
Underlying Methodology for a Thermal Process Monitoring System for Wire and Arc Additive Manufacturing


Abstract
:1. Introduction
1.1. State of the Art
1.2. Approach and Structure of the Work
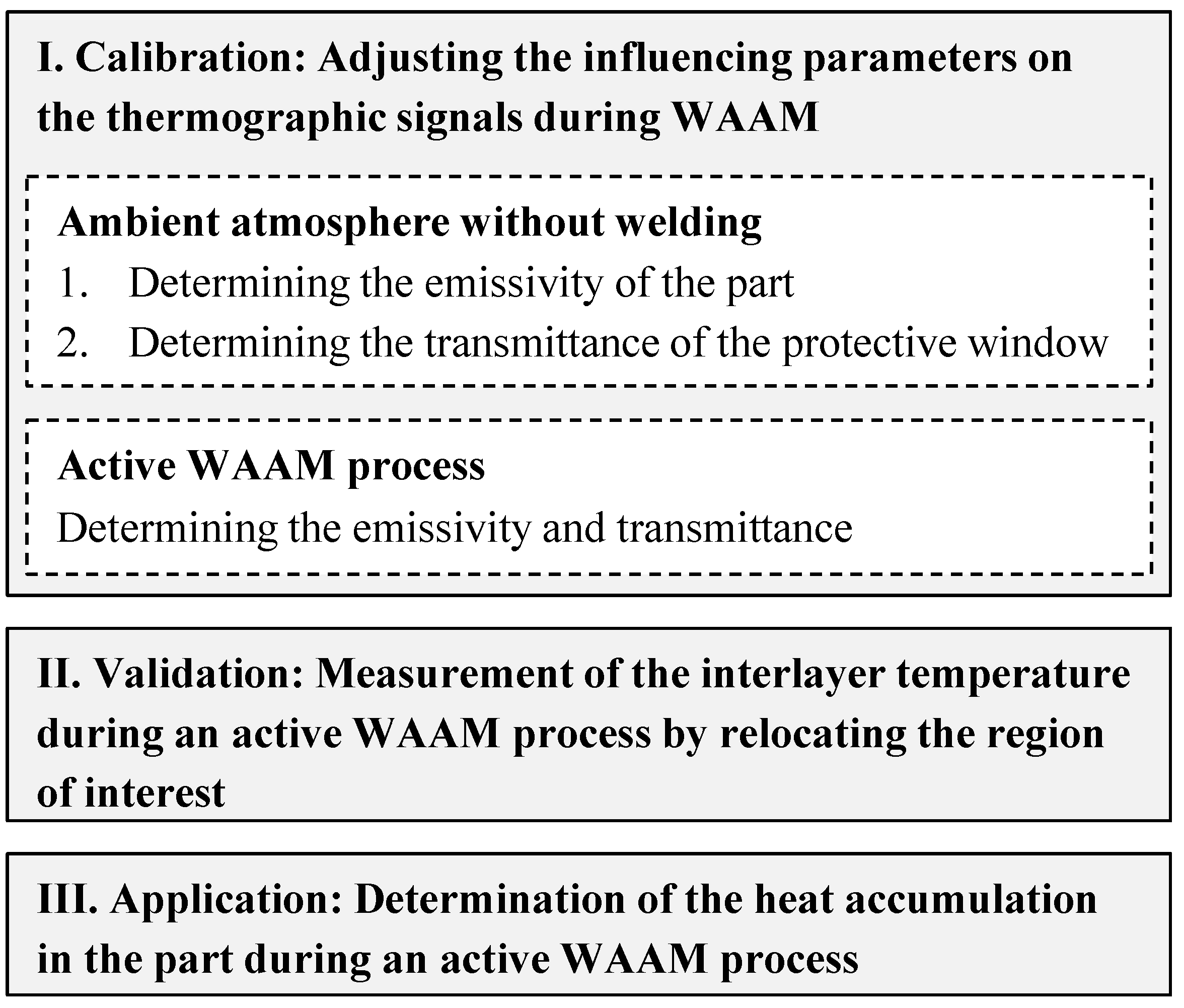
2. Methodology
2.1. Calibration: Adjusting the Influencing Parameters on the Thermographic Signals during WAAM
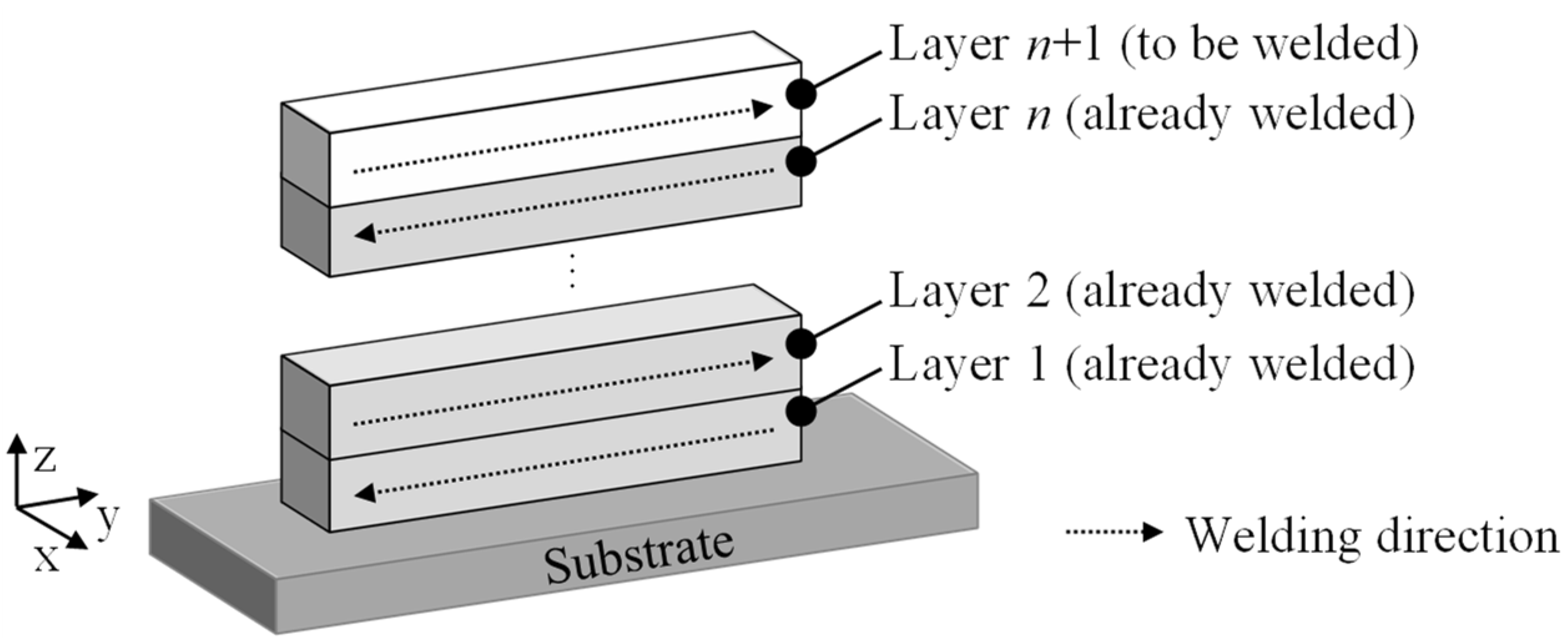
