

Simulated Study of the Machinability of the Nomex Honeycomb Structure




Abstract
:1. Introduction
2. Presentation of the Developed Approach
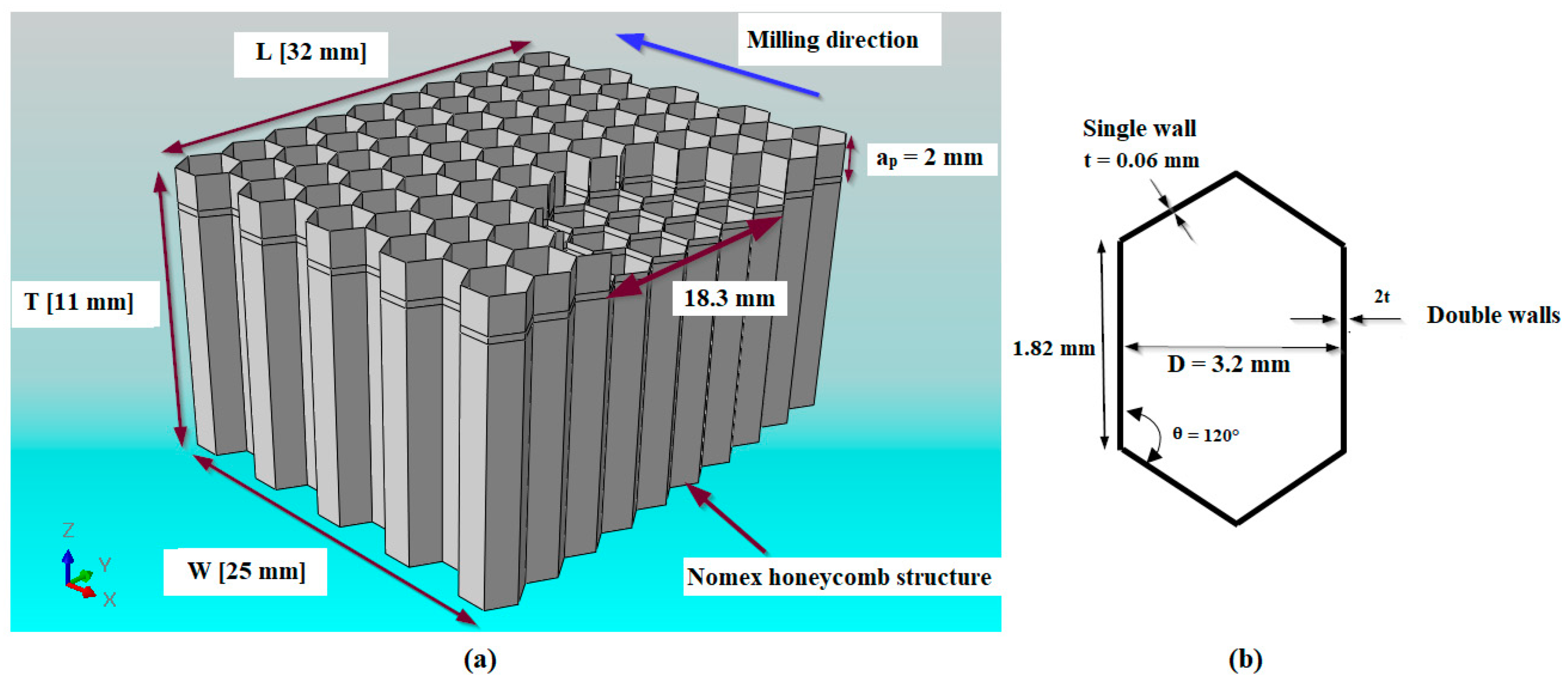
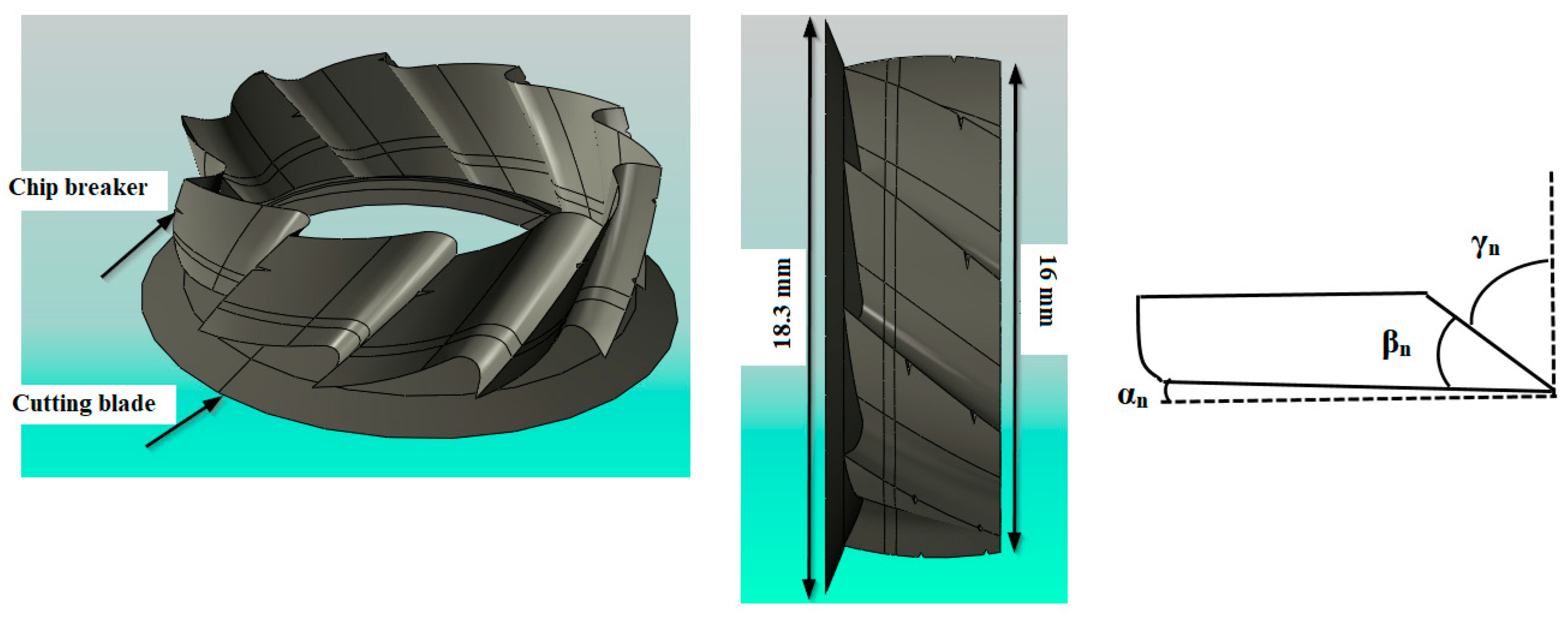
2.1. The Design of the Workpiece and the Cutting Tool Machined Surface State
2.2. Numerical Model of the Milling Processes
2.3. Behavioral Law of the Machined Material
2.4. Separation and Fracture Failure Criteria
3. Results and Discussion
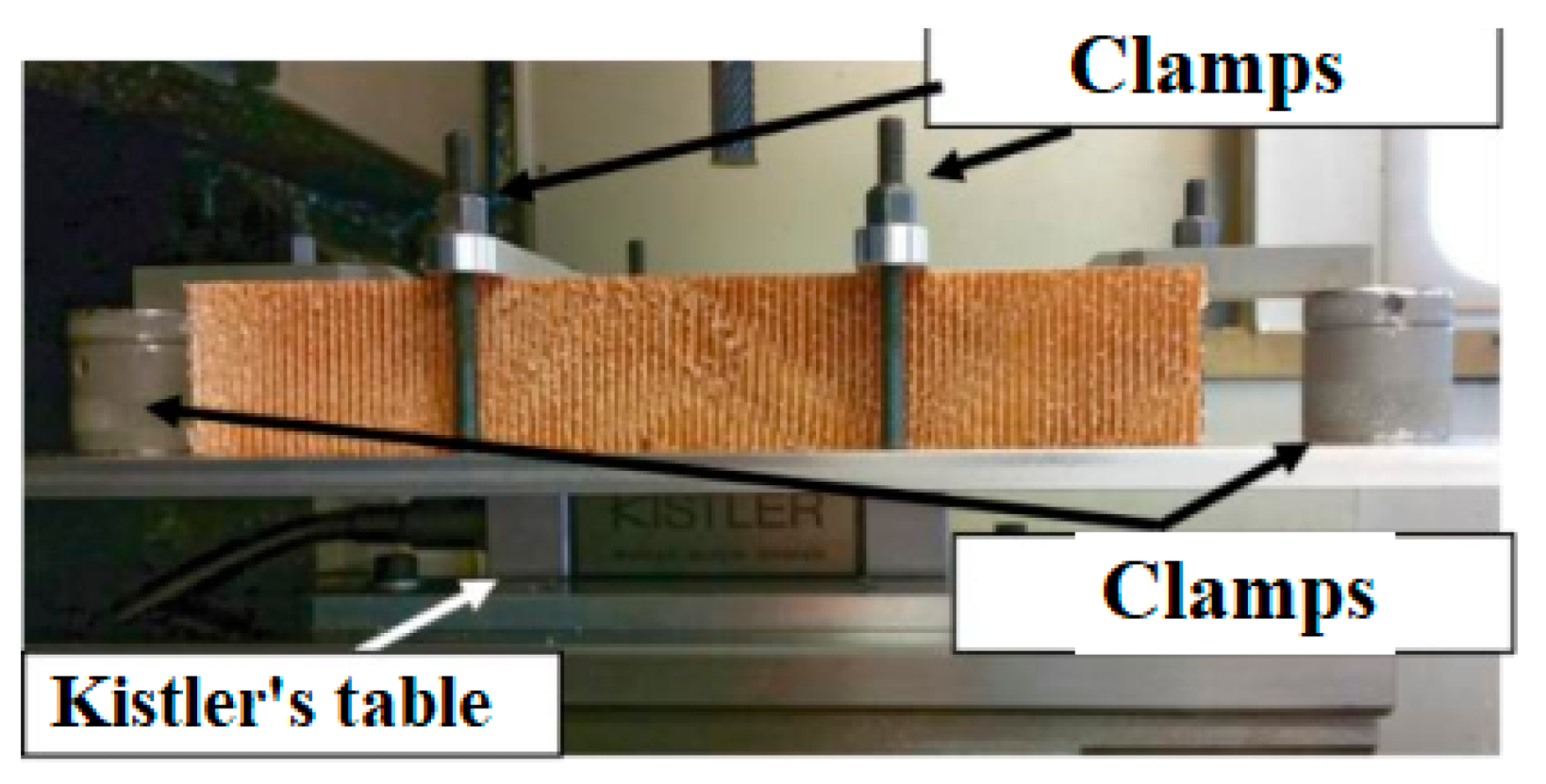
3.1. Experimental Validation of the Proposed Model
