
Joining Strength of Self-Piercing Riveted Vibration-Damping Steel and Dissimilar Materials


Abstract
:1. Introduction
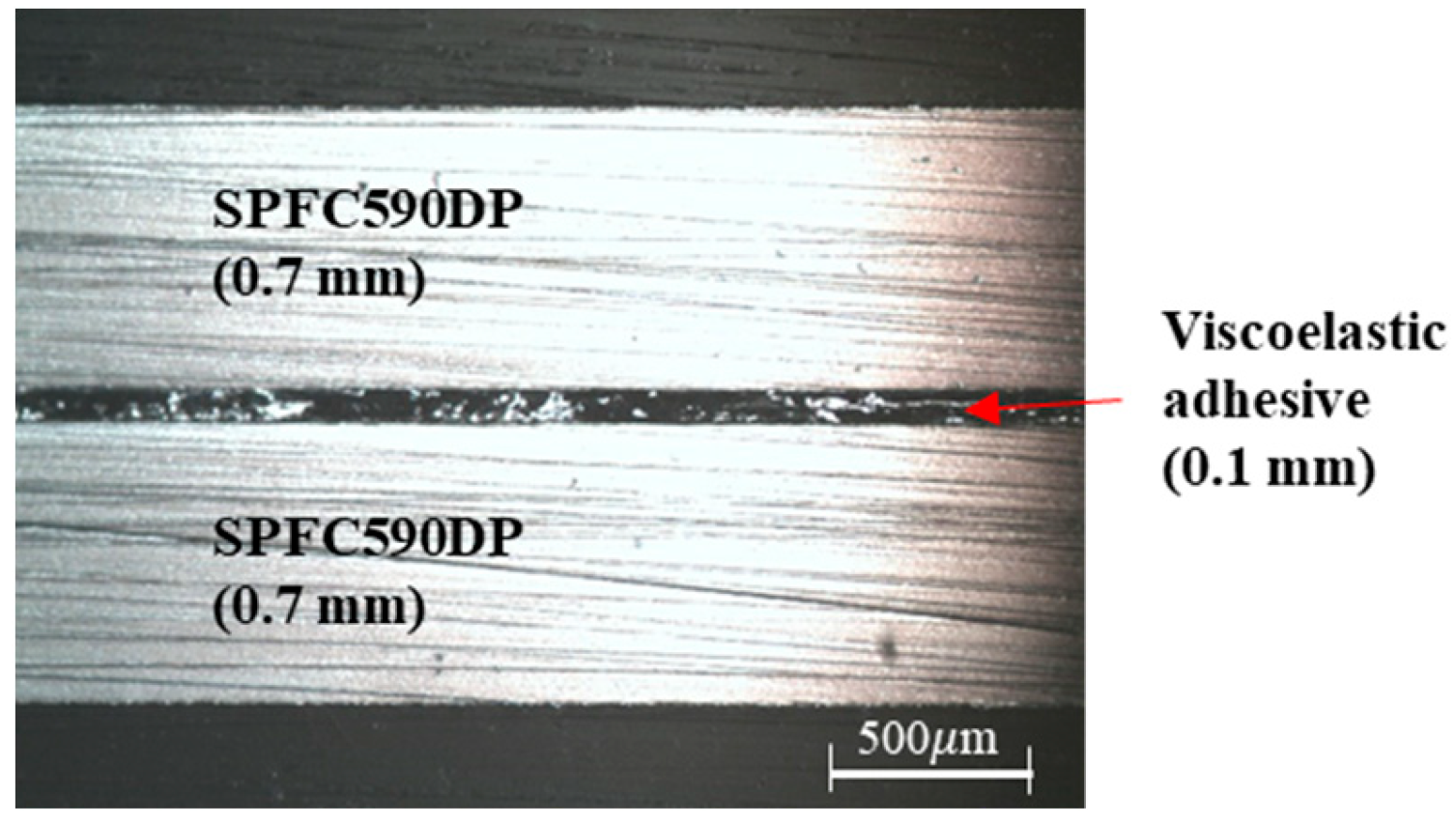