2.2. Validation: Measurement of the Interlayer Temperature during an Active WAAM Process by Relocating the Region of Interest
2.3. Application: Determination of the Heat Accumulation in the Part during an Active WAAM Process
3. Results
3.1. Calibration
3.2. Validation
3.3. Application
4. Conclusions and Outlook
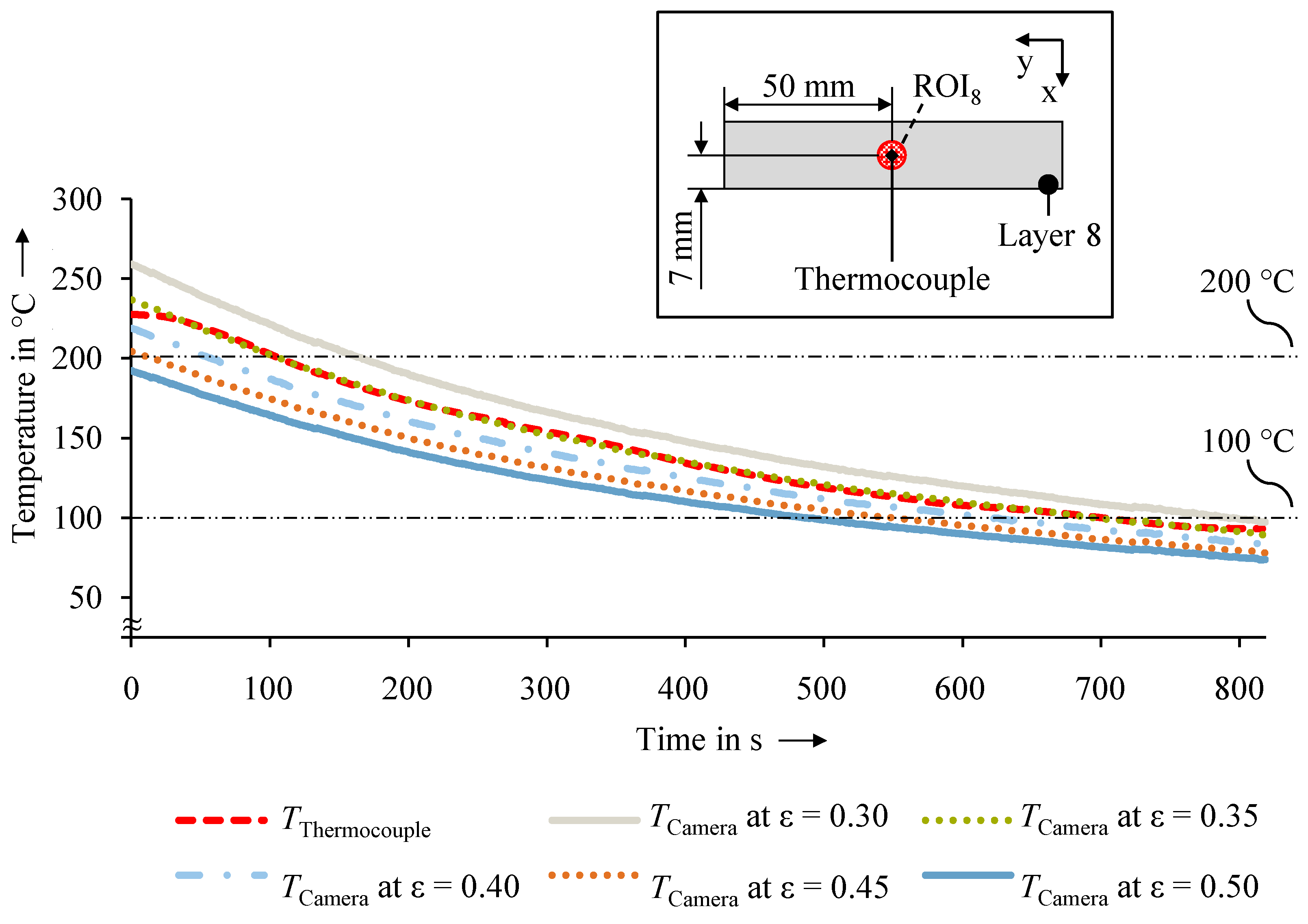