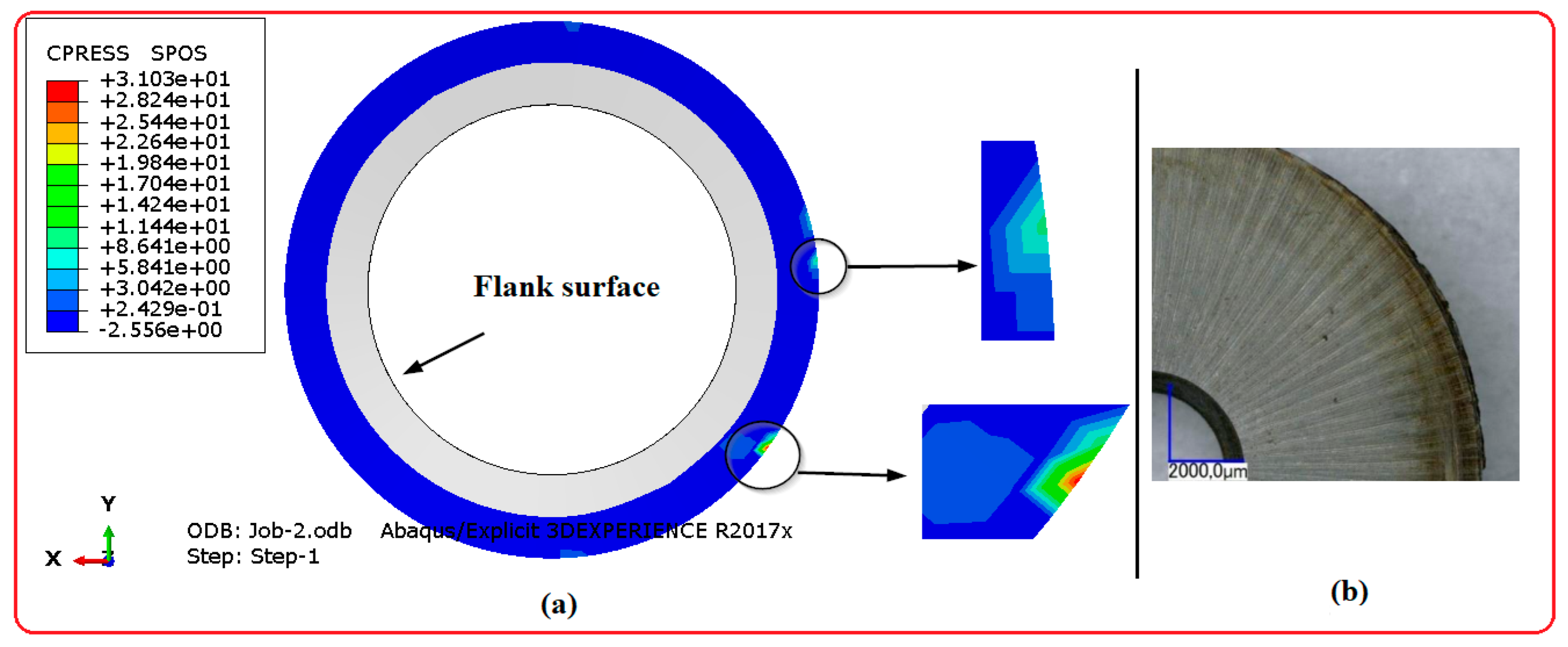
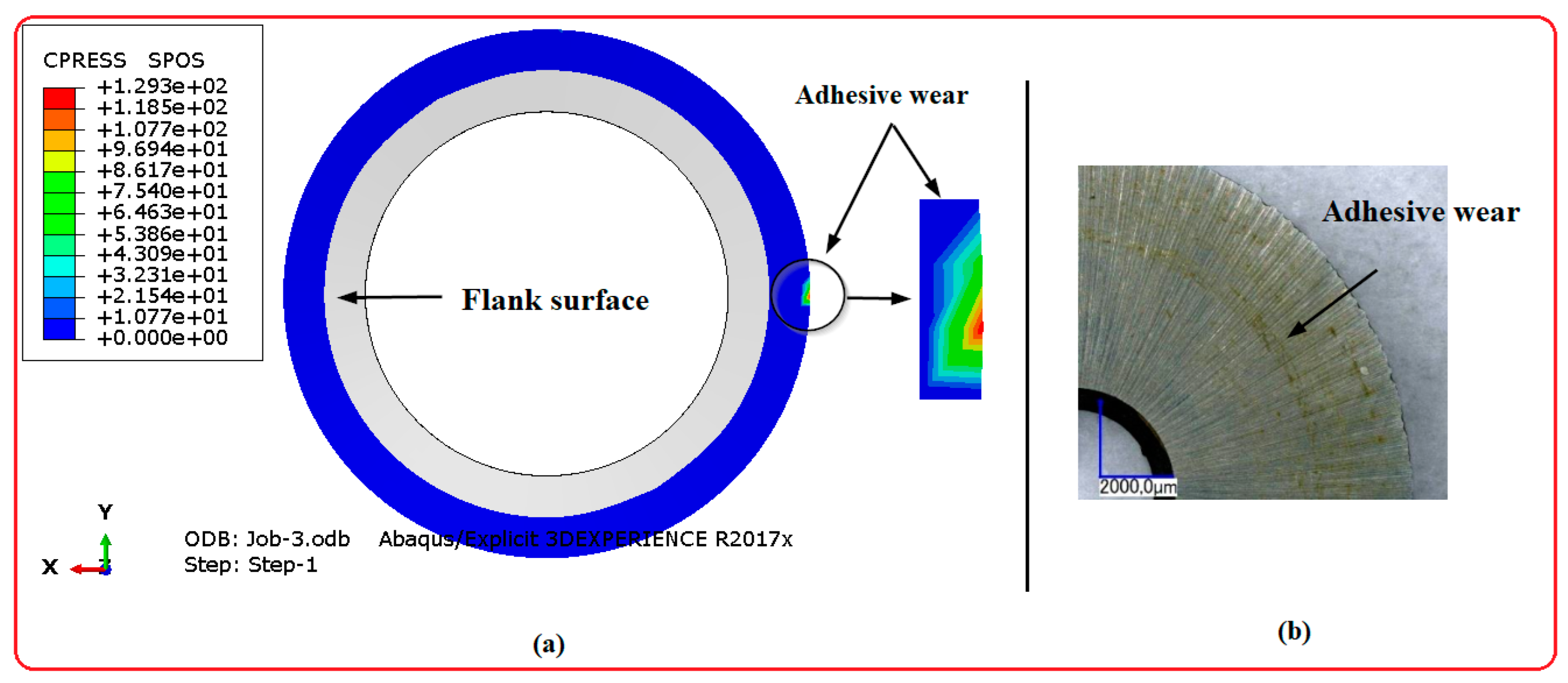
3.1.1. Evolution of Tool Wear as a Function of Milling Conditions
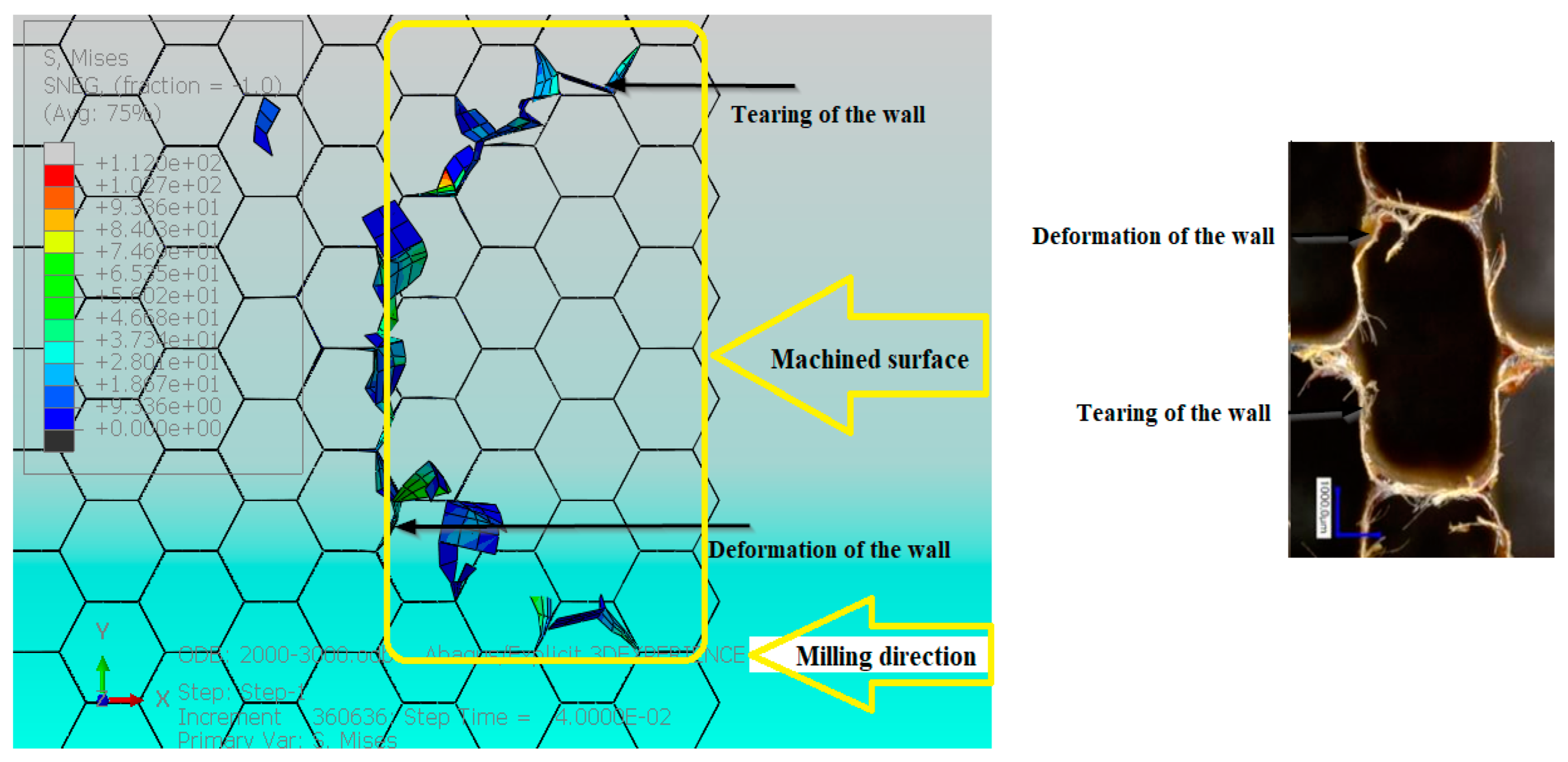
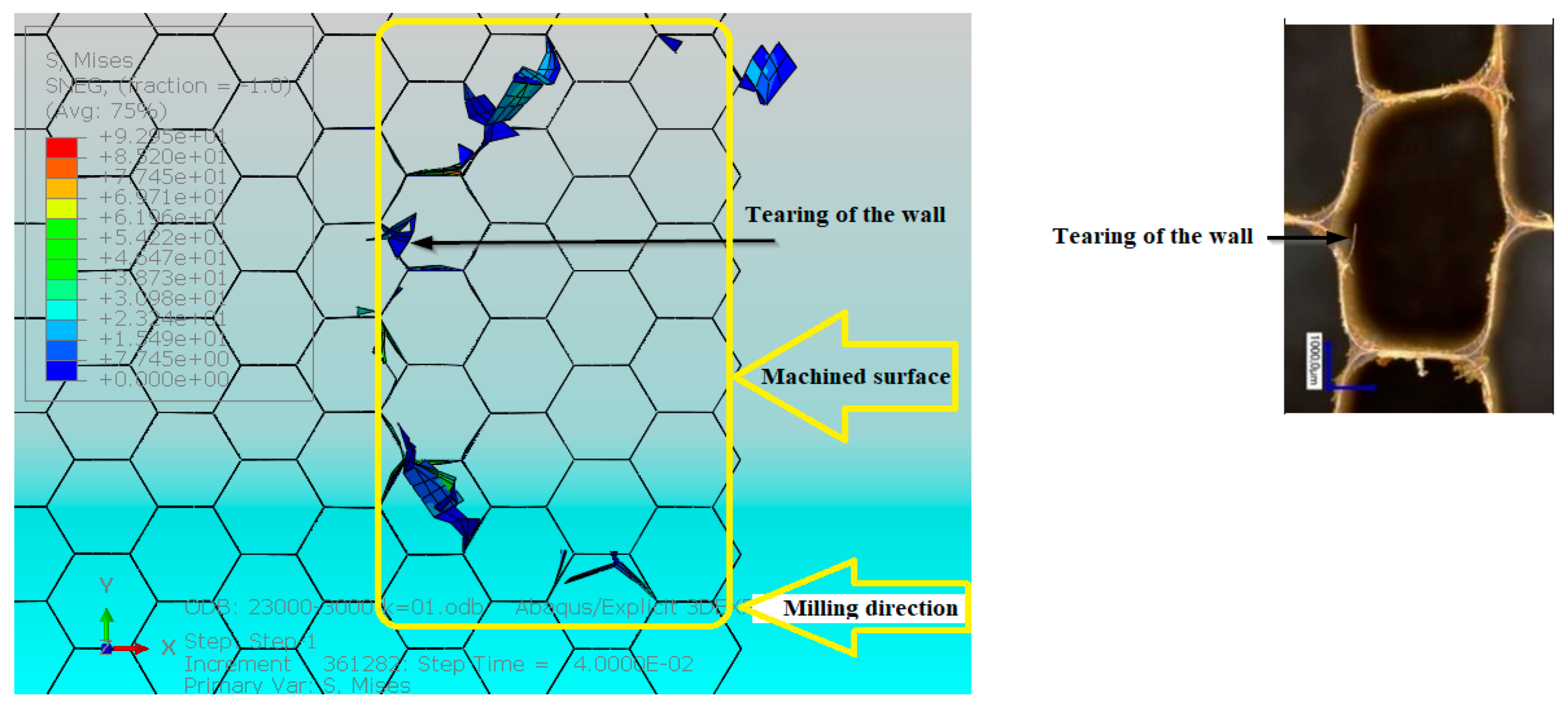
3.1.2. Evolution of Machined Surface Quality as a Function of Milling Conditions
4. Effect of Cutting Tool Geometry on Machinability of Nomex Honeycomb Structure
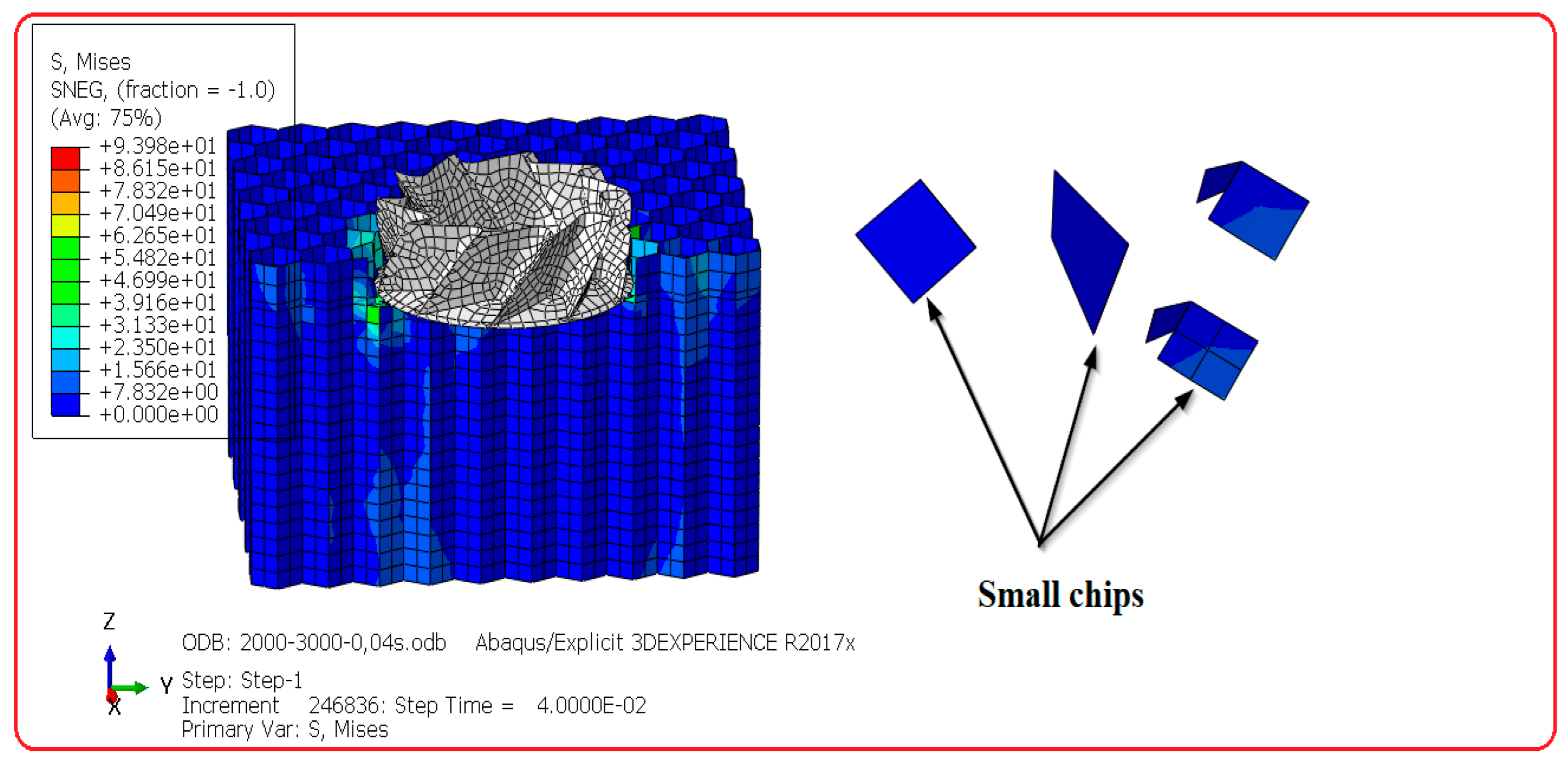
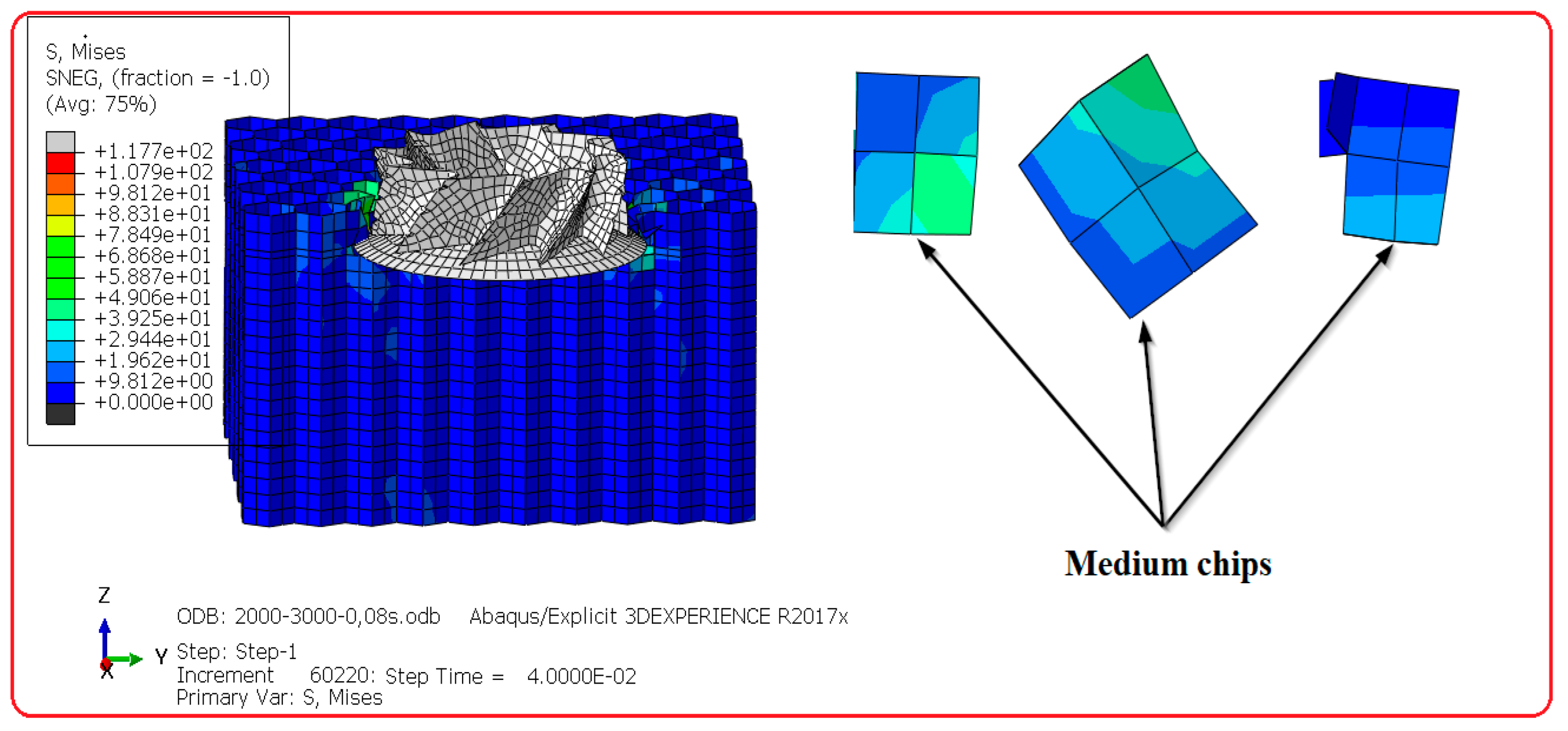
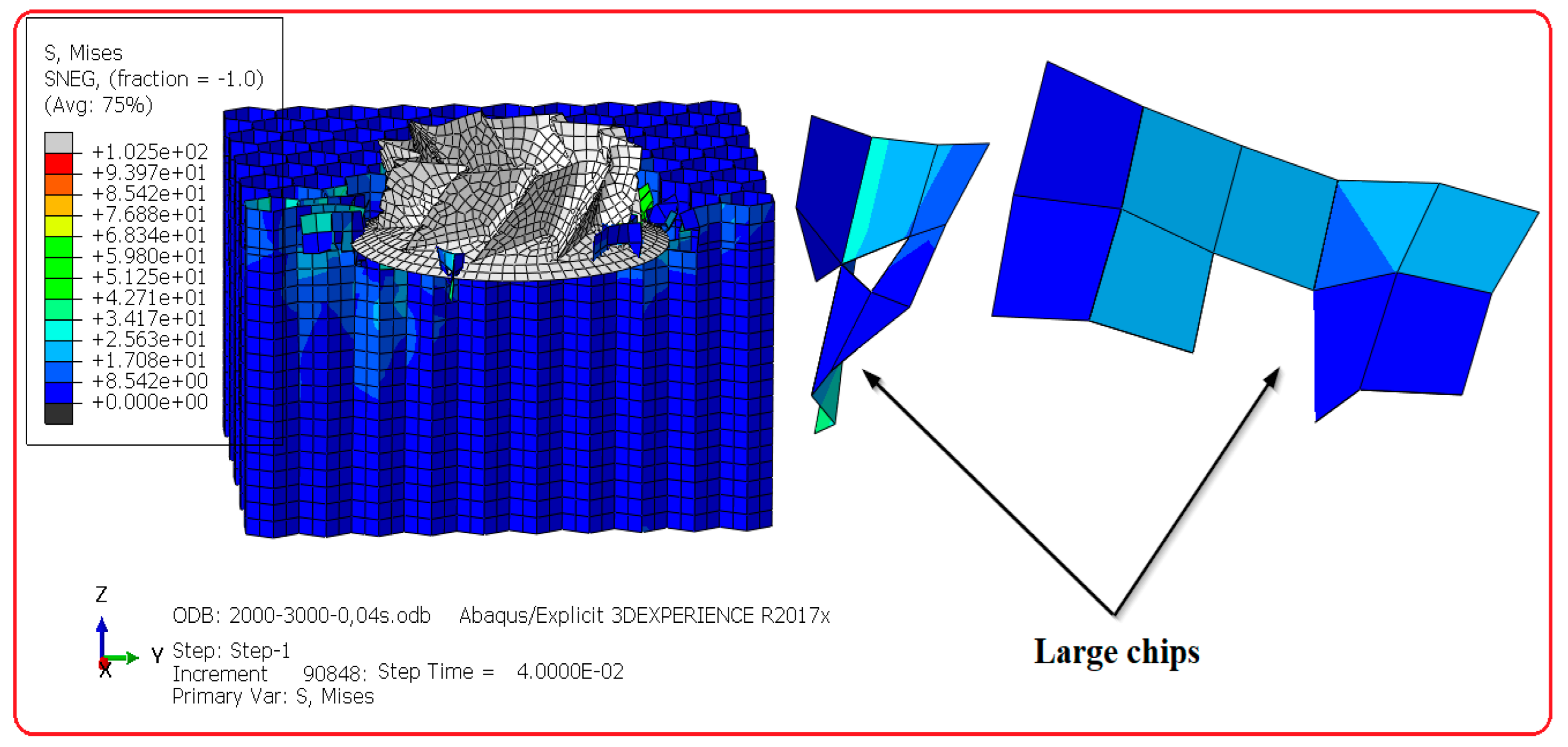