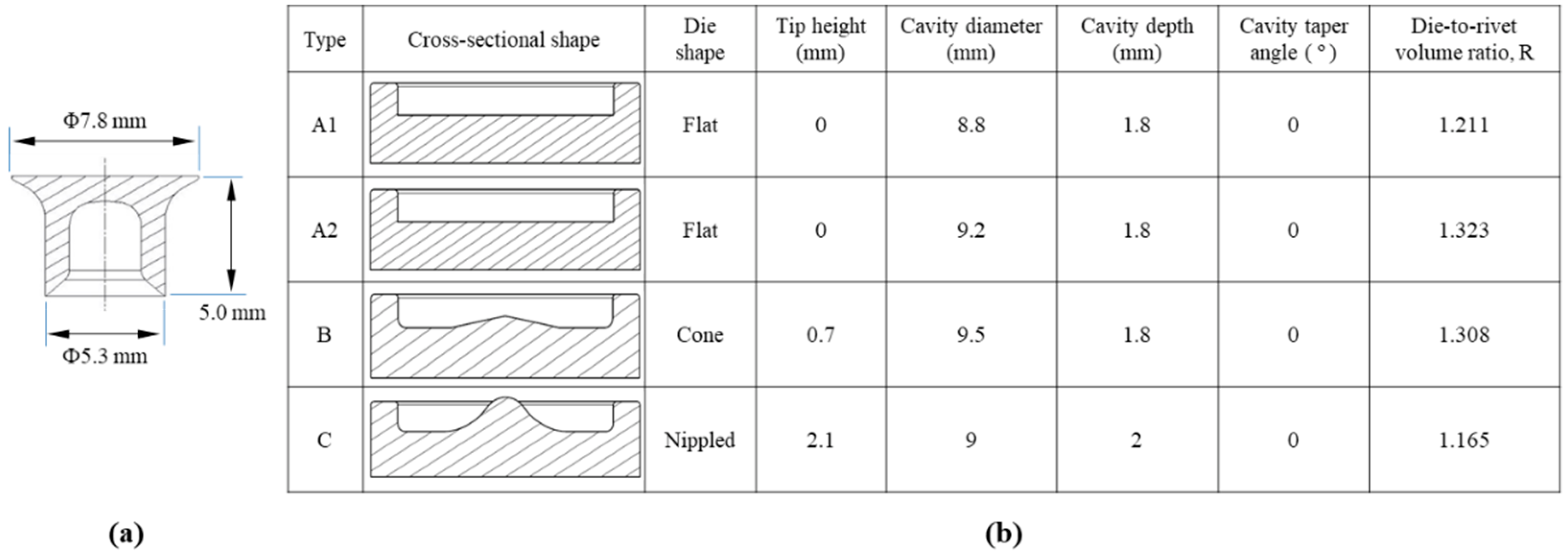
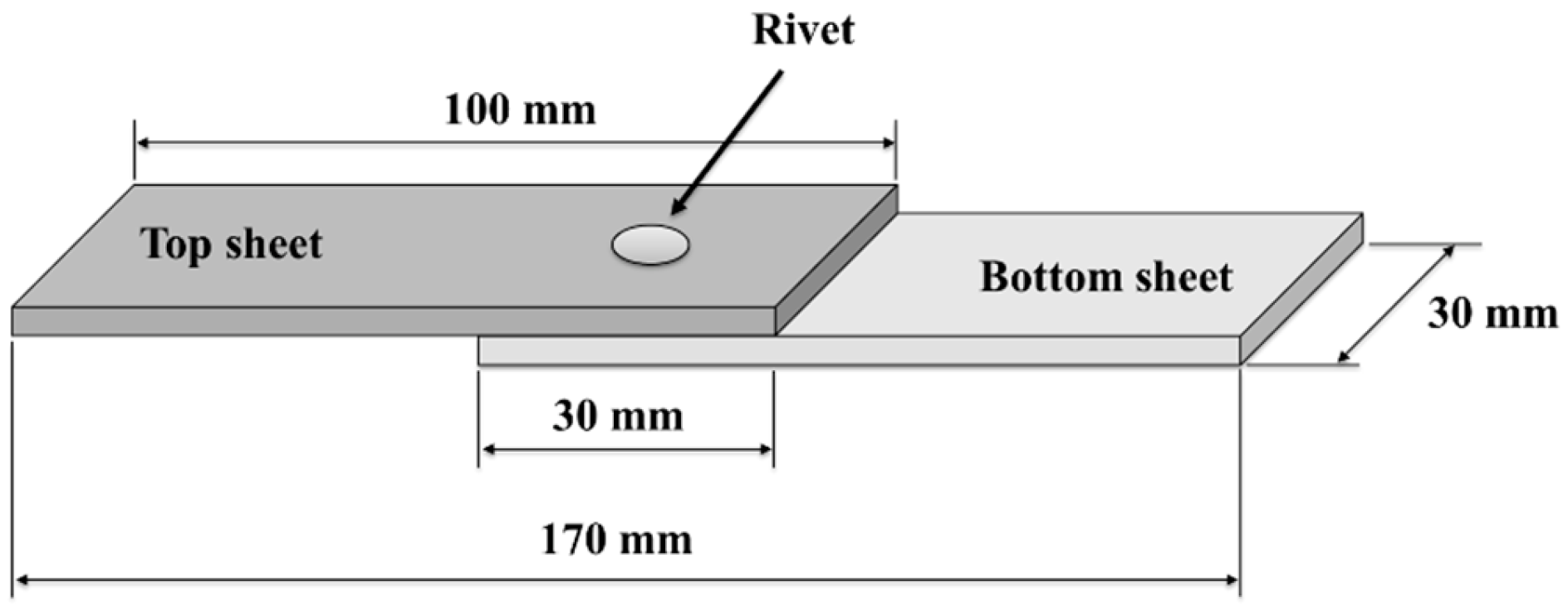
2. Materials and Methods
3. Results and Discussion
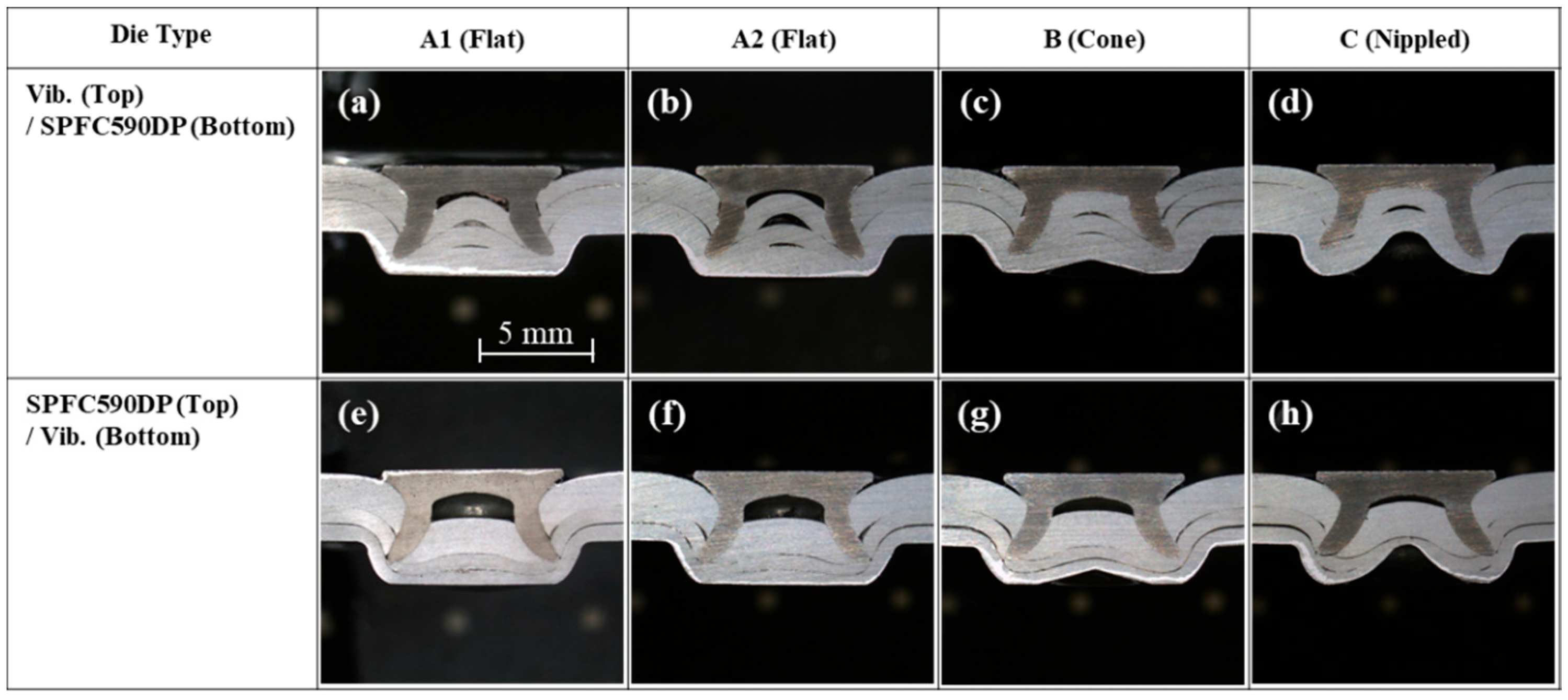