- The emissivity needs to be calibrated to measure a surface temperature in an ambient atmosphere without welding. An ε = 0.35 was suitable for the presented experimental conditions and setup to align the thermal signals and with a temperature offset ΔT that is < 1 K at 200 °C.
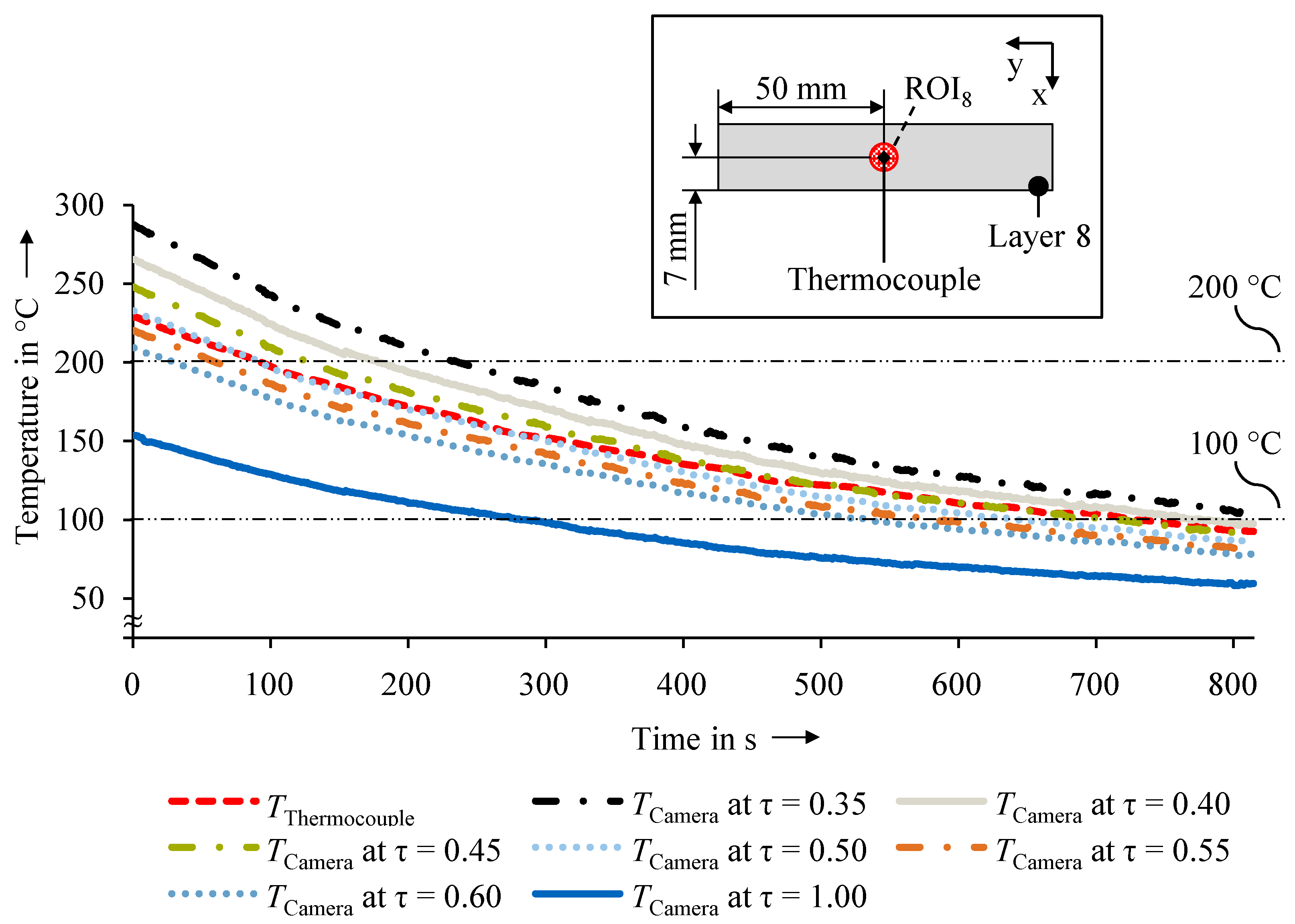
- The transmittance needs to be calibrated when using a protective window during