4.1. Influence of the Gap between the Two Elements of the Cutting Tool on the Chip Size
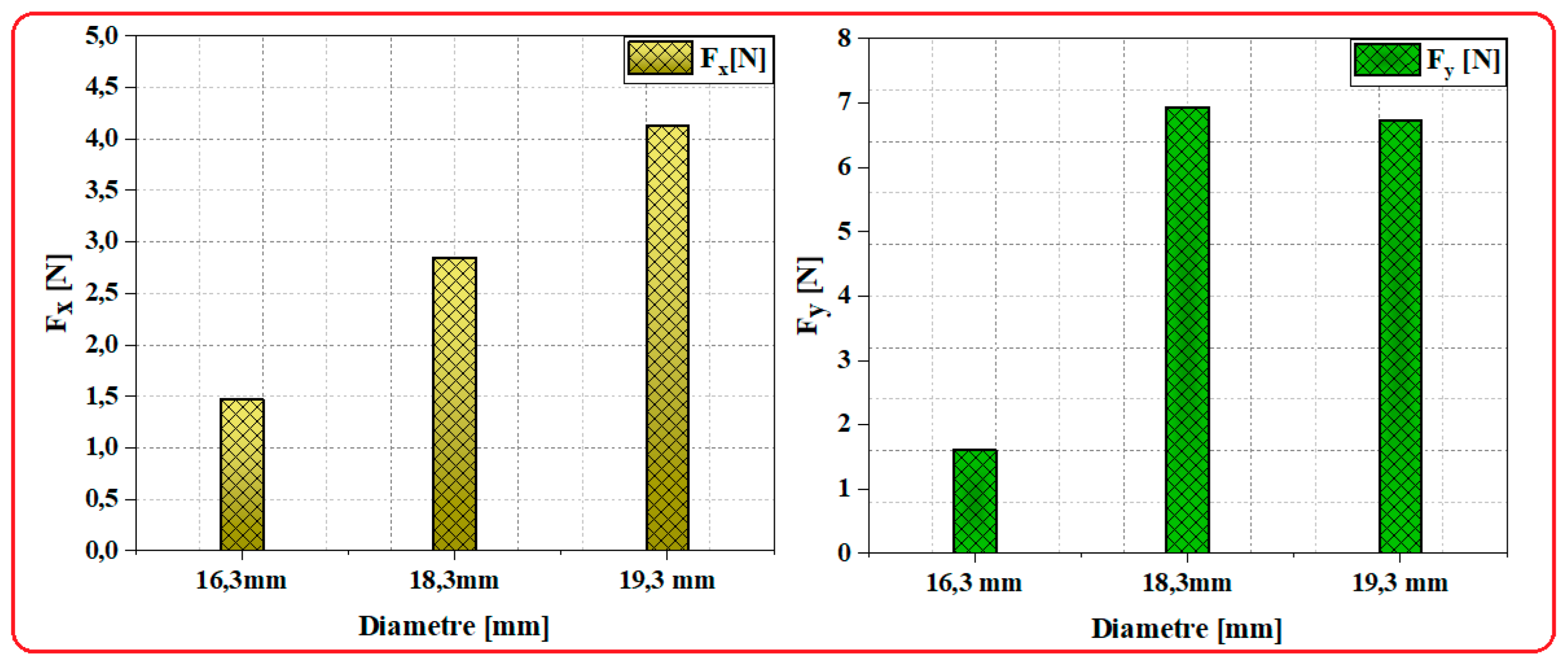
4.2. Influence of the Gap between the Two Elements of Cutting Tool on the Cutting Forces
4.3. Effect of the Gap between the Two Elements of Cutting Tool on the Machined Surface Quality
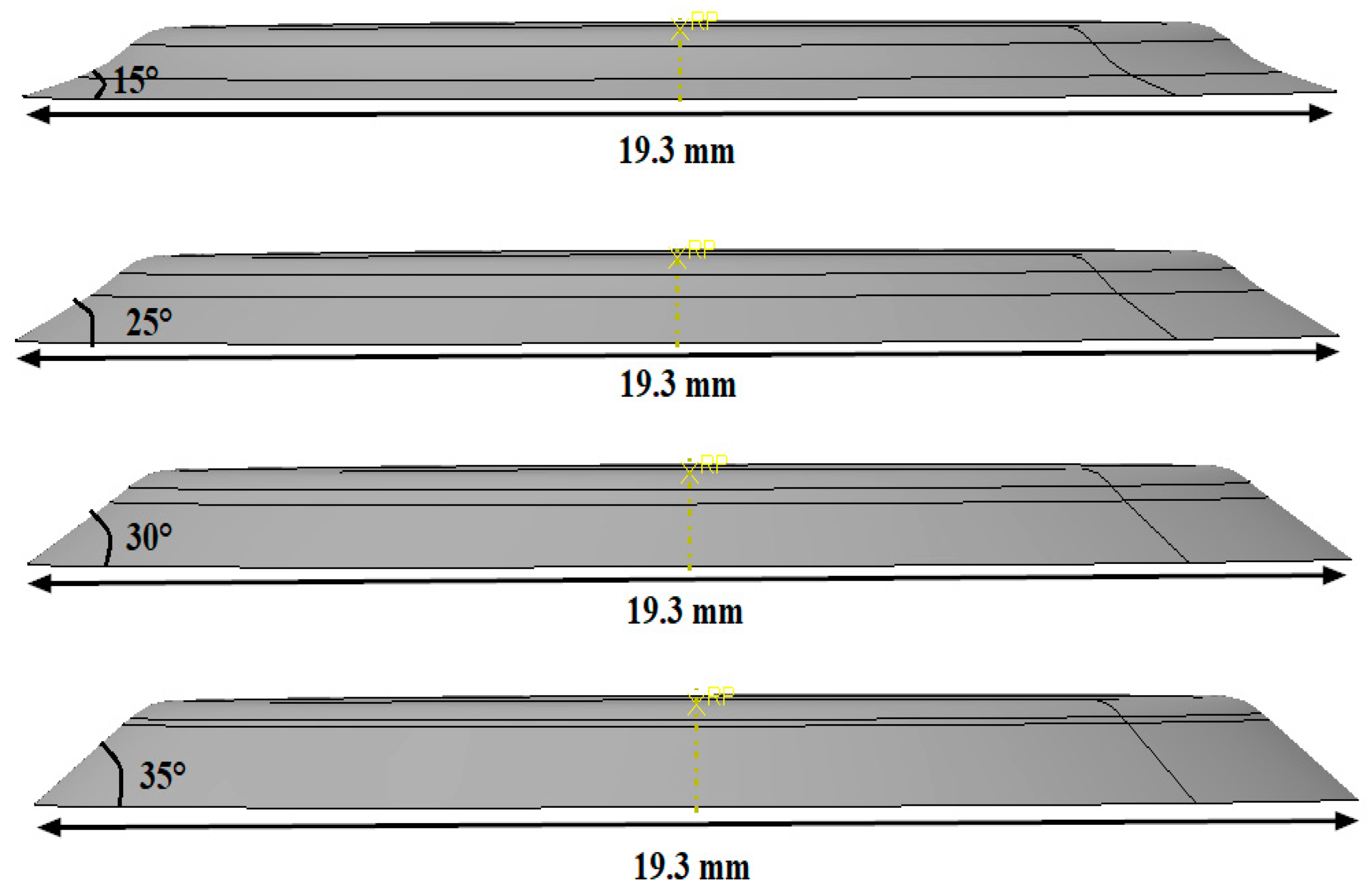
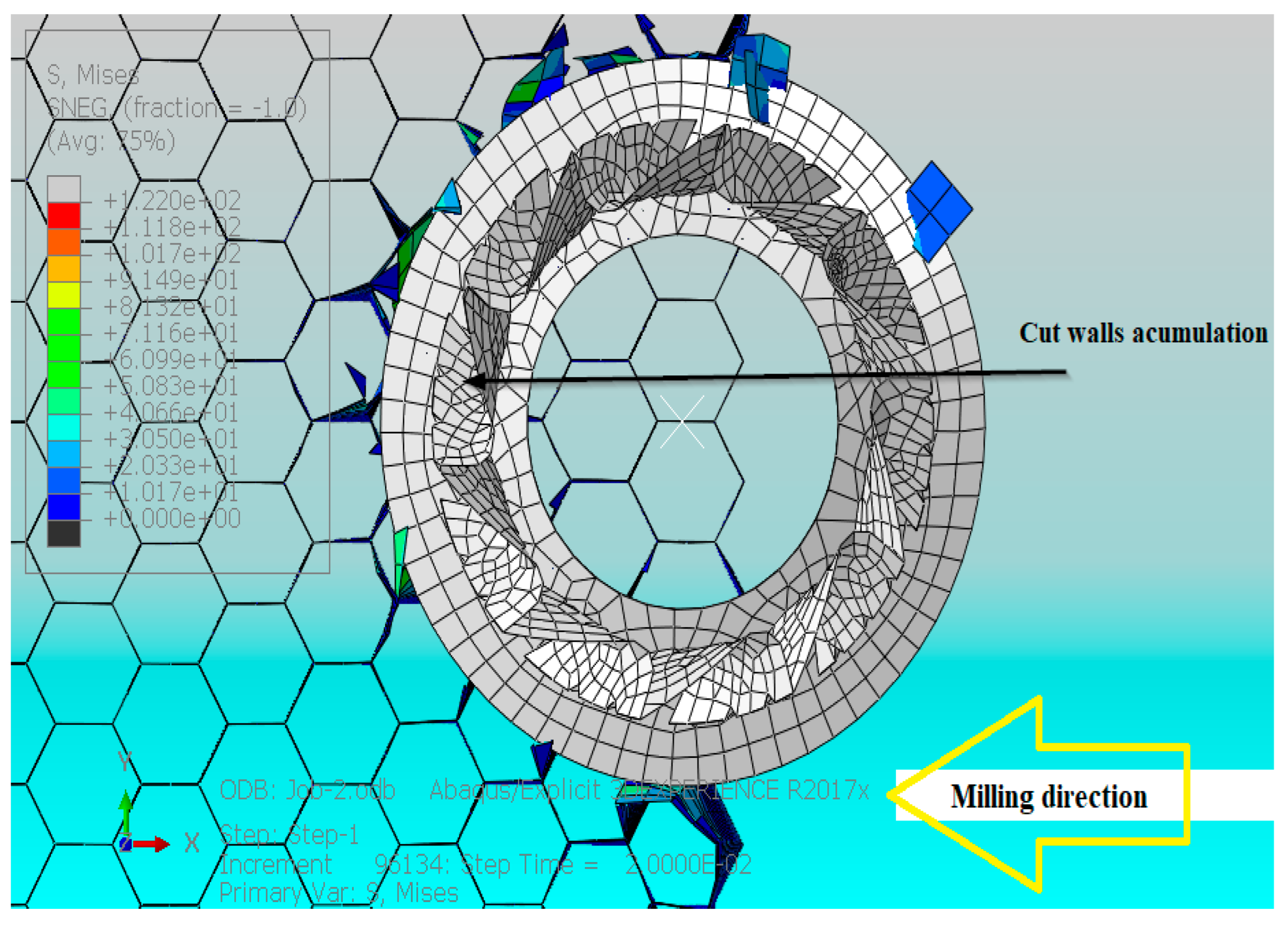
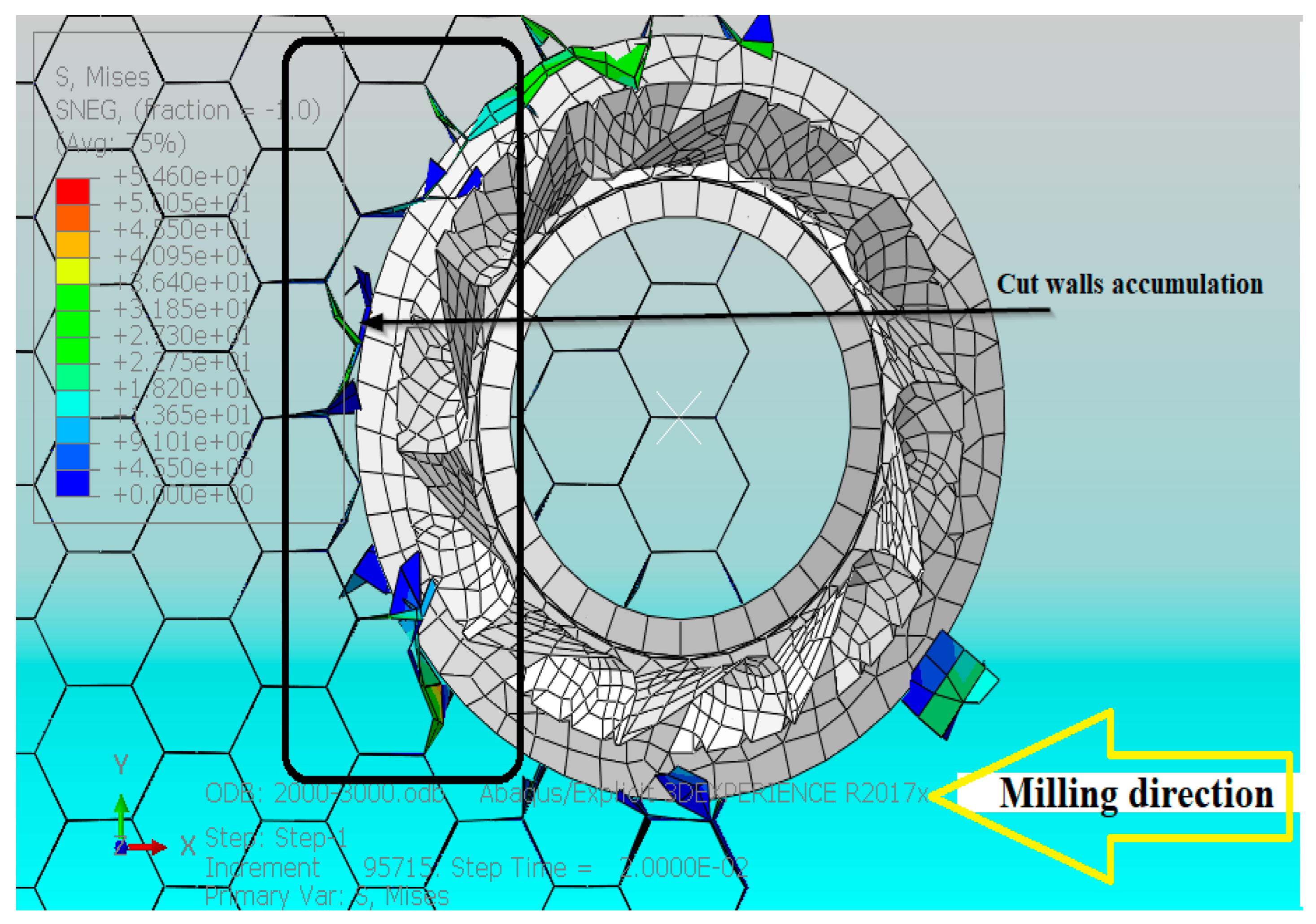
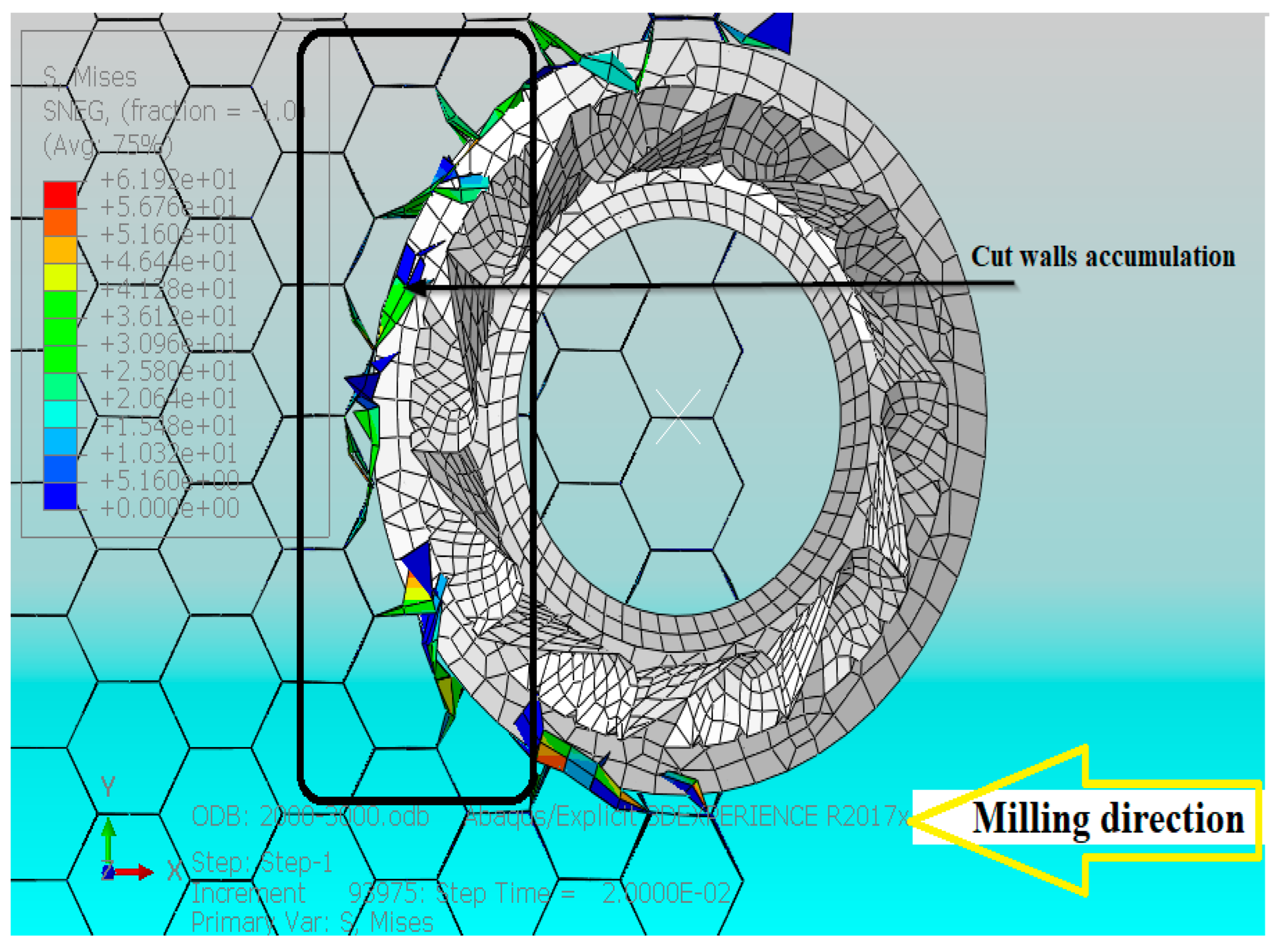
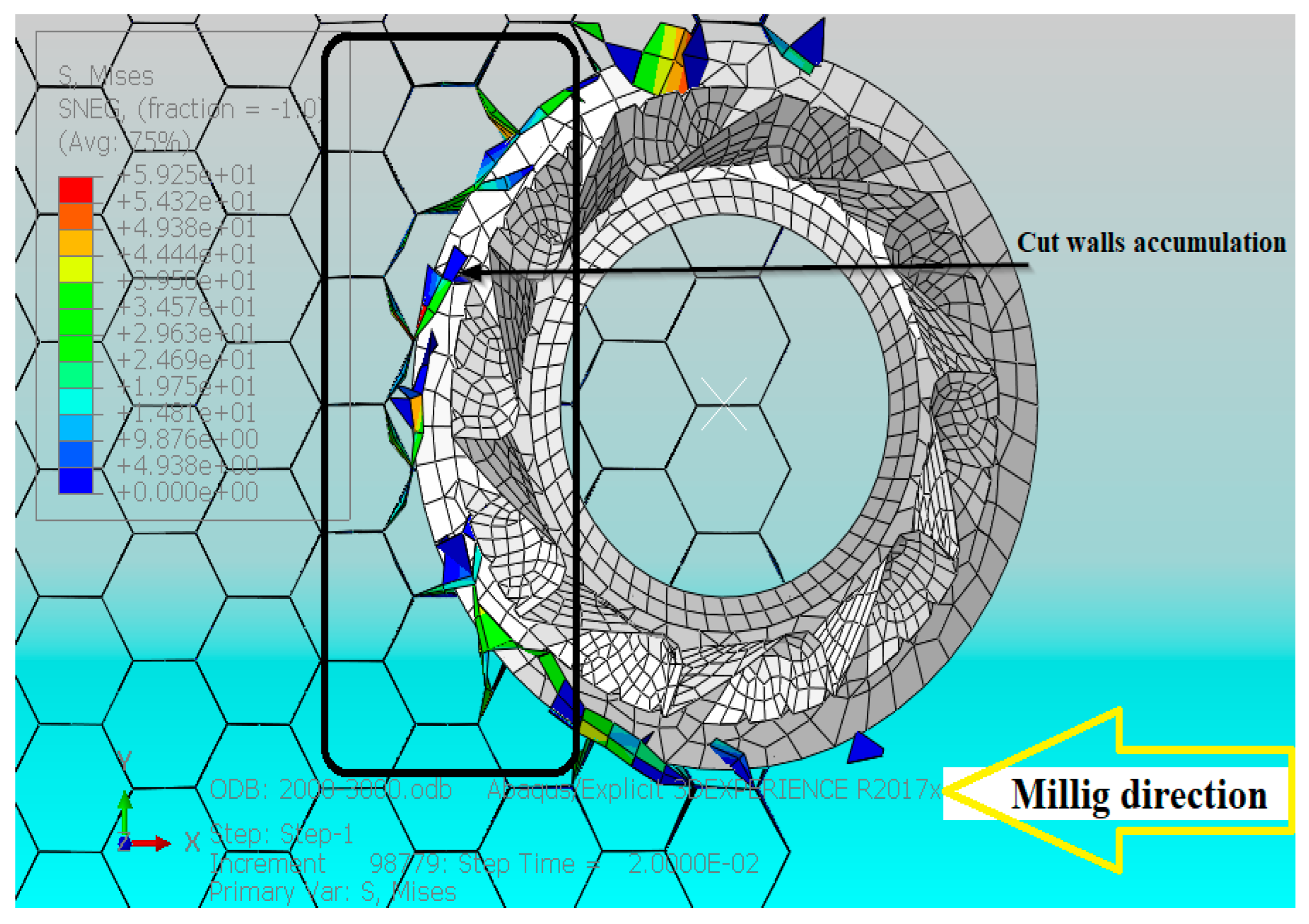