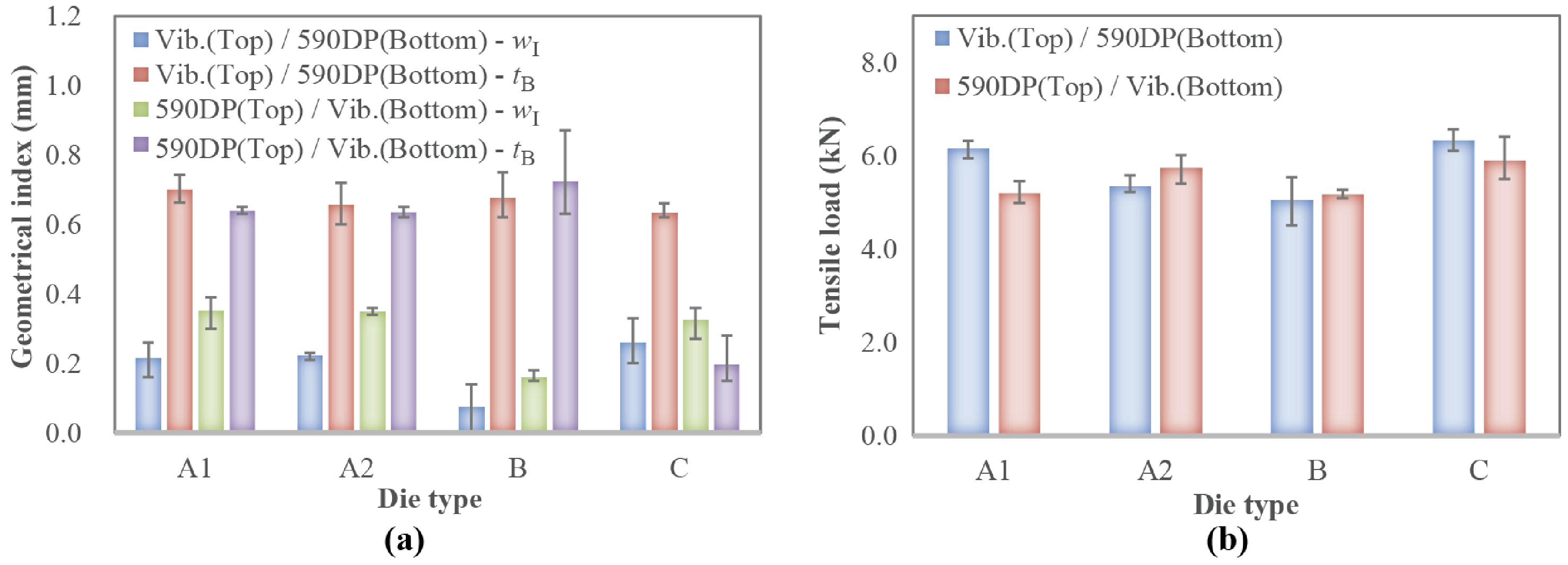
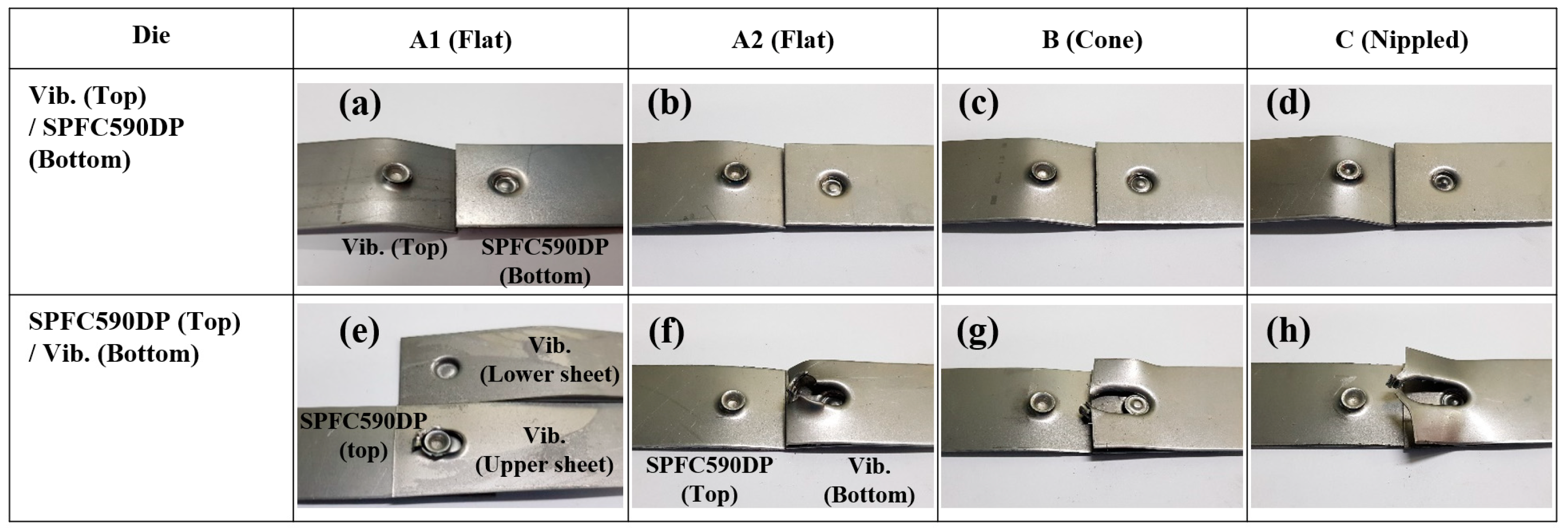
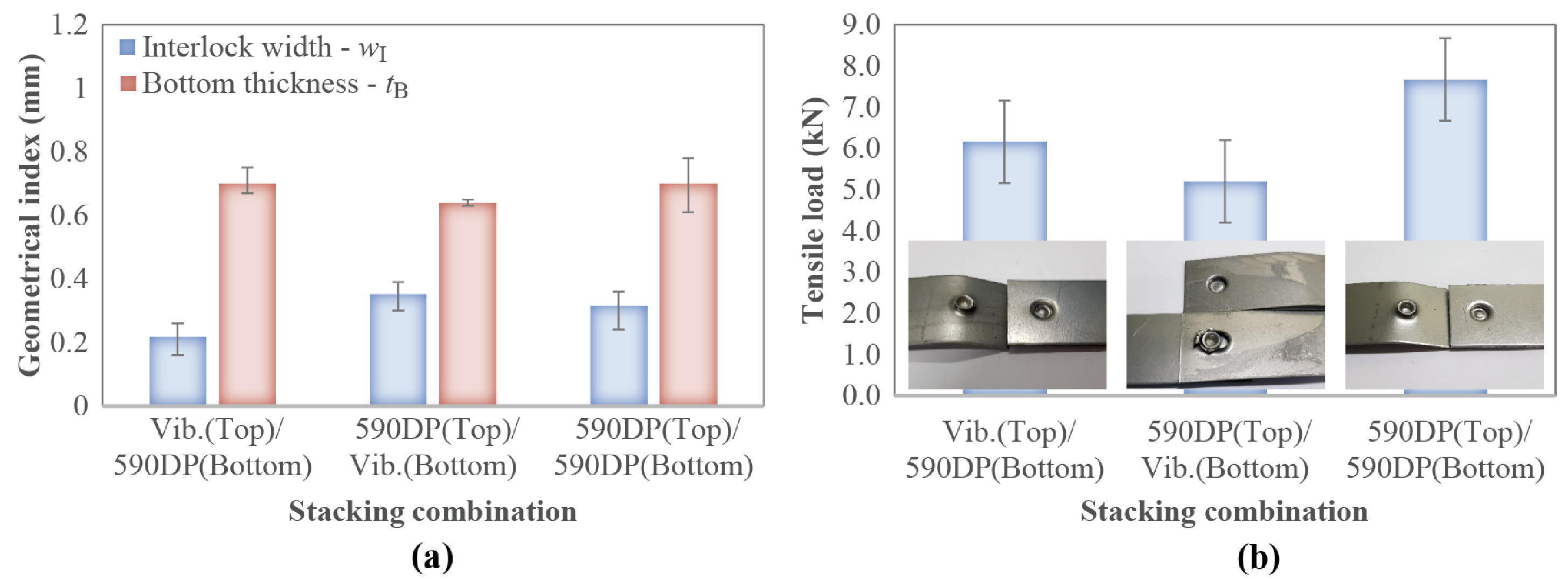
3.1. Self-Piercing Riveted Joint of Vibration-Damping Steel and SPFC590DP