WAAM. In the presented experimental setup, the transmittance of τ = 0.50 was suitable for a temperature offset ΔT < 1 K between and .
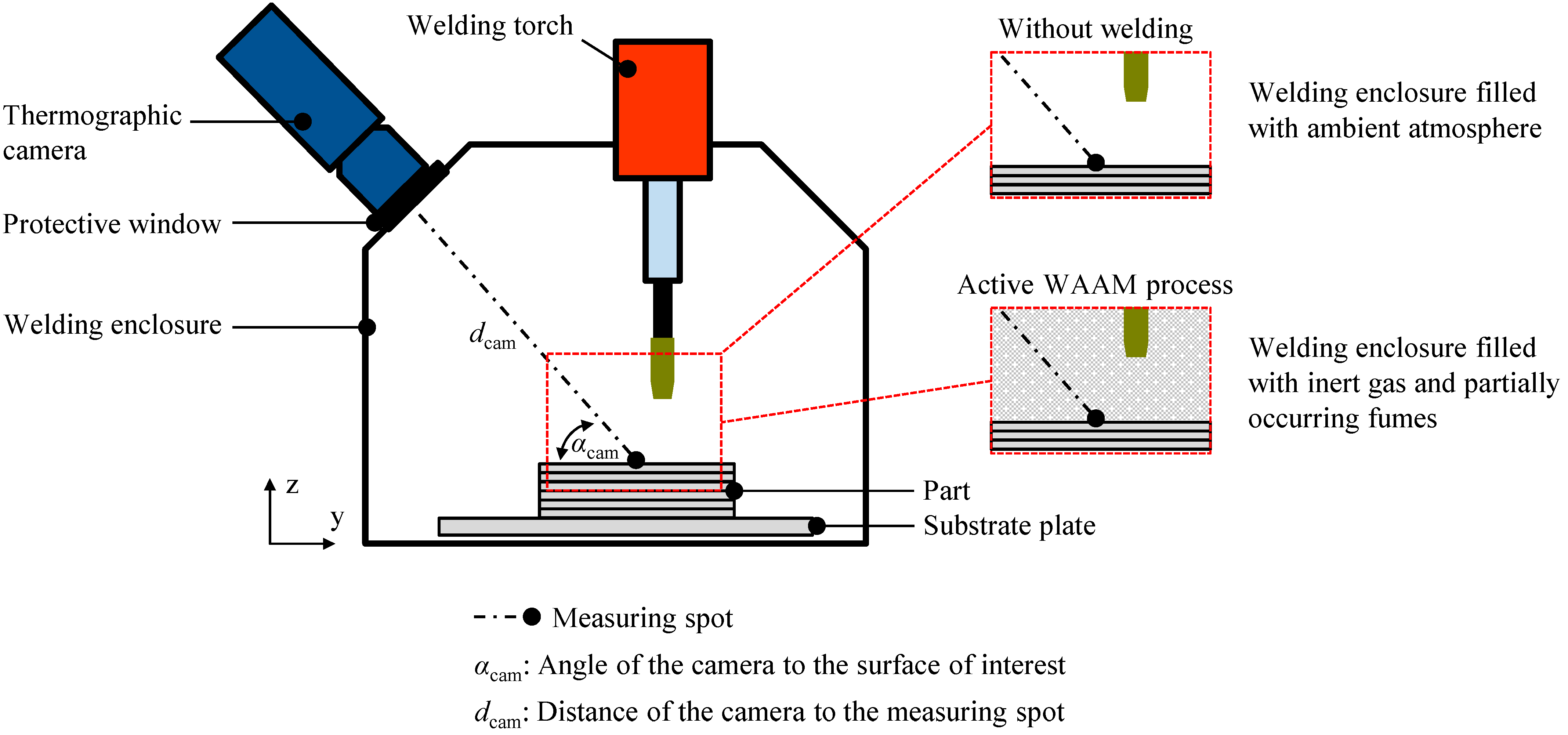
- In an active WAAM process, the welding fumes and gas in the build chamber influence the thermographic signal. This influence led to an emissivity adjustment from ε = 0.35 to ε = 0.30 to align the signal to .