4.4. Effect of the Wedge Angle on the Accrual of Material
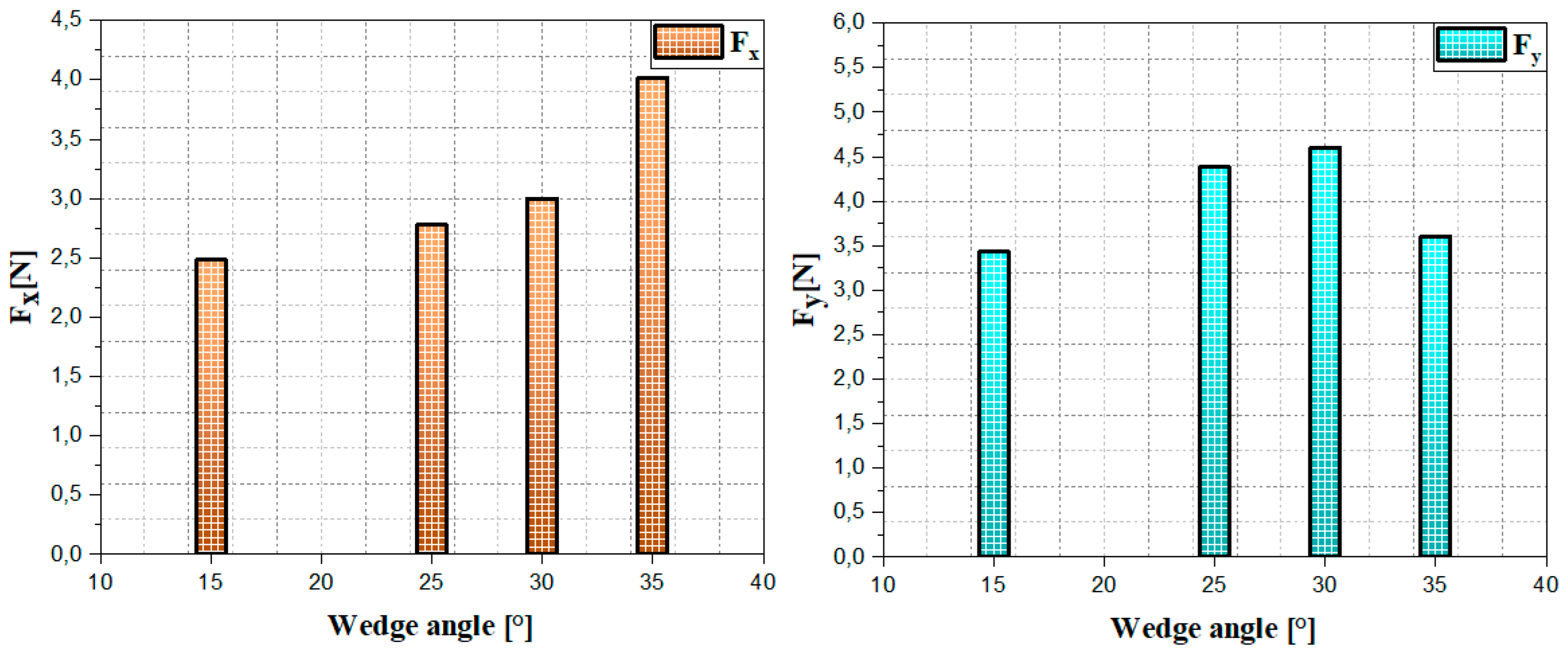
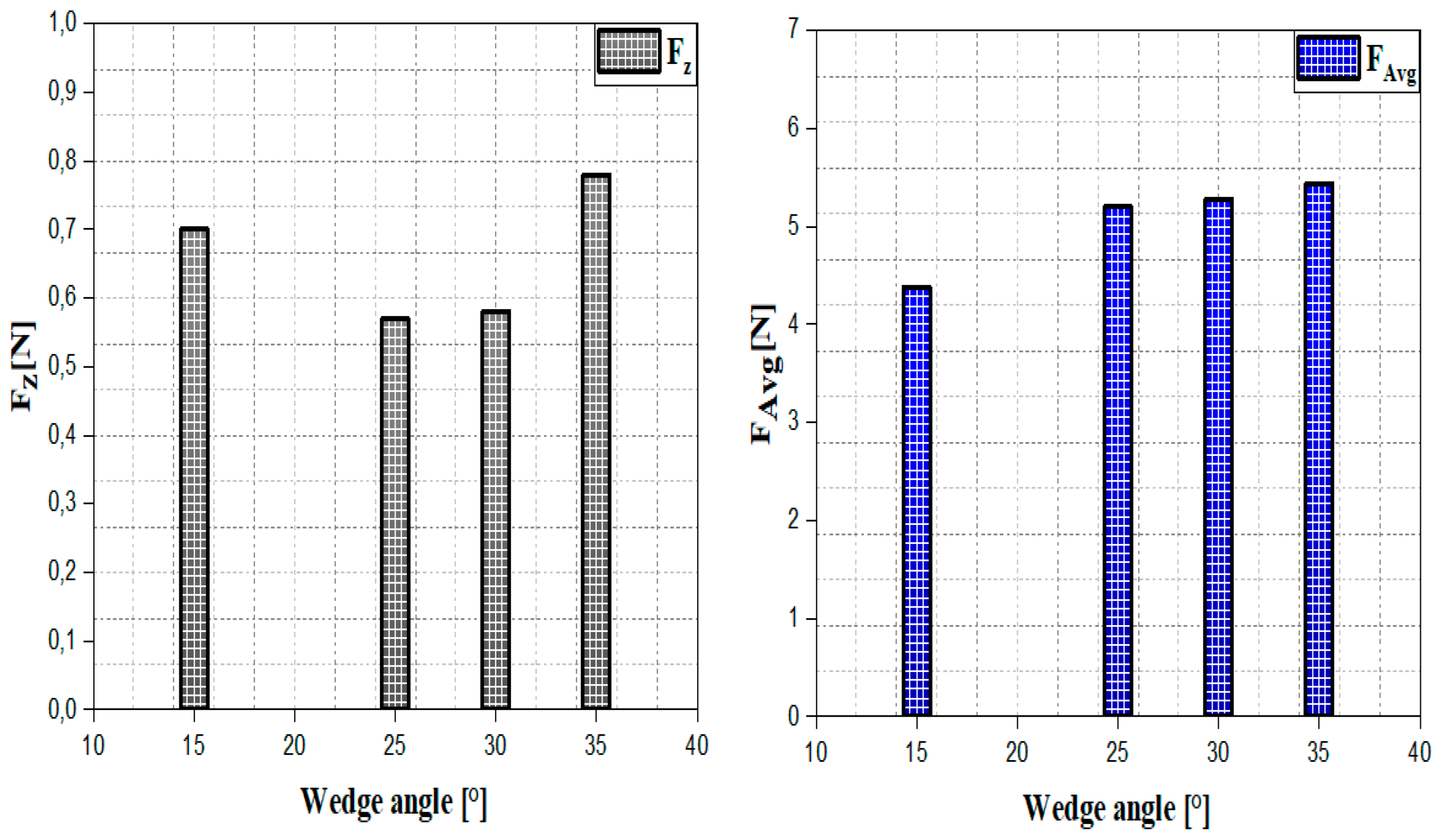
4.5. Influence of the Wedge Angle on the Cutting Forces
5. Conclusions
- The rotation speeds of the cutting tool have a direct influence on the wear of the cutting tool by bonding, so that the wear is well noticed for the high rotational speeds. The results from the numerical model are well associated with the results of the experiment.
- The rotation speeds have a direct influence on the machined surface quality so