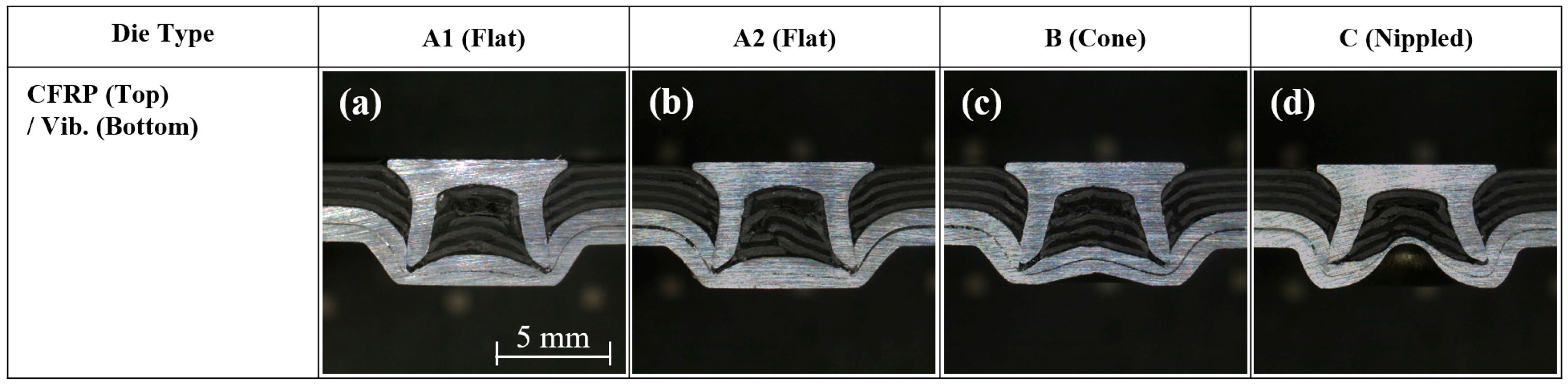
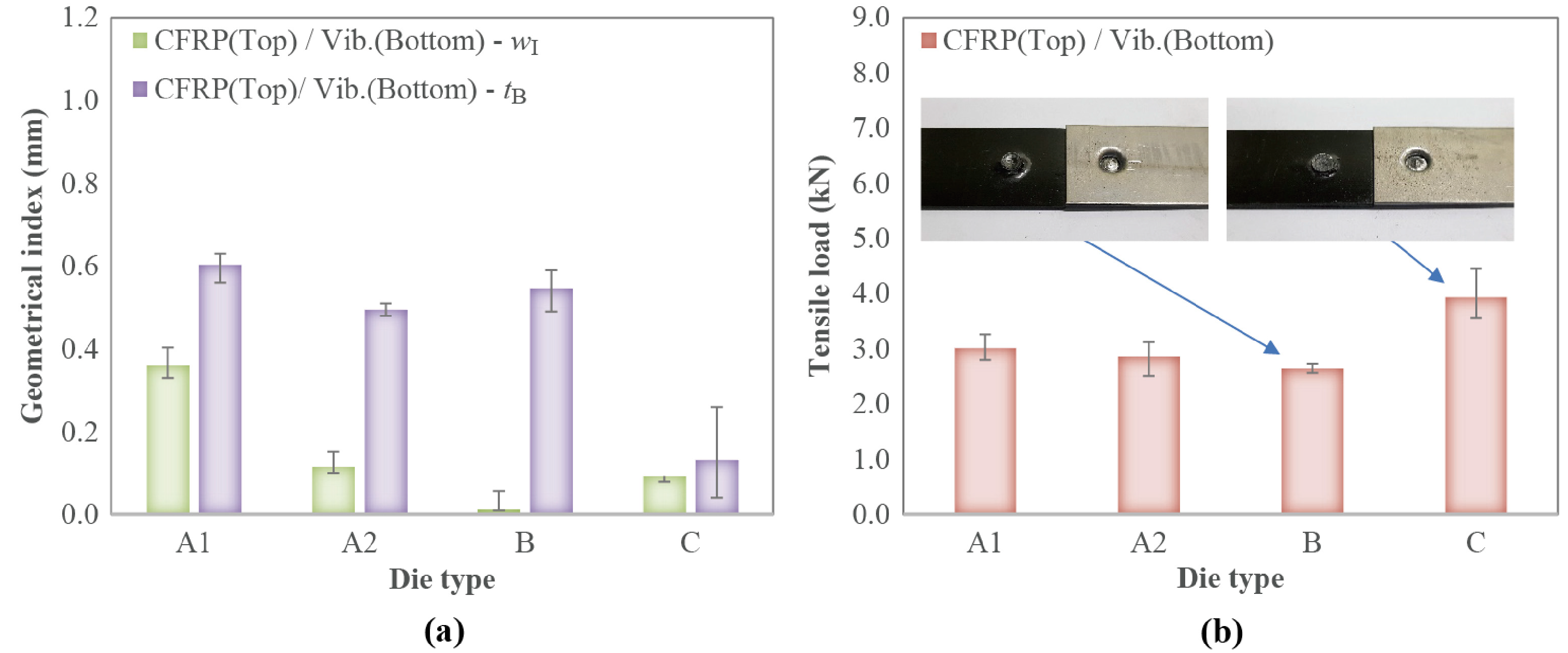
3.2. SPR Joint of Vibration-Damping Steel and CFRP
4. Conclusions
- Successful interlock between vibration-damping steel and regular SPFC590DP panels is possible using the SPR process free of any cracking under various die types (flat, coned, nippled).