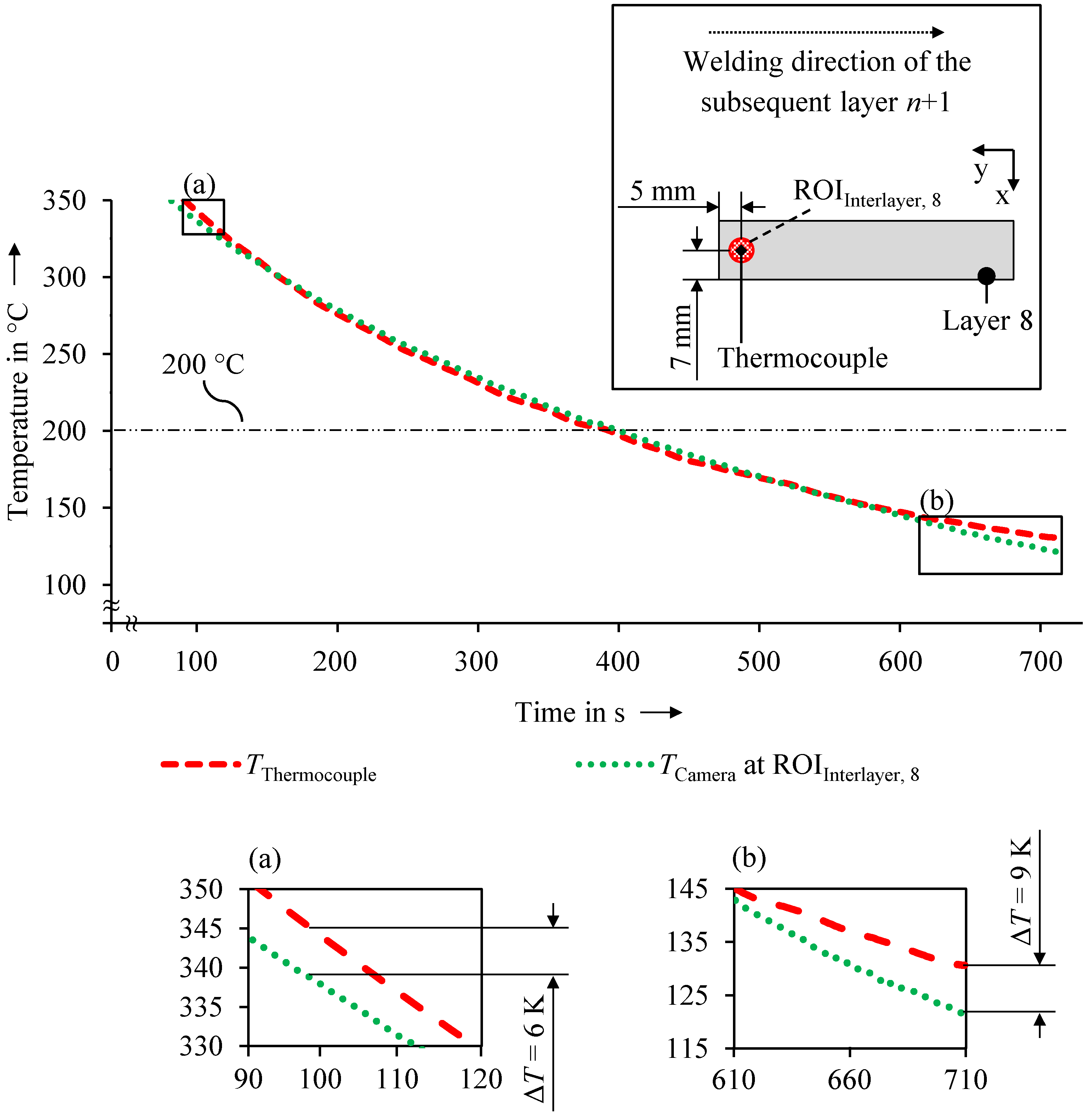
- The experimental setup allowed the robust thermographic measurement after the calibration for relocating the ROI over the layer. The validation of the presented methodology was successful. During the process, the temperature of = 200 °C could be measured with a temperature offset of ΔT < 1 K.