that the high rotational speeds optimize the surface quality. The results from the numerical model are well correlated with the results of the experiment.
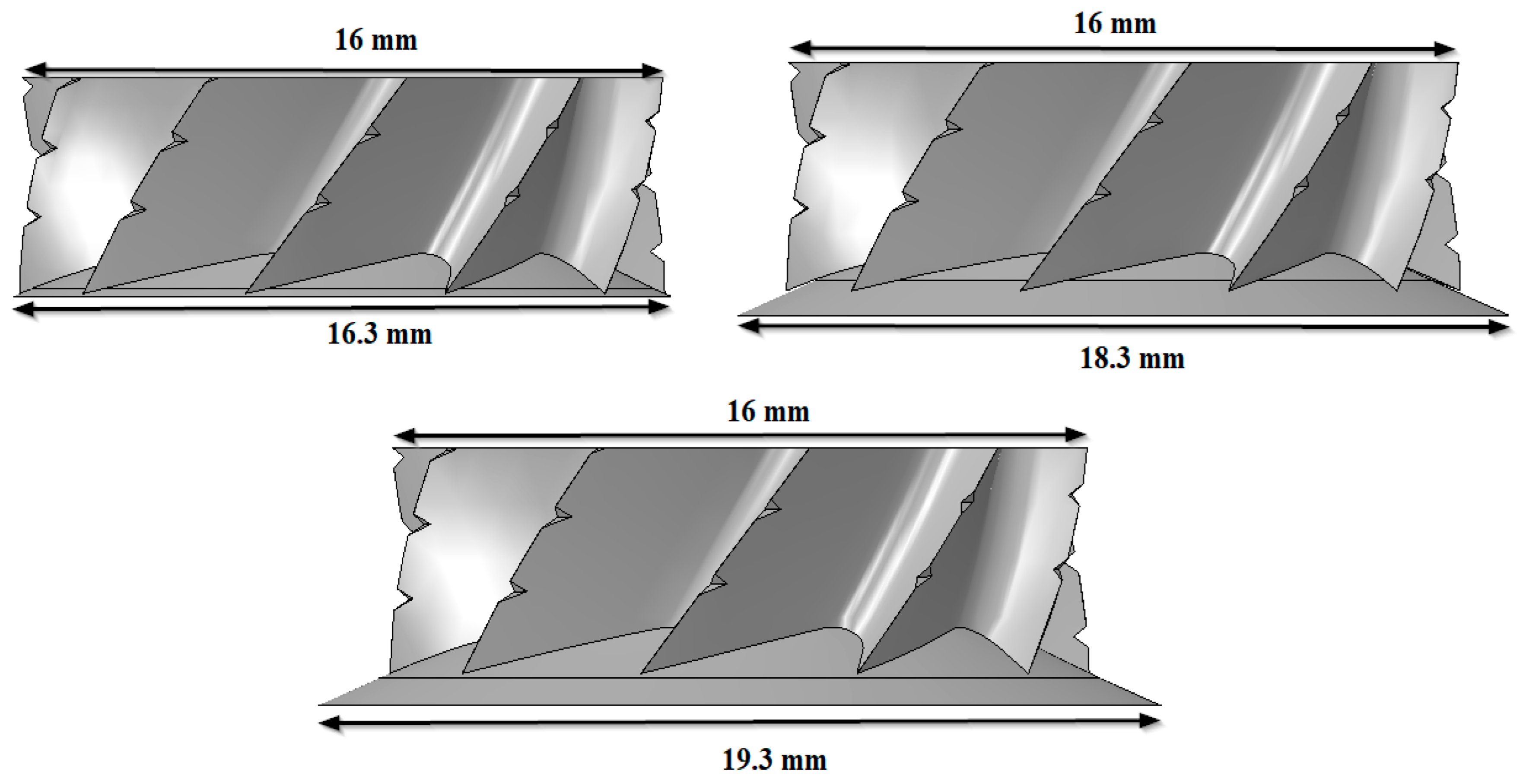
- The proposed numerical model is able to predict the influence of the gap between the two elements of cutting tool on chip size. The obtained results show that the gap between the two components of the cutting tool has a direct influence on the size of the chips so that the large gaps generate large chips and vice versa.