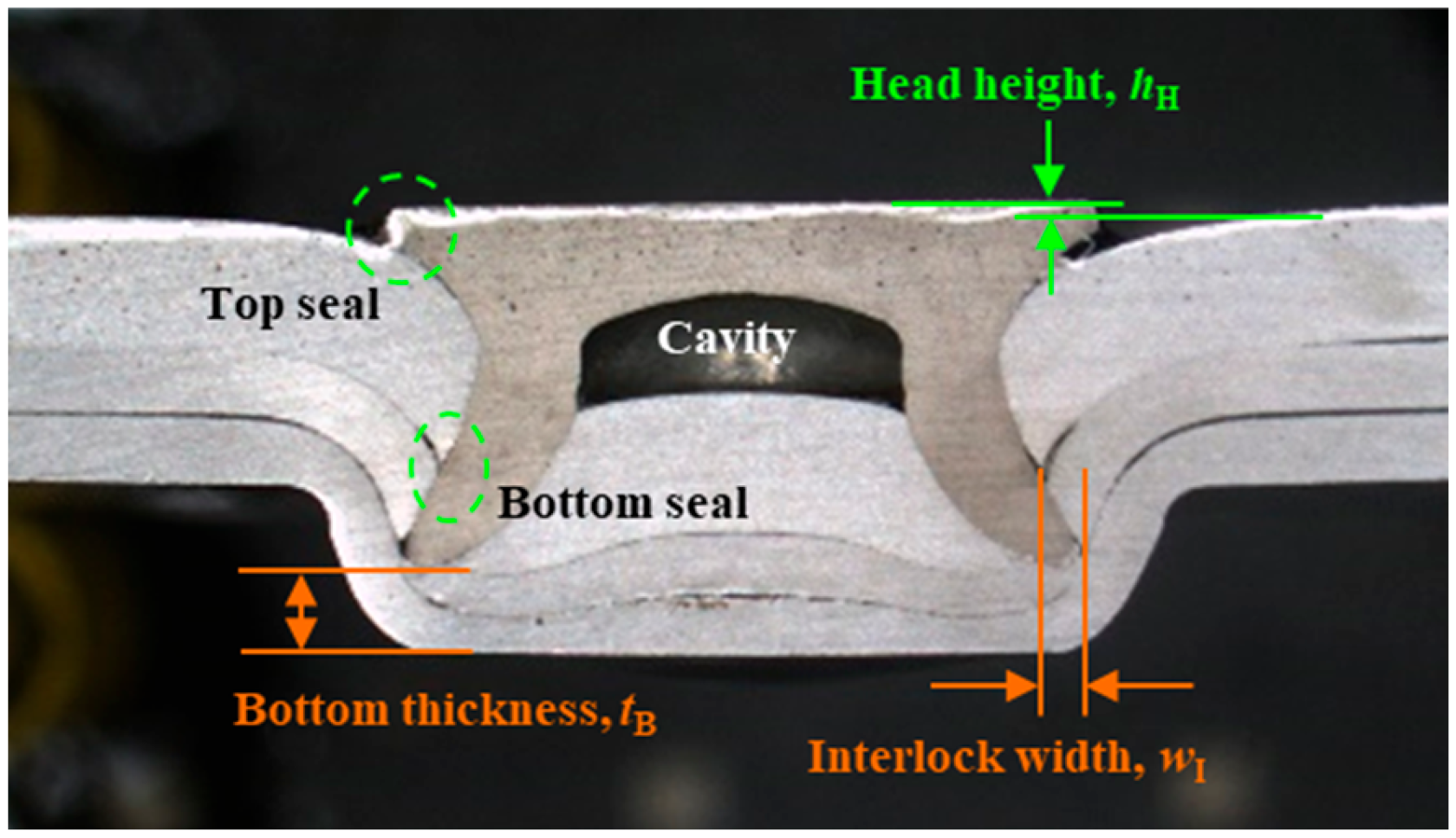
- The measured geometrical index parameters are within acceptable values, resulting in consistent tensile shear loads between approximately 5.0–6.2 kN. Such values were slightly lower than the joints formed between two SPFC590DP panels which were measured to be approximately 7.5 kN but still acceptable values for use in the automotive industry.
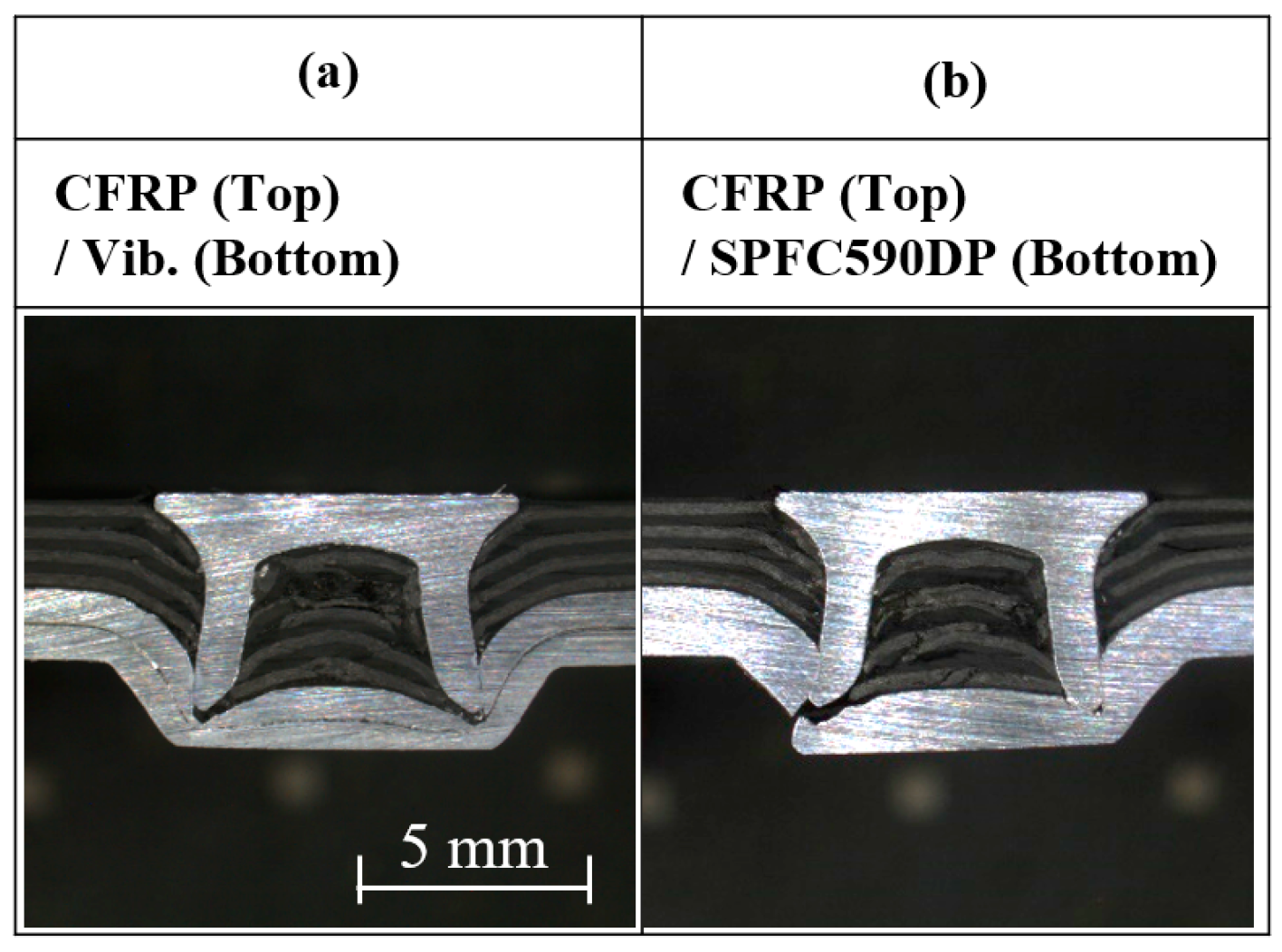
- Successful interlocks between CFRP and the vibration-damping steel panels were possible only when the CFRP panel was positioned on top. Acceptable geometrical index parameters were measured resulting in tensile shear loads between 3.0–4.0 kN depending on the die type used.