- The range of validity for the thermographic signal is temperature-dependent. For 200 °C, the validity was identified between 140 °C and 336 °C.
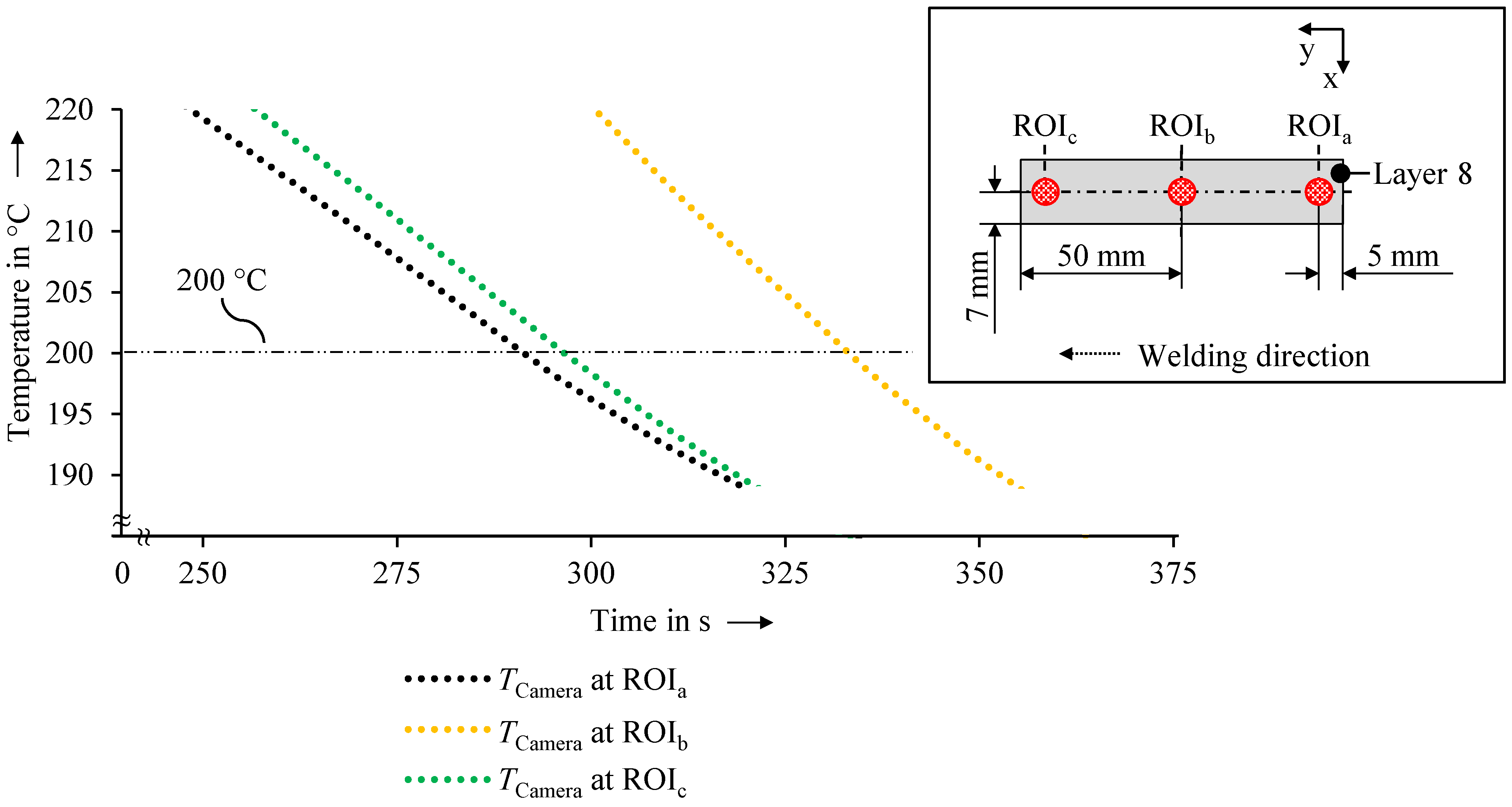
- A heat accumulation was shown by comparing the thermographic signals in a WAAM-manufactured wall. Due to the lower heat transfer from the part to the atmosphere, the center of the layer needed 40 s more to cool down to 200 °C compared to the free ends of the wall.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol | Value and Unit |
|---|---|---|
| Length of the wall | 100 mm | |
| Width of the wall | 14 mm | |
| Height of the wall | 49 mm |
| Parameter | Symbol | Value and Unit |
|---|---|---|
| Distance of the camera to the measuring spot | 0.6 m | |
| Angle of the camera to the surface of interest | 78° | |
| Relative humidity in the build chamber | φ | <0.02% |
| Atmospheric temperature in the build chamber | 40 °C | |
| Frame rate of the camera during measurements | f | 10 Hz |
| Parameter | Symbol | Value and Unit |
|---|---|---|
| Welding current | I | 148 A |
| Welding voltage | U | 16.1 V |
| Wire feed speed of the electrode | 8 m/min | |
| Travel speed of the welding torch | 800 mm/min | |
| Arc length correction factor | −14% | |
| Dynamic control factor | 3.7 | |
| Displacement in z direction between each layer | z | 6.1 mm |
References
- Yusuf, S.M.; Cutler, S.; Gao, N. Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry. Metals 2019, 9, 1286. [Google Scholar] [CrossRef] [Green Version]
- Lütjering, G.; Williams, J.C. Titanium: With 51 Tables, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 978-3540713975. [Google Scholar]
- Denkena, B.; Jacob, S. Approach for Increasing the Resource Efficiency for the Production Process of Titanium Structural Components. Procedia CIRP 2015, 35, 45–49. [Google Scholar] [CrossRef] [Green Version]
- Allen, J. An Investigation into the Comparative Costs of Additive Manufacture vs. Machine from Solid for Aero Engine Parts; Rolls-Royce plc.: Derby, UK, 2006. [Google Scholar]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Sequeira Almeida, P.M.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef] [Green Version]
- Spencer, J.D.; Dickens, P.M.; Wykes, C.M. Rapid prototyping of metal parts by three-dimensional welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1998, 212, 175–182. [Google Scholar] [CrossRef]
- Geng, H.; Li, J.; Xiong, J.; Lin, X. Optimisation of interpass temperature and heat input for wire and arc additive manufacturing 5A06 aluminium alloy. Sci. Technol. Weld. Join. 2017, 22, 472–483. [Google Scholar] [CrossRef]
- Da Silva, L.J.; Souza, D.M.; de Araújo, D.B.; Reis, R.P.; Scotti, A. Concept and validation of an active cooling technique to mitigate heat accumulation in WAAM. Int. J. Adv. Manuf. Technol. 2020, 107, 2513–2523. [Google Scholar] [CrossRef]