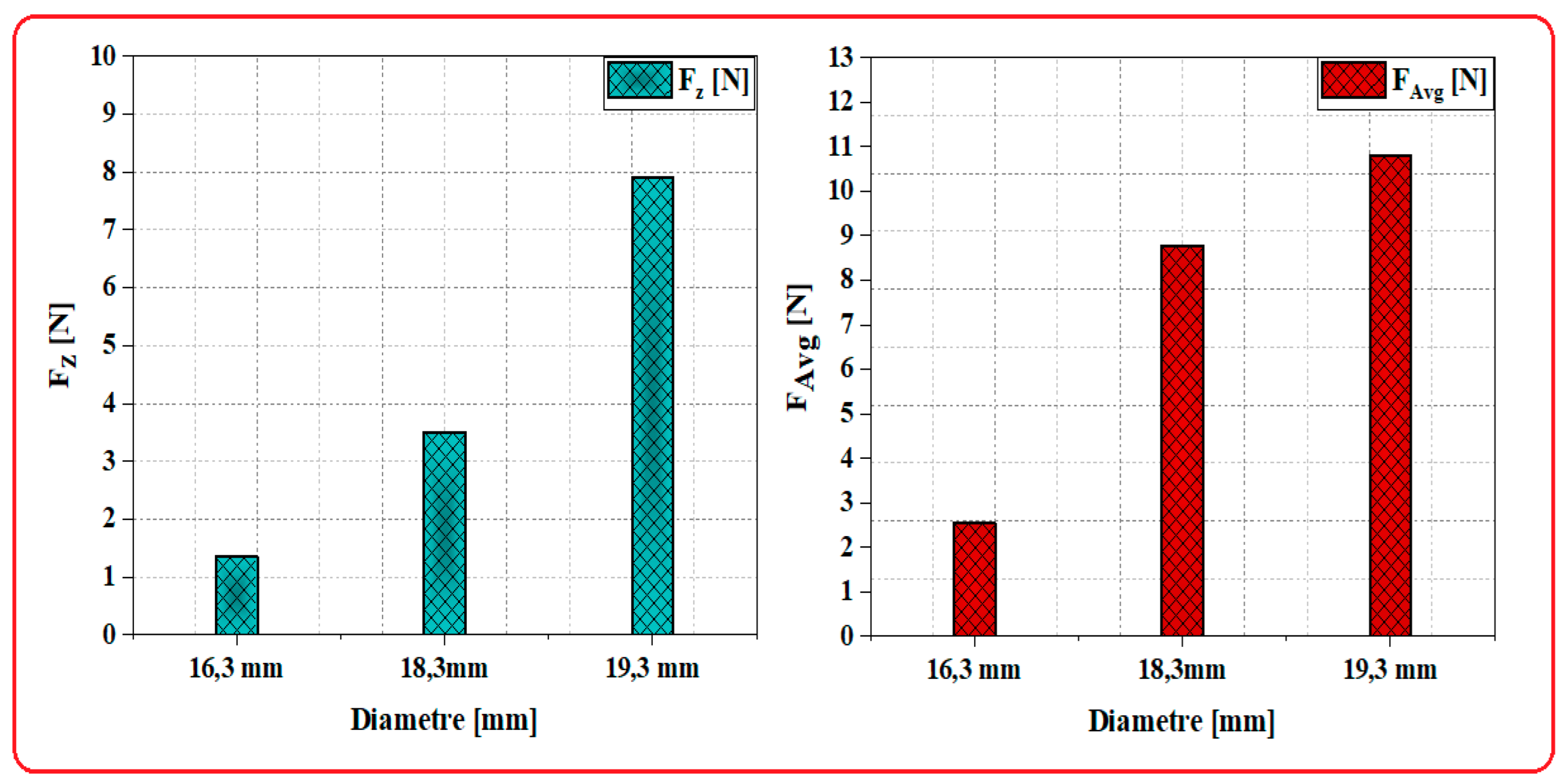
- The influence of the gap between the two elements of cutting tool on the cutting force and its components has been well established. The results show that the component Fx increases with large deviations. This is clarified by the accrual of material in the face of the cutting tool. In addition, the crushing component in the vertical direction increases as a function of the difference in diameters. This is related to the permanent contact of the lower surface of the tool and the upper surface of the structure.