- Bottom cracking was observed for joints between CFRP and SPFC590DP panels which is not acceptable for commercial use of SPR process joining. Nevertheless, the geometrical index parameters and the tensile shear load test results were within acceptable values.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hiroshi, E.; Miizuo, E.; Yoshimasa, Z. The Development of Vibration Damping Steel Sheet For Automotive Use. SAE Transact. 1989, 98, 670–677. [Google Scholar] [CrossRef]
- Oberle, H.; Commaret, C.; Magnaud, R.; Minier, C.; Pradere, G. Optimizing Resistance Spot Welding Parameters for Vibration Damping Steel Sheets. Weld. J. 1998, 77, 8-s. [Google Scholar]
- Isenstadt, A.; German, J.; Bubna, P.; Wiseman, M.; Venkatakrishnan, U.; Abbasov, L.; Guillen, P.; Moroz, N.; Richman, D.; Kolwich, G. Lightweighting Technology Development and Trends in U.S. Passenger Vehicles; Working Paper 25; International Council on Clean Transportation: Washington, DC, USA, 2016; pp. 1–24. [Google Scholar]
- Mascarin, A.; Hannibal, T.; Raghunathan, A.; Ivanic, Z.; Francfort, J. Vehicle Lightweighting: 40% and 45% Weight Savings Analysis: Technical Cost Modeling for Vehicle Lightweighting; Idaho National Laboratory: Idaho Falls, ID, USA, 2015; pp. 1–74, EXT-14-33863. [Google Scholar]
- He, X.; Pearson, I.; Young, K. Self-pierce riveting for sheet materials: State of the art. J. Mater. Process. Technol. 2008, 199, 27–36. [Google Scholar] [CrossRef]
- Li, D.; Chrysanthou, A.; Patel, I.; Williams, G. Self-piercing riveting-a review. Int. J. Adv. Manuf. Technol. 2017, 92, 1777–1824. [Google Scholar] [CrossRef] [Green Version]
- Haque, R. Quality of self-piercing riveting (SPR) joints from cross-sectional perspective: A review. Arch. Civ. Mech. Eng. 2018, 18, 83–93. [Google Scholar] [CrossRef]
- Huang, Z.C.; Zhou, Z.J.; Huang, W. Mechanical Behaviors of Self-Piercing Riveting Joining Dissimilar Sheets. Adv. Mater. Res. 2010, 97–101, 3932–3935. [Google Scholar] [CrossRef]
- Haque, R.; Durandet, Y. Investigation of self-pierce riveting (SPR) process data and specific joining events. J. Manuf. Process. 2017, 30, 148–160. [Google Scholar] [CrossRef]
- Eshtayeh, M.M.; Hrairi, M.; Mohiuddin, A.K.M. Clinching process for joining dissimilar materials: State of the art. Int. J. Adv. Manuf. Technol. 2016, 82, 179–195. [Google Scholar] [CrossRef]
- Ma, Y.W.; Lou, M.; Li, Y.B.; Lin, Z.Q. Effect of rivet and die on self-piercing rivetability of AA6061-T6 and mild steel CR4 of different gauges. J. Mater. Process. Technol. 2018, 251, 282–294. [Google Scholar] [CrossRef]
- Abe, Y.; Kato, T.; Mori, K. Joinability of aluminium alloy and mild steel sheets by self piercing rivet. J. Mater. Process. Technol. 2006, 177, 417–421. [Google Scholar] [CrossRef]
- Han, L.; Chrysanthou, A.; Young, K. Mechanical behaviour of self-piercing riveted multi-layer joints under different specimen configurations. Mater. Des. 2007, 28, 2024–2033. [Google Scholar] [CrossRef]
- Wood, P.; Schley, C.; Williams, M.; Rusinek, A. A model to describe the high rate performance of self-piercing riveted joints in sheet aluminium. Mater. Des. 2011, 32, 2246–2259. [Google Scholar] [CrossRef]
- Kuryntsev, S. A Review:Laser welding A Review: Laser Welding of Dissimilar Materials (Al/Fe, Al/Ti, Al/Cu)—Methods and Techniques, Microstructure and Properties. Materials 2022, 15, 122. [Google Scholar] [CrossRef]
- Xia, H.; Ma, Y.; Chen, C.; Su, J.; Zhang, C.; Tan, C.; Li, L.; Geng, P.; Ma, N. Influence of laser welding power on steel/CFRP lap joint fracture behaviors. Compos. Struct. 2022, 285, 115247. [Google Scholar] [CrossRef]
- Ang, H.Q. An Overview of Self-piercing Riveting Process with Focus on Joint Failures, Corrosion Issues and Optimisation Techniques. Chin. J. Mech. Eng. 2021, 34, 2. [Google Scholar] [CrossRef]
- Karathanasopoulos, N.; Pandya, K.S.; Mohr, D. An experimental and numerical investigation of the role of rivet and die design on the self-piercing riveting joint characteristics of aluminum and steel sheets. J. Manuf. Process. 2021, 69, 290–302. [Google Scholar] [CrossRef]