- Michaleris, P. Modeling metal deposition in heat transfer analyses of additive manufacturing processes. Finite Elem. Anal. Des. 2014, 86, 51–60. [Google Scholar] [CrossRef]
- Wu, B.; Ding, D.; Pan, Z.; Cuiuri, D.; Li, H.; Han, J.; Fei, Z. Effects of heat accumulation on the arc characteristics and metal transfer behavior in Wire Arc Additive Manufacturing of Ti6Al4V. J. Mater. Process. Technol. 2017, 250, 304–312. [Google Scholar] [CrossRef]
- Bagavathiappan, S.; Lahiri, B.B.; Saravanan, T.; Philip, J.; Jayakumar, T. Infrared thermography for condition monitoring—A review. Infrared Phys. Technol. 2013, 60, 35–55. [Google Scholar] [CrossRef]
- Baier, D.; Bachmann, A.; Zaeh, M.F. Towards Wire and Arc Additive Manufacturing of High-Quality Parts. Procedia CIRP 2020, 95, 54–59. [Google Scholar] [CrossRef]
- Vollmer, M.; Möllmann, K.-P. Infrared Thermal Imaging: Fundamentals, Research and Applications, 2nd ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2018; ISBN 9783527693306. [Google Scholar]
- Yang, D.; Wang, G.; Zhang, G. Thermal analysis for single-pass multi-layer GMAW based additive manufacturing using infrared thermography. J. Mater. Process. Technol. 2017, 244, 215–224. [Google Scholar] [CrossRef]
- González-Fernández, L.; Risueño, E.; Pérez-Sáez, R.B.; Tello, M.J. Infrared normal spectral emissivity of Ti–6Al–4V alloy in the 500–1150K temperature range. J. Alloys Compd. 2012, 541, 144–149. [Google Scholar] [CrossRef]
- Coppa, P.; Consorti, A. Normal emissivity of samples surrounded by surfaces at diverse temperatures. Measurement 2005, 38, 124–131. [Google Scholar] [CrossRef]
- Yang, J.; Sun, S.; Brandt, M.; Yan, W. Experimental investigation and 3D finite element prediction of the heat affected zone during laser assisted machining of Ti6Al4V alloy. J. Mater. Process. Technol. 2010, 210, 2215–2222. [Google Scholar] [CrossRef]
- Li, L.; Yu, K.; Zhang, K.; Liu, Y. Study of Ti–6Al–4V alloy spectral emissivity characteristics during thermal oxidation process. Int. J. Heat Mass Transf. 2016, 101, 699–706. [Google Scholar] [CrossRef]
- Bradshaw, F.J. The Optical Emissivity of Titanium and Zirconium. Proc. Phys. Soc. B 1950, 63, 573–577. [Google Scholar] [CrossRef]
- Hagqvist, P.; Sikström, F.; Christiansson, A.-K. Emissivity estimation for high temperature radiation pyrometry on Ti–6Al–4V. Measurement 2013, 46, 871–880. [Google Scholar] [CrossRef]
- Richter, A.; Rembe, C.; Gehling, T.; Treutler, K.; Wesling, V. Echtzeittemperaturmessung bei additivem Lichtbogenschweißen/Real-time temperature measurement at wire arc additive welding. Tech. Mess. 2019, 86, 112–116. [Google Scholar] [CrossRef]
- McIntosh, G.; Huff, G. Emissivity considerations for thermographic fieldwork: Why table values don’t work. In Thermosense: Thermal Infrared Applications XL; SPIE: Orlando, FL, USA, 2018; ISBN 9781510618336. pp. 22–36. [Google Scholar]