- The influence of the gap between the two elements of cutting tool on the surface quality was studied. The obtained results indicate that the surface quality deteriorates for the largest gap between the milling and the cutting blade.
- The proposed model is able to predict the influence of the wedge angle of the cutting blade on the accrual of material on the face of the cutting tool. The obtained results show that the accumulation of material is more pronounced for large wedge angles. This is associated with the steep slopes formed by the flank surface and the cut surface.
- The influence of the wedge angle on the cutting force and its components is well examined. The results illustrate that the feed component is larger for large wedge angles. This is linked to the accrual of material in the face of the tool. In addition, we noticed that the crushing component Fz is quasi-stationary. This means that the wedge angle has no effect on the component in the vertical direction.
- The established results are of considerable importance for optimizing the machinability of the Nomex honeycomb structure in the relevant industrial sectors.
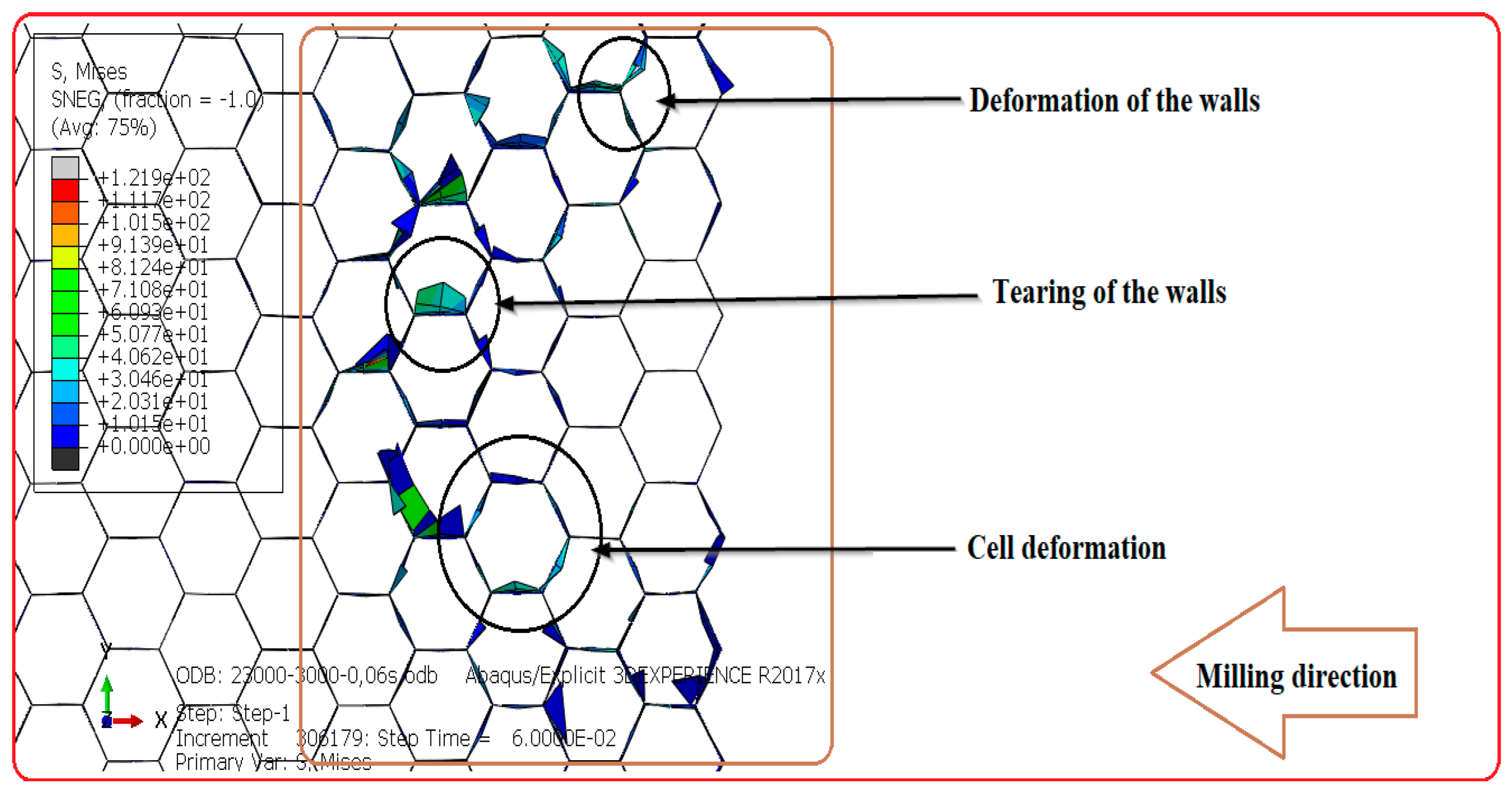
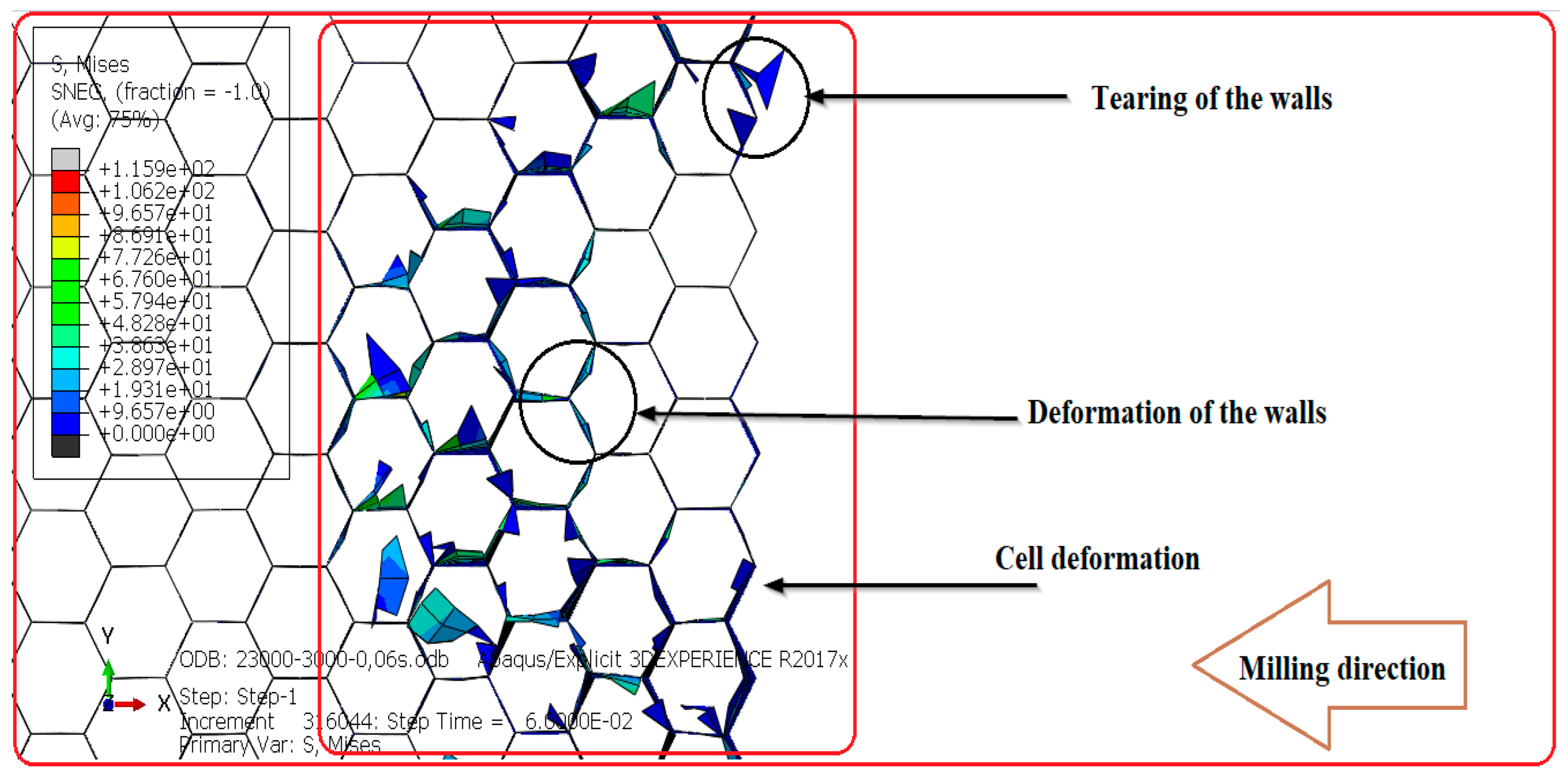
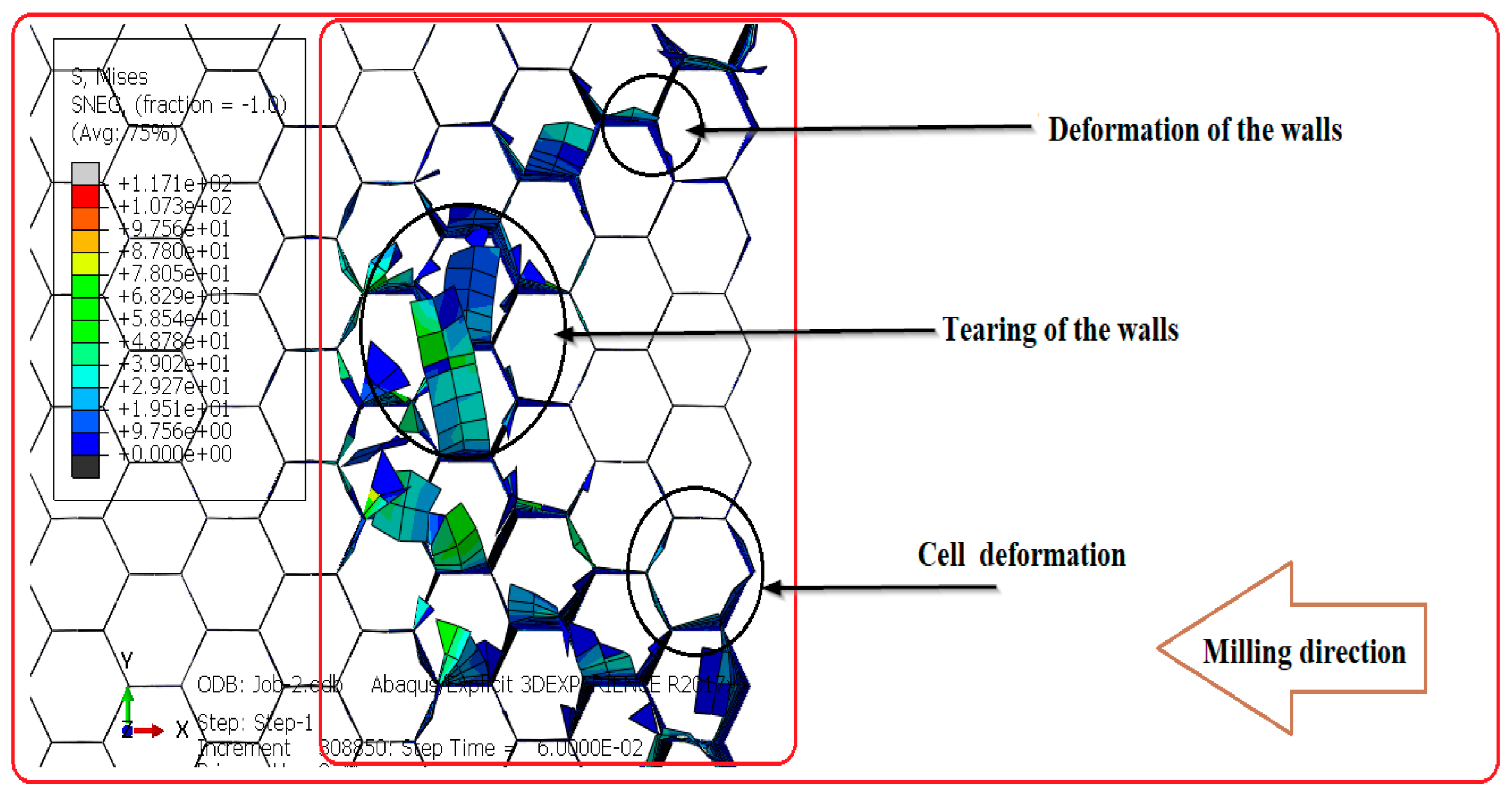
- Finally, it is concluded that the geometric parameters of the cutting tool have an influence on the shaping of the Nomex honeycomb structure and the optimization of these parameters considerably improves the integrity of the cutting tool and the quality of the machined surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cognard, P. Collage des Composites; Ed. Techniques Ingénieur: Paris, France, 2003. [Google Scholar]
- Guillemot, J.; Grunevald, Y. Les Composites en Construction Ferroviaire; Ed. Techniques Ingénieur: Paris, France, 1998. [Google Scholar]
- Reyne, M. Les Composites Dans les Sports et les Loisirs; Ed. Techniques Ingénieur: Paris, France, 1998. [Google Scholar]
- Norville, H.; Tibor, E. Process for Machining Expanded Honeycomb. U.S. Patent No 3,413,708, 1968. [Google Scholar]
- Hirayama, A. Method for Cutting Honeycomb Core. U.S. Patent No 6,740,268, 2004. [Google Scholar]
- Wang, F.; Liu, J.; Li, L.; Shu, Q. Green machining of aluminum honeycomb treated using ice fixation in cryogenic. Int. J. Adv. Manuf. Technol. 2017, 92, 943–952. [Google Scholar] [CrossRef]
- Dan, L.; Mathiew, J. Tool Wear Failure Monitoring Technique for Turning. Int. J. Mach. Tools Manuf. 1990, 30, 579–598. [Google Scholar] [CrossRef]
- Wu, W.; Li, S.; Qin, X.; Liu, W.; Cui, X.; Li, H.; Shi, M.; Liu, H. Effects of fiber orientation on tool wear evolution and wear mechanism when cutting carbon fiber reinforced plastics. Chin. J. Aeronaut. 2022. [Google Scholar] [CrossRef]
- Sharma, V.K.; Singh, T.; Singh, K.; Kaur, G. MQL assisted face milling of EN-31: Tool wear optimization and its correlation with cutting temperature. Mater. Today Proc. 2022, 71, 346–351. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Şap, S.; Kuntoğlu, M.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S. Tool wear, surface roughness, cutting temperature and chips morphology evaluation of Al/TiN coated carbide cutting tools in milling of Cu–B–CrC based ceramic matrix composites. J. Mater. Res. Technol. 2022, 16, 1243–1259. [Google Scholar] [CrossRef]
- Devillez, A.; Lesko, S.; Mozer, W. Cutting tool crater wear measurement with white light interferometry. Wear 2004, 256, 56–65. [Google Scholar] [CrossRef]
- El-Wardany, T.I.; Gao, D.; Elbestawi, M.A. Tool condition monitoring in drilling using vibration signature analysis. Int. J. Mach. Tools Manuf. 1996, 36, 687–711. [Google Scholar] [CrossRef]
- Ma, K.; Wang, J.; Zhang, J.; Feng, P.; Yu, D.; Ahmad, S. A force-insensitive impedance compensation method for giant magnetostriction ultrasonic cutting system of Nomex honeycomb composites. Compos. Struct. 2022, 294, 115708. [Google Scholar] [CrossRef]
- Nouari, M. Modélisation de L’usure par Diffusion des Outils de Coupe en Usinage Grande Vitesse. Master’s Thesis, Université de Metz, Metz, France, 2000. [Google Scholar]
- Rawat, S.; Attia, H. Wear mechanisms and tool life management of WC–Co drills during dry high speed drilling of woven carbon fibre composites. Wear 2009, 267, 1022–1030. [Google Scholar] [CrossRef]
- Faraz, A.; Biermann, D.; Weinert, K. Cutting edge rounding: An innovative tool wear criterion in drilling CFRP composite laminates. Int. J. Mach. Tools Manuf. 2009, 49, 1185–1196. [Google Scholar] [CrossRef]
- Park, K.H.; Beal, A.; Kim, D.D.W.; Kwon, P.; Lantrip, J. Tool wear in drilling of Composite/titanium stacks using carbide and polycrystalline diamond tools. Wear 2011, 271, 2826–2835. [Google Scholar] [CrossRef]
- Jaafar, M.; Atlati, S.; Makich, H.; Nouari, M.; Moufki, A.; Julliere, B. A 3D FE modeling of machining process of Nomex® honeycomb core: Influence of the cell structure behaviour and specific tool geometry. Procedia CIRP 2017, 58, 505–510. [Google Scholar] [CrossRef]
- Zarrouk, T.; Salhi, J.E.; Nouari, M.; Salhi, M.; Chaabelasri, E.; Makich, H.; Salhi, N. Modeling machining of aluminum honeycomb structure. Int. J. Adv. Manuf. Technol. 2022, 123, 2481–2500. [Google Scholar] [CrossRef]
- Fischer, S.; Drechsler, K.; Kilchert, S.; Johnson, A. Mechanical tests for foldcore base material properties. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1941–1952. [Google Scholar] [CrossRef]