- Huang, Z.-C.; Zhou, Z.-J.; Jiang, Y.-Q. Effect of shot peening on static and fatigue properties of self-piercing riveting joints. J. Mater. Res. Technol. 2022, 18, 1070–1080. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, G.; Zheng, X.; Li, J.; Li, X.; Zhu, W.; Yanagimoto, J. A self-piercing riveting method for joining of continuous carbon fiber reinforced composite and aluminum alloy sheets. Compos. Struct. 2021, 259, 113219. [Google Scholar] [CrossRef]
- Kam, D.-H.; Jeong, T.-E.; Kim, M.-G.; Shin, J. Self-Piercing Riveted Joint of Vibration-Damping Steel and Aluminum Alloy. Appl. Sci. 2019, 9, 4575. [Google Scholar] [CrossRef] [Green Version]
- Kam, D.H.; Jeong, T.E.; Kim, J. A Quality Study of a Self-Piercing Riveted Joint between Vibration-Damping Aluminum Alloy and Dissimilar Materials. Appl. Sci. 2020, 10, 5947. [Google Scholar] [CrossRef]
- Franco, G.D.; Fratini, L.; Pasta, A.; Ruisi, V.F. On the self-piercing riveting of aluminium blanks and carbon fibre composite panels. Int. J. Mater. Form. 2013, 6, 137–144. [Google Scholar] [CrossRef]
- Jeon, N.-K.; Jeong, T.-E.; Rhee, S.; Kam, D.-H. Evaluation of CFRP/Steel/Aluminum Three Layer Joining with Self-Piercing Rivet. J. Weld. Join. 2019, 37, 56–61. [Google Scholar] [CrossRef] [Green Version]
- Jeon, N.-K.; Rhee, S.; Kam, D.-H. Parametric Study of Self-Piercing Riveting for CFRP-Aluminum Dissimilar Joint. J. Weld. Join. 2018, 36, 8–17. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; He, X.; Xing, B.; Zhao, L.; Lu, Y.; Gu, F.; Ball, A. Influence of heat treatment on fatigue performances for self-piercing riveting similar and dissimilar titanium, aluminium and copper alloys. Mater. Des. 2017, 97, 108–117. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; He, X.; Xing, B.; Lu, Y.; Gu, F.; Ball, A. Influence of sheet thickness on fatigue behavior and fretting of self-piercing riveted joints in aluminum alloy 5052. Mater. Des. 2015, 87, 1010–1017. [Google Scholar] [CrossRef]
- Jeong, T.-E.; Kim, M.-G.; Rhee, S.; Kam, D.-H. Joint Quality Study of Self-piercing Riveted Aluminum and Steel Joints Depending on the Thickness and Strength of Base Metal. J. Weld. Join. 2019, 37, 212–219. [Google Scholar] [CrossRef] [Green Version]
- Haque, R. Residual Stress and Deformation in SPR Joints of High Strength Materials. Ph.D. Thesis, Swinburne University of Technology, Melbourne, VIC, Australia, 2014. [Google Scholar]
- Di Franco, G.; Fratini, L.; Pasta, A. Analysis of the mechanical performance of hybrid (SPR/bonded) single-lap joints between CFRP panels and aluminium blanks. Int. J. Adhes. Adhes. 2013, 41, 24–32. [Google Scholar] [CrossRef]
- Calabrese, L.; Proverbio, E.; Di Bella, G.; Galtieri, G.; Borsellino, C. Failure behavior of SPR joints after salt spray test. Eng. Struct. 2015, 82, 33–43. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition (wt.%) | |||||
|---|---|---|---|---|---|---|
| SPFC590DP | C | Si | Mn | P | S | Fe |
| 0.07 | 0.14 | 1.44 | 0.013 | 0.002 | 98.335 | |
| Sheet Material | Ultimate Tensile Strength (MPa) | Thickness (mm) |
|---|---|---|
| Vibration-damping steel | 618 | 1.5 |
| SPFC590DP | 609 | 1.4 |
| CFRP | 1032 (0°)/234 (45°)/1014 (90°) | 1.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, K.H.; Joo, J.H.; Kim, M.G.; Kam, D.H.; Kim, J. Joining Strength of Self-Piercing Riveted Vibration-Damping Steel and Dissimilar Materials. J. Manuf. Mater. Process. 2023, 7, 65. https://doi.org/10.3390/jmmp7020065
Cho KH, Joo JH, Kim MG, Kam DH, Kim J. Joining Strength of Self-Piercing Riveted Vibration-Damping Steel and Dissimilar Materials. Journal of Manufacturing and Materials Processing. 2023; 7(2):65. https://doi.org/10.3390/jmmp7020065
Chicago/Turabian StyleCho, Keong Hwan, Jin Hyeok Joo, Min Gyu Kim, Dong Hyuck Kam, and Jedo Kim. 2023. "Joining Strength of Self-Piercing Riveted Vibration-Damping Steel and Dissimilar Materials" Journal of Manufacturing and Materials Processing 7, no. 2: 65. https://doi.org/10.3390/jmmp7020065
APA StyleCho, K. H., Joo, J. H., Kim, M. G., Kam, D. H., & Kim, J. (2023). Joining Strength of Self-Piercing Riveted Vibration-Damping Steel and Dissimilar Materials. Journal of Manufacturing and Materials Processing, 7(2), 65. https://doi.org/10.3390/jmmp7020065