- Pixner, F.; Buzolin, R.; Schönfelder, S.; Theuermann, D.; Warchomicka, F.; Enzinger, N. Contactless temperature measurement in wire-based electron beam additive manufacturing Ti-6Al-4V. Weld World 2021, 65, 1307–1322. [Google Scholar] [CrossRef]
- Rodriguez, E.; Mireles, J.; Terrazas, C.A.; Espalin, D.; Perez, M.A.; Wicker, R.B. Approximation of absolute surface temperature measurements of powder bed fusion additive manufacturing technology using in situ infrared thermography. Addit. Manuf. 2015, 5, 31–39. [Google Scholar] [CrossRef]
- Raplee, J.; Plotkowski, A.; Kirka, M.M.; Dinwiddie, R.; Okello, A.; Dehoff, R.R.; Babu, S.S. Thermographic Microstructure Monitoring in Electron Beam Additive Manufacturing. Sci. Rep. 2017, 7, 43554. [Google Scholar] [CrossRef] [Green Version]
- Boyer, R.; Welsch, G.; Collings, E.W. Materials Properties Handbook: Titanium Alloys, 4th ed.; ASM International: Materials Park, OH, USA, 2007; ISBN 0871704811. [Google Scholar]
- Mills, K.C. Al-6061-T6. In Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Elsevier: Amsterdam, The Netherlands, 2002; pp. 64–67. ISBN 9781855735699. [Google Scholar]
- Sernelius, B.E. Temperature dependence of the transmittance, reflectance and absorption of optical films. Thin Solid Film. 1992, 208, 96–99. [Google Scholar] [CrossRef]
- Weger, D.; Baier, D.; Straßer, A.; Prottung, S.; Kränkel, T.; Bachmann, A.; Gehlen, C.; Zaeh, M.F. Reinforced Particle-Bed Printing by Combination of the Selective Paste Intrusion Method with Wire and Arc Additive Manufacturing—A First Feasibility Study. In Second RILEM International Conference on Concrete and Digital Fabrication; Bos, F.P., Lucas, S.S., Wolfs, R.J., Salet, T.A., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 978–987. ISBN 978-3-030-49915-0. [Google Scholar]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baier, D.; Weckenmann, T.; Wolf, F.; Wimmer, A.; Zaeh, M.F. Underlying Methodology for a Thermal Process Monitoring System for Wire and Arc Additive Manufacturing. J. Manuf. Mater. Process. 2023, 7, 10. https://doi.org/10.3390/jmmp7010010
Baier D, Weckenmann T, Wolf F, Wimmer A, Zaeh MF. Underlying Methodology for a Thermal Process Monitoring System for Wire and Arc Additive Manufacturing. Journal of Manufacturing and Materials Processing. 2023; 7(1):10. https://doi.org/10.3390/jmmp7010010
Chicago/Turabian StyleBaier, Daniel, Tobias Weckenmann, Franz Wolf, Andreas Wimmer, and Michael F. Zaeh. 2023. "Underlying Methodology for a Thermal Process Monitoring System for Wire and Arc Additive Manufacturing" Journal of Manufacturing and Materials Processing 7, no. 1: 10. https://doi.org/10.3390/jmmp7010010
APA StyleBaier, D., Weckenmann, T., Wolf, F., Wimmer, A., & Zaeh, M. F. (2023). Underlying Methodology for a Thermal Process Monitoring System for Wire and Arc Additive Manufacturing. Journal of Manufacturing and Materials Processing, 7(1), 10. https://doi.org/10.3390/jmmp7010010