- Seemann, R.; Krause, D. Numerical modelling of Nomex honeycomb cores for detailed analyses of sandwich panel joints. In Proceedings of the 11th World Congress on Computational Mechanics (WCCM XI), Barcelona, Spain, 20–25 July 2014. [Google Scholar]
- Zarrouk, T.; Salhi, J.E.; Atlati, S.; Nouari, M.; Salhi, M.; Salhi, N. Study on the behavior law when milling the material of the Nomex honeycomb core. Mater. Today Proc. 2021, 45, 7477–7485. [Google Scholar] [CrossRef]
- Jaafar, M.; Makich, H.; Nouari, M. A new criterion to evaluate the machined surface quality of the Nomex® honeycomb materials. J. Manuf. Process. 2021, 69, 567–582. [Google Scholar] [CrossRef]
- Roy, R.; Nguyen, K.H.; Park, Y.B.; Kweon, J.H.; Choi, J.H. Testing and modeling of Nomex TM honeycomb sandwich Panels with bolt insert. Compos. Part B Eng. 2014, 56, 762–769. [Google Scholar] [CrossRef]
- Ivañez, I.; Moure, M.M.; Garcia-Castillo, S.K.; Sanchez-Saez, S. The oblique impact response of composite sandwich plates. Compos. Struct. 2015, 133, 1127–1136. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.F.; Wang, J.F.; Ma, F.J.; Liu, Y.; Sha, Z.H. Simulation analysis of the effect of tool parameters on the cutting force and temperature of ultrasonic cutting honeycomb core. J. Dalian Jiaotong Univ. 2017, 38, 57–61. [Google Scholar]
- Jin, C.Z. Research on Nomex Honeycomb Material High-Speed Processing Technology and Retention Reliability; Zhejiang University: Zhejiang, China, 2006. [Google Scholar]
- Zhou, X.; Gao, Y.; Wang, Y.; Xiao, P.; Huang, X. Effects of ZrC particles, load and sliding speed on the wear behavior of the ZrC/2024Al composites. Wear 2022, 506, 204465. [Google Scholar] [CrossRef]
- Moharami, A.; Qodosi, P. Enhanced dry sliding friction and wear behaviors of Mg–Mg2Si composites. Compos. Commun. 2022, 36, 101365. [Google Scholar] [CrossRef]
- Jiang, L.; Wan, Y.; Zhang, N.; Fu, J.; Li, X.; Zhang, X.; Du, P. Erosive wear characteristics of styrene butadiene rubber and silicon dioxide-filled wood–plastic composites. J. Build. Eng. 2022, 56, 104791. [Google Scholar] [CrossRef]
- Zarrouk, T.; Salhi, J.E.; Atlati, S.; Nouari, M.; Salhi, M.; Salhi, N. Modeling and numerical simulation of the chip formation process when machining Nomex. Environ. Sci. Pollut. Res. 2022, 29, 98–105. [Google Scholar] [CrossRef] [PubMed]
- Cao, W.; Zha, J.; Chen, Y. Cutting force prediction and experiment verification of paper honeycomb materials by ultrasonic vibration-assisted machining. Appl. Sci. 2020, 10, 4676. [Google Scholar] [CrossRef]
- Zarrouk, T.; Salhi, J.E.; Nouari, M.; Salhi, M.; Atlati, S.; Salhi, N.; Makich, H. Analysis of friction and cutting parameters when milling honeycomb composite structures. Adv. Mech. Eng. 2021, 13, 16878140211034841. [Google Scholar] [CrossRef]
- Sun, J.; Wang, Y.; Zhou, P.; Wang, M.; Kang, R.; Dong, Z. Equivalent mechanical model of resin-coated aramid paper of Nomex honeycomb. Int. J. Mech. Sci. 2022, 240, 107935. [Google Scholar] [CrossRef]
- Geng, D.; Zhang, D.; Xu, Y.; He, F.; Liu, D.; Duan, Z. Rotary ultrasonic elliptical machining for side milling of CFRP: Tool performance and surface integrity. Ultrasonics 2015, 59, 128–137. [Google Scholar] [CrossRef]
- Khairusshima, M.N.; Hassan, C.C.; Jaharah, A.G.; Amin, A.K.M.; Idriss, A.M. Effect of chilled air on tool wear and workpiece quality during milling of carbon fibre-reinforced plastic. Wear 2013, 302, 1113–1123. [Google Scholar] [CrossRef]
- Zitoune, R.; El Mansori, M.; Krishnaraj, V. Tribo-functional design of double cone drill implications in tool wear during drilling of copper mesh/CFRP/woven ply. Wear 2013, 302, 1560–1567. [Google Scholar] [CrossRef]
- Sun, D.; Kang, R.; Wang, Y.; Guo, J.; Dong, Z. A Novel Ultrasonic Trepanning Method for Nomex Honeycomb Core. Appl. Sci. 2020, 11, 354. [Google Scholar] [CrossRef]
- Saleem, M.; Toubal, L.; Zitoune, R.; Bougherara, H. Investigating the effect of machining processes on the mechanical behavior of composite plates with circular holes. Appl. Sci. Manuf. 2013, 55, 169–177. [Google Scholar] [CrossRef]
- Teti, R. Machining of composite materials. CIRP Ann. Manuf. Technol. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Haddad, M.; Zitoune, R.; Bougherara, H.; Eyma, F.; Castanié, B. Study of trimming damages of CFRP structures in function of the machining processes and their impact on the mechanical behavior. Compos. Part B Eng. 2014, 57, 136–143. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zarrouk, T.; Nouari, M.; Makich, H. Simulated Study of the Machinability of the Nomex Honeycomb Structure. J. Manuf. Mater. Process. 2023, 7, 28. https://doi.org/10.3390/jmmp7010028
Zarrouk T, Nouari M, Makich H. Simulated Study of the Machinability of the Nomex Honeycomb Structure. Journal of Manufacturing and Materials Processing. 2023; 7(1):28. https://doi.org/10.3390/jmmp7010028
Chicago/Turabian StyleZarrouk, Tarik, Mohammed Nouari, and Hamid Makich. 2023. "Simulated Study of the Machinability of the Nomex Honeycomb Structure" Journal of Manufacturing and Materials Processing 7, no. 1: 28. https://doi.org/10.3390/jmmp7010028
APA StyleZarrouk, T., Nouari, M., & Makich, H. (2023). Simulated Study of the Machinability of the Nomex Honeycomb Structure. Journal of Manufacturing and Materials Processing, 7(1), 28. https://doi.org/10.3390/jmmp7010028