AVL, Silva TEF, Reis AP, de Jesus AMP, Rosa PAR. A Methodology for Tribo-Mechanical Characterization of Metallic Alloys under Extreme Loading and Temperature Conditions Typical of Metal Cutting Processes. Journal of Manufacturing and Materials Processing. 2022; 6(2):46. https://doi.org/10.3390/jmmp6020046
Chicago/Turabian StyleGregório, Afonso V. L., Tiago E. F. Silva, Alcino P. Reis, Abílio M. P. de Jesus, and Pedro A. R. Rosa. 2022. "A Methodology for Tribo-Mechanical Characterization of Metallic Alloys under Extreme Loading and Temperature Conditions Typical of Metal Cutting Processes" Journal of Manufacturing and Materials Processing 6, no. 2: 46. https://doi.org/10.3390/jmmp6020046
APA StyleGregório, A. V. L., Silva, T. E. F., Reis, A. P., de Jesus, A. M. P., & Rosa, P. A. R. (2022). A Methodology for Tribo-Mechanical Characterization of Metallic Alloys under Extreme Loading and Temperature Conditions Typical of Metal Cutting Processes. Journal of Manufacturing and Materials Processing, 6(2), 46. https://doi.org/10.3390/jmmp6020046